KR20140105480A - 점성 유체의 배출에 이용하는 주출 부재 - Google Patents
점성 유체의 배출에 이용하는 주출 부재 Download PDFInfo
- Publication number
- KR20140105480A KR20140105480A KR1020147016900A KR20147016900A KR20140105480A KR 20140105480 A KR20140105480 A KR 20140105480A KR 1020147016900 A KR1020147016900 A KR 1020147016900A KR 20147016900 A KR20147016900 A KR 20147016900A KR 20140105480 A KR20140105480 A KR 20140105480A
- Authority
- KR
- South Korea
- Prior art keywords
- fine particles
- inorganic fine
- substrate
- hydrophobic layer
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D23/00—Details of bottles or jars not otherwise provided for
- B65D23/08—Coverings or external coatings
- B65D23/0807—Coatings
- B65D23/0814—Coatings characterised by the composition of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D23/00—Details of bottles or jars not otherwise provided for
- B65D23/06—Integral drip catchers or drip-preventing means
- B65D23/065—Loose or loosely-attached drip catchers or drip preventing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/18—Processes for applying liquids or other fluent materials performed by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
- B32B3/085—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts spaced apart pieces on the surface of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
- B32B37/025—Transfer laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/144—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers using layers with different mechanical or chemical conditions or properties, e.g. layers with different thermal shrinkage, layers under tension during bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D23/00—Details of bottles or jars not otherwise provided for
- B65D23/06—Integral drip catchers or drip-preventing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D23/00—Details of bottles or jars not otherwise provided for
- B65D23/08—Coverings or external coatings
- B65D23/0807—Coatings
- B65D23/0814—Coatings characterised by the composition of the material
- B65D23/0828—Coatings characterised by the composition of the material consisting mainly of paints or lacquers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D47/00—Closures with filling and discharging, or with discharging, devices
- B65D47/40—Closures with filling and discharging, or with discharging, devices with drip catchers or drip-preventing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C2059/028—Incorporating particles by impact in the surface, e.g. using fluid jets or explosive forces to implant particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0093—Other properties hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/60—Bottles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Closures For Containers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Packages (AREA)
Abstract
Description
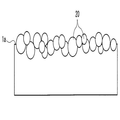
도 2는 도 1의 병 A부 단면이며, 무기 미립자를 밀어 넣어 형성한 소수성층의 상태를 나타내는 도.
도 3은 무기 미립자를 밀어 넣지 않고 형성한 소수성층의 상태를 나타내는 도.
도 4는 소수성층을 형성하는 공정을 설명하기 위한 도.
도 5는 실시예 1에서 제작한 병의 계면 프로파일을 나타내는 도.
도 6은 비교예 1에서 제작한 병의 계면 프로파일을 나타내는 도.
도 7은 참고예에서 제작한 병의 계면 프로파일을 나타내는 도.
|
|
피막의 밀착성 |
액체 흘러내림성 |
발수 지속성 | |||
| 냉각직후 | 3일 | 9일 | 28일 | |||
| 실시예1 | ○ | ○ | ○ | - | ○ | ○ |
| 실시예2 | ○ | ○ | ○ | - | - | ○ |
| 비교예1 | × | ○ | ○ | × | - | - |
| Ra/㎛ | Rz/㎛ | |
| 실시예1 | 0.023 | 0.114 |
| 비교예1 | 0.007 | 0.034 |
| (참고예:소수성층 없음) | 0.008 | 0.037 |
|
|
피막의 밀착성 |
액체 흘러내림성 |
발수 지속성 | |||
| 개봉시 | 5회개폐 | 10회개폐 | 25회개폐 | |||
| 실시예3 | ○ | ○ | ○ | ○ | ○ | ○ |
1a : 네크부의 상단면(주출구)
20 : 무기 미립자
50 : 프리폼
Claims (13)
- 점성 유체가 배출되는 주출구(注出口)를 갖는 주출 부재(注出部材)에 있어서, 소수성 무기 미립자에 의한 소수성층이 상기 주출구를 형성하고 있는 기재의 상단면에 선택적으로 형성되어 있는 것을 특징으로 하는 주출 부재.
- 제 1 항에 있어서,
상기 기재가 용기, 캡, 노즐, 스파우트 또는 용기용 프리폼의 형태를 갖는 주출 부재. - 제 1 항에 있어서,
상기 소수성층과 기재 측과의 계면 프로파일은 0.05㎛ 이상의 표면 거칠기 Rz(JIS B-0601-2001)를 갖는 주출 부재. - 제 3 항에 있어서,
상기 계면 프로파일이 소수성 무기 미립자에 의해 형성되어 있는 주출 부재. - 제 1 항에 있어서,
상기 소수성층은 상기 무기 미립자를 상기 기재의 상단면에 밀어 넣음으로써 형성되어 있는 주출 부재. - 제 1 항에 있어서,
상기 무기 미립자가 금속 산화물인 주출 부재. - 제 6 항에 있어서,
상기 무기 미립자가 1차 입자 지름이 3~200nm의 범위에 있는 실리카인 주출 부재. - 제 1 항에 있어서,
상기 기재가 열가소성 수지에 의해 형성되어 있는 주출 부재. - 제 8 항에 있어서,
상기 열가소성 수지가 폴리에틸렌, 폴리프로필렌, 폴리에틸렌 테레프탈레이트 중 어느 것인 주출 부재. - 점성 유체가 배출되는 주출구를 갖는 기재와 소수성 무기 미립자를 준비하고,
상기 무기 미립자를 가열한 상태로 상기 주출구를 형성하고 있는 기재의 상단면에 선택적으로 누름으로써 소수성층을 형성하는, 제 1 항에 기재된 주출 부재의 제조 방법. - 제 10 항에 있어서,
상기 소수성 무기 미립자에 의한 전사층이 형성되어 있는 전사재를 사용하고, 상기 전사층을 상기 기재의 상단면에 일정 압력으로 눌러 상기 전사층을 상기 상단면으로 옮김으로써 상기 소수성층을 형성하는 제조 방법. - 제 10 항에 있어서,
상기 기재가 수지제 용기, 캡, 노즐 또는 용기용 프리폼의 형태를 갖고 있는 제조 방법. - 제 10 항에 있어서,
상기 기재의 상단 부분을 삽입할 수 있는 오목부가 표면에 형성되어 있는 지그를 사용하고, 상기 지그의 오목부 내에 상기 무기 미립자의 분말을 층형상으로 설치하며, 이와 같이 배치된 무기 미립자를 가열한 상태로 상기 기재의 상단 부분을 상기 오목부 내에 삽입하고, 또 상기 기재의 상단면을 상기 오목부에 누름으로써 상기 무기 미립자의 선택적인 누름을 실시하는 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011254415 | 2011-11-21 | ||
| JPJP-P-2011-254415 | 2011-11-21 | ||
| PCT/JP2012/080236 WO2013077380A1 (ja) | 2011-11-21 | 2012-11-21 | 粘性流体の排出に用いる注出部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140105480A true KR20140105480A (ko) | 2014-09-01 |
Family
ID=48469822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147016900A Ceased KR20140105480A (ko) | 2011-11-21 | 2012-11-21 | 점성 유체의 배출에 이용하는 주출 부재 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9580207B2 (ko) |
| EP (1) | EP2784000B1 (ko) |
| JP (1) | JP6277720B2 (ko) |
| KR (1) | KR20140105480A (ko) |
| CN (1) | CN104066654B (ko) |
| WO (1) | WO2013077380A1 (ko) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101660886B1 (ko) * | 2012-07-13 | 2016-09-28 | 도요세이칸 그룹 홀딩스 가부시키가이샤 | 내용물에 대한 미끄러짐성이 뛰어난 포장용기 |
| JP6255748B2 (ja) * | 2013-07-02 | 2018-01-10 | 東洋製罐グループホールディングス株式会社 | 滑水性に優れた表面を有する樹脂成形体 |
| JP5673870B1 (ja) * | 2013-07-26 | 2015-02-18 | 東洋製罐グループホールディングス株式会社 | 表面に液層を有する樹脂構造体 |
| JP6273736B2 (ja) * | 2013-09-24 | 2018-02-07 | 東洋製罐グループホールディングス株式会社 | 粘稠な内容物が収容される包装容器 |
| JP5807692B2 (ja) * | 2014-02-27 | 2015-11-10 | 東洋製罐株式会社 | 液注出用プラスチック成形体 |
| EP3159165B1 (en) * | 2014-06-20 | 2020-10-07 | Toyo Seikan Co., Ltd. | Structure provided with liquid film formed on surface thereof and coating solution for forming liquid film |
| JP6467866B2 (ja) * | 2014-10-29 | 2019-02-13 | 東洋製罐グループホールディングス株式会社 | プラスチック成形体 |
| US20160137346A1 (en) | 2014-11-18 | 2016-05-19 | Brandeis University | Drip free glass bottles and methods of making such bottles |
| JP6732372B2 (ja) * | 2016-03-28 | 2020-07-29 | 株式会社吉野工業所 | 樹脂製射出成形品及びその製造方法 |
| EP3458372B1 (en) | 2016-05-17 | 2025-11-26 | Brandeis University | Drip-free glass bottles having a circumferential channel and methods of making and using such bottles |
| CN105947385A (zh) * | 2016-06-24 | 2016-09-21 | 广州承天包装设计有限公司 | 一种应用于液体包装的双色或多色防伪瓶盖 |
| JPWO2018079607A1 (ja) * | 2016-10-27 | 2019-09-19 | 東洋製罐株式会社 | プラスチック成形体 |
| US11668438B2 (en) * | 2020-03-30 | 2023-06-06 | Hyundai Motor Company | Fluid charging system, nozzle device, and receptacle device |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0219261A (ja) * | 1988-06-30 | 1990-01-23 | Showa Alum Corp | 密封包装用容器 |
| JPH1024267A (ja) | 1996-07-12 | 1998-01-27 | Mitsui Eng & Shipbuild Co Ltd | 撥水性表面の形成方法 |
| JP3793610B2 (ja) | 1996-11-11 | 2006-07-05 | 大日本印刷株式会社 | 部分親水性シートの製造方法 |
| JP2000319109A (ja) * | 1999-04-30 | 2000-11-21 | Toyota Central Res & Dev Lab Inc | 抗菌材料とその製造方法 |
| JP2001097384A (ja) | 1999-09-27 | 2001-04-10 | Toyo Glass Co Ltd | ガラス容器 |
| JP2001260360A (ja) | 2000-03-22 | 2001-09-25 | Matsushita Electric Ind Co Ltd | インクジェットヘッドの製造方法 |
| DE10210666A1 (de) | 2002-03-12 | 2003-10-02 | Creavis Tech & Innovation Gmbh | Formgebungsverfahren zur Herstellung von Formkörpern mit zumindest einer Oberfläche, die selbstreinigende Eigenschaften aufweist sowie mit diesem Verfahren hergestellte Formkörper |
| JP4218948B2 (ja) * | 2002-09-24 | 2009-02-04 | コニカミノルタホールディングス株式会社 | 液体吐出装置 |
| EP1550556B1 (en) | 2002-09-24 | 2010-02-24 | Konica Minolta Holdings, Inc. | Method for manufacturing electrostatic attraction type liquid discharge head, method for manufacturing nozzle plate. |
| JP4133787B2 (ja) * | 2003-12-17 | 2008-08-13 | Tdk株式会社 | 転写用機能性フィルム、機能性層の形成方法、及び機能性層が付与された物体 |
| US8309203B2 (en) * | 2006-07-05 | 2012-11-13 | The Procter & Gamble Company | Water-soluble substrate with resistance to dissolution prior to being immersed in water |
| CA2688335C (en) * | 2007-05-29 | 2015-07-21 | Innova Materials, Llc | Surfaces having particles and related methods |
| JP2009066945A (ja) | 2007-09-14 | 2009-04-02 | Ricoh Co Ltd | 液体吐出装置用ノズル板、ヘッドおよびそれを用いた液体吐出装置、方法 |
| TWI488746B (zh) | 2009-02-13 | 2015-06-21 | Toyo Aluminium Kk | 層積體及容器 |
| JP4348401B1 (ja) * | 2009-02-13 | 2009-10-21 | 東洋アルミニウム株式会社 | 蓋材 |
| JP5683827B2 (ja) | 2009-03-30 | 2015-03-11 | 東洋アルミニウム株式会社 | 非付着性容器及びその製造方法 |
| JP2011079544A (ja) * | 2009-10-07 | 2011-04-21 | Mikasa Sangyo Kk | 合成樹脂製のキャップ |
| JP2011105339A (ja) | 2009-11-17 | 2011-06-02 | Wakamoto Pharmaceutical Co Ltd | ノズルに撥水性をもたせた液体用容器 |
-
2012
- 2012-11-21 US US14/359,182 patent/US9580207B2/en active Active
- 2012-11-21 WO PCT/JP2012/080236 patent/WO2013077380A1/ja not_active Ceased
- 2012-11-21 JP JP2013545954A patent/JP6277720B2/ja active Active
- 2012-11-21 CN CN201280067485.5A patent/CN104066654B/zh not_active Expired - Fee Related
- 2012-11-21 KR KR1020147016900A patent/KR20140105480A/ko not_active Ceased
- 2012-11-21 EP EP12851900.6A patent/EP2784000B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013077380A1 (ja) | 2013-05-30 |
| CN104066654B (zh) | 2016-08-24 |
| JPWO2013077380A1 (ja) | 2015-04-27 |
| JP6277720B2 (ja) | 2018-02-14 |
| US20140332570A1 (en) | 2014-11-13 |
| EP2784000B1 (en) | 2017-06-14 |
| EP2784000A1 (en) | 2014-10-01 |
| EP2784000A4 (en) | 2015-08-26 |
| US9580207B2 (en) | 2017-02-28 |
| CN104066654A (zh) | 2014-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140105480A (ko) | 점성 유체의 배출에 이용하는 주출 부재 | |
| JP5713154B1 (ja) | 流動性内容物に対する滑り性に優れたブロー成形容器の製造方法 | |
| EP2448734B1 (en) | Preform, container and method for forming a container | |
| JP6070556B2 (ja) | 液垂れ防止性に優れた容器 | |
| CN101952176A (zh) | 塑性材料容器 | |
| JP2013193740A (ja) | 逆止弁 | |
| CA2626719C (en) | A very light beverage container | |
| EP3357836B1 (en) | Package in which liquid contents are accommodated | |
| WO2015182336A1 (ja) | 流動性内容物の充填方法及び流動性内容物が充填された包装容器 | |
| US20090166380A1 (en) | Container for fluid product | |
| CN201624564U (zh) | 活瓣内塞喷嘴和具有内嵌式活瓣内塞的瓶及其配合的瓶盖 | |
| JP4757563B2 (ja) | リシール性を有する密封容器 | |
| CA3044932C (en) | Package containing fluid | |
| US20220073230A1 (en) | Blow molded plastic container with integrated spout | |
| JP2001233362A (ja) | アウター封止リング付プラスチックキャップ | |
| JP2006327620A (ja) | 合成樹脂製容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20140619 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20160315 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20160923 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170331 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20160923 Comment text: Notification of reason for refusal Patent event code: PE06011S01I Patent event date: 20160315 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |