KR20140061454A - 가공물 마무리 방법 및 장치 - Google Patents
가공물 마무리 방법 및 장치 Download PDFInfo
- Publication number
- KR20140061454A KR20140061454A KR1020147007042A KR20147007042A KR20140061454A KR 20140061454 A KR20140061454 A KR 20140061454A KR 1020147007042 A KR1020147007042 A KR 1020147007042A KR 20147007042 A KR20147007042 A KR 20147007042A KR 20140061454 A KR20140061454 A KR 20140061454A
- Authority
- KR
- South Korea
- Prior art keywords
- finishing
- precision
- milling
- workpiece
- turning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P13/00—Making metal objects by operations essentially involving machining but not covered by a single other subclass
- B23P13/02—Making metal objects by operations essentially involving machining but not covered by a single other subclass in which only the machining operations are important
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/06—Milling crankshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/18—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor for turning crankshafts, eccentrics, or cams, e.g. crankpin lathes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D37/00—Broaching machines or broaching devices
- B23D37/005—Broaching machines or broaching devices for cylindrical workpieces, e.g. crankshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H5/00—Combined machining
- B23H5/06—Electrochemical machining combined with mechanical working, e.g. grinding or honing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/355—Texturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P13/00—Making metal objects by operations essentially involving machining but not covered by a single other subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q39/00—Metal-working machines incorporating a plurality of sub-assemblies, each capable of performing a metal-working operation
- B23Q39/02—Metal-working machines incorporating a plurality of sub-assemblies, each capable of performing a metal-working operation the sub-assemblies being capable of being brought to act at a single operating station
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/36—Single-purpose machines or devices
- B24B5/42—Single-purpose machines or devices for grinding crankshafts or crankpins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C3/00—Shafts; Axles; Cranks; Eccentrics
- F16C3/04—Crankshafts, eccentric-shafts; Cranks, eccentrics
- F16C3/06—Crankshafts
- F16C3/08—Crankshafts made in one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2215/00—Details of workpieces
- B23B2215/20—Crankshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2220/00—Details of turning, boring or drilling processes
- B23B2220/44—Roughing
- B23B2220/445—Roughing and finishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H2300/00—Power source circuits or energization
- B23H2300/10—Pulsed electrochemical machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H3/00—Electrochemical machining, i.e. removing metal by passing current between an electrode and a workpiece in the presence of an electrolyte
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/005—Camshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/07—Crankshafts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/17—Crankshaft making apparatus
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49286—Crankshaft making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- Thermal Sciences (AREA)
- Ocean & Marine Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Electrochemistry (AREA)
- Milling Processes (AREA)
- Turning (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Laser Beam Processing (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
본 발명의 목적은 거친 가공 후에, 그리고 특히 경화 후에, 특히 크랭크 샤프트(1)의 칩 제거 가공을 위한 공정 연쇄를 단축하는 것이다. 상기 목적을 달성하기 위해, 본 발명에 따르면 특히 회전 밀링 또는 일점 밀링의 조합이 제1 단계로서 제시되고, 마무리 또는 전기화학적 식각을 통한 후속 정밀 가공 단계가 제시된다.
Description
본 발명은 회전대칭 및 비회전대칭 구성요소, 특히 크랭크 샤프트, 특히 크랭크 샤프트의 (크랭크 핀 베어링 및 저널 베어링의) 베어링 표면을 사용 가능한 상태까지, 따라서 크랭크 샤프트가 엔진에 설치될 수 있는 상태까지 양산 방식으로 가공하기 위한 방법과 장치에 관한 것이다.
베어링 표면은 포락면(enveloping surfaces), 따라서 베어링의 폭과 소위 트랜섬(transom) 표면, 따라서 예컨대 축방향 지지에 사용되는 베어링 폭에 인접한 면이다.
크랭크 샤프트, 특히 다기통 자동차 엔진용 크랭크 샤프트는 가공 중에 불안정하여 작업하기가 어려운 가공물로 알려져 있다. 완성된 크랭크 샤프트의 치수 준수의 판정은 축방향 베어링 폭 외에도 다음의 파라미터들을 평가함으로써 주로 이루어진다.
- 직경 편차=베어링 피니언의 소정 공칭 직경으로부터의 최대 편차.
- 원형도=외측 포락원(enveloping circle)과 내측 포락원 사이의 거리에 의해 판정되는, 베어링 핀의 원형 공칭 윤곽으로부터의 거시적 편차;
- 편심률=회전 베어링의 편심률에 의해 야기되는 회전 가공물의 방사상 치수 편차 및/또는 베어링의 이상적 원 형상으로부터의 형상 편차,
- 평균 개별 조도(Rz)로 표현되는 조도=베어링의 표면의 미세 조도를 나타내는 계산값,
- 지지부=접촉 대향면과 접촉하는 미시적으로 관찰된 표면 구조의 지지 표면부,
그리고 추가적으로 크랭크 핀 베어링에 대해서는
- 스트로크 편차=실제 스트로크(크랭크 저널의 실제 중심으로부터 크랭크 핀의 실제 중심까지의 거리)의 공칭 스트로크로부터의 치수 편차,
- 각도 편차=각도(°)로 표시되거나 스트로크에 대해 원주방향으로 제공되는 종방향 치수로 표시되는 것으로, 저널축을 기준으로 하는 잔여 크랭크 핀의 각방향 위치에 대한 크랭크 핀의 공칭 각방향 위치로부터의 크랭크 핀의 실제 각방향 위치의 편차.
따라서, 이들 파라미터에 요구되는 공차를 유지하는 것은 이용 가능한 가공 방법은 물론 가공물의 불안정성과 가공력에 의해서도 제한을 받는다. 단일한 피스나 프로토타입은 이런 제한을 받지 않긴 하지만, 방법의 효율성 및 경제성도 실제 적용례, 특히 사이클 시간 및 이에 따른 제조 원가가 큰 중요성을 갖는 대량 생산에서는 대단히 중요하다.
형성된, 따라서 주조 또는 단조된 크랭크 샤프트의 베어링으로부터의 재료 제거는 통상적으로 세 개의 재료 제거 가공 단계에서 수행되었다.
단계 1. 거친 가공
한정된 에지를 통한 칩 제거 가공. 따라서, 선삭, 회전 브로칭, 이중 회전 브로칭, 내부 원형 밀링 및 외부 원형 밀링, 특히 고속 밀링으로서 수행되는 직교 밀링 또는 이들 방법의 조합이 사용된다. 제거 대상 과잉 재료는 수 밀리미터의 범위이다.
단계 2. 정밀 가공
특히 가공물의 사전 경화 후에 경질의 육중한 연마 공구, 예컨대 가공 대상 크랭크 샤프트의 회전축에 평행한 회전축을 중심으로 회전하는 연마 디스크를 통해 수행되는 습식 연마. 제거 대상 과잉 재료는 수 1/10 mm의 범위이다.
과잉 치수가 클 경우, 연마는 복수의 단계, 예컨대 사전 연마와 마감 연마의 두 단계로 수행된다.
단계 3: 주표면 구조화
회전 베어링의 외주에 대해 가압되는 진동 연마 공구(연마 밴드 또는 연마 스톤)를 통한 마무리. 제거되는 과잉 재료는 통상적으로 1/100 mm 범위이거나 ㎛ 범위이다.
따라서, 크랭크 샤프트의 재료(강재 또는 주철)에 따라 처리가 달라져야 하는데, 특히 고하중 구성요소용으로 바람직하게 사용되는 강재 크랭크 샤프트는 제1 칩 제거 가공 단계 후에 베어링의 표면이 경화된다. 이는 크랭크 샤프트의 워핑(warping)을 재개시키는데, 이는 연마 및 마무리에 의해 교정되어야 한다. 주철 크랭크 샤프트의 경화는 현재 통상적으로 생략되며, 예컨대 GGG 60 또는 70과 같이 경도가 보다 높고 강도 값이 향상된 주조재를 사용함으로써 완전히 회피할 수 있다.
크랭크 샤프트의 가공 비용을 저감하기 위해서는 세 개의 상이한 가공 단계로부터 두 개의 상이한 가공 단계로 베어링의 가공 공정을 축소하는 것이 바람직하다.
