KR20140063626A - 다층 장벽 필름, 이 필름을 포함하여 구성되는 포장 라미네이트, 이 포장 라미네이트로부터 형성된 포장 용기 및, 필름의 생산을 위한 방법 - Google Patents
다층 장벽 필름, 이 필름을 포함하여 구성되는 포장 라미네이트, 이 포장 라미네이트로부터 형성된 포장 용기 및, 필름의 생산을 위한 방법 Download PDFInfo
- Publication number
- KR20140063626A KR20140063626A KR1020147004723A KR20147004723A KR20140063626A KR 20140063626 A KR20140063626 A KR 20140063626A KR 1020147004723 A KR1020147004723 A KR 1020147004723A KR 20147004723 A KR20147004723 A KR 20147004723A KR 20140063626 A KR20140063626 A KR 20140063626A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- film
- barrier
- coating
- evoh
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/327—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polyolefins obtained by a metallocene or single-site catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/04—Bags or like containers made of paper and having structural provision for thickness of contents with multiple walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/16—Bags or like containers made of paper and having structural provision for thickness of contents of special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/246—All polymers belonging to those covered by groups B32B27/32 and B32B27/30
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/62—Boxes, cartons, cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
- Y10T428/24975—No layer or component greater than 5 mils thick
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
Description
| 배향되지 않은 배향되지 않은 배향된 배향에 20마이크론 0.6마이크론 필름 0.6마이크론 기인한 필름 ** 에서 계산 필름 상에서 개선 팩터 *** 측정* |
|||||
| 에틸렌% *** | 등급 | OTR | OTR | OTR | 비율 |
| 48 | G156B 비교예 1 |
3.2 | 110 | 110 | 1.0 |
| 32 | F171B 예 1a |
0.4 | 14 | 4.0 | 3.5 |
| 32 | F171B 예 1b |
0.4 | 14 | 2.39 | 5.9 |
| 27 | F171B 예 2 |
0.2 | 7 | 0.6 | 12.0 |
| 27 | F171B 예 3 |
0.2 | 7 | 0.7 | 10 |

|
|
CF1 19um* |
CF 18um** |
예 1a | 예 1b | 예 2 | 예 3 | |
| BoPP- PVOH |
BoPP- EVOH |
BoPP- EVOH32- |
BoPP- EVOH32- |
BoPP- EVOH27- |
BoPP- EVOH27- |
||
| 총 필름 두께(um) | 평균 TD | 19.6 | 18.4 | 11.6 | 12 | 11.9 | 12 |
| E 모듈로 (MPa) |
평균 MD 평균 TD |
2306 4496 |
2547 4713 |
2616 3041 |
2720 3032 |
2720 3032 |
2404 2775 |
| 파괴 강도(MPa) | 평균 MD 평균 TD |
147 269 |
147 217 |
192 239 |
187 232 |
187 232 |
174 232 |
| 파괴 신장(%) | 평균 MD 평균 TD |
161 41 |
198 41 |
73 55 |
69 53 |
69 53 |
83 63 |
| WVTR(g/m2*day) | 38℃/90% RH | 6.5±0.7 | ND** | 13.7±2.8 | ND** | 10.2±1.9 | ND** |
| OTR(cm3/(m2.1atm.day) | RH=65% RH=90%/90% |
5.5±0.13 >1000 |
68.7±11.13 257.0±14.1 |
4.0±0.8 9.4±0.0 |
2.39±0.1* 20.8±14 |
0.6±0.1 20.5±0.9 |
0.5±0.1* 20.5±0.9 |
| 코팅 타입 | OTR 패키지(cc/package*0.21atm*24h)(Tetra Brik Asepitic 표준 1리터 체적) |
|
| 예 8 | 금속화 | 0.0143 |
| 예 9 | 금속화 | 0.0123 |
| 예 10 | DLC | 0.0207 |
| 예 11 | DLC | 0.018 |
| 비교 예 5 | 금속화 | 0.049 |
| 비교 예 6 | DLC | 0.061 |
도 1a는 본 발명에 따른 바람직한 2축으로 배향된, 장벽 폴리머 필름의 단면도이고,
도 1b는 본 발명에 따른 증기 증착 코팅된 장벽 폴리머 필름의 단면도이며,
도 2는 도 1b와 연관해서 개시된 본 발명에 따른 높은-표면 에너지 장벽 폴리머 필름을 포함하는, 본 발명에 따른 라미네이트된 포장 재료의 단면도이고,
도 3은 본 발명의 장벽 필름의 동시의 연신을 위한 플랜트의 개략적인 도면이며,
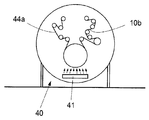
도 4는 도 1b에서 생산된 폴리머 기재 필름의 금속 또는 금속 산화물 코팅을 위한 플랜트의 개략적인 도면이고,
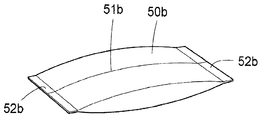
도 5a는 본 발명에 따른 포장 라미네이트로부터 생산된 일례의 포장 용기를 나타낸 도면이며,
도 5b는 본 발명에 따른 포장 라미네이트로부터 생산된 제2예의 포장 용기를 나타낸 도면이고,
도 6은 연속적인 형성, 충전 및 밀봉 프로세스로, 이러한 포장 용기가 포장 라미네이트로부터 제작되는 원리를 나타내는 도면이다.
11 - 베이스 또는 코어 층,
12 - 타이 층,
13 - EVOH 장벽 층,
15 - 라미네이션 층,
20 - 포장 라미네이트,
21 - 장벽 필름,
22- 페이퍼보드
24 - 가장 내측의 층,
50 - 포장 용기.
Claims (30)
- 이축으로 배향된 다층 폴리머 장벽 필름으로서,
가스 장벽 성질을 갖고,
폴리올레핀 코어 층 및 코어 층의 적어도 한 측면 상의 에틸렌 비닐 알코올(EVOH)의 적어도 하나의 장벽 표면 층을 포함하여 구성되고,
EVOH의 장벽 층은 15㎛ 두께 미만이고, 36mole-% 또는 미만의 에틸렌 함량을 가지며; 필름은 10cm3/m2/1day/1atm, 24h, 23℃, 50% RH보다 낮은 산소 투과(OTR)를 갖는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제1항에 있어서,
5cm3/m2/1day/1atm, 24h, 23℃, 50% RH보다 낮은 산소 투과(OTR)를 갖는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제1항에 있어서,
1cm3/m2/1day/1atm, 24h, 23℃, 50% RH보다 낮은 산소 투과(OTR)를 갖는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제1항에 있어서,
높은 습도에서 25cm3/m2/1day/1atm, 24h, 23℃, 90% RH보다 낮은 산소 투과(OTR)를 갖는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제1항에 있어서,
필름은 축 방향(머신 방향, MD)으로 4보다 높은 연신율로 그리고, 횡단 방향(TD)으로 4보다 높은 연실율로 배향되는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제1항 내지 제5항 중 어느 한 항에 있어서,
코어 층은, 0.930보다 높은 밀도를 갖는 프로필렌-에틸렌-부틸렌 터-폴리머 및 폴리에틸렌 호모- 및 코폴리머를 포함하는, 다른 알파-올레핀을 갖는 폴리프로필렌 호모폴리머, 프로필렌-에틸렌 코폴리머, 프로필렌 코폴리머로 이루어지는 그룹으로부터 선택된 2축으로 배향된 폴리올레핀 및 2개 이상의 상기 폴리올레핀의 블렌드를 포함하여 구성되는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 상기 항 중 어느 한 항에 있어서,
EVOH 층의 두께가 0.4 내지 1.0㎛, 더 바람직하게는, 0.5 내지 0.7㎛인 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 상기 항 중 어느 한 항에 있어서,
EVOH 외부의 장벽 층의 에틸렌 함량은 32mole-% 또는 미만, 바람직하게는 27mole-% 또는 미만인 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 상기 항 중 어느 한 항에 있어서,
필름은, 코어 층과 EVOH 장벽 표면 층 사이에 개질된 폴리올레핀의 2축으로 배향된 타이 층을 더 포함하여 구성되는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 상기 항 중 어느 한 항에 있어서,
머신 방향, MD로 5 내지 8의 비율로 그리고, 횡단 방향, TD로 5 내지 8의 비율로 배향되는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제9항에 있어서,
타이 층이 말레 무수물 그래프트된 폴리프로필렌 또는 폴리에틸렌, 개질된 에틸렌 비닐 아세테이트 폴리머 또는 이들의 블렌드로부터 선택된 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 상기 항 중 어느 한 항에 있어서,
필름은 코어 층의 각각의 측면 상에 EVOH의 적어도 하나의 장벽 표면 층을 갖는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 제1항 내지 제11항 중 어느 한 항에 있어서,
필름은 코어 층의 하나의 측면 상에만 EVOH의 하나의 장벽 표면 층을 갖는 것을 특징으로 하는 2축으로 배향된 폴리머 장벽 필름. - 코팅된 2축으로 배향된 필름으로서,
EVOH의 장벽 표면 층 상에 증착 코팅을 갖는 상기 항 중 어느 한 항에 따른 2축으로 배향된 폴리머 장벽 필름을 포함하여 구성되고,
상기 코팅된 2축으로 배향된 필름이 5-30㎛, 7-20㎛, 8-15㎛의 두께를 갖고, 산소 투과(OTR)가 0.1보다 낮은, 0.09 보다 낮은, 0.05cm3/m2/1day/1atm, 24h, 23℃, 50% RH보다 낮은 것을 특징으로 하는 코팅된 2축으로 배향된 폴리머 장벽 필름. - 제14항에 있어서,
상기 증착 코팅이 물리적인 증기 증착(PVD) 코팅, 플라즈마 강화된 CVD 코팅과 같은 화학적인 증기 증착(CVD) 코팅으로 이루어지는 그룹으로부터 선택되는 것을 특징으로 하는 코팅된 2축으로 배향된 폴리머 장벽 필름. - 제14항 또는 제15항에 있어서,
상기 증착 코팅이 금속화, 실리콘 산화물 코팅 또는 아몰퍼스 카본 코팅(DLC)인 것을 특징으로 하는 코팅된 2축으로 배향된 폴리머 장벽 필름. - 라미네이트된 포장 재료로서,
하나의 측면 상의 외부 가열 밀봉가능한 폴리올레핀 층과, 외부 가열 밀봉가능한 폴리올레핀 층에 대향하는 측면 상의 청구항 제1항 내지 제13항 중 어느 한 항에 따른 2축으로 배향된 폴리머 장벽 필름 또는 청구항 제14항 내지 제16항 중 어느 한 항에 따른 코팅된 2축으로 배향된 폴리머 장벽 필름을 갖는 페이퍼 또는 페이퍼보드의 벌크 층을 포함하여 구성되고,
상기 장벽 필름이 벌크 층의 대향하는 측면 상에 가열 밀봉가능한 폴리올레핀 층을 갖는 것을 특징으로 하는 라미네이트된 포장 재료. - 제17항에 있어서,
페이퍼 또는 페이퍼보드의 벌크 층과 장벽 필름 사이에 접착성 층을 갖는 것을 특징으로 하는 라미네이트된 포장 재료. - 포장 용기로서,
청구항 제17항 또는 제18항에 따른 라미네이트된 포장 재료를 형태 접기(form folding)함으로써 형성되는 것을 특징으로 하는 포장 용기. - 제19항에 있어서,
포장 라미네이트가, 하나의 측면 상의 외부 가열 밀봉가능한 폴리올레핀 층과, 외부 가열 밀봉가능한 폴리올레핀 층에 대향하는 측면 상에 2축으로 배향된 폴리머 장벽 필름 또는 코팅된 2축으로 배향된 폴리머 장벽 필름을 갖는 페이퍼 또는 페이퍼보드의 벌크 층을 포함하여 구성되고,
상기 장벽 필름이 벌크 층의 대향하는 측면 상에, 포장 용기의 내측의 층을 형성하는, 가열 밀봉가능한 폴리올레핀 층을 갖는 것을 특징으로 하는 포장 용기. - 제19항 또는 제20항에 있어서,
용기에 대한 산소 투과율이 0.1cc/package*0.21 atm*24h 이하인, 0.04cc/package*0.21 atm*24h 미만, 0.03cc/package*0.21 atm*24h 미만인 것을 특징으로 하는 포장 용기. - 이축으로 배향된 다층 폴리머 장벽 필름의 제작 방법으로서,
가스 장벽 성질을 갖고,
a) 코어 층의 제1측면 상에 에틸렌 비닐 알코올(EVOH)의 표면 장벽 층과 함께 폴리올레핀 코어 층을 공-압출하는 단계로서, 표면 장벽 층이 최대 36mole-%의 에틸렌 함량을 갖는, 단계와,
b) 획득된 공-압출된 필름을, 동시에, 2축으로 배향하는 한편, 최소 레벨과 코어 층의 폴리올레핀의 용융 온도 간의 연신 동작 동안 필름의 온도를 유지하고, 최소 레벨이 필름의 코어 층 폴리올레핀 재료에 의존하며, 적어도 105℃인, 단계를 포함하여 구성되는 것을 특징으로 하는 방법. - 제22항에 있어서,
동시에, 2축으로 배향하는 연신율은 축 방향(MD)으로 4보다 높을 뿐만 아니라 횡단 방향(TD)으로 4보다 높은 것을 특징으로 하는 방법. - 제22항 또는 제23항에 있어서,
연신율은 머신 방향(MD)으로 5 내지 8이고, 횡단 방향(TD)으로 5 내지 8인 것을 특징으로 하는 방법. - 제22항 내지 제24항 중 어느 한 항에 있어서,
개질된 폴리올레핀 타이 층이 폴리올레핀 코어 층과 EVOH 장벽 표면 층 사이에서 이와 함께 공압출되는 것을 특징으로 하는 방법. - 제22항 내지 제25항 중 어느 한 항에 있어서,
폴리올레핀 코어 층이, 폴리프로필렌 호모- 또는 코폴리머를 주로 포함하여 구성되고, 연신 동작 동안 필름의 온도가 135℃로부터 165℃ 이하까지인 것을 특징으로 하는 방법. - 제22항 내지 제25항 중 어느 한 항에 있어서,
폴리올레핀 코어 층이, 0.930보다 높은 밀도를 갖는 호모- 또는 코폴리머를 주로 포함하여 구성되고, 연신 동작 동안 필름의 온도가 105℃로부터 135℃ 이하까지인 것을 특징으로 하는 방법. - 제22항 내지 제27항 중 어느 한 항에 있어서,
c) 또 다른 장벽 코팅으로 EVOH 장벽 표면 층을 코팅하는 단계를 더 포함하여 구성되는 것을 특징으로 하는 방법. - 제28항에 있어서,
또 다른 장벽 코팅이 물리적인 증기 증착(PVD) 코팅과 같은 증착 코팅 및 플라즈마 강화된 CVD 코팅과 같은 화학적인 증기 증착(CVD) 코팅인 것을 특징으로 하는 방법. - 제29항에 있어서,
상기 증착 코팅이 금속화, 실리콘 산화물 코팅 또는 아몰퍼스 카본 코팅인 것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1150855-3 | 2011-09-20 | ||
| SE1150855 | 2011-09-20 | ||
| PCT/EP2012/068190 WO2013041469A1 (en) | 2011-09-20 | 2012-09-17 | A multilayer barrier film, a packaging laminate comprising the film, a packaging container formed from the packaging laminate and a method for the production of the film |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140063626A true KR20140063626A (ko) | 2014-05-27 |
Family
ID=46875798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147004723A Ceased KR20140063626A (ko) | 2011-09-20 | 2012-09-17 | 다층 장벽 필름, 이 필름을 포함하여 구성되는 포장 라미네이트, 이 포장 라미네이트로부터 형성된 포장 용기 및, 필름의 생산을 위한 방법 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9662863B2 (ko) |
| EP (1) | EP2758239B1 (ko) |
| JP (1) | JP6486104B2 (ko) |
| KR (1) | KR20140063626A (ko) |
| CN (2) | CN107757031B (ko) |
| AR (1) | AR087960A1 (ko) |
| AU (1) | AU2012311710B2 (ko) |
| BR (1) | BR112013032527B8 (ko) |
| CA (1) | CA2846657A1 (ko) |
| ES (1) | ES2825028T3 (ko) |
| MX (1) | MX342902B (ko) |
| RU (1) | RU2600350C2 (ko) |
| SA (1) | SA112330849B1 (ko) |
| WO (1) | WO2013041469A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11214044B2 (en) | 2016-03-08 | 2022-01-04 | Lg Chem, Ltd. | Multilayer film comprising polyalkylene carbonate and manufacturing method of the same |
Families Citing this family (86)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9931239B2 (en) * | 2013-02-07 | 2018-04-03 | Hollister Incorporated | Asymmetric multilayer film for ostomy application |
| EP2949597A1 (en) | 2014-05-28 | 2015-12-02 | Tetra Laval Holdings & Finance S.A. | Packaging material and packaging container |
| BR112017005132B1 (pt) * | 2014-10-17 | 2022-04-19 | Tetra Laval Holdings & Finance Sa | Métodos para prover um laminado de película e um material de acondicionamento laminado |
| EP3093309B1 (en) | 2015-05-11 | 2018-03-21 | Coating Plasma Industrie | Process for depositing a gas barrier coating on a polymer film or polymer container, and polymer film or polymer container with coated with such a gas barrier |
| JP6832297B6 (ja) * | 2015-06-16 | 2021-03-24 | スリーエム イノベイティブ プロパティズ カンパニー | バリアフィルム、真空断熱パネル、及びそれを用いる防湿袋 |
| WO2016210067A1 (en) * | 2015-06-26 | 2016-12-29 | Nypro Inc. | Food product container and composition for same |
| US10549510B2 (en) | 2015-07-03 | 2020-02-04 | Amcor Flexibles Kreuzlingen Ag | Flexible multilayer packaging film with ultra-high barrier properties |
| ES2894648T3 (es) * | 2015-07-03 | 2022-02-15 | Tetra Laval Holdings & Finance | Película o lámina de barrera y material de envasado laminado que comprende la película o lámina y el recipiente de envasado preparado a partir del mismo |
| EP3124235A1 (en) | 2015-07-31 | 2017-02-01 | LEIPA Georg Leinfelder GmbH | Multilayer sheet material comprising evoh |
| CN108349205B (zh) * | 2015-10-29 | 2020-06-30 | 利乐拉瓦尔集团及财务有限公司 | 包含阻隔膜的层压包装材料和由其制造的包装容器 |
| BR112018003865B1 (pt) | 2015-10-29 | 2023-01-17 | Tetra Laval Holdings & Finance S.A | Película de barreira para uso em materiais de acondicionamento laminados para produtos alimentícios líquidos, material de acondicionamento laminado, e, recipiente de acondicionamento |
| CN108472937B (zh) * | 2015-10-29 | 2020-07-31 | 利乐拉瓦尔集团及财务有限公司 | 阻隔膜或片和包含该膜或片的层压包装材料以及由此制成的包装容器 |
| JP6631834B2 (ja) * | 2016-01-26 | 2020-01-15 | パナソニックIpマネジメント株式会社 | 金属張積層板、樹脂付き金属部材、及び配線板 |
| KR102017268B1 (ko) * | 2016-03-31 | 2019-09-03 | 주식회사 엘지화학 | 광학 필름 및 이의 제조방법 |
| DE102016210374A1 (de) * | 2016-06-10 | 2017-12-14 | Huhtamaki Flexible Packaging Germany Gmbh & Co. Kg | Siegelbare Polyolefinfolie, Verpackung mit einer siegelbaren Polyolefinfolie und Verfahren zur Herstellung der siegelbaren Polyolefinfolie |
| KR102174575B1 (ko) * | 2016-07-21 | 2020-11-05 | 미쓰이 가가쿠 가부시키가이샤 | 폴리프로필렌계 수지 조성물, 및 단층 및 다층 필름 |
| MX2019006246A (es) * | 2016-12-09 | 2019-08-21 | Jindal Films Americas Llc | Peliculas de oxido de metal, de barrera alta. |
| BR112019019957B1 (pt) * | 2017-03-31 | 2022-06-14 | Bemis Company, Inc | Filmes com recuperação de impacto de retorta |
| WO2018202479A1 (de) | 2017-05-05 | 2018-11-08 | Constantia Hueck Folien Gmbh & Co. Kg | Recyclingfreundliches, einfach reissbares verpackungslaminat mit guter barrierewirkung und verfahren zu dessen herstellung |
| EP3641951B1 (en) | 2017-06-22 | 2023-09-20 | The Procter & Gamble Company | Films including a water-soluble layer and a vapor-deposited organic coating |
| US10450119B2 (en) | 2017-06-22 | 2019-10-22 | The Procter & Gamble Company | Films including a water-soluble layer and a vapor-deposited inorganic coating |
| WO2019017333A1 (ja) * | 2017-07-18 | 2019-01-24 | 富士フイルム株式会社 | 容器、容器の製造方法、及び、薬液収容体 |
| DE102018101747A1 (de) * | 2018-01-26 | 2019-08-01 | Brückner Maschinenbau GmbH & Co. KG | Inline beschichtete biaxial orientierte Polypropylenfolie und Verfahren zu ihrer Herstellung |
| CN108307884B (zh) * | 2018-03-30 | 2024-04-26 | 孙琪 | 一种组装式保温透气大棚膜 |
| AT522884B1 (de) | 2020-02-18 | 2021-03-15 | Constantia Pirk Gmbh & Co Kg | Recyclebare Papierverpackung mit hoher Barriere gegen Wasserdampf und Sauerstoff |
| AT521168B1 (de) | 2018-06-21 | 2019-11-15 | Constantia Pirk Gmbh & Co Kg | Recycelfreundliches Verpackungslaminat mit verbesserter Wärmebeständigkeit beim Siegeln |
| EP3840951B1 (de) | 2018-08-23 | 2023-03-08 | Constantia Pirk GmbH & Co. KG | Recyclingfreundliches, einfach reissbares verpackungslaminat mit guter barrierewirkung und verfahren zu dessen herstellung |
| JP2020040258A (ja) * | 2018-09-07 | 2020-03-19 | 大日本印刷株式会社 | ガスバリア性積層体、包装材料用積層体および包装材料 |
| US20210347148A1 (en) | 2018-08-31 | 2021-11-11 | Dai Nippon Printing Co., Ltd. | Heat-sealable laminate, laminated substrate, laminate for gas barrier intermediate layer, laminate for packaging material, and packaging material |
| JP7282300B2 (ja) * | 2018-08-31 | 2023-05-29 | 大日本印刷株式会社 | 包装材料用積層体および包装材料 |
| JP2020157716A (ja) * | 2019-03-28 | 2020-10-01 | 大日本印刷株式会社 | 基材、包装材料用積層体および包装材料 |
| GB2577105B (en) | 2018-09-14 | 2022-04-06 | Innovia Films Ltd | Barrier film |
| MA54708A (fr) | 2019-01-11 | 2022-03-16 | Arielium Health Llc | Nouvelles méthodes et outils associés pour conversion de cbd en thc |
| WO2021019648A1 (ja) * | 2019-07-29 | 2021-02-04 | 凸版印刷株式会社 | ガスバリア積層体及びこれを用いた包装材 |
| JP7331537B2 (ja) * | 2019-07-31 | 2023-08-23 | 大日本印刷株式会社 | 多層基材、該多層基材を備える多層フィルム、該多層フィルムを備える積層体および該積層体を備える包装材料 |
| WO2021020558A1 (ja) * | 2019-07-31 | 2021-02-04 | 大日本印刷株式会社 | 多層基材、該多層基材を備える積層フィルム、該積層フィルムを備える積層体および該積層体を備える包装材料 |
| JP7382020B2 (ja) * | 2019-07-31 | 2023-11-16 | 大日本印刷株式会社 | 多層基材、該多層基材を備える多層フィルム、該多層フィルムを備える積層体および該積層体を備える包装材料 |
| WO2021065887A1 (ja) * | 2019-09-30 | 2021-04-08 | 大日本印刷株式会社 | バリア性積層体、該バリア性積層体を備えるヒートシール性積層体および該ヒートシール性積層体を備える包装容器 |
| IL291777A (en) * | 2019-09-30 | 2022-06-01 | Dainippon Printing Co Ltd | A barrier layered structure, a heat-sealing layered structure that includes a blocking layered structure and a packaging container with a heat-sealing layered structure |
| WO2021065888A1 (ja) * | 2019-09-30 | 2021-04-08 | 大日本印刷株式会社 | バリア性積層体、該バリア性積層体を備える包装容器 |
| JP7709672B2 (ja) * | 2019-09-30 | 2025-07-17 | 大日本印刷株式会社 | バリア性積層体、該バリア性積層体を備える包装容器 |
| JP6895135B2 (ja) * | 2019-09-30 | 2021-06-30 | 大日本印刷株式会社 | バリア性積層体、該バリア性積層体を備える包装容器 |
| JP7644897B2 (ja) * | 2019-09-30 | 2025-03-13 | 大日本印刷株式会社 | バリア性積層体、該バリア性積層体を備える包装容器 |
| US11518151B2 (en) | 2019-12-13 | 2022-12-06 | Hariharan Krishnan Nair | Barrier film and implementations thereof |
| EP3860852B1 (en) * | 2019-12-13 | 2023-07-19 | Hariharan Krishnan Nair | Barrier film and implementations thereof |
| CN111115009A (zh) * | 2019-12-30 | 2020-05-08 | 上海普丽盛包装股份有限公司 | 包装容器的坯料、包装容器及包装容器的打开方法 |
| EP3873739A1 (en) | 2020-01-06 | 2021-09-08 | Flint Hills Resources, LP | Polymeric substrate including a barrier layer |
| KR102305248B1 (ko) * | 2020-02-12 | 2021-09-24 | 도레이첨단소재 주식회사 | 가스 배리어 알루미늄 증착필름 및 그의 제조방법 |
| JP7695637B2 (ja) * | 2020-03-31 | 2025-06-19 | 大日本印刷株式会社 | 包装袋 |
| JP7784053B2 (ja) * | 2020-03-31 | 2025-12-11 | 大日本印刷株式会社 | 積層体、レトルト用またはボイル用パウチ |
| JP7238912B2 (ja) * | 2020-03-31 | 2023-03-14 | 大日本印刷株式会社 | 積層体、レトルト用またはボイル用パウチ |
| JP2021160258A (ja) * | 2020-03-31 | 2021-10-11 | 大日本印刷株式会社 | 積層体および包装容器 |
| JP2021160255A (ja) * | 2020-03-31 | 2021-10-11 | 大日本印刷株式会社 | 基材、蒸着基材、積層体および包装容器 |
| JP7784054B2 (ja) * | 2020-03-31 | 2025-12-11 | 大日本印刷株式会社 | 積層体、該積層体を備える電子レンジパウチ |
| JP2021160257A (ja) * | 2020-03-31 | 2021-10-11 | 大日本印刷株式会社 | 蒸着基材、積層体および包装容器 |
| WO2021210606A1 (ja) * | 2020-04-15 | 2021-10-21 | 株式会社クラレ | 回収性に優れる多層フィルム |
| DE102020111879A1 (de) | 2020-04-30 | 2021-11-04 | Kuhne Anlagenbau Gmbh | Verfahren zur Herstellung einer mehrschichtigen Verbundfolie, mehrschichtige Verbundfolie und deren Verwendung |
| JP7784052B2 (ja) * | 2020-06-04 | 2025-12-11 | 大日本印刷株式会社 | 積層体及びそれを用いた蓋材 |
| MX2022015306A (es) * | 2020-06-05 | 2023-01-11 | Dow Global Technologies Llc | Peliculas de termosellado con proteccion termolaminada sin adhesivo que incluyen el polietileno. |
| CN115697702A (zh) * | 2020-06-25 | 2023-02-03 | 株式会社可乐丽 | 多层膜和使用其而得的多层结构体 |
| CN116323206A (zh) * | 2020-08-14 | 2023-06-23 | 卓越塑料冲压股份有限公司Dba冲击塑料 | 阻隔增强的聚合物膜结构、制备方法及其制品 |
| FR3113859A1 (fr) * | 2020-09-10 | 2022-03-11 | Leygatech | Film multicouche étiré présentant une haute résistance à la température et son procédé de préparation |
| CN115103768A (zh) * | 2020-10-01 | 2022-09-23 | 哈里哈兰·克里希南·奈尔 | 阻挡层合体及其实施方式 |
| US11745484B2 (en) * | 2020-10-08 | 2023-09-05 | Polymeric Film & Bags, Inc. | Pet sandwich layer |
| WO2022106865A1 (en) * | 2020-11-18 | 2022-05-27 | Tpc Sb S.R.L. | Container, package and process for the packaging of an alcoholic beverage ready for consumption |
| US11794450B2 (en) | 2020-12-18 | 2023-10-24 | Altria Client Services Llc | Polymer-laminated metal lid |
| US20240308192A1 (en) * | 2021-02-01 | 2024-09-19 | Amcor Flexibles North America, Inc. | Paper packaging with thin film barrier |
| ES3063928T3 (en) | 2021-03-02 | 2026-04-21 | Yonwoo Co Ltd | Container for contents |
| KR102279627B1 (ko) | 2021-03-02 | 2021-07-21 | 한국콜마주식회사 | 내용물 용기 |
| JP7823319B2 (ja) * | 2021-03-23 | 2026-03-04 | 大日本印刷株式会社 | 積層体及び包装容器 |
| US20240200200A1 (en) * | 2021-04-08 | 2024-06-20 | Naci Tamer ÖZERDEN | Stretch film having metalized reflective surface providing heat insulation |
| US12576620B2 (en) | 2021-05-05 | 2026-03-17 | Superior Plastics Extrusion Co. Inc. | Modification of polypropylene resins with nucleating agents to enhance mechanical and barrier properties of films |
| AT525125B1 (de) * | 2021-06-02 | 2023-02-15 | Constantia Pirk Gmbh & Co Kg | Recyclingfähiges Papier-Verpackungslaminat mit dünner Barrierefolie und guter Aufreisseigenschaft |
| US12090733B2 (en) * | 2021-07-14 | 2024-09-17 | Epl Limited | Laminate of multilayer films and process thereof |
| CN118119508A (zh) * | 2021-10-21 | 2024-05-31 | 阿姆科挠性物品北美公司 | 用于高压蒸煮应用的可回收包装膜 |
| US12600544B2 (en) * | 2021-10-22 | 2026-04-14 | Georgia Tech Research Corporation | Coated membranes and methods of making the same |
| MX2024010150A (es) * | 2022-03-14 | 2024-08-26 | Tetra Laval Holdings & Finance | Metodo para manufacturar un sustrato a base de celulosa recubierto con una barrera, material de envasado laminado y recipiente de envasado que comprende el sustrato a base de celulosa asi manufacturado. |
| EP4499739A1 (de) * | 2022-03-24 | 2025-02-05 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Transferfolie und verfahren zur übertragung einer barriereschicht auf ein substrat |
| AU2023245512A1 (en) | 2022-03-29 | 2024-08-29 | Tetra Laval Holdings & Finance S.A. | A laminated packaging material and packaging container manufactured therefrom |
| ES3041951T3 (en) * | 2022-09-06 | 2025-11-17 | Tetra Laval Holdings & Finance | Laminated packaging material comprising a barrier layer and packaging container made therefrom |
| WO2024122534A1 (ja) * | 2022-12-05 | 2024-06-13 | 株式会社クラレ | 多層構造体及び液体用紙容器 |
| TW202528140A (zh) | 2023-10-05 | 2025-07-16 | 瑞士商利樂拉伐控股財務公司 | 層壓包裝材料,包含該層壓包裝材料的包裝容器,以及製造該材料和該容器之方法 |
| WO2025153227A1 (en) | 2024-01-15 | 2025-07-24 | Tetra Laval Holdings & Finance S.A. | Delaminable laminated packaging material, packaging container comprising the laminated packaging material, and methods of making and recycling the material and container |
| WO2025213199A1 (en) * | 2024-04-10 | 2025-10-16 | Mondi Ag | Multi-layer composite film |
| EP4635732A1 (en) | 2024-04-19 | 2025-10-22 | Tetra Laval Holdings & Finance S.A. | Recyclable laminated packaging material, packaging container comprising the laminated packaging material, and methods of making and recycling the material and container |
| EP4640423A1 (en) | 2024-04-24 | 2025-10-29 | Tetra Laval Holdings & Finance S.A. | Delaminable laminated packaging material, packaging container comprising delaminable laminated packaging material, and methods of making and recycling the material and container |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH97471A (de) | 1921-06-10 | 1923-01-16 | Wikschtroem Jakob | Maschine zur Herstellung von Nägeln aus Draht. |
| DE69232102T2 (de) * | 1991-03-20 | 2002-01-31 | Kuraray Co., Ltd | Verfahren zur Herstellung eines Mehrschichtenverbundfilms |
| JP2647601B2 (ja) * | 1991-03-20 | 1997-08-27 | 株式会社クラレ | 多層構成フィルム及びその製造方法 |
| US5153074A (en) | 1991-11-05 | 1992-10-06 | Mobil Oil Corporation | Metallized film combination |
| ATE151013T1 (de) | 1991-11-05 | 1997-04-15 | Mobil Oil Corp | Metallisierte filmstruktur und verfahren |
| US6472081B1 (en) * | 1994-09-26 | 2002-10-29 | Exxonmobil Oil Corporation | Semi-transparent high barrier film |
| JP4219993B2 (ja) * | 1996-12-13 | 2009-02-04 | 大日本印刷株式会社 | 積層材およびそれを使用した包装用容器 |
| JP2000085048A (ja) * | 1998-09-08 | 2000-03-28 | Dainippon Printing Co Ltd | 積層材 |
| US6479160B1 (en) * | 2001-03-09 | 2002-11-12 | Honeywell International Inc. | Ultra high oxygen barrier films and articles made therefrom |
| MXPA04010593A (es) * | 2002-03-25 | 2005-05-27 | Int Paper Co | Productos laminados de barrera sin hojas metalicas. |
| AU2003298148B2 (en) * | 2002-11-29 | 2009-01-22 | Treofan Germany Gmbh & Co. Kg | Biaxially oriented film comprising a layer consisting of ethylene vinyl alcohol copolymer (EVOH) |
| JP2004230809A (ja) * | 2003-01-31 | 2004-08-19 | Nihon Tetra Pak Kk | バリア性包装材料の製造法 |
| DE102005020913B3 (de) | 2005-05-04 | 2006-08-03 | Brückner Maschinenbau GmbH | Hochfeste Barrierefolie für Verpackungszwecke auf Polypropylenbasis, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE102005025472A1 (de) * | 2005-06-02 | 2006-12-07 | Brückner Maschinenbau GmbH | Coextrudierte mehrschichtige Batteriefolie mit wenigstens einer Folienlage aus Ethylen-Vinylalkohol-Copolymerisat (EVOH), Verfahren zu ihrer Herstellung und ihre Verwendung |
| JP2007261074A (ja) * | 2006-03-28 | 2007-10-11 | Nippon Synthetic Chem Ind Co Ltd:The | 多層延伸フィルム |
| JP2007283565A (ja) * | 2006-04-14 | 2007-11-01 | Mitsubishi Plastics Ind Ltd | ガスバリア性フィルム、並びに該フィルムを用いた包装材及び包装体 |
| WO2007129371A1 (ja) * | 2006-04-25 | 2007-11-15 | The Nippon Synthetic Chemical Industry Co., Ltd. | 多層フィルム |
| FR2917381B1 (fr) * | 2007-06-15 | 2009-10-16 | Ceva Sante Animale Sa | Conditionnement plastique multicouche pour la conservation d'une composition pharmaceutique |
| CN102007179B (zh) * | 2008-04-14 | 2012-10-10 | 日本合成化学工业株式会社 | 树脂组合物和使用其的多层结构体 |
| US8377529B2 (en) * | 2009-07-28 | 2013-02-19 | Cryovac, Inc. | Ultra high barrier aseptic film and package |
| WO2011103452A1 (en) * | 2010-02-19 | 2011-08-25 | Toray Plastics (America) , Inc. | Multi-layer high moisture barrier polylactic acid film |
-
2012
- 2012-09-15 SA SA112330849A patent/SA112330849B1/ar unknown
- 2012-09-17 BR BR112013032527A patent/BR112013032527B8/pt active IP Right Grant
- 2012-09-17 CN CN201710952325.3A patent/CN107757031B/zh active Active
- 2012-09-17 KR KR1020147004723A patent/KR20140063626A/ko not_active Ceased
- 2012-09-17 CN CN201280030671.1A patent/CN103608178A/zh active Pending
- 2012-09-17 EP EP12759709.4A patent/EP2758239B1/en active Active
- 2012-09-17 MX MX2013014860A patent/MX342902B/es active IP Right Grant
- 2012-09-17 WO PCT/EP2012/068190 patent/WO2013041469A1/en not_active Ceased
- 2012-09-17 RU RU2014115719/05A patent/RU2600350C2/ru active
- 2012-09-17 CA CA2846657A patent/CA2846657A1/en not_active Abandoned
- 2012-09-17 AU AU2012311710A patent/AU2012311710B2/en not_active Ceased
- 2012-09-17 ES ES12759709T patent/ES2825028T3/es active Active
- 2012-09-17 JP JP2014530249A patent/JP6486104B2/ja active Active
- 2012-09-19 AR ARP120103453A patent/AR087960A1/es not_active Application Discontinuation
- 2012-09-27 US US14/127,161 patent/US9662863B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11214044B2 (en) | 2016-03-08 | 2022-01-04 | Lg Chem, Ltd. | Multilayer film comprising polyalkylene carbonate and manufacturing method of the same |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140199505A1 (en) | 2014-07-17 |
| BR112013032527B8 (pt) | 2020-06-30 |
| JP2014531341A (ja) | 2014-11-27 |
| ES2825028T3 (es) | 2021-05-14 |
| BR112013032527A2 (pt) | 2017-03-01 |
| RU2014115719A (ru) | 2015-10-27 |
| MX342902B (es) | 2016-10-18 |
| CN107757031A (zh) | 2018-03-06 |
| MX2013014860A (es) | 2014-03-31 |
| CN107757031B (zh) | 2021-06-01 |
| US9662863B2 (en) | 2017-05-30 |
| AU2012311710B2 (en) | 2016-02-04 |
| EP2758239A1 (en) | 2014-07-30 |
| CA2846657A1 (en) | 2013-03-28 |
| RU2600350C2 (ru) | 2016-10-20 |
| AU2012311710A1 (en) | 2014-04-10 |
| AR087960A1 (es) | 2014-04-30 |
| EP2758239B1 (en) | 2020-08-19 |
| JP6486104B2 (ja) | 2019-03-20 |
| SA112330849B1 (ar) | 2017-10-12 |
| CN103608178A (zh) | 2014-02-26 |
| WO2013041469A1 (en) | 2013-03-28 |
| BR112013032527B1 (pt) | 2020-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2758239B1 (en) | A multilayer barrier film, a packaging laminate comprising the film, a packaging container formed from the packaging laminate and a method for the production of the film | |
| CN102481763B (zh) | 有密封涂层的热机械稳定的可热封膜,含有该膜的层压包装材料,由所述层压包装材料形成的包装容器和所述膜的制造方法 | |
| US20110143070A1 (en) | Thermo-mechanically stable, heat sealable film, a barrier coated such film, a packaging laminate comprising the film, a packaging container formed from the packaging laminate and a method for the production of the film | |
| EP2451641B1 (en) | High barrier packaging laminate, method for manufacturing of the packaging laminate and packaging container | |
| JP4977694B2 (ja) | 少なくとも1つのエチレン−ビニルアルコール−共重合体(evoh)から成るフィルム層を備え同時押出成形された多層保護フィルム、その製造方法及びその使用方法 | |
| US20250206005A1 (en) | A laminated packaging material and packaging container manufactured therefrom | |
| CA2573794C (en) | A polymer film for use as a packaging laminate and a process for the production of the same | |
| EP3368300B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| GL et al. | A MULTILAYER BARRIER FILM, A PACKAGING LAMINATE COMPRISING THE FILM, A PACKAGING CONTAINER FORMED |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |