KR20140059841A - 분말 사출 성형에서 금속 또는 세라믹 성형물을 제조하기 위한 결합제 및 방법 - Google Patents
분말 사출 성형에서 금속 또는 세라믹 성형물을 제조하기 위한 결합제 및 방법 Download PDFInfo
- Publication number
- KR20140059841A KR20140059841A KR1020147008946A KR20147008946A KR20140059841A KR 20140059841 A KR20140059841 A KR 20140059841A KR 1020147008946 A KR1020147008946 A KR 1020147008946A KR 20147008946 A KR20147008946 A KR 20147008946A KR 20140059841 A KR20140059841 A KR 20140059841A
- Authority
- KR
- South Korea
- Prior art keywords
- weight
- poly
- binder
- component
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/16—Making metallic powder or suspensions thereof using chemical processes
- B22F9/30—Making metallic powder or suspensions thereof using chemical processes with decomposition of metal compounds, e.g. by pyrolysis
- B22F9/305—Making metallic powder or suspensions thereof using chemical processes with decomposition of metal compounds, e.g. by pyrolysis of metal carbonyls
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/26—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on ferrites
- C04B35/265—Compositions containing one or more ferrites of the group comprising manganese or zinc and one or more ferrites of the group comprising nickel, copper or cobalt
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/6342—Polyvinylacetals, e.g. polyvinylbutyral [PVB]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63448—Polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/6346—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63448—Polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63488—Polyethers, e.g. alkylphenol polyglycolether, polyethylene glycol [PEG], polyethylene oxide [PEO]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L59/00—Compositions of polyacetals; Compositions of derivatives of polyacetals
- C08L59/02—Polyacetals containing polyoxymethylene sequences only
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L59/00—Compositions of polyacetals; Compositions of derivatives of polyacetals
- C08L59/04—Copolyoxymethylenes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/12—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on oxides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6021—Extrusion moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6022—Injection moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/604—Pressing at temperatures other than sintering temperatures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6565—Cooling rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/10—Metal compounds
- C08K3/14—Carbides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Composite Materials (AREA)
- General Chemical & Material Sciences (AREA)
- Powder Metallurgy (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description



| 실시예 | 중량 손실% 촉매탈지 |
손실율% (B1 + B2) |
| 1) FN2 - 29 PDL - 9 PLA | 10.38 | 97.6 |
| 2) FN2 - 43 PDL - 9 PLA | 10.38 | 97.3 |
| 3) FN2 - 3 PTHF - 11 PBS | 9.58 | 94.2 |
| 4) FN2- 24 PDL - 9 PBS | 9.78 | 91.3 |
| 5) FN2 - 24 PDL - 8 PCL | 9.95 | 92.8 |
| 6) FN2- 16 PDP - 5 PHBV | 10.45 | 95.2 |
| 7) FN2 - 29 PDL - 2.4 PPC | 11.46 | 99.2 |
| 8) 316L - 29 PDL - 9 PLA | 7.71 | 99.6 |
| 9) TZP - 19 PDP - 2 PBS | 16.44 | 97.5 |
| 실시예 | 소결 밀도, g/cm3 |
| 1) FN2 - 29 PDL - 9 PLA | 7.63 |
| 2) FN2 - 43 PDL - 9 PLA | 7.62 |
| 3) FN2 - 3 PTHF - 11 PBS | 7.59 |
| 4) FN2 - 24 PDL - 9 PBS | 7.42(7.61) |
| 5) FN2 -24 PDL - 8 PCL | 7.59 |
| 6) FN2 - 16 PDP - 5 PHBV | 7.60 |
| 7) FN2 -29 PDL - 2.4 PPC | 7.63 |
| 8) 316L - 29 PDL - 9 PLA | 7.89 |
| 9) TZP - 19 PDP - 2 PBS | 6.05 |
| 실시예 | 용매 | 중량 손실% (24 h) |
손실률% (B2 + B3) |
| 1) FN2 - 29 PDL - 9 PLA | 아세톤 | 3.67 | 81.5 |
| 에탄올 | 3.43 | 76.2 | |
| 2) FN2 - 43 PDL - 9 PLA | 아세톤 | 5.25 | 85.6 |
| 3) FN2 - 3 PTHF - 11 PBS | 클로로폼 | 1.32 | 78.6 |
| 4) FN2 - 24 PDl - 9 PBS | 아세톤 | 2.36 | 59.9 |
| 5) FN2 - 24 PDL - 8 PCL | 아세톤 | 3.47 | 91.3 |
| 6) FN2 - 16 PDP - 5 PHBV | 아세톤 | 1.60 | 65.3 |
| 7) FN2 - 29 PDL - 2.4 PPC | 아세톤 | 3.27 | 88.4 |
| 8) 316L - 29 PDL - 9 PLA | 아세톤 | 2.67 | 82.7 |
| 물 48 h | 2.33 | 72.1 | |
| 9) TZP - 19 PDP - 2 PBS | 아세톤 | 4.30 | 79.5* |
| * (B2 + B3 + C)의 % | |||
| 실시예 | 용매 | 중량 손실% 열간탈지 |
| 1) FN2 - 29 PDL - 9 PLA | 아세톤 | 7.50 |
| 에탄올 | 7.42 | |
| 2) FN2 - 43 PDL - 9 PLA | 아세톤 | 5.96 |
| 3) FN2 - 3 PTHF - 11 PBS | 클로로폼 | 10.04 |
| 4) FN2 - 24 PDl - 9 PBS | 아세톤 | 3.04**(9.17) |
| 5) FN2 - 24 PDL - 8 PCL | 아세톤 | 7.79 |
| 6) FN2 - 16 PDP - 5 PHBV | 아세톤 | 2.97**(9.02) |
| 7) FN2 - 29 PDL - 2.4 PPC | 아세톤 | 8.18 |
| 8) 316L - 29 PDL - 9 PLA | 아세톤 | 5.45 |
| 물 48 h | 5.35 | |
| 9) TZP - 19 PDP - 2 PBS | 아세톤 | 12.14 |
| ** 성형물에 균열 | ||

| 실시예 | 용매 | 소결 밀도, g/cm3 |
| 1) FN2 - 29 PDL - 9 PLA | 아세톤 | 7.63 |
| 에탄올 | 7.61 | |
| 2) FN2 - 43 PDL - 9 PLA | 아세톤 | 7.62 |
| 3) FN2 - 3 PTHF - 11 PBS | 클로로폼 | 7.63 |
| 4) FN2 - 24 PDl - 9 PBS | 아세톤 | - (7.60) |
| 5) FN2 - 24 PDL - 8 PCL | 아세톤 | 7.59 |
| 6) FN2 - 16 PDP - 5 PHBV | 아세톤 | - (7.59) |
| 7) FN2 - 29 PDL - 2.4 PPC | 아세톤 | 7.61 |
| 8) 316L - 29 PDL - 9 PLA | 아세톤 | 7.94 |
| 물 48 h | 7.93 | |
| 9) TZP - 19 PDP - 2 PBS | 아세톤 | 6.06 |
| 실시예 | 용매 | 중량 손실% (24 h) |
중량 손실% (촉매탈지) |
| 1) FN2 - 29 PDL - 9 PLA | 아세톤 | 3.67 | 7.58 |
| 에탄올 | 3.43 | 7.56 | |
| 2) FN2 - 43 PDL - 9 PLA | 아세톤 | 5.25 | 6.02 |
| 3) FN2 - 3 PTHF - 11 PBS | 클로로폼 | 1.32 | 10.11 |
| 4) FN2 - 24 PDl - 9 PBS | 아세톤 | 2.36 | 7.56 |
| 5) FN2 - 24 PDL - 8 PCL | 아세톤 | 3.47 | 7.87 |
| 6) FN2 - 16 PDP - 5 PHBV | 아세톤 | 1.78 | 9.06 |
| 7) FN2 - 29 PDL - 2.4 PPC | 아세톤 | 3.27 | 8.29 |
| 8) 316L - 29 PDL - 9 PLA | 아세톤 | 2.67 | 5.47 |
| 물 48 h | 2.33 | 5.42 | |
| 9) TZP - 19 PDP - 2 PBS | 아세톤 | 4.30 | 13.14 |
| 실시예 | 용매 | 소결 밀도, g/cm3 |
| 1) FN2 - 29 PDL - 9 PLA | 아세톤 | 7.62 |
| 에탄올 | 7.62 | |
| 2) FN2 - 43 PDL - 9 PLA | 아세톤 | 7.62 |
| 3) FN2 - 3 PTHF - 11 PBS | 클로로폼 | 7.62 |
| 4) FN2 - 24 PDl - 9 PBS | 아세톤 | 7.61 |
| 5) FN2 - 24 PDL - 8 PCL | 아세톤 | 7.60 |
| 6) FN2 - 16 PDP - 5 PHBV | 아세톤 | 7.60 |
| 7) FN2 - 29 PDL - 2.4 PPC | 아세톤 | 7.62 |
| 8) 316L - 29 PDL - 9 PLA | 아세톤 | 7.91 |
| 물 48 h | 7.90 | |
| 9) TZP - 19 PDP - 2 PBS | 아세톤 | 6.06 |
Claims (7)
- 다음을 포함하는, 세라믹 또는 금속 성형물의 제조를 위한 결합제 B:
B1) 하나 이상의 폴리옥시메틸렌 단독- 또는 공중합체 40 내지 95 중량%,
B2) 폴리-1,3-다이옥솔란, 폴리-1,3-다이옥산, 폴리-1,3-다이옥세판, 폴리테트라하이드로푸란, 폴리-p-다이옥사논 및 그의 공중합체로부터 선택된 하나 이상의 폴리에터 2 내지 60 중량%, 및
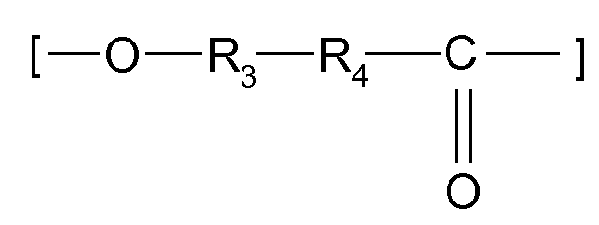
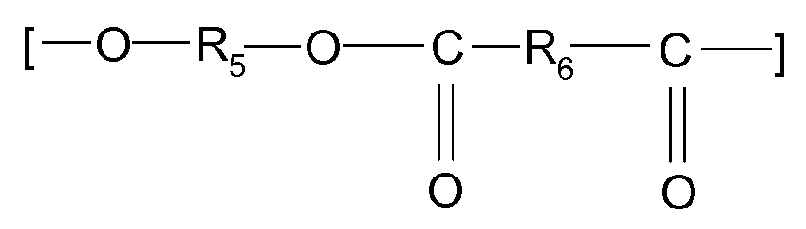
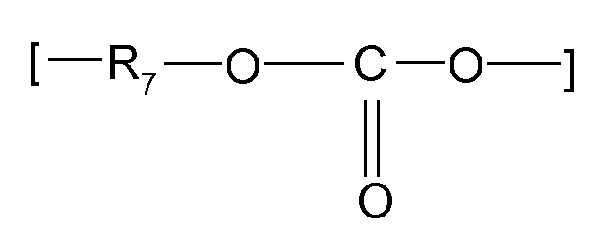
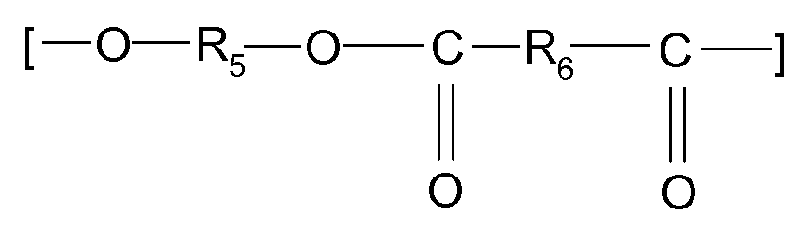
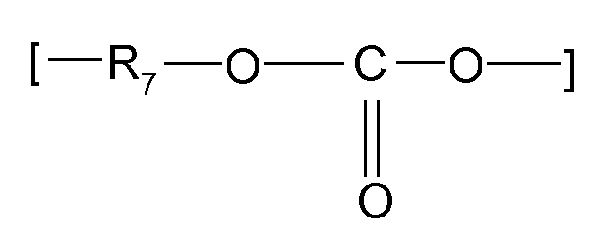
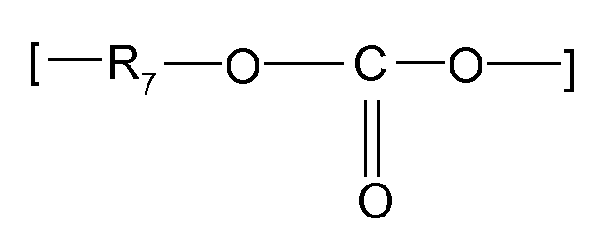
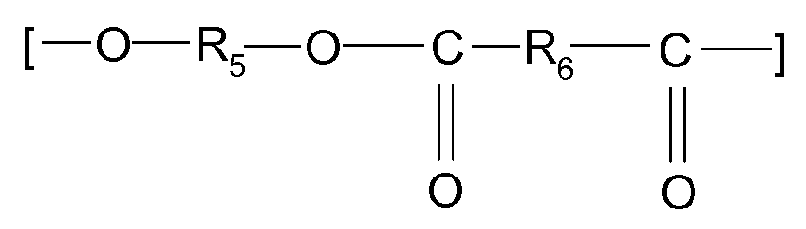
B3) 하기 화학식 I의 구조 단위를 포함하는 폴리하이드록시알카노에이트; 하기 화학식 II의 구조 단위를 포함하는 중축합물; 하기 화학식 III의 구조 단위를 포함하는 폴리알킬렌 카보네이트; 및 그의 입체이성질체 및 공중합체로부터 선택된 하나 이상의 지방족 폴리에스터 2 내지 15 중량%(여기서, 성분 B1), B2) 및 B3)의 합은 총 100 중량%가 된다):
[화학식 I]

[화학식 II]

[화학식 III]
상기 식들에서,
R3은 -(CH)y(CH2)xCH3 잔기이고, 여기서 x는 0 내지 2의 정수이고, y는 0 내지 1의 정수이며;
R4는 (-CH2-)z 잔기이고, 여기서 z는 1 내지 5의 정수이며;
R5는 (-CH2-)m 잔기이고, 여기서 m은 2 내지 4의 정수이며;
R6은 (-CH2-)n 잔기이고, 여기서 n은 2 내지 4의 정수이며;
R7은 (C1-C6)-알킬렌 라디칼이다. - 제 1 항에 있어서,
B1) 하나 이상의 폴리옥시메틸렌 단독- 또는 공중합체 50 내지 90 중량%;
B2) 폴리-1,3-다이옥솔란, 폴리-1,3-다이옥세판 및 폴리테트라하이드로푸란, 및 그의 공중합체로부터 선택된 하나 이상의 폴리에터 5 내지 50 중량%; 및
B3) 폴리-(C2-C4)-알킬렌 카보네이트, 폴리-(C2-C4)-알킬렌 숙시네이트, 폴리락티드, 폴리카프로락톤 및 폴리하이드록시부타노에이트, 및 그의 입체이성질체 및 공중합체로부터 선택된 하나 이상의 지방족 폴리에스터 3 내지 12 중량%(여기서, 성분 B1), B2) 및 B3)의 합은 총 100 중량%가 된다)를 포함하는 결합제 B. - 다음을 포함하는, 금속 또는 세라믹 성형물의 제조를 위한 열가소성 조성물:
A) 하나 이상의 무기 소결성 분말 A 40 내지 65 부피%;
B) 다음의 혼합물 35 내지 60 부피%:
B1) 하나 이상의 폴리옥시메틸렌 단독- 또는 공중합체 40 내지 95 중량%,
B2) 폴리-1,3-다이옥솔란, 폴리-1,3-다이옥산, 폴리-1,3-다이옥세판, 폴리테트라하이드로푸란, 폴리-p-다이옥사논 및 그의 공중합체로부터 선택된 하나 이상의 폴리에터 2 내지 60 중량%, 및
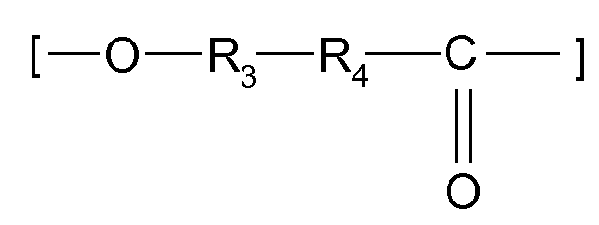
B3) 하기 화학식 I의 구조 단위를 포함하는 폴리하이드록시알카노에이트, 하기 화학식 II의 구조 단위를 포함하는 중축합물, 하기 화학식 III의 구조 단위를 포함하는 폴리알킬렌 카보네이트, 및 그의 입체이성질체 및 공중합체로부터 선택된 하나 이상의 지방족 폴리에스터 2 내지 15 중량%; 및
C) 분산보조제 0 내지 5 부피%
(여기서, 성분 A), B) 및 C)의 합은 총 100 중량%가 된다):
[화학식 I]

[화학식 II]
[화학식 III]
상기 식들에서,
R3은 -(CH)y(CH2)xCH3 잔기이고, 여기서 x는 0 내지 2의 정수이고, y는 0 내지 1의 정수이며;
R4는 (-CH2-)z 잔기이고, 여기서 z는 1 내지 5의 정수이며;
R5는 (-CH2-)m 잔기이고, 여기서 m은 2 내지 4의 정수이며;
R6은 (-CH2-)n 잔기이고, 여기서 n은 2 내지 4의 정수이며;
R7은 (C1-C6)-알킬렌 라디칼이다. - 제 3 항에 있어서,
무기 소결성 분말 A가 금속 분말, 금속 합금 분말, 금속 카보닐 분말, 세라믹 분말 및 그의 혼합물로부터 선택되는 열가소성 조성물. - 금속 또는 세라믹 성형물의 제조를 위한, 제 3 항 또는 제 4 항에 따른 열가소성 조성물의 용도.
- 제 3 항 또는 제 4 항에 따른 열가소성 성형 조성물로부터 제조된 금속 또는 세라믹 성형물.
- 사출 성형, 압출 또는 압축에 의해 성형물을 제공한 후, 결합제를 제거하고, 소결시킴으로써 제 3 항 또는 제 4 항에 따른 열가소성 조성물로부터 금속 또는 세라믹 성형물을 제조하는 방법으로서, 상기 결합제가 다음의 변형방법 중 하나에 따라 성형물을 처리함으로써 제거되는 방법:
● 1a) 성형물로부터 성분 B1 및 B2의 산-촉매 탈지 단계, 및
1b) 200 내지 600 ℃에서 성분 B3, 및 존재하는 경우, C의 후속 열간 탈지 단계를 포함하는 변형방법 1; 또는
● 2a) 성분 B1)이 불용성인 용매에 의해 성형물로부터 결합제 성분 B2) 및 B3), 및 존재하는 경우, C)의 50 중량% 이상의 추출 단계,
2b) 건조에 의해 성형물로부터 용매의 제거 단계,
2c) 산소 대기에서 140 내지 200 ℃에서 성형물로부터 성분 B1)의 적어도 부분적인 후속 열간 탈지 단계, 및
2d) 여전히 존재하는 임의 잔류량의 성분 B1), B2), B3) 및/또는 C)의 200 내지 600 ℃에서의 선택적 열간 탈지 단계를 포함하는 변형방법 2; 또는
● 3a) 성분 B1)이 불용성인 용매에 의해 성형물로부터 결합제 성분 B2) 및 B3), 및 존재하는 경우, C)의 적어도 부분적 추출 단계,
3b) 건조에 의해 성형물로부터 용매의 제거 단계,
3c) 성형물로부터 성분 B1) 및 잔류량의 성분 B2)의 적어도 부분적인 후속 산-촉매 탈지 단계, 및
3d) 여전히 존재하는 임의 잔류량의 성분 B1), B2), B3) 및/또는 C)의 200 내지 600 ℃에서의 선택적 열간 탈지 단계를 포함하는 변형방법 3.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11180380.5 | 2011-09-07 | ||
| EP11180380 | 2011-09-07 | ||
| PCT/IB2012/054603 WO2013035059A1 (de) | 2011-09-07 | 2012-09-06 | Bindemittel und verfahren zur herstellung von metallischen oder keramischen formkörpern im pulverspritzguss |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140059841A true KR20140059841A (ko) | 2014-05-16 |
| KR101929081B1 KR101929081B1 (ko) | 2018-12-13 |
Family
ID=47831600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147008946A Active KR101929081B1 (ko) | 2011-09-07 | 2012-09-06 | 분말 사출 성형에서 금속 또는 세라믹 성형물을 제조하기 위한 결합제 및 방법 |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP2753443B1 (ko) |
| JP (1) | JP6133874B2 (ko) |
| KR (1) | KR101929081B1 (ko) |
| CN (1) | CN103917315B (ko) |
| DK (1) | DK2753443T3 (ko) |
| ES (1) | ES2659560T3 (ko) |
| HU (1) | HUE036520T2 (ko) |
| PL (1) | PL2753443T3 (ko) |
| WO (1) | WO2013035059A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021132854A1 (ko) * | 2019-12-24 | 2021-07-01 | 코오롱플라스틱 주식회사 | 금속분말 사출 성형용 결합제 조성물 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102363249B1 (ko) * | 2014-05-21 | 2022-02-16 | 바스프 에스이 | 성형물의 굴곡 인성 개선 방법 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4197118A (en) | 1972-06-14 | 1980-04-08 | Parmatech Corporation | Manufacture of parts from particulate material |
| JP3128130B2 (ja) | 1989-08-16 | 2001-01-29 | ビーエーエスエフ アクチェンゲゼルシャフト | 無機焼結成形体の製造方法 |
| US5080846A (en) | 1989-11-13 | 1992-01-14 | Hoechst Celanese Corp. | Process for removing polyacetal binder from molded ceramic greenbodies |
| DE59101468D1 (de) | 1990-02-21 | 1994-06-01 | Basf Ag | Thermoplastische Massen für die Herstellung keramischer Formkörper. |
| DE4007345A1 (de) | 1990-03-08 | 1991-09-12 | Basf Ag | Thermoplastische massen fuer die herstellung metallischer formkoerper |
| DE4021739A1 (de) * | 1990-07-07 | 1992-01-09 | Basf Ag | Thermoplastische massen fuer die herstellung metallischer formkoerper |
| US5194203A (en) | 1991-02-28 | 1993-03-16 | Mitsui Mining & Smelting Co., Ltd. | Methods of removing binder from powder moldings |
| DE9214739U1 (de) | 1992-10-30 | 1993-04-29 | Lömi GmbH Anlagen zur Rückgewinnung von Lösemitteln, 8755 Alzenau | Vorrichtung zum Reinigen von Gegenständen |
| DE4314694C1 (de) | 1993-05-04 | 1994-05-11 | Basf Ag | Verfahren zur Herstellung von Sinterformteilen |
| JP3373841B2 (ja) * | 1997-07-22 | 2003-02-04 | メタボリックス,インコーポレイテッド | ポリヒドロキシアルカノエート成形組成物 |
| JP2955754B1 (ja) | 1998-06-01 | 1999-10-04 | 有限会社モールドリサーチ | 金属粉末の射出成形用組成物と、その組成物を用いた射出成形及び焼結法 |
| DE10019447A1 (de) * | 2000-04-19 | 2001-10-25 | Basf Ag | Bindemittel für anorganische Materialpulver zur Herstellung metallischer und keramischer Formkörper |
| JP4390990B2 (ja) * | 2000-08-24 | 2009-12-24 | ポリプラスチックス株式会社 | ポリアセタール共重合体 |
| US20060099103A1 (en) * | 2002-10-29 | 2006-05-11 | Basf Aktiengesellschaft | Metal powder injection molding material and metal powder injection molding method |
| SE0401041D0 (sv) * | 2004-04-21 | 2004-04-21 | Hoeganaes Ab | Sintered metal parts and method for the manufacturing thereof |
| JP5249213B2 (ja) * | 2006-07-13 | 2013-07-31 | ビーエーエスエフ ソシエタス・ヨーロピア | 金属成形体を製造するためのバインダーを含有する熱可塑性材料 |
| KR20080027171A (ko) | 2006-09-22 | 2008-03-26 | 세이코 엡슨 가부시키가이샤 | 소결체의 제조방법 및 소결체 |
| JP4483880B2 (ja) * | 2007-03-15 | 2010-06-16 | セイコーエプソン株式会社 | 成形体形成用組成物、脱脂体および焼結体 |
| JP4595954B2 (ja) | 2007-03-15 | 2010-12-08 | セイコーエプソン株式会社 | 焼結体の製造方法 |
| NL2003325C2 (en) | 2009-08-03 | 2011-02-04 | Syroko B V | Method for producing a powder injection moulded part. |
-
2012
- 2012-09-06 DK DK12829611.8T patent/DK2753443T3/en active
- 2012-09-06 HU HUE12829611A patent/HUE036520T2/hu unknown
- 2012-09-06 KR KR1020147008946A patent/KR101929081B1/ko active Active
- 2012-09-06 EP EP12829611.8A patent/EP2753443B1/de active Active
- 2012-09-06 CN CN201280054202.3A patent/CN103917315B/zh active Active
- 2012-09-06 JP JP2014529116A patent/JP6133874B2/ja active Active
- 2012-09-06 ES ES12829611.8T patent/ES2659560T3/es active Active
- 2012-09-06 PL PL12829611T patent/PL2753443T3/pl unknown
- 2012-09-06 WO PCT/IB2012/054603 patent/WO2013035059A1/de not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021132854A1 (ko) * | 2019-12-24 | 2021-07-01 | 코오롱플라스틱 주식회사 | 금속분말 사출 성형용 결합제 조성물 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013035059A1 (de) | 2013-03-14 |
| DK2753443T3 (en) | 2018-02-19 |
| CN103917315B (zh) | 2016-08-24 |
| JP6133874B2 (ja) | 2017-05-24 |
| EP2753443A1 (de) | 2014-07-16 |
| HUE036520T2 (hu) | 2018-07-30 |
| EP2753443A4 (de) | 2015-09-09 |
| JP2014529575A (ja) | 2014-11-13 |
| ES2659560T3 (es) | 2018-03-16 |
| PL2753443T3 (pl) | 2018-04-30 |
| KR101929081B1 (ko) | 2018-12-13 |
| CN103917315A (zh) | 2014-07-09 |
| EP2753443B1 (de) | 2017-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8674018B2 (en) | Binder and process for producing metallic or ceramic moldings in powder injection molding | |
| KR101902038B1 (ko) | 금속 또는 세라믹 성형체를 제조하는 방법 | |
| KR101916495B1 (ko) | 분말 사출 성형에 의한 성분의 제조 방법 | |
| US9162927B2 (en) | Process for producing metallic or ceramic shaped bodies | |
| KR100588097B1 (ko) | 수성공정에 의한 지르코니아계 구조재료의 사출주조법 | |
| TW564193B (en) | Binders for inorganic powders for producing shaped metallic and ceramic bodies | |
| CA2413404C (en) | Aqueous injection molding binder composition and molding process | |
| US20130101456A1 (en) | Method for Producing Shaped Bodies from Aluminium Alloys | |
| CN116159996A (zh) | 具有可烧结核和聚合物涂层的粒子、其用途和使用其的增材制造法 | |
| KR101929081B1 (ko) | 분말 사출 성형에서 금속 또는 세라믹 성형물을 제조하기 위한 결합제 및 방법 | |
| US20120294749A1 (en) | Process for producing components by powder injection molding | |
| RU2169056C2 (ru) | Способ изготовления деталей из неорганического порошкообразного материала (варианты) и связующая композиция для осуществления способа | |
| Bakan | Injection moulding of alumina with partially water soluble binder system and solvent debinding kinetics | |
| Gülsoy et al. | Development of poly (2-ethyl-2-oxaline) based water-soluble binder for injection molding of stainless steel powder | |
| KR101000702B1 (ko) | 박막성형을 위한 금속분말 사출성형용 결합제 | |
| JP2004232055A (ja) | 焼結体製造用有機バインダおよび焼結体製造用樹脂組成物 | |
| JP2008280217A (ja) | 射出成形用窒化アルミニウム粉末、射出成形用窒化アルミニウム組成物、窒化アルミニウム焼結体および窒化アルミニウム焼結体の製造方法 | |
| JPH0641601B2 (ja) | 成形用組成物 | |
| JPH0820803A (ja) | 焼結体の製造方法 | |
| Sidambe et al. | Powder Injection Moulding: Rapid Debinding of a Titanium Injection Molded Component | |
| JPH08120303A (ja) | 粉体成形用バインダーおよび粉体成形用組成物、並びに焼結部材の製造法 | |
| Sidambe et al. | Powder Injection Moulding-Materials I: Effects of Boron Addition on Microstructure and Mechanical Properties of Ti-6Al-4V Metal Injection Moulding Components Using a Water Soluble Binder | |
| Bakan et al. | Development of water soluble binder systems for low pressure injection molding of alumina | |
| JPH10310476A (ja) | 粉体成形用バインダーおよび組成物、並びに焼結部材 | |
| Gokten et al. | Powder Injection Moulding: Rheological Properties of Feedstocks produced from Peg Based Resins |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20211119 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20221118 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 8 |