후속 정밀 가공만이 필요할 정도로 충분히 정밀한 성형, 통상적으로는 단조를 통한 거친 가공 단계의 생략은 적어도 연속 생산에서는 지금껏 성공적이지 못했다. 적어도 이는 특히 연마에 의해 제공되어야 하는 재료의 제거가 지금껏 수행되었던 연마 공정의 경우보다 커야 하는 결과를 낳을 것이다.
그러나, 습식 연마를 통한 재료 제거의 단점으로는,
- 첨가된 냉각-윤활제에 의해 초래되는 연마 슬러지의 폐기가 어렵다는 점,
- 예컨대 CBN 연마 중에 냉각-윤활제에 포함된 오일로 인한 잠재적 폭발 위험이 존재한다는 점,
- 대량의 에너지를 필요로 하는 고압 분사를 통해 연마 디스크의 표면에서 나오는 연마 분진을 제거하기 냉각-윤활제가 추가로 사용되기 때문에, 사용되는 냉각-윤활제의 양이 칩 제거 가공 방법보다 연마의 경우가 훨씬 많다는 점,
- 무엇보다도 가공물의 과열 위험이 매우 높다는 점을 들 수 있다.
따라서, 과거에는 부분 경화된 가공물의 경우와 유사하게 복잡도, 따라서 투입량 및 가공 시간을 최소화하는 방식, 따라서 경화 후에 가공을 수행하는 방식이 시도되었다.
따라서, 개개의 치수 파라미터에 대한 지정된 이송 조건을 미리 결정하는 동시에, 특히 DE 197 146 677 A1에서 제시하는 바와 같이 습식 연마를 생략하고 칩 제거 가공에서 예컨대 마무리로 바로 넘어가는 방식이 시도되었다.
또한, EP 2 338 625 A1은 습식 연마 단계를 대체하지만 이후 마무리가 선택적으로 제공되는 지정된 에지에 의한 특정 정밀 가공을 제시하는데, 이를 통한 형상 및 표면과 치수 정밀도의 향상 정도는 그다지 높지 않다.
그러나, 종래의 최적화 시도는 옵션을 충분히 고려하지 않는데, 특히 경질 가공(hard machining), 따라서 경화된 가공물 표면의 가공에 대한 변형으로서 제시되고 따라서 경화 후의 가공물에 사용될 수 있는 것으로, 지정된 에지에 의한 방법, 미지정 에지에 의한 방법 및 에지를 사용하지 않는 방법과 같은 신규 가공 방법의 가능한 조합을 충분히 고려하지 않는다.
- 회전 밀링 중에, 따라서 회전 가공물의 밀링 중에는, (1 ㎛까지 정확하게)정밀 조절 가능한 절삭판이 특히 외부 밀링, 따라서 디스크 형상이고 그 원주가 톱니 모양인 밀링 비트에 의한 밀링을 위해 사용되는데, 절삭판은 예컨대 밀링 비트의 베이스 요소의 웨지 시스템에 배열되며, 절삭판은 밀링 비트의 치형부가 20 - 50개일 경우에도 가공물의 우수한 원형도 및 직경 정밀도를 달성하기에 충분할 정도로 정밀하게 조절 가능하다.
- 직교 밀링 비트의 경우에는, 절삭 에지가 서로에 대해 상당히 양호하게 조절되거나 연마될 수 있을 뿐만 아니라 절삭 에지가 예컨대 초미세 그리트(grit) 구조를 갖는 극미세 결정립 초경합금으로 제조되기 때문에(이는 외부 밀링 비트에도 적용됨) 지나치게 부정적일 정도까지 표면 품질에 영향을 미치지 않고서 표면의 1개 내지 10개의 절삭 에지를 사용하여 허용가능한 재료 제거 성능이 달성된다. 이는 특히 기존에 문제가 되었던 절삭 에지의 경도와 탄성의 상호 배타성을 부분적으로 극복하는 데 도움이 된다.
- 베어링 위치의 정밀 종방향 선삭 중에는, 좌측 및 우측 모서리부의 선삭을 위해 상이한 엘보를 갖춘 선삭 공구가 필요하고, 따라서 통상적으로 10 - 30 ㎛의 불가피한 단차가 두 가공 위치의 전이부에 마련되는데, 마무리 공구의 비교적 부정확한 자체 안내 지지부로 인해 단차를 제거하기 위해서는 대량의 마무리 시간을 요하는 보다 많은 횟수의 재료 제거가 수행되어야 하기 때문에 마무리만으로는 단차를 효율적으로 제거할 수 없다는 문제가 지금껏 존재했다.
숄더를 생성하지 않고서 베어링이 선삭될 수 있도록 X 방향으로 이송 가능하고 Z 방향으로 이동 가능하며 B-축을 중심으로 회전 가능한(일점(single point) 선삭) 단일 선삭 공구를 사용하여 베어링을 가공할 수 있다.
- 가공물의 회전축에 대해 경사각으로 배향되고 접선방향으로 또는 원호형 방식으로 이동되는 절삭 에지에 의한 접선방향 선삭이 센터 베어링 및 로드 베어링의 연속 생산에 사용 가능하다. 제조된 표면이 스핀 요홈을 갖지 않도록 하는 것이 주된 목적이 아닐 경우에는, 고도의 표면 품질이 매우 효율적으로 획득된다.
- 액체 냉각제 및 윤활제를 사용하지 않는 건식 연마는 공구의 냉각 및 세정에 압축 공기가 제공되더라도 매우 적은 양, 특히 대략 10 - 30 ㎛의 재료 제거만을 제공할 수 있다.
- 마무리 중에 때로는 다단계의 소위 치수 형태 마무리가 사용되는데, 굵은 그리트에 의한 제1 단계는 30 ㎛까지의 상당한 재료 제거를 초래하며 측정 후에 종료되거나 계속될 수 있다.
보다 미세한 그리트를 사용하는 마무리의 제2 단계(기하구조의 마무리 및 측정)와 제3 단계(표면 구조화)는 5 - 15 ㎛ 범위의 재료 제거를 초래하고 시간 의존적으로 수행되며 궁극적으로는 표면 구조화를 위해 사용된다.
또한, 표면의 디버링과 특수 프로파일링을 위해, 따라서 특히 미세 표면 구조의 피크를 제거하기 위해 사용되는 전기화학적 표면 식각이 있다.
피크의 제거가 구조화와 관계가 있을 뿐만 아니라 밸리를 개방 상태로 두어 오일 리저버로서 유지하는 데 중요하다는 것은 잘 알려져 있다. 마무리와 같은 공지된 방법으로 이를 실현하는 것이 충분치 않을 경우에는 예컨대 레이저빔 처리와 같은 공지된 방법을 적극적으로 포함시킬 수 있다.
확실히 고객측의 정밀도 요구도 높아져서 원형도에 대해서는 통상 5 ㎛이고, 직경 정밀도에 대한 ISO 품질 레벨 6, 따라서 예컨대 자동차 크랭크 샤프트의 경우 대략 16 ㎛이고, 편심률에 대해서는 0.05 mm와 0.1 mm 사이이다.
따라서, 본 발명의 목적은 특히 경화 후의 사용성을 제공하기 위해 앞에서 열거한 가공물의 정밀 가공 공정을 축소하는 것, 특히 공정 단계의 수효를 축소하는 것이다.
본 목적은 청구항 제1항, 제2항 및 제18항의 특징에 의해 달성된다. 유리한 실시예는 종속 청구항에서 도출될 수 있다.
따라서, 본 발명의 목적은 0.1 mm의 정밀도를 달성하는 칩 제거 거친 가공 및 추가적인 워핑(warping)을 초래하는 가능한 후속 경화 후에 앞에서 열거한 가공물, 특히 베어링을 가공하는 것이다.
이어서 열거된 가공 단계는 통상적으로 동일한 가공 위치에 관한 것이다.
본 발명에 따르면, 거친 가공 후에 제1 마무리 단계가 요구되는 것으로 상정되는데, 제1 마무리 단계는 치수 정밀도를 달성하기 위해 사용되고 제2 마무리 단계는 각각의 표면 품질을 달성하기 위해 사용된다.
제1 정밀 가공 단계는 지정된 에지에 의한 치핑(chipping)이다. 이는 가공 중에 가공물에 평행하게 회전하는 외부 밀링 비트 또는 그 회전축이 가공물의 회전축에 수직하게 또는 경사각으로 배향되는 직교 밀링 비트에 의한 회전 밀링이거나, 특히 대략 10 ㎛의 공차까지 완전히 가공할 수 있지만 본 발명에 따른 공정 연쇄에 항상 전적으로 활용되지는 않는 일점 선삭 형태의 선삭일 수 있다.
제2 정밀 가공 단계의 경우, 특히 미지정 에지에 의한 재료 제거, 예컨대 정밀-건식 연마 또는 마무리, 특히 정밀 치수 형태 마무리 단계가 이용 가능하거나, 전극의 맥동 로딩(pulsating loading)을 사용하거나 사용하지 않는 전기화학적 식각도 이용 가능하다.
이상적으로는, 거친 가공 후의 공정 연쇄는 제1 및 제2 정밀 가공 단계만을 포함한다.
필요에 따라서는, (청구항 제2항에 따라) 정밀 중간 단계가 그 사이에 수행된다.
하기 방법이 이용 가능하다.
- 습식 연마에 비해 훨씬 적은 양, 예컨대 최대 150 ㎛의 재료의 제거만을 제공하는 건식 연마, 또는
- 접선방향 선삭, 따라서 지정된 에지에 의한 가공 방법, 또는
- 거친 치수 형태의 마무리, 또는
- 제1 정밀 가공 단계용으로 이미 선택되지 않은 경우 일점 선삭.
표면의 구조화를 위해 최종 정밀 마무리 단계가 제2 정밀 마무리 단계 후에 필요한지 여부는 고객의 요구에 크게 좌우된다.
이 단계는 특히 윤활 작용 및 이에 따른 미끄럼 성능을 향상시키기 위해 가공물의 표면에 오일 리저버로서 공동을 도입할 목적으로 사용될 수 있다.
이를 위해, 특히 선별 레이저 충격이 이런 공동을 형성하기 위해 사용될 수 있거나, 제2 정밀 가공 단계를 위한 가공 방법으로 이미 선택되지 않은 경우에는 전기화학적 식각도 사용될 수 있다.
즉, 이 경우에는 가공물에 공동을 음각하기 위한 각각의 돌기가 전기화학적 식각용 전극 내에 사전 가공되어 공동이 단일 가공 단계에서 도입되고 미세 표면 구조의 피크가 절삭된다(clipped off).
이로써, 고객의 요구가 높아지더라도 종래의 공정 연쇄에 비해 공정 연쇄를 단축할 수 있다. 이는 특히 습식 연마가 생략될 뿐만 아니라 특정 조합에 따라서는 여러 공정 단계가 동일한 기계에서 동일한 클램핑 단계에 의해 수행될 수 있다는 장점을 가진다.
따라서, 전기화학적 식각 이외에도 제1 및 제2 정밀 가공 단계로 이루어진 가공 방법이 하나의 기계에서 공동으로 실행될 수 있고, 따라서 가공물은 하나의 클램핑 단계에서 가공될 수 있다.
정밀 중간 단계용으로 어떤 가공 방법을 실제로 선택하는지와는 상관없이 추가적인 정밀 중간 단계도 포함될 수 있다.
가공물의 표면에 충격을 가하는 레이저 유닛도 기본적으로 선삭기이고, 따라서 지정되고 공지된 (C-축) 회전 위치를 갖는 가공 중에 구동 가능한 가공물용인 공작기계에 추가로 사용될 수 있다.
그러나, 본 발명에 따르면, 제1 정밀 가공 단계 직후에 제2 정밀 가공 단계를 수행하고, 제2 정밀 가공 단계로서 마무리 또는 전기화학적 식각을 사용하는 것이 유리하다.
따라서, 제2 정밀 가공 단계에서는 최대 10 ㎛의 재료 제거만이 수행된다. 마무리 및 전기화학적 식각은 시간 의존적으로, 따라서 달성된 결과의 측정 없이 지정된 충격 시간에 따라 수행된다.
그러나, 제1 정밀 가공 단계에서는, 이들 방법의 최대 정밀도를 기도하지는 않지만 회전 밀링을 사용할 경우 원형도는 적어도 10 ㎛의 정밀도까지 가공되고 직경은 최대 10 ㎛의 정밀도까지 가공된다. 그러나, 일점 선삭 중에는 원형도에 대해서는 최대 10 ㎛의 정밀도가 달성되고 직경에 대해서는 최대 10 ㎛의 정밀도가 달성된다.
그러나, 제1 정밀 가공 단계에서는, 이들 방법의 최대 가능 정밀도에는 전혀 근접하지 못하지만 회전 밀링은 원형도에 대해서는 적어도 10 ㎛의 정밀도를, 직경에 대해서는 최대 10 ㎛의 정밀도를 제공하며, 일점 선삭은 원형도에는 최대 10 ㎛의 정밀도를, 직경에는 최대 10 ㎛의 정밀도를 제공한다.
이는 바람직하게는 분당 150 - 400 m의 절삭 속도에서 달성된다.
제2 정밀 가공 단계에서 달성해야 하는 재료의 제거 및 필요 정밀도가 더 이상 경제적으로 실현 불가능한 경우에는 언급한 정밀 중간 단계가 수행된다.
정밀 가공 단계에서 전기화학적 식각이 선택되는 경우, 본 발명에 따르면 본 목적을 위해 사용되는 전극의 유효면에 돌기 또는 커버를 직접 배열하는 것이 제안되는데, 돌기 또는 커버는 지정된 분포도와 지정된 깊이로 가공물의 표면에 공동을 생성한다. 이들 돌기는 최대 10 ㎛의 높이, 양호하게는 최대 6 ㎛의 높이를 가진다.
그러나, 제2 정밀 가공 단계에서 마무리가 선택되는 경우에는, 레이저 유닛이 동일한 기계에 매우 양호하게 통합될 수 있기 때문에 역시 레이저 충격을 통해 지정된 방식을 따라 지정된 수효, 크기 및 분포도로 공동을 생성할 수 있다.
제1 정밀 가공 단계의 정밀도를 더욱 향상시키기 위해, 절삭 에지가 웨지 시스템을 통해 공구의 베이스 요소에 대해 미세 정렬될 수 있는 밀링 공구가 사용되는데, 10 ㎛ 이하 범위의 가공 정밀도를 달성하기 위해 미세 정렬은 5 ㎛보다 정밀하다.
또한, 직교 커터를 사용할 경우에는 공명 진동수를 초래하지 않도록 원주에 걸쳐 불균일하게 분포될 수 있는 1 - 10개의 절삭 에지, 특히 4 - 6개의 절삭 에지를 표면에 갖춘 커터가 사용된다.
또한, 직교 커터는 결합 중에 가공물의 회전축에 대해 Y-방향으로 직교 커터의 외주면을 기점으로, 따라서 직교 커터의 직경의 적어도 20%만큼, 보다 양호하게는 적어도 50%만큼, 특히 최대 60%만큼 가공 대상 포락면에 결합되어 이동되며, 그 결과 계속해서 수행되는 축방향 오프셋으로 인해 베어링의 모든 길이부가 충분한 정밀도로 가공되기 때문에 절삭 성능 및 절삭 방향이 직교 커터의 중앙부에서 저감되거나 절삭 에지의 결여로 인해 전혀 존재하지 않게 되는 문제가 해결된다.
이를 위해, 가공물은 직교 커터의 축방향 오프셋을 수행하는 동안 적어도 2회 회전하며, 양호하게는 적어도 10회, 보다 양호하게는 적어도 20회 회전한다.
따라서, 직교 커터의 속도는 가공물의 속도의 적어도 80배, 양호하게는 100배, 보다 양호하게는 130배가 되어야 한다.
경화된 표면을 가공할 경우, 지정된 에지를 갖는 치핑 공구의 절삭 에지는 통상적으로 CBN 또는 초경합금으로 제조된다. 초경합금은 바람직하게는 0.2 - 0.5 ㎛의 그리트로 제조되며, 따라서 충분한 경도를 가지면서도 오히려 탄성적이다.
제2 정밀 가공 단계에서 전기화학적 식각이 선택되는 경우에는, 최대 30 ㎛의 재료 제거, 양호하게는 단지 20 ㎛의 재료 제거가 수행되지만, 제2 정밀 가공 단계의 일반적 목표인 적어도 50%의 지지부까지 미세 표면 구조의 충분한 평활화를 달성하려면 적어도 2 ㎛의 재료 제거가 수행되어야 한다.
제2 정밀 가공 단계, 특히 전기화학적 식각이 리프트 베어링의 원주부만을 가공하고, 따라서 항상 동일한 원주부인 것으로 점화시 커넥팅 로드의 압력이 로딩되는 크랭크 샤프트의 로드 베어링만을 가공하므로 제조 공정의 추가적인 가속화가 달성될 수 있다.
특히, 로드 베어링의 각각의 절반 원주만이 제2 정밀 가공 단계에서 가공된다.
이로써, 제1 정밀 가공 단계는 리프트 베어링, 따라서 동일한 클램핑 단계, 특히 선행 거친 가공과 동일한 클램핑 단계에서 로드 베어링을 가공하기 위해 사용될 수 있는데, 이는 경화가 중간에 수행되지 않거나 유도 경화가 동일한 기계 및 동일한 클램핑 단계에서 수행될 때 특히 중요성을 가진다.
제1 정밀 가공 단계에서 수행될 수도 있긴 하지만, 특히 제2 정밀 가공 단계에서 크랭크 샤프트는 적어도 하나의 정지 지지부를 통해 지지된다.
이는 지지된 베어링 원주에 정지 지지부의 각인(imprint)을 생성하는데, 각인은 치수와 표면 품질과 반드시 관련이 있는 것은 아니지만 각인이 최종 정밀 가공 단계에서 제거된다는 점에서 보면 시각적으로 마무리되며, 이는 인접한 정지 지지부를 통한 지지가 항상 최종 정밀 가공 단계의 진행 방향 측에 존재하므로 용이하게 이루어진다.
제1 정밀 가공 단계에서, 플랜지와 피니언은 바람직하게는 크랭크 샤프트가 중앙부의 센터링 핀 및 이에 대해 각각 후퇴되는 조를 갖춘 척을 통해 지지되는 동안에 가공되며, 크랭크 샤프트의 일측 면은 척에 의해, 타측 단부는 센터링 핀에 의해 지지된다.
피니언은 통상적으로 정밀 가공 단계를 거치지 않지만, 제2 정밀 가공 단계에서는 플랜지에 스핀이 없는 표면을 생성하려는 시도가 행해진다.
본 발명에 따른 방법을 수행하기 위해 사용되는 선삭기는
- 기계 베드와,
- 특히 척을 갖춘 스핀들 스톡과,
- 척을 갖춘 대향 스핀들 스톡과,
- 제어된 C-축과,
- 적어도 하나의 수직 지지부와,
- 디스크 커터 또는 X-축 외에 Y-축을 포함하는 직교 커터를 갖춘 밀링 유닛과,
- 선택적으로 마무리 유닛 및/또는 C-축을 중심으로 회전하는 연마 디스크를 필요로 한다.
유리하게는, 선삭기는 또한
- 가공물의 원주면에 충격을 가하기 위한 레이저 유닛 및/또는
- 작동 및 정지 가능한 측정 유닛을 포함한다.
이하, 도면을 참조하여 본 발명의 실시예를 보다 상세히 설명한다.
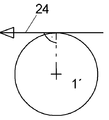
도 1a와 도 1b는 통상적인 크랭크 샤프트의 측면도와 개별 베어링의 확대도를 도시한다.
도 2a와 도 2b는 지지부가 선삭축 상부 및 하부에 배열된 선삭기를 도시한다.
도 3은 지지부가 선삭축 상부에만 배열된 선삭기를 도시한다.
도 4a와 도 4b는 부호로 나타낸 가공물의 상이한 가공 상태를 도시한다.
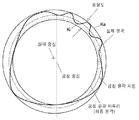
도 5는 베어링의 단면으로 치수 편차를 도시한다.
도 6은 가공물 표면의 미세 표면 구조를 도시한다.
도 1a와 도 1b는 통상적인 크랭크 샤프트의 측면도와 개별 베어링의 확대도를 도시한다.
도 2a와 도 2b는 지지부가 선삭축 상부 및 하부에 배열된 선삭기를 도시한다.
도 3은 지지부가 선삭축 상부에만 배열된 선삭기를 도시한다.
도 4a와 도 4b는 부호로 나타낸 가공물의 상이한 가공 상태를 도시한다.
도 5는 베어링의 단면으로 치수 편차를 도시한다.
도 6은 가공물 표면의 미세 표면 구조를 도시한다.
도 1a는 네 개의 편심 리프트 또는 로드 베어링(PL1 내지 PL4)과 이에 인접하게 배열되는 총 다섯 개의 메인 베어링(HL1 내지 HL5)을 갖춘 4기통 내연기관의 통상적인 크랭크 샤프트(1)의 측면도로, 메인 베어링은 연속하는 회전축(크랭크 샤프트의 Z-축)에 배열되며, 크랭크 샤프트(1)는 도 1에서 회전축(2)으로 표기된 이 회전축 상에서 상세히 도시 안 된 선삭기에 클램핑되며, 따라서 크랭크 샤프트(1)의 일측 단부는 플랜지(4)에서, 그리고 타측 단부는 피니언(3)에서 클램핑 조(6)에 의한 방사상 클램핑을 통해 선삭기에 클램핑된다.
본 발명은 특히 베어링의 포락면, 따라서 인접한 측면, 소위 경면(mirror surfaces)을 포함하는 메인 베어링 및 로드 베어링을 가공하는 것에 관한 것이다.
크랭크 샤프트(1) 상부 및 하부에는 가공 공구가 상부 좌측에서 우측까지 예시적인 방식으로 도시되어 있다.
- 일측에는 선삭기에 대한 3차원 좌표 시스템에서 통상 Z축으로 정의되는 회전축(2)에 수직한 회전축(5')을 갖는 엔드밀(5)이 배열된다.
- 엔드밀의 표면에는 엔드밀(5)의 원주면까지 연장되는 하나 또는 복수, 바람직하게는 2 - 8개의 절삭 에지(7)가 배열되며, 그 결과 회전 베어링의 포락면에 회전 엔드밀(5)을 접촉시킴으로써 베어링이 칩 제거 방식으로 가공될 수 있다.
- 이에 인접하여, Z축에 평행한 회전축(8')을 갖는 디스크 커터(8)가 배열되는데, 디스크 커터의 원주 상에는 원주면의 전체 폭을 따라, 그리고 디스크 커터(8)의 디스크 형상 베이스 요소의 외측 가장자리부에 걸쳐 방사상으로 연장되는 다수의 절삭 에지(7')가 배열된다.
예컨대 700 mm의 직경을 갖는 디스크 커터(8)에서 조절되어야 하는 절삭 에지 또는 절삭판(23)의 수효가 통상 80개로 많기 때문에, 모든 절삭판과 동조되게 반경방향 및 축방향으로 정확히 조절하는 것은 매우 시간 소모가 크다.
- 이에 인접한 우측에는, Z-방향으로 배열되는 회전축(9')을 중심으로 회전하는 연마 디스크(9)가 도시되어 있는데, 연마 디스크는 그 포락면 및 인접한 표면부가 연마 그리트, 통상적으로 초경합금, 세라믹 또는 CBN으로 피복되며, 디스크 커터(8)와 마찬가지로 Z-방향으로 측정되는 축방향 연장부를 통상적으로 가지며, 축방향 연장부는 각각의 베어링에 대응한다.
크랭크 샤프트 하부에는, 일점 선삭 공구로서 구성되는 선삭 공구(10)가 도시되어 있는데, 선삭 공구는 정확히 X-방향으로 연장되는 것이 아니라 베어링을 향한 방향으로 X-방향에 대해 약간 경사각으로 연장되며, 베어링의 모서리 중 하나를 선삭할 수 있도록 베어링에 접촉할 수 있다.
동일한 선삭 공구(10)를 사용하여 중단 없이, 따라서 숄더 없이 포락면을 포함하는 양측 모서리를 선삭하기 위해, 도 1b에 상세히 도시된 선삭 공구(10)는 X-방향으로의 이동성을 갖는 것 이외에도 B-축을 중심으로 선회 가능하며 베어링 내에서 이동하기 위해 확실히 충분하게 세장형이다.
메인 베어링의 축을 중심으로 회전하는 크랭크 샤프트의 로드 베어링(PL1 내지 PL4) 중 하나를 가공하기 위해서는, 결합 공구는 X-방향으로의 이송 운동을 수행해야 하며, 엔드밀(7)과 절삭 공구(10)의 경우에는 선회하는 로드 베어링을 따라갈 수 있도록 Y-방향으로의 추가적인 이송 운동이 요구된다.
도 2a와 도 2b는 본 발명에 따른 방법으로 크랭크 샤프트 등의 가공물을 가공하기 위해 사용될 수 있는 선삭기의 실시예를 Z-방향 정면도로 도시한다.
도 2b에 도시된 바와 같이, 스핀들 스톡(12)은 기계 베드(11)의 수직한 전면의 전방에 배열되며, 스핀들 스톡(12)은 회전 구동이 가능하고 클램핑 조(6)를 포함하는 클램핑 척(13)을 지지한다. 대향 스핀들 스톡(14)이 스핀들 스톡(12)의 대향측에 배열되는데, 스핀들 스톡(14)도 클램핑 척(13)을 지지하며, 그 결과 가공물, 예컨대 크랭크 샤프트(1)는 그 양측 단부가 Z-방향으로 연장되는 회전축(2) 상에 위치한 상태로 각각의 클램핑 척(13)에 수납되어 회전 구동될 수 있다.
회전축 하부의 베드(11)의 전면과 베드(11)의 편평한 상면에는 종방향 가이드(15)가 Z-방향으로 둘씩 짝을 지어 각각 연장되어 배열되며, 공구 유닛은 종방향 가이드 상에서 이동 가능한데, 이 경우 하나의 공구 유닛은 하부 종방향 가이드 상에서 이동 가능하고 두 개의 공구 유닛은 상부 종방향 가이드(15) 상에서 이동 가능하다.
각각의 공구 유닛은 종방향 가이드(15)를 따라 이동 가능한 Z-슬라이드(16)와, Z-슬라이드 상에서 연장되고 X-방향으로 이동 가능한 X-슬라이드(17)로 구성되며, 공구 또는 공구 유닛은 X-슬라이드에 장착된다.
회전축(2) 하부의 유닛에는, 스타 리볼버로서 구성되고 Z-방향으로 연장되는 선회축을 가지며 선삭 공구(10)가 내부에 삽입되는 통상적인 공구 리볼버(18)가 배치된다.
좌측 상부 유닛은 일점 구성을 취하고, 따라서 대략 X-방향으로 연장되는 B-축을 중심으로 선회 가능하고, 따라서 선회 운동에 따라 X-방향으로도 이동 가능한 개별 선삭 공구(10)이다.
우측 상부 유닛은 가공물의 원주면을 보다 평활하게 할 수 있는 마무리 공구(19)이다.
도 2b에서, Z-방향으로 바라본 마무리 공구(19)가 도시되어 있다. 도면에서 분명히 알 수 있듯이, 이 공구는 예컨대 반원으로 구성되는 공동이 부착 대상 가공물의 볼록한 원주면을 따라 형성되는 마무리 형태 피스(20)와, 형태 피스(20)의 접촉면에 걸쳐 이어지고 그 단부가 각각의 저장 롤에 감기는 마무리 밴드(21)를 포함한다.
또한 도 2b에는 일점 선삭 공구(10)가 이에 인접하게 재차 도시되어 있다.
한편 도 3은 가공물인 크랭크 샤프트(1)가 도 2들의 선삭기와 마찬가지로 C-축으로서 구성되는 회전축(2)을 중심으로 회전 구동 가능하고 서로에 대해 배향되는 두 개의 클램핑 척 사이에 스핀들 스톡과 대향 스핀들 스톡(14)에 의해 지지되는 선삭-밀링기를 도시한다.
이 경우, 종방향 가이드(15)는 선삭축(2) 상부의 기계 베드(11)에만 배열되며, Z-슬라이드(16)와 X-슬라이드(17)가 그 위를 주행하는 두 개의 공구 유닛이 마련된다.
이 경우, 우측 X-슬라이드(17)는 도 1에 표시된 회전축에 평행하게 회전하는 디스크 커터(8)를 지지하고, 좌측 Z-슬라이드(17)는 역시 Z-축에 평행한 축을 중심으로 회전하는 연마 디스크(9)를 지지한다.
또한 측정 유닛(22)이 우측 X-슬라이드(17)에 마련되는데, X-방향으로 접근되는 측정 프로브가 원주면과 접촉하므로 가공물을 클램핑 해제하거나 재차 클램핑하지 않고서도, 측정 유닛은 직경, 원형도 및 트랜섬 표면의 종방향 위치에 대한 원주면에서의 측정을 수행하기 위해 선회에 의해 작동되거나 작동 정지될 수 있다.
도 4a는 크랭크 샤프트와 관련된 것이 아니라 리프트 베어링 또는 로드 베어링의 원주면일 수 있는 원주상 가공물과 관련된 원주면의 일부를 접선방향 선삭을 통해 가공하는 것을 도시한다.
따라서 회전 가공물의 회전축에 비스듬히 배열되는 직선형 또는 오목형 절삭 에지가 접선 이동 방향(24)으로 이동되어 가공물의 원주면에 접촉하는데, 직선형 에지의 경우에는 회전축(2)에 평행하게 연장되는 선회축을 중심으로 직선형 접선 방향으로, 볼록형 에지의 경우에는 원호형 접선 방향으로 이동된다.
따라서 매우 적은 과잉 치수만이 제거될 수 있지만 가공 결과는 매우 정밀하여 우수한 표면 품질이 획득된다.
도 4c에는 전기화학적 식각이 도시되어 있다.
따라서 유리하게는 제조되는 가공물의 원주의 윤곽에 적합화된 접촉면을 가지며 각각의 공동을 포함하는 EMC 전극(25)이 가공물을 향해 이동되며, 전류 또는 전압이 일측의 가공물과 타측의 전극(25) 사이에 인가되고 추가로 염용액 또는 산이 이 둘 사이에 도입된다.
이들 파라미터가 선택되면, 표면에 가까운 부분, 특히 가공물의 미세 표면 구조의 피크가 식각되어 염용액 내에서 운반된다. 개선을 목적으로, 전극(25)은 염용액 또는 산을 통한 추출을 최적화하기 위해 방사상 및 축방향으로 맥동 방식으로 이동될 수 있다.
이론상 가공물은 회전축(2)을 중심으로 회전될 수 있다.
그러나, 도시된 경우와 같이, 차후 오일 리저버로서 사용되는 가공물 표면의 각각의 미세 공동을 생성하기 위해 복수의 미세 돌기(26)가 전극 표면(25)의 접촉면에 마련되는 경우에는 가공물은 정지해 있는 동안에 가공되어야 한다.
그렇지 않으면, 깊이가 통상 수 ㎛에 불과한 이런 미시적 미세 공동은 레이저 충격을 통해 생성될 수도 있다.
도 6은 지정된 에지에 의한 상이한 칩 제거 가공 방법에 전형적인 상이한 미세 표면 구조를 도시한다.
종방향 선삭은 3 - 10 ㎛ 범위의 조도(Rz)를 갖는 통상적으로 균일한 톱니형 프로필을 초래한다.
접선방향 선삭 후의 표면 구조는 종방향 선삭의 주기성보다 균일도가 낮은 표면을 초래하며, 피크와 밸리 사이의 거리가 훨씬 짧아져서 대략 1.5 - 5 ㎛의 Rz를 갖게 된다.
그러나, 외부 원형 밀링의 경우에는, 이후의 표면 구조가 가공물에 번갈아 가해지는 개개의 밀링 블레이드의 충격에 따라 미시적으로 상이한 레벨에 있는 부분을 포함하게 되며, 따라서 가공물 상에 극히 미세한 절단면(facet)이 형성되는 것이 일반적이다.
도 6의 하부는 확대된 미세 구조와, 바람직한 피크 제거 후의 50% 지지부를 도시하는데, 이는 베어링에 대체로 바람직한 것이다.
따라서, 추가적인 피크 제거와 증가한 지지부로 인해, 특히 마무리 중에 공구에 의해 가공되어야 표면이 점점 더 커지고, 따라서 반경 방향으로의 제거가 점점 더 느려진다는 것이 분명해진다.
도 5는 정확히 원형 윤곽인 공칭 윤곽을 갖는 예컨대 크랭크 샤프트의 베어링의 (Z축 방향으로 바라본) 단면을 도시한다. 그러나, 실제 적용례에서, 이는 특정 간섭 파라미터의 영향을 통해 지정된 절삭 에지에 의해 수행되는 칩 제거 가공 을 적어도 거친 후에 생성되는 비원형 윤곽이다.
따라서, 원형도를 판정하기 위해, 내측 포락원(ki)와 외측 포락원(Ka)이 실제 윤곽에 적용되고 두 포락원 사이의 거리에 의해 원형도가 정해진다.
또한, 각각의 베어링의 실제 중심은 공칭 중심과 정확히 일치하지 않을 수 있는데, 이는 특히 리프트 베어링 핀일 경우에 그러하며 편심률에 부정적인 영향을 미친다.
또한, 마무리 후의 공칭 윤곽이 정해지고, 따라서 지정된 에지에 의한 치핑 후에 공칭 윤곽 내에서 방사상으로 연장되는 최종 윤곽이 완성된다.
1: 크랭크 샤프트
1': 가공물
2: 회전축
3: 피니언
4: 플랜지
5: 엔드밀
5': 회전축
6: 클램핑 조
7, 7': 절삭 에지
8: 디스크 커터
8': 회전축
9: 연마 디스크
10: 선삭 공구
11: 기계 베드
12: 스핀들 스톡
13: 클램핑 척
14: 대향 스핀들 스톡
15: 종방향 가이드
16: Z-슬라이드
17: X-슬라이드
18: 공구 리볼버
19: 마무리 공구
20: 마무리 형태 피스
21: 마무리 밴드
22: 측정 유닛
22a: 측정 프로브
23: 절삭판
24: 접선 이동 방향
25: ECM 전극
26: 돌기
27: 접선방향 선삭 공구
1': 가공물
2: 회전축
3: 피니언
4: 플랜지
5: 엔드밀
5': 회전축
6: 클램핑 조
7, 7': 절삭 에지
8: 디스크 커터
8': 회전축
9: 연마 디스크
10: 선삭 공구
11: 기계 베드
12: 스핀들 스톡
13: 클램핑 척
14: 대향 스핀들 스톡
15: 종방향 가이드
16: Z-슬라이드
17: X-슬라이드
18: 공구 리볼버
19: 마무리 공구
20: 마무리 형태 피스
21: 마무리 밴드
22: 측정 유닛
22a: 측정 프로브
23: 절삭판
24: 접선 이동 방향
25: ECM 전극
26: 돌기
27: 접선방향 선삭 공구
Claims (19)
- 동심 및 선택적으로는 편심으로 배열되는 회전대칭 및 선택적으로는 비회전대칭 원주면과 인접 측면을 가지는 사용 준비 상태의 가공물, 특히 크랭크 샤프트를 마무리하는 가공물 마무리 방법으로서,
칩 제거 거친 가공 및 특히 상기 원주면의 후속 선택적 부분 경화 후에 상기 원주면의 정밀 가공이 다음 단계에 의해 수행되는 가공물 마무리 방법.
- 한정된 절삭 에지에 의한 제1 정밀 가공 단계, 특히 다음을 통해 수행됨
- 외부 밀링 또는 직교 밀링 형태의 회전 밀링 또는,
- 선삭, 특히 일점 선삭 또는 접선방향 선삭 형태
- 직후에 수행되는
- 제2 정밀 가공 단계, 다음을 통해 수행됨
- 마무리, 특히 정밀 치수 형태 마무리 단계 및/또는
- 전기화학적 식각(ECM), 특히 전극의 맥동 로딩에 의한 전기화학적 식각(PCEM) - 동심 및 선택적으로는 편심인 회전대칭 및 선택적으로는 비회전대칭 원주면과 인접 측면을 가지는 사용 준비 상태의 가공물, 특히 크랭크 샤프트를 마무리하는 가공물 마무리 방법으로서, 칩 제거 거친 가공 및 특히 원주면의 후속 선택적 부분 경화 후에 상기 원주면의 정밀 가공이 다음 단계에 의해 수행되는 가공물 마무리 방법.
- 한정된 절삭 에지에 의한 제1 정밀 가공 단계, 특히 다음을 통해 수행됨
- 외부 밀링 또는 직교 밀링 형태의 회전 밀링 또는,
- 선삭, 특히 일점 선삭 형태
- 선택적인 정밀 중간 단계, 다음을 통해 수행됨
- 건식 연마,
- 접선방향 선삭,
- 거친 치수 형태의 마무리,
- 일점 선삭 또는
- 5 ㎛보다 정밀하게 배향되는 절삭 에지에 의한 회전 밀링
- 제2 정밀 가공 단계, 다음을 통하여 수행됨
- 정밀 건식 연마,
- 마무리, 특히 정밀 치수 형태 마무리 또는
- 전기화학적 식각(ECM), 특히 전극의 맥동 로딩에 의한 전기화학적 식각(PCEM)
- 공동의 표면 구조화를 위한 선택적인 정밀 완성 단계
- 레이저 충격 또는
- 전기화학적 식각(ECM) - 제1항 또는 제2항에 있어서,
제2 정밀 가공 단계가 마무리, 특히 정밀 치수 형태 마무리 단계인 경우에는 레이저 충격을 통한 정밀 완성 단계가 제2 정밀 가공 단계 후에 수행되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제3항 중 한 항에 있어서,
상기 제1 정밀 가공 단계는,
- 일점 선삭을 통해 메인 베어링(HL)을 가공하는 단계, 및
- 특히 원주방향 밀링 형태의 회전 밀링을 통해 리프트 베어링 또는 로드 베어링(PL)을 가공하는 단계를 포함하고/하거나,
- 회전 밀링은 특히 150 - 400 m/min의 절삭 속도를 사용하고/하거나 마무리 또는 ECM이 후속될 경우에는 원형도에 대해서는 적어도 10 ㎛ 이상의 정밀도까지, 직경에 대해서는 10 ㎛ 이상의 정밀도까지 정밀하게 가공이 수행되며,
- 일점 선삭은 특히 150 - 400 m/min의 절삭 속도를 사용하고/하거나 원형도에 대해서는 적어도 10 ㎛ 이상의 정밀도까지, 직경에 대해서는 10 ㎛ 이상의 정밀도까지 정밀하게 가공이 수행되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제4항 중 한 항에 있어서,
제2 정밀 가공 단계가 전기화학적 식각(ECM)인 경우, 전극은 그 유효면에 걸쳐 지정된 분포도로 배열되는 돌출부를 포함하되, 상기 돌출부는 가공물의 표면에 공동을 도입하기 위한 최대 10 ㎛, 보다 양호하게는 최대 6 ㎛의 높이를 가지는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제5항 중 한 항에 있어서,
다단계 마무리는 최종 마무리 단계 후에 레이저 충격을 포함하는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제6항 중 한 항에 있어서,
직교 밀링은 원주에 걸쳐 불균일하게 분포될 수 있는 1 - 10개의 절삭 에지, 특히 4 - 6개의 절삭 에지를 갖춘 커터를 사용하는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제7항 중 한 항에 있어서,
밀링은 쐐기 시스템을 통해 공구의 베이스 요소에 대해 5 ㎛보다 정밀한 미세 정렬을 용이하게 하는 절삭 에지를 갖춘 공구를 사용하는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제8항 중 한 항에 있어서,
직교 밀링은 그 직경의 적어도 20%만큼, 양호하게는 적어도 50%만큼, 특히 최대 60%까지 Y-방향으로 맞물림 커터를 전진시키는 것을 포함하되, 가공물은 해당 기간 동안 적어도 2회전, 양호하게는 적어도 10회전, 보다 양호하게는 적어도 20회전을 수행하는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제9항 중 한 항에 있어서,
직교 밀링은 가공물의 속도의 적어도 80배, 양호하게는 적어도 100배, 보다 바람직하게는 적어도 130배인 직교 커터의 속도로 수행되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제10항 중 한 항에 있어서,
절삭 에지는 0.2 ㎛ - 0.5 ㎛의 그리트를 갖는 미세 결정립 초경합금으로 제조되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제11항 중 한 항에 있어서,
전기화학적 식각(ECM)은 최대 30 ㎛, 양호하게는 단지 20 ㎛, 보다 양호하게는 단지 10 ㎛, 특히 적어도 2 ㎛의 재료 제거를 포함하는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제12항 중 한 항에 있어서,
전기화학적 식각(ECM)은 점화 중에 로드의 압력을 받는 로드 베어링의 표면부, 특히 각각의 절반 원주만을 처리하는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제13항 중 한 항에 있어서,
제1 정밀 가공 단계에서는, 리프트 베어링과 로드 베어링이 동일한 클램핑 단계에서, 특히 선행 거친 가공과 동일한 클램핑 단계에서 가공되고, 따라서 크랭크 샤프트는 클램핑 척에 의해 플랜지와 피니언에서 지지되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제14항 중 한 항에 있어서,
제2 정밀 가공 단계에서는, 크랭크 샤프트가 특히 제1 단계에서 사전에 정밀 가공된 베어링의 수직 지지부에 의해 각각 지지되며, 수직 지지는 특히 가공 대상 베어링에 바로 인접한 메인 베어링에서 수행되고, 특히 최종 정밀 가공 단계에서 수직 지지부는 가공된 베어링에 생성되는 압흔을 지지하며, 지지부는 항상 본 최종 단계의 진행 방향 측에 마련되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제15항 중 한 항에 있어서,
제1 정밀 가공 가공 단계에서는, 센터 및 리프트 베어링 이외에도 플랜지와 피니언이 가공되며, 크랭크 샤프트의 일측은 특히 클램핑 척에 지지되고 타측은 클램핑 척에 대해 연장 가능한 센터링 팁에 의해 지지되는 것을 특징으로 하는 가공물 마무리 방법. - 제1항 내지 제16항 중 한 항에 있어서,
제1 정밀 가공 단계는 지정된 에지에 의해 수행되고 마무리 및/또는 레이저 충격 및/또는 건식 연마 및/또는 접선방향 선삭 및/또는 일점 선삭은 동일한 기계에서 동일한 가공물 클램핑 단계에서 수행되는 것을 특징으로 하는 가공물 마무리 방법. - 회전대칭 및 선택적으로는 비회전대칭이고, 동심 및 선택적으로는 편심인 원주면과 인접 측면을 갖는 사용 준비 상태의 가공물, 특히 크랭크 샤프트를 마무리하기 위한 선삭기로서,
- 기계 베드(11)와,
- 특히 클램핑 척(13)을 갖춘 스핀들 스톡(12)과,
- 클램핑 척(13)을 갖춘 대향 스핀들 스톡(14)과,
- 제어된 C-축과,
- 적어도 하나의 수직 지지부와,
- 디스크 커터(8) 또는 X-축 외에 Y-축을 포함하는 직교 커터를 갖춘 밀링 유닛과,
- 선택적으로는 마무리 유닛 및/또는 C-축을 중심으로 회전하는 연마 디스크(9)를 포함하는 선삭기. - 제18항에 있어서,
상기 선삭기는
- 가공물의 원주면에 충격을 가하기 위한 레이저 유닛 및/또는
- 작동 및 정지 가능한 측정 유닛(22)을 포함하는 것을 특징으로 하는 선삭기.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011113756.8A DE102011113756B4 (de) | 2011-09-18 | 2011-09-18 | Verfahren und Vorrichtung zur Fertigbearbeitung von Werkstücken |
| DE102011113756.8 | 2011-09-18 | ||
| PCT/EP2012/068310 WO2013038024A1 (de) | 2011-09-18 | 2012-09-18 | Verfahren und vorrichtung zur fertigbearbeitung von werkstücken |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140061454A true KR20140061454A (ko) | 2014-05-21 |
Family
ID=46845631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147007042A Withdrawn KR20140061454A (ko) | 2011-09-18 | 2012-09-18 | 가공물 마무리 방법 및 장치 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20140223707A1 (ko) |
| EP (1) | EP2570228A3 (ko) |
| JP (1) | JP2014530114A (ko) |
| KR (1) | KR20140061454A (ko) |
| CN (1) | CN103813881A (ko) |
| BR (1) | BR112014004321A2 (ko) |
| DE (1) | DE102011113756B4 (ko) |
| MX (1) | MX2014002385A (ko) |
| RU (1) | RU2014113681A (ko) |
| WO (1) | WO2013038024A1 (ko) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011089654B4 (de) * | 2011-12-22 | 2015-01-29 | Erwin Junker Maschinenfabrik Gmbh | Verfahren zur drehbearbeitung von planschultern an den wangen einer kurbelwelle, verwendung des verfahrens zur komplettbearbeitung von kurbelwellenrohlingen sowie kurbelwellen-drehmaschine zur drehbearbeitung der planschultern |
| JPWO2014171244A1 (ja) * | 2013-04-16 | 2017-02-16 | 村田機械株式会社 | 工作機械および張出部付きワークの切削加工方法 |
| CN104070381B (zh) * | 2014-06-19 | 2016-06-22 | 安徽埃夫特智能装备有限公司 | 用于汽车曲轴加工的零件姿态转换机构及其转换方法 |
| BE1022882A9 (fr) * | 2015-03-30 | 2017-02-09 | Safran Aero Boosters Sa | Tournage a choc d'extremites d'aubes de blum de compresseur de turbomachine axiale |
| US10161014B2 (en) | 2016-01-08 | 2018-12-25 | Ford Motor Company | Laser hardened crankshaft |
| JP6641598B2 (ja) * | 2016-04-27 | 2020-02-05 | 住友電工ハードメタル株式会社 | 切削工具 |
| US20170343038A1 (en) * | 2016-05-25 | 2017-11-30 | Ford Motor Company | Laser hardened crankshaft |
| US10363622B2 (en) | 2016-09-30 | 2019-07-30 | General Electric Company | Electrode for an electro-erosion process and an associated method thereof |
| CN109226303B (zh) * | 2017-02-27 | 2020-04-14 | 天津富通集团有限公司 | 预制棒加工方法 |
| DE102017113066B3 (de) * | 2017-06-14 | 2018-11-15 | Maschinenfabrik Alfing Kessler Gmbh | Verfahren zum Schlagverfestigen von Übergangsradien einer Kurbelwelle |
| DE102017113071A1 (de) * | 2017-06-14 | 2018-12-20 | Maschinenfabrik Alfing Kessler Gmbh | Verfahren und Vorrichtung zur Nachbearbeitung einer Kurbelwelle |
| CN107297625B (zh) * | 2017-06-20 | 2019-11-08 | 泰州市江南机械制造有限公司 | 一种具有磨削工艺的线切割装置 |
| CN110091068B (zh) * | 2018-01-30 | 2024-03-15 | 上海鸣志电器股份有限公司 | 用于电机转子动平衡后激光自动去重的装置及方法 |
| CN108941805B (zh) * | 2018-08-09 | 2020-02-21 | 广东工业大学 | 一种不锈钢电化学极化制备表面微结构的方法 |
| DE102018125617A1 (de) * | 2018-10-16 | 2020-04-16 | Bayerische Motoren Werke Aktiengesellschaft | Kurbelwelle |
| CN110091054B (zh) * | 2019-05-20 | 2022-03-15 | 中国科学院宁波材料技术与工程研究所 | 基于激光离散化、高效铣磨及激光铣削的复合加工方法 |
| CN110293272B (zh) * | 2019-08-08 | 2024-04-26 | 安徽理工大学 | 一种用于半圆孔的电火花电解放电复合加工试验装置 |
| CN114951709A (zh) * | 2022-05-26 | 2022-08-30 | 中信重工机械股份有限公司 | 一种利用立车进行重型多偏心曲轴颈的精加工方法 |
| CN116604333B (zh) * | 2023-04-19 | 2024-07-12 | 江苏大学 | 旋转甩出微细液流传导激光与电化学微加工装置及方法 |
| CN118123498A (zh) * | 2024-03-29 | 2024-06-04 | 杭州卓鑫机械制造有限公司 | 一种工件通路车铣加工装置 |
| CN118180887B (zh) * | 2024-04-22 | 2025-07-22 | 嘉兴市宏丰机械有限公司 | 一种曲轴加工生产线 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2208593C2 (de) * | 1972-02-23 | 1973-12-20 | Gebrueder Boehringer Gmbh, 7320 Goeppingen | Verfahren zur Bearbeitung der Hubzapfen und Mittellager einer Kurbelwelle |
| DE2822346C2 (de) * | 1978-05-22 | 1985-09-05 | GFM Gesellschaft für Fertigungstechnik und Maschinenbau GmbH, Steyr | Elektrische numerische Programmsteuerung für Kurbelwellenfräsmaschinen und Kurbelwellen-Schleifmaschinen |
| JPS62138503U (ko) * | 1986-02-21 | 1987-09-01 | ||
| JP3052008B2 (ja) * | 1991-06-11 | 2000-06-12 | 本田技研工業株式会社 | すべり軸受 |
| DE4446475C2 (de) * | 1994-12-23 | 2000-06-21 | Boehringer Werkzeugmaschinen | Verfahren und Maschine zum Bearbeiten von Werkstücken |
| DE19609239A1 (de) * | 1996-03-09 | 1997-09-11 | Naxos Union Schleifmittel | Verfahren und Vorrichtung zum Bearbeiten von Kurbelwellen o. dgl. Werkstücken |
| AU4585397A (en) * | 1996-09-30 | 1998-04-24 | Surface Technologies Ltd. | Bearing having micropores, and design method thereof |
| DE19714677C5 (de) * | 1997-04-09 | 2010-12-02 | Boehringer Werkzeugmaschinen Gmbh | Verfahren zur verwendungsfähigen Fertigbearbeitung von Rotationsteilen, insbesondere der Lagerstellen von Kurbelwellen |
| DE19749940C5 (de) * | 1997-11-11 | 2010-05-20 | Boehringer Werkzeugmaschinen Gmbh | Verfahren zur verwendungsfähigen Fertigbearbeitung von Kurbelwellen |
| DE19749939C2 (de) * | 1997-11-11 | 2003-10-23 | Boehringer Werkzeugmaschinen | Verfahren zur Bearbeitung von Werkstücken |
| DE10135790B4 (de) * | 2001-07-23 | 2005-07-14 | Kennametal Inc. | Feinkörniges Sinterhartmetall und seine Verwendung |
| JP2004308779A (ja) * | 2003-04-07 | 2004-11-04 | Daido Metal Co Ltd | 摺動部材及びその製造方法 |
| DE102004022360B4 (de) * | 2004-04-30 | 2018-05-09 | Gebr. Heller Maschinenfabrik Gmbh | Verfahren zur Feinbearbeitung, vorzugsweise zur Feinstschlichtbearbeitung, von Werkstücken vorzugsweise von Kurbelwellen |
| JP2006136923A (ja) * | 2004-11-12 | 2006-06-01 | Hitachi Via Mechanics Ltd | レーザ加工機及びレーザ加工方法 |
| DE102004057111A1 (de) * | 2004-11-26 | 2006-06-01 | Niles-Simmons Industrieanlagen Gmbh | Verfahren zum Zwischenbearbeiten von Wellen |
| US7612314B2 (en) * | 2004-12-23 | 2009-11-03 | Chrysler Group Llc | Manufacturing method that uses laser surface transformation to produce new and unique surface profiles for rotating bearings |
| JP2006320907A (ja) * | 2005-05-17 | 2006-11-30 | Muneharu Kutsuna | 粉体および被膜を用いたマイクロレーザピーニング処理およびマイクロレーザピーニング処理部品 |
| DE102005023293A1 (de) * | 2005-05-20 | 2006-12-07 | Volkswagen Ag | Vorrichtung und Verfahren zum Erzeugen von Vertiefungen in metallischen Oberflächen |
| WO2007009481A1 (de) * | 2005-07-22 | 2007-01-25 | Gebrüder Heller Maschinenfabrik Gmbh | Verfahren zur feinbearbeitung von kurbelwellen und bearbeitungszentrum dafür |
| DE102006014972B4 (de) * | 2005-12-20 | 2018-06-21 | Gebr. Heller Maschinenfabrik Gmbh | Kombiniertes Bearbeitungsverfahren und Bearbeitungseinrichtung |
| DE102006024715B4 (de) * | 2006-05-26 | 2008-07-24 | Niles-Simmons Industrieanlagen Gmbh | Verfahren zum Bearbeiten der Lagersitze der Haupt- und Hublager von Kurbelwellen sowie Werkzeugmaschine zur Durchführung des Verfahrens |
| DE102006034673A1 (de) * | 2006-07-24 | 2008-01-31 | Walter Ag | Kurbelwellenfräser |
| DE102006046765A1 (de) * | 2006-09-29 | 2008-04-03 | Daimler Ag | Verfahren zur Herstellung einer tiefen Kavität in elektrisch leitfähigem Material und Elektrode zur elektrochemischen Bearbeitung von Bohrungen |
| DE102006062687A1 (de) * | 2006-10-30 | 2008-05-08 | Daimler Ag | Verfahren und Elektrode zur Herstellung einer im wesentlichen zylinderförmigen Lagerfläche einer radialen Wellenlagerung in elektrisch leitfähigem Material sowie Pleuel |
| DE102009008650A1 (de) * | 2009-02-06 | 2010-08-12 | Mauser-Werke Oberndorf Maschinenbau Gmbh | Werkstück, Verfahren zur Herstellung von Mikroschmiertaschen und Bearbeitungseinheit |
| DE102009060926C5 (de) * | 2009-12-28 | 2025-01-09 | Nsh Technology Gmbh | Verfahren zum Fertigbearbeiten der Lagersitze von Haupt- und Hublagern von Kurbelwellen |
-
2011
- 2011-09-18 DE DE102011113756.8A patent/DE102011113756B4/de active Active
-
2012
- 2012-09-18 BR BR112014004321A patent/BR112014004321A2/pt not_active IP Right Cessation
- 2012-09-18 RU RU2014113681/02A patent/RU2014113681A/ru not_active Application Discontinuation
- 2012-09-18 CN CN201280044671.7A patent/CN103813881A/zh active Pending
- 2012-09-18 EP EP12184800A patent/EP2570228A3/de not_active Withdrawn
- 2012-09-18 MX MX2014002385A patent/MX2014002385A/es unknown
- 2012-09-18 WO PCT/EP2012/068310 patent/WO2013038024A1/de not_active Ceased
- 2012-09-18 JP JP2014530266A patent/JP2014530114A/ja active Pending
- 2012-09-18 KR KR1020147007042A patent/KR20140061454A/ko not_active Withdrawn
- 2012-09-18 US US14/343,715 patent/US20140223707A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP2570228A3 (de) | 2013-03-27 |
| MX2014002385A (es) | 2015-01-12 |
| BR112014004321A2 (pt) | 2017-03-28 |
| WO2013038024A1 (de) | 2013-03-21 |
| DE102011113756A1 (de) | 2013-03-21 |
| CN103813881A (zh) | 2014-05-21 |
| US20140223707A1 (en) | 2014-08-14 |
| JP2014530114A (ja) | 2014-11-17 |
| DE102011113756B4 (de) | 2020-12-31 |
| EP2570228A2 (de) | 2013-03-20 |
| RU2014113681A (ru) | 2015-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140061454A (ko) | 가공물 마무리 방법 및 장치 | |
| KR20140061456A (ko) | 가공물 마무리 방법 및 장치 | |
| KR20140061455A (ko) | 가공물 마무리 방법 및 장치 | |
| US8020293B2 (en) | Method for machining the bearing seats of the main and rod bearings of crankshafts | |
| US9358605B2 (en) | Method and production line for machining a crankshaft | |
| US7882633B2 (en) | Method for machining shaft bearing seats | |
| JP2003516868A (ja) | 回転対称面のねじれの発生しない切削加工方法 | |
| KR101218376B1 (ko) | 회전 부품의 기계 가공 방법 | |
| CN102161070B (zh) | 轧制模具 | |
| US10639763B2 (en) | Method for journal finishing of crankshafts, camshafts, and journals | |
| JPH0839404A (ja) | 工作物の深穴内面研削方法 | |
| Jochmann et al. | Achieving precision grinding quality by hard turning | |
| JP2008137094A (ja) | ロングドリル用素材などのワーク研削方法 | |
| RU2517671C2 (ru) | Модульный шлифовальный инструмент для обработки отверстий | |
| JPH11236851A (ja) | エンジンシリンダボアの油溝加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20140317 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |