KR20140069111A - 압축성 탄성 스프링 - Google Patents
압축성 탄성 스프링 Download PDFInfo
- Publication number
- KR20140069111A KR20140069111A KR1020147009274A KR20147009274A KR20140069111A KR 20140069111 A KR20140069111 A KR 20140069111A KR 1020147009274 A KR1020147009274 A KR 1020147009274A KR 20147009274 A KR20147009274 A KR 20147009274A KR 20140069111 A KR20140069111 A KR 20140069111A
- Authority
- KR
- South Korea
- Prior art keywords
- thickness
- central axis
- axial
- pair
- rigid member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007787 solid Substances 0.000 claims abstract description 72
- 238000000034 method Methods 0.000 claims abstract description 31
- 239000013013 elastic material Substances 0.000 claims abstract description 6
- 230000002093 peripheral effect Effects 0.000 claims description 29
- 239000000463 material Substances 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 238000000465 moulding Methods 0.000 claims description 6
- 230000035515 penetration Effects 0.000 claims description 5
- 238000006073 displacement reaction Methods 0.000 claims description 3
- 238000007493 shaping process Methods 0.000 claims description 3
- 230000008878 coupling Effects 0.000 claims 2
- 238000010168 coupling process Methods 0.000 claims 2
- 238000005859 coupling reaction Methods 0.000 claims 2
- 230000000630 rising effect Effects 0.000 claims 1
- 230000008569 process Effects 0.000 abstract description 5
- 230000006835 compression Effects 0.000 description 8
- 238000007906 compression Methods 0.000 description 8
- 230000008901 benefit Effects 0.000 description 4
- 229920001634 Copolyester Polymers 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 241000381592 Senegalia polyacantha Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000013536 elastomeric material Substances 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/36—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers
- F16F1/373—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers characterised by having a particular shape
- F16F1/3732—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers characterised by having a particular shape having an annular or the like shape, e.g. grommet-type resilient mountings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/36—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers
- F16F1/40—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers consisting of a stack of similar elements separated by non-elastic intermediate layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/70—Interfitted members
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Springs (AREA)
Abstract
Description
도 2는 도 1의 탄성 스프링의 평면도;
도 3은 도 2의 선 Ⅲ-Ⅲ에 따른 탄성 스프링의 단면 정면도;
도 4는 도 1~3의 탄성 스프링을 제조하는 데에 이용되는 프리폼의 정면도;
도 5는 도 1~3의 스프링을 형성하는 데에 이용되는 성형판(forming plates)의 정면도;
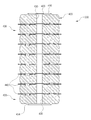
도 6은 도 1~3의 탄성 스프링을 이용한 스프링 스택의 정면도;
도 7은 특히 한 쌍의 단부(end) 판상부재를 도시한, 도 6의 스프링 스택의 정면도; 및
도 8은 특히 스프링 스택 내에 일렬로 배치된 강성 판상부재상에 고형의 스톱들(solid stops)을 도시한, 도 6의 스프링 스택의 부분적인 단면 정면도이다.
Claims (29)
- 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 중심축을 형성하고 탄성 재료로 제조된 실질적 고형의 본체;
(b) 상기 실질적 고형의 본체의 일 단부상에 축방향으로 직립해 있는 실질적 고형의 교대; 및
(c) 상기 중심축에 대해 실질적으로 가로놓인 면에서 상기 축방향 교대의 말단부상에 배치된 립을 포함하는 것을 특징으로 하는 압축성 스프링. - 제1항에 있어서,
상기 실질적 고형의 본체의 두께 및 상기 실질적 고형의 교대의 두께를 통하여 형성된 축방향 구멍을 더 포함하는 것을 특징으로 하는 압축성 스프링. - 제1항에 있어서,
상기 실질적 고형의 본체는 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 상기 중심축에 대해 일반적으로 가로놓인 제1 면에 배치된 제1 단부면을 갖는 상기 실질적 고형의 본체의 제1 축단부;
(b) 상기 중심축에 대해 일반적으로 가로놓인 제2 면에 배치된 제2 단부면을 갖고, 상기 제2 단부면은 상기 중심축을 따라 상기 제1 단부면으로부터 이격된 상기 실질적 고형의 본체의 제2 축단부;
(c) 상기 중심축을 따라 상기 제1 및 제2 단부면 사이의 거리에 의해 형성된 상기 실질적 고형의 본체의 상기 두께;
(d) 상기 제1 및 제2 축단부를 결합시키는 바깥쪽으로 만곡된 주변면; 및
(e) 상기 제1 및 제2 단부면 중 한 단부면상에 직립해 있는 상기 실질적 고형의 교대를 포함하는 것을 특징으로 하는 압축성 스프링. - 제1항에 있어서,
상기 실질적 고형의 교대는 전체에 걸쳐 실질적으로 균일한 직경을 갖는 것을 특징으로 하는 압축성 스프링. - 제1항에 있어서,
상기 립은 상기 중심축에 대해 실질적으로 가로놓인 상기 면에서 환형을 갖는 것을 특징으로 하는 압축성 스프링. - 제1항에 있어서,
리지를 더 포함하는 것을 특징으로 하는 압축성 스프링. - 제 6항에 있어서,
상기 리지는 환형이고 상기 실질적 고형의 본체의 맞은편 단부상에 축방향으로 배치되어 있으며, 상기 환형 리지는 상기 중심축의 면과 실질적으로 평행한 면에 일반적 삼각형의 단면을 갖고, 상기 일반적 삼각형의 단면의 베이스는 상기 맞은편 단부의 단부면상에 배치된 것을 특징으로 하는 압축성 스프링. - 제1항에 있어서,
최소 하나의 강성부재를 더 포함하며, 상기 최소 하나의 강성부재는 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 상기 최소 하나의 강성부재의 두께를 형성하기 위해 상기 중심축을 따라 서로로부터 이격된 한 쌍의 실질적 평면으로, 상기 한 쌍의 실질적 평면 중 하나는 상기 실질적 고형의 본체의 상기 일 단부의 상기 단부면에 인접하여 결합하는 상기 한 쌍의 실질적 평면;
(b) 상기 최소 하나의 강성부재의 두께를 통해 형성된 중심개구로, 상기 축방향 교대가 그 안에 효과적으로 수용되도록 크기가 설정된 상기 중심개구;
(c) 상기 최소 하나의 강성부재의 상기 한 쌍의 실질적 평면 중 맞은편 평면을 지나 소정의 거리를 연장하는 상기 축방향 교대의 상기 말단부; 및
(d) 상기 실질적 고형의 본체의 상기 일 단부의 상기 단부면 중 하나와 상기 립의 내면 사이에 케이징된 상기 최소 하나의 강성부재의 두께 부분을 포함하는 것을 특징으로 하는 압축성 스프링. - 제 8항에 있어서,
상기 케이징된 두께 부분은 상기 최소 하나의 강성부재의 나머지 두께 부분과 동일 평면에 배치된 것을 특징으로 하는 압축성 스프링. - 제 8항에 있어서,
하기를 더 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 상기 최소 하나의 강성부재의 상기 한 쌍의 실질적 평면 중 상기 한 평면상에 소정의 패턴으로 직립해 있는 복수 개의 돌출부;
(b) 복수 개의 개구 각각이 상기 최소 하나의 강성부재의 상기 두께 및 상기 복수 개의 돌출부 중 각각 하나의 두께를 조합으로 형성하는 두께를 통해 형성되고, 환형 돌출부를 갖는 상기 복수 개의 개구; 및
(c) 상기 실질적 고형의 본체의 상기 두께 안으로 상기 최소 하나의 강성부재의 복수 개의 환형 돌출부 각각에 의한 침투부를 더 포함하는 것을 특징으로 하는 압축성 스프링. - 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 하기를 포함하는 것을 특징으로 하는, 중심축을 형성하고 탄성 재료로 제조된 실질적 고형의 본체;
상기 (a) 구성은,
i. 상기 중심축에 대해 일반적으로 가로놓인 제1 면에 배치된 제1 단부면을 갖는 상기 실질적 고형의 본체의 제1 축단부,
ii. 상기 중심축에 대해 일반적으로 가로놓인 제2 면에 배치된 제2 단부면을 갖고, 상기 제2 단부면은 상기 중심축을 따라 상기 제1 단부면으로부터 이격된 상기 실질적 고형의 본체의 제2 축단부,
iii. 상기 중심축을 따라 상기 제1 및 제2 단부면 사이의 거리에 의해 형성된 상기 실질적 고형의 본체의 두께, 및
iv. 상기 제1 및 제2 축단부를 결합하는 바깥쪽으로 만곡된 주변면을 포함하고,
(b) 상기 제1 및 제2 단부면 중 한 단부면 상에 축방향으로 직립해 있는 교대로써, 전체에 걸쳐 실질적으로 균일한 두께 및 실질적으로 균일한 직경을 각각 갖는 상기 교대;
(c) 상기 실질적 고형의 본체의 상기 두께를 통해 그리고 상기 교대의 상기 두께를 통해 형성된 축방향 구멍; 및
(d) 상기 제1 및 제2 일반적 평면 중 맞은편 평면상에 축방향으로 배치된 환형 리지로써, 상기 중심축의 면과 실질적으로 평행한 면에 일반적 삼각형의 단면을 갖고, 상기 일반적 삼각형의 단면의 베이스는 상기 제1 및 제2 단부면의 상기 맞은편 평면상에 놓여있는 상기 환형 리지를 포함하는 것을 특징으로 하는 압축성 스프링. - 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 하기를 포함하는 것을 특징으로 하는, 중심축을 형성하고 탄성 재료로 제조된 실질적 고형의 본체;
상기 (a) 구성은,
i. 상기 중심축에 대해 일반적으로 가로놓인 제1 면에 배치된 제1 단부면을 갖는 상기 실질적 고형의 본체의 제1 축단부,
ii. 상기 중심축에 대해 일반적으로 가로놓인 제2 면에 배치된 제2 단부면을 갖고, 상기 제2 단부면은 상기 중심축을 따라 상기 제1 단부면으로부터 이격된 상기 실질적 고형의 본체의 제2 축단부,
iii. 상기 중심축을 따라 상기 제1 및 제2 단부면 사이의 거리에 의해 형성된 상기 실질적 고형의 본체의 두께, 및
iv. 상기 제1 및 제2 축단부를 결합하는 바깥쪽으로 만곡된 주변면을 포함하고,
(b) 상기 제1 및 제2 단부면 중 하나에 축방향으로 직립해 있는 교대로써, 전체에 걸쳐 실질적으로 균일한 두께 및 실질적으로 균일한 직경을 각각 갖는 상기 교대;
(c) 상기 실질적 고형의 본체의 상기 두께 및 상기 교대의 상기 두께를 통해 형성된 축방향 구멍; 및
(d) 상기 중심축에 대해 실질적으로 가로놓인 면에서 상기 축방향 교대의 말단부상에 배치된 환형 립을 포함하는 것을 특징으로 하는 압축성 스프링. - 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 중심축을 형성하고, 하기를 포함하는 것을 특징으로 하는 단일의, 일체형 압축성 탄성 본체;
상기 (a) 구성은,
i. 상기 중심축에 대해 일반적으로 가로놓인 제1 면에 배치된 단부면을 갖는 제1 축단부,
ii. 상기 중심축에 대해 일반적으로 가로놓인 제2 면에 배치된 단부면을 갖고, 상기 제2 단부는 상기 중심축을 따라 상기 제1 축단부로부터 이격된 제2 축단부,
iii. 상기 제1 및 제2 축단부 사이의 축방향의 거리에 의해 형성된 상기 압축성 탄성 패드의 두께,
iv. 상기 제1 및 제2 축단부를 결합하는 바깥쪽으로 만곡된 주변면,
v. 상기 제1 및 제2 축단부 중 한 축단부의 상기 단부면 상에 축방향으로 직립해 있는 교대,
vi. 상기 실질적 고형의 본체의 상기 두께를 통해 그리고 상기 교대의 상기 두께를 통해 형성된 축방향 구멍, 및
vii. 상기 제1 및 제2 축단부 중 맞은편 축단부의 상기 단부면 상에 축방향으로 배치된 환형 리지로써, 상기 중심축의 면과 실질적으로 평행한 면에 대해 일반적 삼각형의 단면을 갖고, 상기 삼각형 단면의 베이스는 상기 제1 및 제2 축단부 중 상기 맞은편 축단부의 상기 단부면 상에 놓여있는 상기 환형 리지를 포함하고,
(b) 하기를 포함하는 것을 특징으로 하는 최소 하나의 강성부재;
상기 (b) 구성은,
i. 상기 최소 하나의 강성부재의 두께를 형성하기 위해 상기 중심축을 따라 서로로부터 이격된 한 쌍의 실질적 평면으로써, 상기 한 쌍의 실질적 평면 중 하나는 상기 제1 및 제2 축단부 중 한 축단부의 상기 단부면에 인접하여 결합하는 상기 한 쌍의 실질적 평면,
ii. 상기 최소 하나의 강성부재의 두께를 통해 형성된 중심개구로써, 상기 축방향 교대가 그 안에 효과적으로 수용되도록 크기가 설정되어 있고, 상기 축방향 교대의 말단부는 상기 강성부재의 상기 한 쌍의 실질적 평면 중 맞은편 평면을 지나 소정의 거리를 연장하는 상기 중심개구,
iii. 상기 최소 하나의 강성부재의 상기 한 쌍의 실질적 평면 중 상기 한 평면상에 소정의 패턴으로 직립해 있는 복수 개의 돌출부, 및
iv. 상기 최소 하나의 강성부재의 상기 두께와 상기 돌출부를 통해 형성되고, 환형 돌출부를 형성하는 복수 개의 개구를 포함하며,
(c) 상기 최소 하나의 강성부재에 하기를 포함하는 것을 특징으로 하는 상기 압축성 탄성 패드를 고정하기 위한 수단;
상기 (c) 구성은,
i. 상기 중심축에 대해 실질적으로 가로놓인 면에서 상기 축방향 교대의 상기 말단부상에 배치된 환형 립,
ii. 상기 압축성 탄성 패드의 상기 제1 및 제2 축단부 중 상기 한 축단부의 상기 단부면 중 상기 한 단부면과 상기 환형 립의 내면 사이에 케이징된 상기 최소 하나의 강성부재의 환형 두께 부분, 및
iii. 상기 압축성 탄성 본체의 상기 두께 안으로 상기 최소 하나의 강성부재의 상기 복수 개의 환형 돌출부 각각에 의한 침투부를 포함하는 것을 특징으로 하는 압축성 스프링. - 제13항에 있어서,
상기 최소 하나의 강성부재는 상기 최소 하나의 강성부재의 상기 한 쌍의 실질적 평면 중 맞은편 평면상에 소정의 패턴으로 직립해 있는 추가적인 복수 개의 돌출부를 포함하고, 상기 최소 하나의 강성부재 및 상기 추가적인 복수 개의 돌출부의 두께를 통해 형성되고 추가적인 복수 개의 환형 돌출부를 형성하는 추가적인 복수 개의 개구를 더 포함하는 것을 특징으로 하는 압축성 스프링. - 제13항에 있어서,
상기 축방향 구멍 길이의 최소 15%는 전체에 걸쳐 실질적으로 균일한 직경을 갖는 것을 특징으로 하는 압축성 스프링. - 제13항에 있어서,
상기 케이징된 환형 두께 부분은 상기 최소 하나의 강성부재의 나머지 두께 부분과 동일한 면에 배치된 것을 특징으로 하는 압축성 스프링. - 하기를 포함하는 것을 특징으로 하는 압축성 스프링:
(a) 상기 스프링의 종축을 따라 서로 일렬로 배치된 복수 개의 탄성 패드;
(b) 복수 개의 판상부재 각각의 일 표면이 인접하게 배치된 한 쌍의 탄성 패드 각각의 단부면과 직접 접촉하도록 포지셔닝되기 위하여 상기 인접하게 배치된 한 쌍의 탄성 패드 사이에 상기 복수 개의 판상부재 각각이 삽입된 상기 복수 개의 판상부재;
(c) 상기 복수 개의 판상부재 각각의 두께를 통해 형성된 중심개구;
(d) 상기 복수 개의 탄성 패드 각각의 일 단부면상에 직립해 있고, 각각 포지셔닝된 중심개구를 통과하도록 크기가 설정된 축방향 교대; 및
(e) 상기 중심축에 대해 실질적으로 가로놓인 면에서 상기 축방향 교대의 말단부상에 배치되어 있고 상기 중심개구 주위의 두께 부분을 케이징하는 주변립을 포함하는 것을 특징으로 하는 압축성 스프링. - 제17항에 있어서,
상기 복수 개의 판상부재 중 최소 하나는 주변플랜지를 포함하고, 상기 주변플랜지는 상기 종축을 향하여 안쪽으로 테이퍼링하는 제1 부분 및 제2 부분을 갖는 것을 특징으로 하는 압축성 스프링. - 하기의 단계를 포함하는 것을 특징으로 하는 압축성 탄성 스프링의 제조 방법:
(a) 프리폼 본체의 중심축에 대해 수직으로 배치된 소정의 단면, 상기 프리폼 본체의 두께를 형성하는 한 쌍의 이격된 축단부, 상기 중심축에 대해 수직으로 배치된 일반적 평면 각각을 갖는 상기 한 쌍의 축단부 각각, 상기 한 쌍의 축단부 중 한 축단부상에 직립해 있는 축방향의 실질적 고형의 교대, 그리고 상기 실질적 고형의 본체의 상기 두께 각각 및 상기 실질적 고형의 교대의 두께를 통해 형성된 축방향 구멍을 포함하는 실질적 고형의 단일의 일체형 상기 프리폼 본체를 제공;
(b) 최소 하나의 세장형부재가 한 쌍의 성형부재 중 하나와 일체로 배치되고 그 표면에 고정되어 있는 상기 한 쌍의 성형부재를 제공;
(c) 상기 한 쌍의 성형부재 사이에 상기 실질적 고형의 프리폼 본체를 포지셔닝;
(d) 상기 세장형부재를 상기 축방향 구멍 안으로 삽입; 및
(e) 축방향 힘을 상기 한 쌍의 성형부재 중 최소 하나에 인가하는 단계를 포함하는 것을 특징으로 하는 압축성 탄성 스프링의 제조 방법. - 제19항에 있어서,
단계 (e)에서 상기 축방향 힘을 인가하기 전에 상기 교대가 있는 상기 축단부상에 강성부재를 포지셔닝하는 추가적인 단계를 포함하는 것을 특징으로 하는 압축성 탄성 스프링의 제조 방법. - 제19항에 있어서,
상기 한 쌍의 성형부재 중 맞은편 성형부재 안에 구멍들을 제공하는 추가적인 단계를 포함하는 것을 특징으로 하는 압축성 탄성 스프링의 제조 방법. - 제19항에 있어서,
상기 한 쌍의 축단부 중 맞은편 축단부 상에 환형 리지를 형성하는 추가적인 단계를 포함하는 것을 특징으로 하는 압축성 탄성 스프링의 제조 방법. - 제19항에 있어서,
상기 한 쌍의 축단부 중 맞은편 축단부상에 복수 개의 돌출부를 형성하는 추가적인 단계를 포함하는 것을 특징으로 하는 압축성 탄성 스프링의 제조 방법. - 최소 한 쌍의 압축성 탄성 패드와 압축성 스프링의 중심축을 따라 서로 축방향으로 배치된 부재를 갖는 압축성 스프링에 있어서, 하기를 포함하는 것을 특징으로 하는 상기 판상부재에 상기 압축성 탄성 패드를 고정하기 위한 수단:
(a) 상기 압축성 탄성 패드의 한 쌍의 단부면 중 하나의 단부면상에 축방향으로 직립해 있는 교대;
(b) 상기 중심축에 대해 실질적으로 가로놓인 면에서 상기 교대의 말단부상에 배치된 주변립; 및
(c) 상기 압축성 탄성 패드의 상기 일 단부면과 상기 주변립의 내면 사이에 케이징된 상기 판상부재의 두께 부분을 포함하는 것을 특징으로 하는 상기 판상부재에 상기 압축성 탄성 패드를 고정하기 위한 수단. - 제24항에 있어서,
상기 판상부재의 일 표면상에 소정의 패턴으로 직립해 있는 복수 개의 환형 돌출부 및 상기 압축성 탄성 패드의 두께 안으로 상기 판상부재의 상기 복수 개의 환형 돌출부 각각에 의한 침투부를 더 포함하는 것을 특징으로 하는 상기 판상부재에 상기 압축성 탄성 패드를 고정하기 위한 수단. - 제24항에 있어서,
상기 탄성 패드와 상기 교대 각각을 통해 형성된 축방향 구멍을 더 포함하는 것을 특징으로 하는 상기 판상부재에 상기 압축성 탄성 패드를 고정하기 위한 수단. - 하기를 포함하는 것을 특징으로 하는 압축성 탄성 스프링을 형성하기 위한 조립체:
(a) 제1 성형부재;
(b) 상기 제1 성형부재의 일 단부상에 배치된 제1 단부를 갖는 세장형부재로서, 상기 일 단부에 실질적으로 수직으로 연장되어 있고 중심축을 형성하는 상기 세장형부재;
(c) 상기 중심축을 따라 상기 제1 성형부재와 축방향으로 포지셔닝된 제2 성형부재; 및
(d) 상기 제2 성형부재를 통해 축방향으로 형성되어 있고, 상기 세장부의 축방향으로 맞은편 단부가 축방향 구멍 내에서 상호 선형 이동을 가이딩하도록 개조된 상기 구멍을 포함하는 것을 특징으로 하는 압축성 탄성 스프링을 형성하기 위한 조립체. - 제27항에 있어서,
상기 제1 성형부재의 상기 일 단부에 배치된 최소 하나의 마그넷을 더 포함하는 것을 특징으로 하는 압축성 탄성 스프링을 형성하기 위한 조립체. - 제28항에 있어서,
상기 제2 성형부재에 형성된 복수 개의 구멍을 더 포함하는 것을 특징으로 하는 압축성 탄성 스프링을 형성하기 위한 조립체.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/233,270 US9562582B2 (en) | 2011-09-15 | 2011-09-15 | Compressible elastomeric spring |
| US13/233,270 | 2011-09-15 | ||
| PCT/US2012/055010 WO2013040128A2 (en) | 2011-09-15 | 2012-09-13 | Compressible elastomeric spring |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140069111A true KR20140069111A (ko) | 2014-06-09 |
| KR101980718B1 KR101980718B1 (ko) | 2019-05-21 |
Family
ID=47879937
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147009274A Active KR101980718B1 (ko) | 2011-09-15 | 2012-09-13 | 압축성 탄성 스프링 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US9562582B2 (ko) |
| EP (1) | EP2755879A4 (ko) |
| KR (1) | KR101980718B1 (ko) |
| CN (1) | CN103889816B (ko) |
| AU (1) | AU2012308671B2 (ko) |
| CA (1) | CA2848207C (ko) |
| IN (1) | IN2014KN00790A (ko) |
| MX (1) | MX356200B (ko) |
| RU (1) | RU2622433C2 (ko) |
| UA (1) | UA116439C2 (ko) |
| WO (1) | WO2013040128A2 (ko) |
| ZA (1) | ZA201401860B (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2871090T3 (pl) | 2013-11-06 | 2021-04-19 | Abb Schweiz Ag | Ładowarka do pojazdów elektrycznych z rozproszonym arbitrażem konwertera mocy |
| EA028282B1 (ru) * | 2014-12-08 | 2017-10-31 | Общество с ограниченной ответственностью "Техсинтэк" | Опорный скользун |
| EA028166B1 (ru) * | 2015-02-09 | 2017-10-31 | Общество с ограниченной ответственностью "Техсинтэк" | Опорный скользун |
| CN106555831A (zh) * | 2015-09-30 | 2017-04-05 | 明光市奇美橡塑有限公司 | 一种橡胶缓冲垫 |
| KR101723651B1 (ko) * | 2016-05-04 | 2017-04-06 | 주식회사 디랙스 | 트레드밀 |
| CN109004793B (zh) * | 2018-08-02 | 2020-04-21 | 珠海格力电器股份有限公司 | 一种减震圈组件及具有其的电机 |
| CN111022537A (zh) * | 2019-12-27 | 2020-04-17 | 中国船舶重工集团公司第七0三研究所 | 一种可控轴向弹力的弹性环结构 |
| RU2771338C1 (ru) * | 2021-08-23 | 2022-04-29 | Олег Николаевич ГОЛОВАЧ | Поглощающий аппарат |
| RU208836U1 (ru) * | 2021-08-31 | 2022-01-17 | Олег Николаевич ГОЛОВАЧ | Поглощающий аппарат |
| KR102741258B1 (ko) | 2024-09-23 | 2024-12-11 | 주식회사 에이티에스 | 직렬 결합방식을 갖는 폴리머 스프링 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4566678A (en) * | 1982-08-27 | 1986-01-28 | Miner Enterprises | Polymeric apparatus and method of making the same |
| US5335403A (en) * | 1993-07-02 | 1994-08-09 | Miner Enterprises, Inc. | Method for making an elastomeric spring assembly |
| US5351844A (en) * | 1993-06-01 | 1994-10-04 | Miner Enterprises, Inc. | Elastomeric spring unit |
| US20080290058A1 (en) * | 2007-05-23 | 2008-11-27 | Palermo Michael R | Railroad car draft gear |
| KR20100020950A (ko) * | 2007-05-01 | 2010-02-23 | 웹텍 홀딩 코포레이션 | 압축성 탄성 스프링을 위한 탄성 패드 |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1039773A (en) | 1910-10-07 | 1912-10-01 | Western Electric Co | Telephone-switchboard. |
| US1772414A (en) | 1928-07-13 | 1930-08-05 | Brooke-Hunt Godfrey Leveson | Shock absorber, resilient suspension means, and the like |
| US2486741A (en) | 1946-01-04 | 1949-11-01 | Perma Realty Co | Shock absorbing mechanism |
| BE473482A (ko) | 1946-07-17 | |||
| US2553635A (en) | 1948-12-07 | 1951-05-22 | Miner Inc W H | Cushioning unit for shock absorbers |
| US2553636A (en) | 1948-12-08 | 1951-05-22 | Miner Inc W H | Rubber cushioning unit for shock absorbers |
| US2726080A (en) | 1952-03-13 | 1955-12-06 | Miner Inc W H | Cushioning means for shock absorbers |
| US2713485A (en) | 1952-05-28 | 1955-07-19 | Miner Inc W H | Rubber cushioning units for shock absorbers |
| BE529416A (ko) | 1953-06-08 | |||
| US2810485A (en) | 1954-08-31 | 1957-10-22 | Cardwell Westinghouse Co | Shock absorbing device |
| US2982536A (en) | 1956-11-30 | 1961-05-02 | Mobay Chemical Corp | Spring |
| US3279048A (en) | 1963-02-01 | 1966-10-18 | Weyerhaeuser Co | Method of making a moldable wood fiber mat with metal insert |
| US3290919A (en) | 1963-12-18 | 1966-12-13 | Cincinnati Milling Machine Co | High pressure hydraulic forming press |
| US3311331A (en) | 1965-10-07 | 1967-03-28 | Lowell Ind Inc | Vibration absorbing combination |
| FR1591554A (ko) | 1968-04-11 | 1970-05-04 | ||
| DE1993283U (de) | 1968-05-30 | 1968-09-05 | Erhardt Reitter | Stiftfoermiges, federndes maschinenbauelement. |
| FR1601695A (ko) | 1968-12-31 | 1970-09-07 | ||
| US3677535A (en) | 1970-08-24 | 1972-07-18 | Lord Corp | Axial suspension system that accommodate relative lateral movement |
| US3684271A (en) | 1970-10-09 | 1972-08-15 | Clevite Corp | Shock absorbing device for draft gear |
| SU386793A1 (ru) * | 1971-12-21 | 1973-06-21 | Всесоюзный научно исследовательский институт вагоностроени , Мытищинский машиностроительный завод | ЫчБ^1ИО |
| US3984125A (en) | 1974-04-03 | 1976-10-05 | Hamilton Neil King Paton | Self-contained frictionally damped resilient suspension system |
| US3929729A (en) | 1974-11-21 | 1975-12-30 | Goodyear Tire & Rubber | Polyureaurethane shock absorbing unit |
| US4198037A (en) * | 1976-12-28 | 1980-04-15 | Miner Enterprises, Inc. | Method of making polyester elastomer compression spring and resulting product |
| SU777278A1 (ru) | 1978-12-26 | 1980-11-07 | Предприятие П/Я Р-6601 | Амортизатор |
| DE2944669A1 (de) | 1979-11-06 | 1981-05-14 | Clouth Gummiwerke AG, 5000 Köln | Elastischer puffer |
| SU894258A1 (ru) | 1979-11-22 | 1981-12-30 | Предприятие П/Я В-2775 | Амортизатор |
| US4591059A (en) | 1984-08-17 | 1986-05-27 | Miner Enterprises, Inc. | Railroad car draft gear assembly with friction bore wear liners |
| DE8717817U1 (de) | 1987-11-23 | 1990-04-26 | Woco Franz-Josef Wolf & Co, 63628 Bad Soden-Salmünster | Federelement |
| SU1490338A2 (ru) | 1987-12-16 | 1989-06-30 | Специальное Конструкторское Бюро Литейных Автоматических Линий | Упругий элемент |
| US4822671A (en) * | 1987-12-31 | 1989-04-18 | Gencorp Inc. | Heat riveting rubber for effecting a mechanical lock |
| SU1670225A2 (ru) | 1989-03-01 | 1991-08-15 | Институт Прикладных Проблем Механики И Математики Ан Усср | Упругий элемент |
| SU1719741A1 (ru) | 1989-05-22 | 1992-03-15 | Институт Прикладных Проблем Механики И Математики Ан Усср | Упругий элемент |
| US4997171A (en) | 1989-12-15 | 1991-03-05 | Miner Elastomer Products Corporation | Heavy off-road large vehicle suspension strut |
| US5104101A (en) | 1990-04-25 | 1992-04-14 | Miner Enterprises, Inc. | Buffer cartridge |
| DE4241853A1 (de) | 1992-12-11 | 1994-06-16 | Boge Gmbh | Schwingungsdämpfer für Kraftfahrzeuge |
| GB2325685B (en) | 1997-03-14 | 2001-06-06 | Glynwed Pipe Systems Ltd | Rails pads |
| EP0971401B1 (en) | 1998-07-10 | 2010-06-09 | Apic Yamada Corporation | Method of manufacturing semiconductor devices and a resin molding machine therefor |
| US6478173B2 (en) | 2001-02-13 | 2002-11-12 | Miner Enterprises, Inc. | Railroad car draft gear having a long travel |
| US6520360B1 (en) | 2001-10-19 | 2003-02-18 | Miner Enterprises, Inc | Housing for draft gear |
| US6792871B2 (en) | 2002-11-07 | 2004-09-21 | Miner Enterprises, Inc. | Railroad car energy absorption apparatus |
| US9463554B2 (en) | 2004-08-25 | 2016-10-11 | Illinois Tool Works Inc. | Plastic clamp and method of manufacturing the same |
| US7258243B2 (en) | 2004-08-27 | 2007-08-21 | Wabtec Holding Corp. | Arrangement for preventing energy absorbing material degradation on draft gears |
| USD524338S1 (en) | 2004-09-16 | 2006-07-04 | Sims Steven C | Vibration decay time modifier |
| US7360756B2 (en) * | 2005-03-31 | 2008-04-22 | Delphi Technologies, Inc. | Vibration isolating bushing with embedded speed/position sensor |
| US7338034B2 (en) | 2005-09-27 | 2008-03-04 | Miner Enterprises, Inc. | Elastomeric spring |
-
2011
- 2011-09-15 US US13/233,270 patent/US9562582B2/en active Active
-
2012
- 2012-09-13 AU AU2012308671A patent/AU2012308671B2/en active Active
- 2012-09-13 UA UAA201403992A patent/UA116439C2/uk unknown
- 2012-09-13 KR KR1020147009274A patent/KR101980718B1/ko active Active
- 2012-09-13 RU RU2014114836A patent/RU2622433C2/ru active
- 2012-09-13 CN CN201280051922.4A patent/CN103889816B/zh active Active
- 2012-09-13 EP EP12831720.3A patent/EP2755879A4/en not_active Withdrawn
- 2012-09-13 WO PCT/US2012/055010 patent/WO2013040128A2/en not_active Ceased
- 2012-09-13 MX MX2014003189A patent/MX356200B/es active IP Right Grant
- 2012-09-13 IN IN790KON2014 patent/IN2014KN00790A/en unknown
- 2012-09-13 CA CA2848207A patent/CA2848207C/en active Active
-
2014
- 2014-03-14 ZA ZA2014/01860A patent/ZA201401860B/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4566678A (en) * | 1982-08-27 | 1986-01-28 | Miner Enterprises | Polymeric apparatus and method of making the same |
| US5351844A (en) * | 1993-06-01 | 1994-10-04 | Miner Enterprises, Inc. | Elastomeric spring unit |
| US5335403A (en) * | 1993-07-02 | 1994-08-09 | Miner Enterprises, Inc. | Method for making an elastomeric spring assembly |
| KR20100020950A (ko) * | 2007-05-01 | 2010-02-23 | 웹텍 홀딩 코포레이션 | 압축성 탄성 스프링을 위한 탄성 패드 |
| US20080290058A1 (en) * | 2007-05-23 | 2008-11-27 | Palermo Michael R | Railroad car draft gear |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2012308671A1 (en) | 2014-04-17 |
| EP2755879A2 (en) | 2014-07-23 |
| EP2755879A4 (en) | 2016-09-28 |
| CA2848207A1 (en) | 2013-03-21 |
| RU2014114836A (ru) | 2015-10-20 |
| CN103889816A (zh) | 2014-06-25 |
| MX356200B (es) | 2018-05-18 |
| UA116439C2 (uk) | 2018-03-26 |
| US9562582B2 (en) | 2017-02-07 |
| WO2013040128A3 (en) | 2013-05-02 |
| CA2848207C (en) | 2018-05-01 |
| ZA201401860B (en) | 2017-08-30 |
| KR101980718B1 (ko) | 2019-05-21 |
| US20130069292A1 (en) | 2013-03-21 |
| MX2014003189A (es) | 2014-07-09 |
| RU2622433C2 (ru) | 2017-06-15 |
| IN2014KN00790A (ko) | 2015-10-02 |
| WO2013040128A2 (en) | 2013-03-21 |
| AU2012308671B2 (en) | 2017-03-16 |
| CN103889816B (zh) | 2017-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101980718B1 (ko) | 압축성 탄성 스프링 | |
| KR101495521B1 (ko) | 압축성 탄성 스프링의 제조 방법 | |
| KR101965750B1 (ko) | 철도차량을 위한 탄성 드래프트 기어 | |
| KR20110019365A (ko) | 샤프트 장치용 탄성 조인트 바디 | |
| KR102654972B1 (ko) | 스프로켓 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20140408 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20170907 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180914 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20190301 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190515 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190516 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20220509 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230509 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240514 Start annual number: 6 End annual number: 6 |