KR20140096965A - 레이저 가공기의 워크피스 로딩장치 - Google Patents
레이저 가공기의 워크피스 로딩장치 Download PDFInfo
- Publication number
- KR20140096965A KR20140096965A KR1020130120959A KR20130120959A KR20140096965A KR 20140096965 A KR20140096965 A KR 20140096965A KR 1020130120959 A KR1020130120959 A KR 1020130120959A KR 20130120959 A KR20130120959 A KR 20130120959A KR 20140096965 A KR20140096965 A KR 20140096965A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- workpiece support
- support
- stopper
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000003754 machining Methods 0.000 claims abstract description 32
- 238000013016 damping Methods 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 24
- 238000010276 construction Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 230000002035 prolonged effect Effects 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009194 climbing Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/047—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work moving work to adjust its position between soldering, welding or cutting steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0452—Orientable fixtures
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
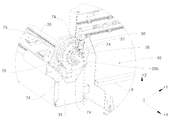
도 2는 본 발명에 의한 레이저 가공기의 워크피스 로딩장치의 구성중 다수의 워크피스 지지대의 구조를 나타낸 외관 사시도.
도 3은 도 2에 도시된 워크피스 로딩장치의 구성중 워크피스 지지대에 워크피스 리프터가 설치된 상태를 나타낸 외관 사시도.
도 4는 도 2의 도면상에서 다른 측면에서 바라보았을때의 워크피스 지지대의 구조를 나타낸 외관 사시도.
도 5는 본 발명에 의한 단일 워크피스 지지대를 확대하여 도시한 사시도.
도 6은 도 5에 도시된 워크피스 지지대를 반대측에서 바라보았을때의 사시도.
도 7 및 도 8은 본 발명에 의한 다른 실시예에 따른 워크피스 지지대의 구조를 나타낸 도면.
도 9 및 도 10은 본 발명에 의한 워크피스 지지대와 워크피스 리프터의 동작 과정을 설명하기 위한 도면.
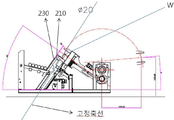
도 11은 도 9에 도시된 도면에서, 워크피스 안착홈에 안착된 워크피스가 클램팽 대기 좌표위치에 있는 상태를 나타낸 도면.
도 12는 도 11의 상태에서 워크피스 안착홈에 안착된 원형 단면 파이프 부재인 워크피스를 수송 디바이스를 이용하여 가공 디바이스의 가공 좌표위치까지 로딩하는 과정을 나타낸 도면.
도 13은 도 11의 상태에서 워크피스 안착홈에 안착된 직경 20mm의 원형 단면 파이프 부재인 워크피스를 수송 디바이스를 이용하여 가공 디바이스의 가공 좌표위치까지 로딩하는 과정을 나타낸 도면.
도 14는 도 11의 상태에서 워크피스 안착홈에 안착된 직경 250mm의 원형 단면 파이프 부재인 워크피스를 수송 디바이스를 이용하여 가공 디바이스의 가공 좌표위치까지 로딩하는 과정을 나타낸 도면.
도 15는 본 발명에 의한 댐핑수단의 구성 및 작동 상태를 나타낸 도면.
도 16은 본 발명에 적용되는 수송 디바이스의 클램퍼에 의해 워크피스가 클램핑된 상태를 나타낸 도면.
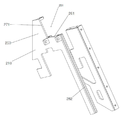
도 17은 본 발명에 적용되는 수송 디바이스의 구성을 나타낸 사시도.
도 18은 본 발명에 적용되는 수송 디바이스의 구성을 나타낸 사시도.
도 19 내지 도 21은 종래 기술에 의한 레이저 가공기의 구성을 나타낸 도면.
210 : 워크피스 지지대
240 : 댐핑수단
241 : 실린더 몸체
242 : 실린더 로드
243 : 댐핑 플레이트
244 : 실린더
250 : 워크피스 수용수단
251 : 워크피스 안착홈
252 : 제1 경사면
253 : 제2 경사면
260 : 가이드 로울러 부재
270 : 스토퍼 로울러 부재
261 : 가이드면
271 : 스토퍼면
280 : 워크피스 리프터
281 : 워크피스 지지면
282 : 워크피스 가이드면
400 : 수송 디바이스
Claims (14)
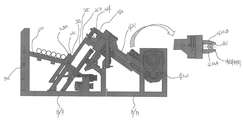
- 일정한 길이의 워크피스(W)가 클램핑 대기 좌표위치에 있도록 하는 워크피스 포지셔닝 디바이스(200)와, 상기 클램핑 대기 좌표위치에 있는 상기 워크피스(W)를 클램핑하여 가공 디바이스(500)의 가공 좌표위치까지 수송하는 수송 디바이스(400)를 포함하는 레이저 가공기의 워크피스 로딩장치에 있어서,
상기 워크피스 포지셔닝 디바이스(200)는, 구동수단에 의해 위치 이동 제어되는 워크피스 지지대(210)를 포함하고,
상기 워크피스 지지대(210)의 상측에는 일측이 개방된 형상의 워크피스 안착홈(251)을 갖는 워크피스 수용수단(250)이 형성되며,
상기 워크피스 지지대(210)의 위치 이동시 상기 워크피스 수용수단(250)의 위치도 상기 워크피스 지지대(210)의 이동 방향으로 함께 이동됨과 아울러, 상기 워크피스 지지대(210)의 이동 방향에 대해 직교하는 임의의 고정축선상에 상기 워크피스(W)의 단면센터 좌표(X,Y)를 이루는 X축선, Y축선중 어느 한 축선이 항상 일치하도록 상기 워크피스 지지대(210)를 위치 이동 제어함으로써, 상기 워크피스 수용수단(250)에 수용된 워크피스(W)는 상기 클램핑 대기 좌표위치에 있게 되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 1 항에 있어서,
상기 워크피스 수용수단(250)은,
상기 워크피스 지지대(210)에 힌지축을 중심으로 회전 가능하게 설치됨과 아울러 수평에 대해 일정 각도 경사지게 설치되는 가이드 로울러 부재(260)와;
상기 워크피스가 수용되어 안착되는 워크피스 안착홈(251)이 형성되도록, 상기 가이드 로울러 부재(260)와 일정 각도를 이루도록 형성됨과 아울러 상기 워크피스 지지대(210)에 상기 가이드 로울러 부재와(260) 인접하여 힌지축을 중심으로 회전 가능하게 설치되는 스토퍼 로울러 부재(270)를 포함하며,
상기 가이드 로울러 부재(260)와 상기 스토퍼 로울러 부재(270)는 각각 상기 워크피스 외면과 실질적으로 선접촉되도록 가이드면(261)과 스토퍼면(271)을 갖도록 원형 단면으로 형성된 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 1 항에 있어서,
상기 워크피스 수용수단(250)은,
수평에 대해 일정 각도 경사지게 형성되는 가이드면(261)과;
상기 워크피스가 수용되어 안착되는 워크피스 안착홈(251)이 형성되도록, 상기 가이드면(261)과 일정한 각도를 이루도록 형성되는 스토퍼면(271)을 포함하며,
상기 가이드면(261)과 상기 스토퍼면(271)은 상기 워크피스의 외면과 실질적으로 면접촉되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 1 항에 있어서,
상기 워크피스 수용수단(250)은,
수평에 대해 일정 각도 경사지게 형성되는 제1 경사면(252)과;
상기 워크피스가 수용되어 안착되는 워크피스 안착홈(251)이 형성되도록, 상기 제1 경사면과 일정한 각도를 이루도록 형성되는 제2 경사면(253)과;
상기 워크피스 지지대(210)에 상기 제1 경사면(252)과 동일한 방향으로 배치되어, 힌지축을 중심으로 회전 가능하게 설치되는 가이드 로울러 부재(260)와;
상기 워크피스 지지대(210)에 상기 제2 경사면(253)과 동일한 방향으로 배치되어, 상기 가이드 로울러 부재(260)와 일정 각도를 이루도록 형성됨과 아울러 상기 워크피스 지지대(210)에 상기 가이드 로울러 부재(260)와 인접하여 힌지축을 중심으로 회전 가능하게 설치되는 스토퍼 로울러 부재(270)를 포함하며,
상기 가이드 로울러 부재(260)와 상기 스토퍼 로울러 부재(270)는 각각 상기 워크피스 외면과 실질적으로 선접촉되도록 가이드면(261)과 스토퍼면(271)을 갖도록 원형 단면으로 형성된 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 2 항 내지 제 4 항중 어느 한 항에 있어서,
상기 가이드면(261)과 스토퍼면(271)은 직교하도록 형성된 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 3 항에 있어서,
상기 가이드면(261)과 스토퍼면(271)은 상기 워크피스 지지대(210)와 함 몸체인 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 4 항에 있어서,
상기 제1 경사면(252)과 제2 경사면(253)은 상기 워크피스 지지대(210)와 함 몸체인 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 5 항에 있어서,
상기 워크피스 지지대(210)는,
상기 가이드면(261)의 연장선 방향으로 위치 이동 제어되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 2 항 또는 제 4 항에 있어서,
상기 가이드 로울러 부재(260)는 상기 워크피스 지지대(210)의 일측면에 설치되고,
상기 스토퍼 로울러 부재(270)는 상기 워크피스 지지대(210)의 타측면에 설치되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 1 항에 있어서,
상기 워크피스 지지대(210)의 외부 일측에는 하부에서 상부로 상기 워크피스 수용수단(250)까지 일정 길이 연장되는 워크피스 가이드면(255)이 수평에 대해 경사지게 형성되고,
상기 워크피스를 지지한 채로 상기 워크피스 가이드면(255)을 따라 이동시켜 상기 워크피스 수용수단(250)에 투입되도록 하기 위해 상기 워크피스 가이드면(255)을 따라 구동수단에 의해 전후 방향으로 이동 가능하게 설치된 워크피스 리프터(280)가 설치되되, 상기 워크피스 리프터(280)는 상기 워크피스 안착공간부(282)가 형성되도록 상기 워크피스 가이드면(255)과 일정 각도가 되게 형성된 워크피스 지지면(281)이 구비되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 10 항에 있어서,
상기 워크피스 단면 사이즈에 따라 상기 워크피스 안착공간부(281)의 면적이 가변되도록 상기 워크피스 지지대(210)는 상기 워크피스 리프터(280)에 대해 상기 구동수단에 의해 위치 이동 제어되며,
상기 워크피스 지지대(210)의 위치 이동시 상기 워크피스 수용수단(250)의 위치도 상기 워크피스 지지대(210)의 이동 방향으로 함께 이동됨과 아울러, 상기 워크피스 지지대(210)의 이동 방향에 직교하는 임의의 고정축선상에 상기 워크피스의 단면센터 좌표(X,Y)를 이루는 X축선, Y축선중 어느 한 축선이 항상 일치하도록 상기 워크피스 지지대(210)를 위치 이동 제어함으로써, 상기 워크피스 수용수단(250)에 수용된 워크피스는 상기 클램핑 대기 좌표위치에 있게 되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 10 항에 있어서,
상기 워크피스 가이드면(255)과 상기 워크피스 지지면(281)은 서로 직교하도록, 상기 워크피스 리프터(280)와 상기 워크피스 지지대(210)가 배치된 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 1 항에 있어서,
상기 워크피스 지지대(210)의 위치 이동 제어의 완료에 의해 상기 워크피스 수용수단(250)의 위치가 상기 클램핑 대기 좌표위치에 있는 상태에서, 상기 워크피스가 상기 워크피스 수용수단(250)의 워크피스 안착홈(251)에 수용될 때 발생하는 소음과 진동을 최소화하는 댐핑수단(240)을 더 포함하는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치. - 제 2 항 내지 제 5 항중 어느 한 항에 있어서,
상기 워크피스 지지대(210)의 위치 이동 제어의 완료에 의해 상기 워크피스 수용수단(250)의 위치가 상기 클램핑 대기 좌표위치에 있는 상태에서, 상기 워크피스가 상기 워크피스 수용수단(250)의 워크피스 안착홈(251)에 수용될 때 발생하는 소음과 진동을 최소화하는 댐핑수단(240)을 더 포함하며,
상기 댐핑수단(240)은,
실린더 몸체(241)로부터 일정한 전후진 행정 길이로 작동하는 실린더 로드(242)의 선단부에 설치된 댐핑 플레이트(243)를 갖는 실린더(244)로 이루어지고, 상기 실린더 몸체(241)는 상기 가이드면(261)과 평행하게 상기 워크피스 지지대(210)의 일측면에 고정 설치되며, 상기 댐핑 플레이트(243)는 상기 스토퍼면(271)과 평행하게 상기 실린더 로드(242) 선단부에 설치되며, 상기 실린더 로드(242)의 후진 행정 길이는 상기 댐핑 플레이트(243)가 상기 스토퍼면(243)을 벗어날 수 있도록 형성되어, 상기 워크피스는 상기 댐핑 플레이트(243)에 지지된 상태에서 상기 실린더 로드(242)의 후진 작동에 의해 워크피스 안착홈(251)에 수용되면서 상기 가이드면(261)과 스토퍼면(243)에 의해 지지되는 수용과정이 완료되고, 상기 댐핑 플레이트(243)는 상기 스토퍼면(271)을 벗어나서 정지되는 것을 특징으로 하는 레이저 가공기의 워크피스 로딩장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20120155849 | 2012-12-28 | ||
| KR1020120155849 | 2012-12-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140096965A true KR20140096965A (ko) | 2014-08-06 |
Family
ID=51744701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130120959A Ceased KR20140096965A (ko) | 2012-12-28 | 2013-10-11 | 레이저 가공기의 워크피스 로딩장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140096965A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105397316A (zh) * | 2015-11-24 | 2016-03-16 | 平高集团有限公司 | 一种固封极柱定位装置 |
| CN110834156A (zh) * | 2019-12-25 | 2020-02-25 | 东莞市湘宜智能设备科技有限公司 | 激光打标设备 |
-
2013
- 2013-10-11 KR KR1020130120959A patent/KR20140096965A/ko not_active Ceased
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105397316A (zh) * | 2015-11-24 | 2016-03-16 | 平高集团有限公司 | 一种固封极柱定位装置 |
| CN110834156A (zh) * | 2019-12-25 | 2020-02-25 | 东莞市湘宜智能设备科技有限公司 | 激光打标设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9095954B2 (en) | Apparatus for machining an elongated workpiece | |
| KR101410106B1 (ko) | 파이프를 가공하는 가공 장치용의 언로딩 장치 | |
| JP6583415B2 (ja) | 板材加工システム、及び板材加工方法 | |
| KR101645623B1 (ko) | 판재 반송 설비 및 그것을 사용한 판재 가공 시스템 | |
| US20110253686A1 (en) | Laser Processing Machines and Methods | |
| KR102309360B1 (ko) | 가공물 자동 언로딩장치 | |
| KR101848215B1 (ko) | 로봇용 툴의 결속장치 | |
| KR101422724B1 (ko) | 파이프 이송 장치 | |
| CN108025410A (zh) | 龙门式输送装置和加工线 | |
| CN107107279B (zh) | 保持装置、加工装置和方法 | |
| JP2014184467A (ja) | ワーク搬入装置 | |
| JP2018510783A (ja) | スタッキングラインシステム、ならびに、ブランキングシャーまたはブランキングプレス機から生産されるブランクをスタッキングするための方法 | |
| US20030138311A1 (en) | Workpiece transfer device for machine tools | |
| JP2020199601A (ja) | 搬送装置および工作機械 | |
| EP1927430A2 (en) | Turning unit | |
| KR20140096965A (ko) | 레이저 가공기의 워크피스 로딩장치 | |
| CN214109333U (zh) | 一种四轴焊接机 | |
| CN112456140B (zh) | 用于铝制吹胀均热板的自动送料系统 | |
| KR100974864B1 (ko) | 플라즈마 컷팅 장치로 컷팅 대상을 자동으로 공급하는 자동 공급장치 | |
| CN115922067B (zh) | 焊接装置和加工设备 | |
| JP2001270622A (ja) | 積付装置 | |
| JPH08243792A (ja) | 片面溶接における裏当て部材の保持装置および保持方法 | |
| CN214236953U (zh) | 一种法兰-管子智能组焊系统 | |
| CN108217188A (zh) | 全自动化线外检测送料机 | |
| CN108340061B (zh) | 柔性控制的碰焊设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20131011 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20181010 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20131011 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200225 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200629 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200225 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |