KR20140054572A - 절연체를 이용한 전자파 차폐재 및 이의 제조방법 - Google Patents
절연체를 이용한 전자파 차폐재 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20140054572A KR20140054572A KR1020120120217A KR20120120217A KR20140054572A KR 20140054572 A KR20140054572 A KR 20140054572A KR 1020120120217 A KR1020120120217 A KR 1020120120217A KR 20120120217 A KR20120120217 A KR 20120120217A KR 20140054572 A KR20140054572 A KR 20140054572A
- Authority
- KR
- South Korea
- Prior art keywords
- glass fiber
- insulator
- metal
- electromagnetic wave
- shielding material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/212—Electromagnetic interference shielding
Landscapes
- Laminated Bodies (AREA)
Abstract
Description
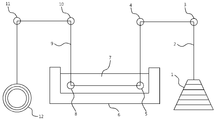
도 2는 본 발명의 일 실시형태에 따른 용융코팅 공정도이다.
도 3은 본 발명의 일 실시형태에 따른 전자파 차폐재의 단면도이다.
| 주파수 (MHz) |
실시예 1 | 실시예 4 | 실시예 5 |
| MGF 20 wt% | MGF 30 wt% | MGF 40 wt% | |
| 30 | 52 | 52 | 46 |
| 100 | 58 | 62 | 61 |
| 500 | 70 | 69 | 67 |
| 1,000 | 73 | 71 | 73 |
| 1,500 | 72 | 72 | 72 |
2: 유리섬유
3, 4, 10, 11: 이송 롤
5, 8: 코팅 롤
6. 용기
7: 용융 금속
9: 금속 코팅 유리섬유
12: 권취 롤
21: 상부 절연체
22: 면상체
23: 하부 절연체
Claims (13)
- 유리섬유를 방사하는 단계;
방사된 유리섬유를 금속으로 코팅하여 금속 코팅 유리섬유를 형성하는 단계;
금속 코팅 유리섬유를 이용하여 면상체를 형성하는 단계; 및
위로부터 절연체, 면상체, 절연체 순으로 적층하는 단계를 포함하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
방사단계에서 인코넬 또는 스테인리스 스틸 재질의 부싱을 사용하는 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
유리섬유는 유리전이온도 750℃ 이하의 저융점 유리섬유인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
유리섬유의 직경은 20 ㎛ 이상인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
금속은 알루미늄(Al), 아연(Zn), 납(Pb) 중에서 선택되는 1종 이상인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
코팅은 용융 금속을 이용한 용융 코팅인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제6항에 있어서,
용기에 담긴 용융 금속 속에 실 형태의 유리섬유를 통과시켜 코팅하는 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제7항에 있어서,
용기는 질화 붕소(BN) 또는 그래파이트로 이루어진 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
면상체는 티슈(tissue), 패브릭(fabric), 단방향성 클로스(unidirectional cloth) 중에서 선택되는 1종 이상의 형태를 포함하는 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
절연체는 레진 페이퍼, 세라믹 박판, 스폰지 중에서 선택되는 1종 이상인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
절연체의 두께는 5 내지 30 ㎛이고, 면상체의 두께는 0.01 내지 0.1 mm이며, 전체 두께는 0.01 내지 1 mm인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항에 있어서,
면상체를 이루는 금속 코팅 유리섬유의 중량은 전자파 차폐재 전체 중량에 대하여 10 내지 50 중량%인 것을 특징으로 하는 전자파 차폐재의 제조방법.
- 제1항 내지 제12항 중 어느 한 항의 방법에 따라 제조되고,
위로부터 절연체, 면상체, 절연체를 포함하는 전자파 차폐재.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120120217A KR20140054572A (ko) | 2012-10-29 | 2012-10-29 | 절연체를 이용한 전자파 차폐재 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120120217A KR20140054572A (ko) | 2012-10-29 | 2012-10-29 | 절연체를 이용한 전자파 차폐재 및 이의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140054572A true KR20140054572A (ko) | 2014-05-09 |
Family
ID=50886404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120120217A Ceased KR20140054572A (ko) | 2012-10-29 | 2012-10-29 | 절연체를 이용한 전자파 차폐재 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140054572A (ko) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180067453A (ko) * | 2016-12-12 | 2018-06-20 | 주식회사 아모그린텍 | 플렉서블 전자파차폐재, 이를 포함하는 전자파차폐형 회로모듈 및 이를 구비하는 전자기기 |
| KR20180068309A (ko) * | 2016-12-13 | 2018-06-21 | 주식회사 아모그린텍 | 플렉서블 전자파차폐재, 이를 포함하는 전자파차폐형 회로모듈 및 이를 구비하는 전자기기 |
| EP3372727A4 (en) * | 2015-11-02 | 2019-04-10 | Central Glass Company, Limited | METAL-COATED GLASS FIBER FILLER WITH ELECTROMAGNETIC SHIELDING, METHOD FOR PRODUCING A METAL-COATED FIBER FILLER WITH ELECTROMAGNETIC SHIELDING AND RESIN WITH ELECTROMAGNETIC SHIELDING |
| CN111212559A (zh) * | 2020-02-27 | 2020-05-29 | 浙江吉利汽车研究院有限公司 | 一种控制器壳体结构 |
| US10945358B2 (en) | 2016-12-12 | 2021-03-09 | Amogreentech Co., Ltd. | Flexible electromagnetic wave shielding material, electromagnetic wave shielding type circuit module comprising same and electronic device furnished with same |
-
2012
- 2012-10-29 KR KR1020120120217A patent/KR20140054572A/ko not_active Ceased
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3372727A4 (en) * | 2015-11-02 | 2019-04-10 | Central Glass Company, Limited | METAL-COATED GLASS FIBER FILLER WITH ELECTROMAGNETIC SHIELDING, METHOD FOR PRODUCING A METAL-COATED FIBER FILLER WITH ELECTROMAGNETIC SHIELDING AND RESIN WITH ELECTROMAGNETIC SHIELDING |
| KR20180067453A (ko) * | 2016-12-12 | 2018-06-20 | 주식회사 아모그린텍 | 플렉서블 전자파차폐재, 이를 포함하는 전자파차폐형 회로모듈 및 이를 구비하는 전자기기 |
| US10945358B2 (en) | 2016-12-12 | 2021-03-09 | Amogreentech Co., Ltd. | Flexible electromagnetic wave shielding material, electromagnetic wave shielding type circuit module comprising same and electronic device furnished with same |
| KR20180068309A (ko) * | 2016-12-13 | 2018-06-21 | 주식회사 아모그린텍 | 플렉서블 전자파차폐재, 이를 포함하는 전자파차폐형 회로모듈 및 이를 구비하는 전자기기 |
| CN111212559A (zh) * | 2020-02-27 | 2020-05-29 | 浙江吉利汽车研究院有限公司 | 一种控制器壳体结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Jia et al. | Waterproof MXene-decorated wood-pulp fabrics for high-efficiency electromagnetic interference shielding and Joule heating | |
| TWI729597B (zh) | 玻璃布之製造方法及玻璃紗 | |
| US11802192B2 (en) | Low dielectric resin substrate | |
| KR20140054572A (ko) | 절연체를 이용한 전자파 차폐재 및 이의 제조방법 | |
| US4364993A (en) | Sized carbon fibers, and thermoplastic polyester based composite structures employing the same | |
| JP7091660B2 (ja) | 電子機器筐体およびその製造方法 | |
| KR20170116062A (ko) | 전자파 차폐제 쉬트 및 이의 제조방법 | |
| US12006256B2 (en) | Glass compositions, fiberizable glass compositions, and glass fibers made therefrom | |
| JP5987840B2 (ja) | ガラス織物及びそれを用いるガラス繊維シート材 | |
| JPWO2018056434A1 (ja) | 電子機器筐体 | |
| JP2023080281A (ja) | ガラス組成物、繊維化可能なガラス組成物、およびそれから作成されたガラス繊維 | |
| EP4169884A1 (en) | Composition for glass fiber | |
| US12275665B2 (en) | Glass composition for glass fibers, glass fibers, woven glass fiber fabric, and glass-fiber-reinforced resin composition | |
| CN116802164A (zh) | 玻璃纤维用玻璃组合物、玻璃纤维、玻璃纤维织物及玻璃纤维强化树脂组合物 | |
| CN114729134A (zh) | 玻璃纤维强化树脂成型品、电子设备壳体、移动产品用内饰部件及移动产品用外饰部件 | |
| Fareez et al. | Basalt fiber reinforced polymers: A recent approach to electromagnetic interference (EMI) shielding | |
| Li et al. | Glass fibers | |
| KR101558748B1 (ko) | 전자파 차폐제 쉬트 및 이의 제조방법 | |
| US4668578A (en) | Surface treated metallic filaments | |
| KR101608246B1 (ko) | 금속 코팅 유리섬유의 제조방법 | |
| CN114538783A (zh) | 高强度、低膨胀系数玻璃纤维及复合材料 | |
| EP4450467A1 (en) | Glass composition for glass fibers, glass fibers, woven glass fiber fabric, and glass-fiber-reinforced resin composition | |
| KR101811993B1 (ko) | 전자파 차폐용 금속도금 유리섬유 smc 및 그 제조방법 | |
| US20230133178A1 (en) | Glass Compositions, Fiberizable Glass Compositions, and Glass Fibers Made Therefrom | |
| KR101836179B1 (ko) | 금속 코팅 유리섬유 제조장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20121029 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20131031 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20140124 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20131031 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20140124 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20131217 Comment text: Amendment to Specification, etc. |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20140318 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| AMND | Amendment | ||
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20140804 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20140513 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20140318 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20140221 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20140124 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20131217 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20131031 |
|
| J201 | Request for trial against refusal decision | ||
| PJ0201 | Trial against decision of rejection |
Patent event date: 20140829 Comment text: Request for Trial against Decision on Refusal Patent event code: PJ02012R01D Patent event date: 20140804 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Patent event date: 20140124 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Appeal kind category: Appeal against decision to decline refusal Appeal identifier: 2014101005487 Request date: 20140829 |
|
| J301 | Trial decision |
Free format text: TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20140829 Effective date: 20150723 |
|
| PJ1301 | Trial decision |
Patent event code: PJ13011S01D Patent event date: 20150723 Comment text: Trial Decision on Objection to Decision on Refusal Appeal kind category: Appeal against decision to decline refusal Request date: 20140829 Decision date: 20150723 Appeal identifier: 2014101005487 |