KR20140087601A - 수지 충진 방법 및 이를 포함하는 사출 성형 방법 - Google Patents
수지 충진 방법 및 이를 포함하는 사출 성형 방법 Download PDFInfo
- Publication number
- KR20140087601A KR20140087601A KR1020120158093A KR20120158093A KR20140087601A KR 20140087601 A KR20140087601 A KR 20140087601A KR 1020120158093 A KR1020120158093 A KR 1020120158093A KR 20120158093 A KR20120158093 A KR 20120158093A KR 20140087601 A KR20140087601 A KR 20140087601A
- Authority
- KR
- South Korea
- Prior art keywords
- resin
- filling
- mold
- article
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/762—Measuring, controlling or regulating the sequence of operations of an injection cycle
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
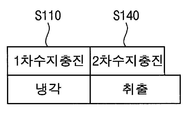
도 2는 도 1에 도시된 수지 충진 방법의 각 단계를 설명하기 위한 블록도이다.
도 3은 본 발명의 일 실시예에 따른 사출 성형 방법을 설명하기 위한 흐름도이다.
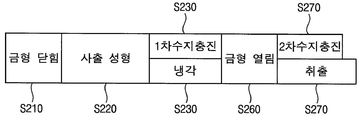
도 4는 도 3에 도시된 사출 성형 방법의 각 단계를 설명하기 위한 블록도이다.
Claims (5)
- 금형 내에서 사출품을 냉각이 이루어지는 동안 사출 성형을 위해 수지를 1차로 충진하는 단계;
상기 사출품의 냉각이 완료되면, 상기 수지의 1차 충진을 중단하는 단계; 및
상기 금형으로부터 상기 사출품의 취출이 이루어지는 동안 상기 수지를 2차로 충진하는 단계를 포함하는 것을 특징으로 하는 수지 충진 방법. - 제1항에 있어서, 상기 수지의 총 충진시간은 상기 사출품의 냉각 시간보다 긴 것을 특징으로 하는 수지 충진 방법.
- 내부 공간을 갖도록 금형을 닫는 단계;
상기 금형의 내부 공간으로 수지를 공급하여 사출 성형하는 단계;
상기 금형 내에서 사출품을 냉각하면서 새로운 사출 성형을 위해 상기 수지를 1차로 충진하는 단계;
상기 사출품의 냉각이 완료되면, 상기 수지의 1차 충진을 중단하는 단계;
상기 금형을 개방하는 단계; 및
상기 개방된 금형으로부터 상기 사출품을 취출하면서 상기 수지를 2차로 충진하는 단계를 포함하는 것을 특징으로 하는 사출 성형 방법. - 제3항에 있어서, 상기 수지의 총 충진시간은 상기 사출품의 냉각 시간보다 긴 것을 특징으로 하는 사출 성형 방법.
- 제3항에 있어서, 상기 금형의 개폐 및 상기 수지의 충진은 유압에 의해 이루어지는 것을 특징으로 하는 사출 성형 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120158093A KR101974655B1 (ko) | 2012-12-31 | 2012-12-31 | 수지 충진 방법 및 이를 포함하는 사출 성형 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120158093A KR101974655B1 (ko) | 2012-12-31 | 2012-12-31 | 수지 충진 방법 및 이를 포함하는 사출 성형 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140087601A true KR20140087601A (ko) | 2014-07-09 |
| KR101974655B1 KR101974655B1 (ko) | 2019-05-03 |
Family
ID=51736498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120158093A Active KR101974655B1 (ko) | 2012-12-31 | 2012-12-31 | 수지 충진 방법 및 이를 포함하는 사출 성형 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101974655B1 (ko) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH075184Y2 (ja) * | 1989-03-31 | 1995-02-08 | 三協アルミニウム工業株式会社 | 上枠カバーの取付け構造 |
| KR950010637B1 (ko) * | 1986-07-04 | 1995-09-21 | 스미또모 쥬우끼가이 고오교 가부시끼가이샤 | 사출성형기로의 재료 자동공급 시스템 |
| JP4249857B2 (ja) * | 1999-09-14 | 2009-04-08 | 高木産業株式会社 | 樹脂乾燥方法及び樹脂乾燥装置 |
-
2012
- 2012-12-31 KR KR1020120158093A patent/KR101974655B1/ko active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR950010637B1 (ko) * | 1986-07-04 | 1995-09-21 | 스미또모 쥬우끼가이 고오교 가부시끼가이샤 | 사출성형기로의 재료 자동공급 시스템 |
| JPH075184Y2 (ja) * | 1989-03-31 | 1995-02-08 | 三協アルミニウム工業株式会社 | 上枠カバーの取付け構造 |
| JP4249857B2 (ja) * | 1999-09-14 | 2009-04-08 | 高木産業株式会社 | 樹脂乾燥方法及び樹脂乾燥装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101974655B1 (ko) | 2019-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9156198B2 (en) | Temperature controlled molding of composite components | |
| MY182083A (en) | A method for injection molding plastic parts by means of an injection molding machine | |
| US20130255901A1 (en) | High-vacuum die-casting method | |
| Moayyedian et al. | New design feature of mold in injection molding for scrap reduction | |
| JP2015093441A (ja) | スタックモールド射出圧縮成形金型 | |
| CN104924553A (zh) | 塑性材料的注射模制方法 | |
| EP4578628A1 (en) | Mold unit | |
| US9643364B2 (en) | Molded parts | |
| JP2016078346A (ja) | 射出成形システム | |
| KR101974655B1 (ko) | 수지 충진 방법 및 이를 포함하는 사출 성형 방법 | |
| CN102892564B (zh) | 制造薄型显示装置的外壳的注塑成形模具装置及薄型显示装置的外壳制造方法 | |
| JP2016078415A (ja) | 射出成形システム | |
| EP3695943A1 (en) | Injection molding apparatus and injection molding method for ceramic powder | |
| JP5011050B2 (ja) | 射出成形方法 | |
| JP5060060B2 (ja) | 金型及び金型を用いた成形方法 | |
| JP2014151449A (ja) | 射出成形用金型及び射出成形方法 | |
| CN106671375A (zh) | 一种缩短注塑成型周期的方法 | |
| CN205343626U (zh) | 一种带胶塞机构的模具 | |
| US12589539B2 (en) | Injection molding device | |
| US20110121490A1 (en) | Mold Apparatus | |
| CN103009559A (zh) | 注塑模具 | |
| KR20110026105A (ko) | 합성수지 캡 제조방법 및 제조용 금형 | |
| CN105619689A (zh) | 载带盘注塑工艺 | |
| CN205395057U (zh) | 一种注塑机的喷嘴接触力控制系统 | |
| KR101816194B1 (ko) | 경량화 소재의 표면 글레이징 공법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20121231 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20171227 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20121231 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20181030 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20190416 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190425 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190425 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20220216 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220216 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240327 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20250402 Start annual number: 7 End annual number: 7 |