KR20140122005A - 나노섬유 투습방수원단의 제조방법 - Google Patents
나노섬유 투습방수원단의 제조방법 Download PDFInfo
- Publication number
- KR20140122005A KR20140122005A KR1020130038464A KR20130038464A KR20140122005A KR 20140122005 A KR20140122005 A KR 20140122005A KR 1020130038464 A KR1020130038464 A KR 1020130038464A KR 20130038464 A KR20130038464 A KR 20130038464A KR 20140122005 A KR20140122005 A KR 20140122005A
- Authority
- KR
- South Korea
- Prior art keywords
- fabric
- nanofiber web
- adhesive
- adhesive resin
- nanofibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000576 coating method Methods 0.000 title description 12
- 239000011248 coating agent Substances 0.000 title description 9
- 239000002059 nanofabric Substances 0.000 title 1
- 239000004744 fabric Substances 0.000 claims abstract description 91
- 239000002121 nanofiber Substances 0.000 claims abstract description 64
- 239000004840 adhesive resin Substances 0.000 claims abstract description 33
- 229920006223 adhesive resin Polymers 0.000 claims abstract description 33
- 238000000034 method Methods 0.000 claims abstract description 20
- 239000000853 adhesive Substances 0.000 claims abstract description 14
- 230000001070 adhesive effect Effects 0.000 claims abstract description 13
- 239000002952 polymeric resin Substances 0.000 claims abstract description 10
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 10
- 238000001523 electrospinning Methods 0.000 claims description 18
- 239000000835 fiber Substances 0.000 claims description 8
- 229920005749 polyurethane resin Polymers 0.000 claims description 8
- 239000012943 hotmelt Substances 0.000 claims description 3
- 229920001187 thermosetting polymer Polymers 0.000 claims description 3
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 19
- 238000005507 spraying Methods 0.000 abstract description 4
- 239000000243 solution Substances 0.000 description 32
- 239000004677 Nylon Substances 0.000 description 14
- 229920001778 nylon Polymers 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- 238000010030 laminating Methods 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 7
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 6
- -1 Polydimethylsiloxane Polymers 0.000 description 6
- 239000012528 membrane Substances 0.000 description 5
- 229920002635 polyurethane Polymers 0.000 description 5
- 239000004814 polyurethane Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000004205 dimethyl polysiloxane Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 230000035699 permeability Effects 0.000 description 4
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- 239000011148 porous material Substances 0.000 description 4
- 230000002940 repellent Effects 0.000 description 4
- 239000005871 repellent Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- KDXKERNSBIXSRK-YFKPBYRVSA-N L-lysine Chemical compound NCCCC[C@H](N)C(O)=O KDXKERNSBIXSRK-YFKPBYRVSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000001877 deodorizing effect Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 210000004243 sweat Anatomy 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- 206010003645 Atopy Diseases 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 235000019766 L-Lysine Nutrition 0.000 description 1
- 239000004472 Lysine Substances 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- FYGDTMLNYKFZSV-DZOUCCHMSA-N alpha-D-Glcp-(1->4)-alpha-D-Glcp-(1->4)-D-Glcp Chemical compound O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)O[C@H](O[C@@H]2[C@H](OC(O)[C@H](O)[C@H]2O)CO)[C@H](O)[C@H]1O FYGDTMLNYKFZSV-DZOUCCHMSA-N 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 231100000357 carcinogen Toxicity 0.000 description 1
- 239000003183 carcinogenic agent Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 230000009194 climbing Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 150000001923 cyclic compounds Chemical class 0.000 description 1
- 230000002354 daily effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000007787 electrohydrodynamic spraying Methods 0.000 description 1
- 238000000635 electron micrograph Methods 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229940058401 polytetrafluoroethylene Drugs 0.000 description 1
- 239000011527 polyurethane coating Substances 0.000 description 1
- 239000002096 quantum dot Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 208000017520 skin disease Diseases 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M17/00—Producing multi-layer textile fabrics
- D06M17/04—Producing multi-layer textile fabrics by applying synthetic resins as adhesives
- D06M17/06—Polymers of vinyl compounds
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0015—Electro-spinning characterised by the initial state of the material
- D01D5/003—Electro-spinning characterised by the initial state of the material the material being a polymer solution or dispersion
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0061—Electro-spinning characterised by the electro-spinning apparatus
- D01D5/0076—Electro-spinning characterised by the electro-spinning apparatus characterised by the collecting device, e.g. drum, wheel, endless belt, plate or grid
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/587—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives characterised by the bonding agents used
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/593—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives to layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/728—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by electro-spinning
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M17/00—Producing multi-layer textile fabrics
- D06M17/04—Producing multi-layer textile fabrics by applying synthetic resins as adhesives
- D06M17/10—Polyurethanes polyurea
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2200/00—Functionality of the treatment composition and/or properties imparted to the textile material
- D06M2200/10—Repellency against liquids
- D06M2200/12—Hydrophobic properties
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/02—Moisture-responsive characteristics
- D10B2401/021—Moisture-responsive characteristics hydrophobic
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
Abstract
본 발명은 나노섬유 웹을 포함하는 투습방수원단의 제조방법에 관한 것으로서, 원단(B) 상에 접착제에 의해 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹(C)이 라미네이팅 되어 있는 투습방수원단(A)을 제조할때 원단(B) 상에 먼저 접착제 수지 용액을 전기스프레이한 후, 계속해서 그 위에 나노섬유 고분자 수지 용액을 전기방사한 후 이를 열압착하는 것을 특징으로 한다.본 발명은 원단(B) 상에 접착제를 별도로 도포하는 공정을 생략할 수 있어서, 제조공정이 간소화되는 효과가 있다.
Description
본 발명은 가벼우면서도 땀이나 빗물같은 수분에 의한 팽윤 현상이 발생하지 않는 쾌적하고 상쾌한 감성의 코팅 제조방법 관한 것으로, 나노섬유 웹을 포함하는 투습방수원단의 제조방법에 관한 것으로서, 보다 구체적으로는 원단상에 접착제에 의해 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹이 라미네이팅 되어 있는 투습방수원단을 제조하는 방법에 관한 것이다. 투습방수원단은 최근 등산복, 침낭, 모자, 장갑 등의 등산용품 및 일상생활의 아웃도어 의류, 트레이닝복, 스키복, 골프웨어 등에 널리 사용되고 있는 원단으로 생활 속에서 자주 접할 수 있다.
1960, 1970년대 저임금을 앞세워 산업을 주도한 섬유산업은, 임금인상 및 낙후된 기술 그리고 소재의 부재에 따라 갈수록 경쟁력을 잃어버려 이미 값싼 노동력을 앞세운 중국과 동남아 시장제품과, 고품질의 유럽제품에 시장을 빼앗기고, 하향산업으로 전락하였다. 정부에서도 수천억대의 예산을 투여해 대구지역의 섬유산업 활성화를 위해 "밀레니엄 프로젝트"를 추진한 바 있으나, 국내의 원료 및 소재의 한계성 때문에, 신소재 및 신제품 개발보다는 주로 하드웨어(설비개선, 폐수부분
등) 부분의 개선으로, 중소섬유업체에서는 신제품 개발에 많은 어려움을 겪고있다.
[0004] 특히 갈수록 심해지는 환경파괴 문제로 전 세계 인류가 알 수 없는 피부병과 많은 어린이들이 아토피 등에 시달리고 있는 현실에서, 피부와 직접적으로 접촉하는 섬유는 친환경 소재의 개발이 무엇보다 절실히 요구되어지고 있다.
등산용품, 트레이닝, 스키복, 골프복 등의 스포츠, 레저, 여행 등에 적용되는 기능성 아웃도어 제품에는 투습방수 성능이 요구되기 때문에 이러한 특성을 나타내도록 직편물 원단에 폴리우레탄 코팅을하거나, 습식, 건식, 라미네이팅(Laminating)을 이용하여 다공질의 e-PTFE(PolyTetraFluoro Ethylene) 필름을 원단 상에 접착시켜 제조되는 투습방수 원단이 사용되어 왔다. 그러나, 상기의 방법으로 제조된 투습방수 원단은 제조공정이 매우 복잡할 뿐만 아니라 기공분포가 불균일하고, 기공밀도도 용이하게 조절할 수 없는 문제가 있으며, 신축성 원단에 적용하는데 한계가 따른다. 또한, 상기 원단은 방수성은 우수하지만, 체내에서 발생하는 땀이나 습기를 배출시켜 쾌적한 상태를 유지하는 능력이 떨어지는 단점이 있다. 특히, 상기 e-PTFE는 발암물질로서 최근 환경 규제의 대상이 되고 있다.점(Dot)형태(점상)의 접착제 수지와 나노섬유 웹(C)이 차례로 적층된 원단(B)(이하 "적층체" 라고 한다)을 가압, 가열 접착하여 본 발명에 따른 나노섬유 웹을 포함하는 투습방수원단을 제조한다. 상기 열접착은 캘런더 로울러 또는 열판(Hot-plate)를 사용하여 상기 적층체를 80~150℃에서 3~20초간 열압착시키는 방법으로 실시하는 것이 바람직하다. 중량평균분자량이 200,000인 열가소성 폴리우레탄 수지를 20%(w/w) 의 농도로 용해시킨 용액에 실리콘계발수제(폴리디메틸실록산)를 상기 용액 전체중량대비 7중량% 첨가하여 나노섬유 제조용 수지 용액을제조하였다.
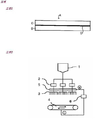
다음으로 상기 접착제 수지 용액을 도 2에 도시된 전기스프레이 장치의 계량펌프를 통해 28,000볼트(V)의 전압이 걸려 있는 노즐(3)을 통해 28,000볼트(V)의 전압이 걸려 있는 컬렉터(4) 상을 통과하는 나일론 원단(B) 상에 전기스프레이 하여 점(Dot) 형태인 접착제 수지를 상기 나일론 원단(B) 상에 도포하였다.
계속해서, 상기 나노섬유 제조용 고분자 수지 용액을 도 2에 도시된 전기방사장치의 계량펌프(2)를 통해 40,000볼트(V)의 전압이 걸려있는 노즐(3)을 통해 40,000볼트(V)의 전압이 걸려있는 컬렉터(4) 상을 통과하며 섬유상접착제 수지가 도포되어 있는 나일론 원단(B) 상에 전기방사하여 평균직경이 400㎚인 나노섬유들이 12㎛의 두께로 적층되어 단위면적당 무게가 7g/㎡인 나노섬유 웹(C)을 적층시켜 섬유상 접착제 수지와 나노섬유 웹(C)이 차례로 적층된 나일론 원단(적층체)를 제조하였다. 계속해서, 상기 적층체를 110℃의 가열로울러들 사이를 20초동안 통과시키면서 가열, 압착하여 나노섬유 웹을 포함하는 투습방수원단(A)을 제조 하였다.
본 발명은 나노섬유 웹을 포함하는 투습방수원단을 제조할 때 원단 상에 나노섬유 웹을 라미네이팅 하기 위해서 원단 상에 미리 접착제를 도포하는 별도 공정을 생략할 수 있어서 제조공정이 간단하고, 제조원가가 저렴한 투습방수원단의 제조방법을 제공한다.
이와 같은 과제를 달성하기 위한 본 발명의 나노섬유 웹을 포함하는 투습방수원단은 원단(B) 상에 접착제에 의해 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹(C)이 라미네이팅 되어 있는 투습방수원단(A)을 제조할 때 전기방사장치의 컬렉터 위를 통과하는 원단(B) 상에 접착제 수지 용액을 전기스프레이하여 상기 원단(B)상에 접착제 수지를 점(Dot) 형태로 도포한 다음, 계속해서 접착제 수지가 도포된 상기 원단(B) 상에 나노섬유 제조용 고분자 수지 용액을 전기방사하여 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹 (C)을 적층시킨 다음, 계속해서 섬유상 접착제 수지와 나노섬유 웹(C)이 차례로 적층된상기원단(B)을 가압,가열하여 접착하는 것을 특징으로 한다.
첨부한 도면 등을 통하여 본 발명은 상세하게 설명한다. 먼저, 본 발명에 따른 투습방수원단(A)은 도 1에 도시된 바와 같이 원단(B) 상에 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹(C)이 접착제에 의해 라미네이팅된 구조를 갖는다. 상기 접착제 수지 용액의 점도 및/또는 접착제 수지 용액의 분자량은 수지종류에 따라 상이하나, 접착제 수용액이 전기방사에 의해 섬유 형태를 형성할 수 없는 수준을 유지하도록 한다.
본 발명에서 사용하는 전기방사 또는 전기스프레이 장치에는 특별히 제한하지 않는다. 도 2에서 보는 바와 같은다중 노즐을 사용하는 전기방사 장치를 사용할 수 있으며 이 외의 다른 형태의 전기방사 또는 전기스프레이 장치 또한 사용할 수 있다. 전기방사 또는 전기스프레이 장치는 상기 접착제 수지 용액 또는 고분자 수지 용액을 공급하는 계량 펌프(2)와 다수의 노즐(3)로 구성되는 방사부, 고전압발생장치(6)에 의한 고전압발생부와 방사되어 휘산되는 나노섬유또는 점(Dot) 형태의 접착제를 고착시키는 컬렉터(4)로 구성된다. 전기방사시 발생전압은 수천 내지 수십만 볼트로 고분자 용액의 농도, 계량 펌프를 통해 공급되는 고분자 용액의 양, 얻고자 하는 나노섬유의 굵기 등을 고려하여 다양하게 적용할 수 있다.
<22> 상기 나노섬유는 폴리우레탄 수지, 폴리아미드 수지, 폴리비닐리덴 디플루오라이드(PVDF) 또는 이들의 혼합수지로 구성된다.
본 발명은 원단 상에 접착제를 도포하는 공정을 생략할 수 있어서 제조공정이 간소화되고, 제조비용이 저렴하게 된다. 또한, 본 발명은 다공성 멤브레인으로 나노섬유 웹을 포함하여, 투습도와 내수압이 동시에 특히 우수하다.- 4 -공개특허 10-2009-0128106 또한, 본 발명은 불소계 수지인 다공성 멤브레인을 <36> 포함하지 않아 친환경적이다.
그로인해, 본 발명은 캐쥬얼복, 스포츠복 등을 제조하는 소재로 유용하다.
발명의 실시를 위한 구체적인 내용 이하, 실시예를 통하여 본 발명을 상세하게 설명한다. 그러나, 하기 실시예는 본 발명의 일례를 나타내는 것으로서, 본 발명의 보호범위가 하기 실시예로만 한정되는 것은 아니다.
실시예 1
중량평균 분자량이 50,000인 수분 반응형 저융점 폴리우레탄을 디메틸포름아미드에 5%(w/w)의 농도로 용해시켜 접착제 수지 용액을 제조하였다.
한편, 상대점도가 2.5인 폴리아미드 수지를 개미산 수용액에 20%(w/w)의 농도로 용해시킨 용액에 실리콘계 발수제(폴리디메틸실록산)를 상기 용액 전체중량대비 7중량% 첨가하여 나노섬유 제조용 수지 용액을 제조하였다. 다음으로 상기 접착제 수지 용액을 도 2에 도시된 전기스프레이 장치의 계량펌프를 통해 28,000볼트(V)의 전압이 걸려 있는 노즐(3)을 통해 28,000볼트(V)의 전압이 걸려 있는 컬렉터(4) 상을 통과하는 나일론 원단(B) 상에 전기스프레이 하여 점(Dot) 형태인 접착제 수지를 상기 나일론 원단(B) 상에 도포하였다. 계속해서, 상기 나노섬유 제조용 고분자 수지 용액을 도 2에 도시된 전기방사장치의 계량펌프(2)를 통해 28,000볼트(V)의 전압이 걸려있는 노즐(3)을 통해 28,000볼트(V)의 전압이 걸려있는 컬렉터(4) 상을 통과하며 섬유상접착제 수지가 도포되어 있는 나일론 원단(B) 상에 전기방사하여 평균직경이 500㎚인 나노섬유들이 15㎛의 두께
로 적층되어 단위면적당 무게가 7g/㎡인 나노섬유 웹(C)을 적층시켜 섬유상 접착제 수지와 나노섬유 웹(C)이 차례로 적층된 나일론 원단(적층체)를 제조하였다.
계속해서, 상기 적층체를 130℃의 가열로울러들 사이를 10초동안 통과시키면서 가열, 압착하여 나노섬유 웹을 포함하는 투습방수원단(A)을 제조하였다.
제조된 상기 투습방수원단(A)의 각종 물성을 평가한 결과는 표 1과 같았다.
실시예 2
중량평균 분자량이 50,000인 열경화성 핫-멜트 폴리우레탄을 디메틸포름아미드에 15%(w/w)의 농도로 용해시켜 접착제 수지 용액을 제조하였다.<49> 한편, 중량 평균분자량이 520,000인 폴리비닐리덴 디플루오라이드를 디메틸아세트 아미드에 15%(w/w)의 농도로 용해시킨 용액에 실리콘계 발수제(폴리디메틸실록산)를 상기 용액 전체중량대비 7중량% 첨가하여 나노섬유 제조용 수지 용액을 제조하였다.
다음으로 상기 접착제 수지 용액을 도 2에 도시된 전기스프레이 장치의 계량펌프를 통해 28,000볼트(V)의 전압이 걸려 있는 노즐(3)을 통해 28,000볼트(V)의 전압이 걸려 있는 컬렉터(4) 상을 통과하는 나일론 원단(B) 상에 전기스프레이 하여 점(Dot) 형태인 접착제 수지를 상기 폴리에스테르 원단(B) 상에 도포하였다.
계속해서, 상기 나노섬유 제조용 고분자 수지 용액을 도 2에 도시된 전기방사장치의 계량펌프(2)를 통해 20,000볼트(V)의 전압이 걸려있는 노즐(3)을 통해 20,000볼트(V)의 전압이 걸려있는 컬렉터(4) 상을 통과하며 섬유상 접착제 수지가 도포되어 있는 폴리에스테르 원단(B) 상에 전기방사하여 평균직경이 700㎚인 나노섬유들이 20㎛의 두께로 적층되어 단위면적당 무게가 9g/㎡인 폴리에스테르 웹(C)을 적층시켜 섬유상 접착제 수지와 나노섬유웹(C)이 차례로 적층된 폴리에스테르 원단(적층체)를 제조하였다. 계속해서, 상기 적층체를 110℃의 가열로울러들 사이를 20초동안 통과시키면서 가열, 압착하여 나노섬유 웹을 포함하는 투습방수원단(A)을 제조하였다. 제조된 상기 투습방수원단(A)의 각종 물성을 평가한 결과는 표 1과 같았다.
본 발명은 먼저 도 2에 도시된 것과 같은 전기방사장치의 컬렉터위를 통과하는 원단(B) 상에 접착제 수지용액을 전기스프레이하여 상기 원단(B)상에 접착제 수지를 점(Dot) 형태로 도포한 다음, 계속해서 접착제 수지가 도포된 상기 원단(B) 상에 나노섬유 제조용 고분자 수지 용액을 전기방사하여 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹(C)을 적층시킨다. 도 2는 접착제 수지 용액을 전기스프레이 하거나 나노섬유 제조용 고분자 수지 용액을 전기방사 하는 장치의 개략도이다.본 발명에 포함된 나노섬유 웹(C) 표면의 전자현미경 사진
투습방수원단의 제조기술을 살펴보면 크게 3가지 방식으로 구분할 수 있는데 라미네이팅 방식, 건식 및 습식 코팅 방식으로 구분된다. 투습방수 원단은 공기 및 수증기는 통과시키지만, 액상의 물을 통과시키지 않는 원단을의미하는 것이다.
첫째로 라미네이팅 방식에 관한 종래 기술로는 일본 특개평 5-124144에서는 폴리에틸렌 다공질 필름과 열접착성섬유로 구성된 부직포를 열과 압력으로 접합시켜 제조한 투습방수시트가 기재되어 있고, 일본 특개평 3-213581에는 L-라이신과 유기산의 반응물로 된 분말을 0.1% 이상 함유하는 폴리아미노산계 폴리우레탄으로 제조된 투습필름을 원단에 라미네이트 시켜 제조한 내마모성이 우수한 투습방수 원단이 기재되어 있으며, 일본 특개- 2 -공개특허 10-2009-0128106평 2-47058에는 친수화된 폴리아미노산계 우레탄과 폴리우레탄의 혼합비가 10:0에서 2:8이며 이소시아네이트계화합물, 소수성 유기용제, 친수성 유기용제 및 물로 제조된 수지 조성물을 시트 상에 도포, 건조한 후 폴리우레탄계 접착제로 라미네이트 시켜 제조한 투습방수원단이 기재되어 있다.또 다른 종래의 라미네이팅 방식으로는 원단 상에 불소계 수지로 구성된 다공성 필름을 접착제로 라미네이팅하여 투습방수원단을 제조하는 방식도 알려져 있다.
둘째로 건식 코팅 방법에 관한 기술로는 일본 특개평 4-249142에는 제전성 섬유로 만든 원단면에 미세다공질피막을 형성하는 코팅을 하며, 코팅수지의 내층에는 소취성을 지닌 물질이 함유되어 있으며 코팅막의 공극율이20~70%인 소취 제전성 투습방수 원단이 기재되어 있고, 일본 특개평 4-146275에는 섬유 표면에 불소 변성폴리우레탄 수지로된 다공질 투습막을 형성시키고 여기에 유화계 폴리우레탄 수지 중합체로 다공질 투습막을 형성시킨 투습방수 원단이 기재되어 있고, 일본 특개평 7-258971에는 폴리에스테르계 섬유를 주성분으로 하는 염색편직물의 코팅 가공에 있어서 코팅수지 조성물에 비환원성 말토올리고당에 환상화합물을 사용하는 것을 특징으로 하는 폴리에스테르계 직편물의 코팅가공법이 기재되어 있다.
셋째로 습식 코팅 방법에 관한 기술로는 일본 특개평 5-78984에는 평균 입자의 직경이 0.1㎛ 이하의 미세분말을 1% 이상 함유한 폴리우레탄 수지 용액을 원단에 습식 코팅하는 방법으로 제조되어 7,000g/m2/day 이상의 투습도와 600g/cm 2
이상의 내수압을 가지는 투습방수 원단이 기재되어 있고, 일본 특개평 8-13352에는 폴리우레탄수지를 원단에 코팅하여 공극율이 40% 이상인 다공수지층이 있고, 그 수지층 내에는 1.5㎛ 이하의 소취성을 가진 미세 분말이 1~40 중량% 함유된 투습방수 원단이 기재되어 있다.

이상에서 살펴본 종래기술들은 제조방법이 복잡하고 투습방수 기능을 발휘하는 필름 또는 멤브레인의 기공이 불균일하여 투습도가 낮은, 다시말해 수분이 원활하게 통과하지 못하는 단점이 있다. 뿐만 아니라, 제조과정에서유기용매를 사용하는 경우, 원단의 염료가 유기용매에 의해 빠져나와 오염을 유발하는 경우가 발생하기도 한다.또한, 불소계 수지로 구성된 다공성 멤브레인을 사용하는 경우에는 환경오염의 문제가 있었다. 이러한 단점을 극복하기 위한 방법으로 대한민국 공개특허 2006-0022406등에서는 전기방사 방식으로 평균직경이1,000㎚ 이하인 섬유(이하 "나노섬유" 라고 한다)들로 구성된 나노섬유 웹을 제조한 다음, 이를 기재인 원단 상에 접착제를 사용하여 라미네이팅하는 방법을 게재하고 있다. 그러나, 상기 종래방법은 나노섬유 웹을 원단 상에 라미네이팅 하기 위해 원단 상에 접착제를 도포하는 별개의공정을 거쳐야 하므로 제조공정이 복잡한 문제가 있었다. 또한, 상기 나노섬유는 전체중량대비 0.5~5.0중량%의 실리콘계 발수제를 함유하는 것이 바람직하다. 실리콘계 발수제의 상기 함량이 0.5중량% 미만이면 투습방수원단의 발수성이 저하되고, 5.0중량%를 초과하면 방사성 등이 저하될 수 있다. 상기 접착제는 에틸렌 비닐 아세테이트, 열경화성 핫-멜트 폴리우레탄 수지 또는 수분 반응형 폴리우레탄 수지등이다.
상기 원단(B)은 합성섬유 원단인 것이 바람직하며, 구체적인 예로는 폴리아미드 직물, 폴리에스테르 직물 또는이들의 교직물 등이다. 그러나, 본 발명에서는 상기 원단(B)의 종류를 특별하게 한정하는 것은 아니다.<28> 상기 나노섬유 웹(C)의 단위면적당 중량은 5~25g/㎡인 이고, 두께는 10~50㎛인 것이 원하는 내수압, 투습도 및 경량감을 고르게 만족시키는데 바람직하다.<29> 상기 나노섬유 웹(C)은 예를 들면 두께가 10㎛일 때 단위면적당 중량이 5~6g/㎡ 수준인 것이 더욱 바람직하다. 그러나, 본 발명에서는 나노섬유 웹(C)의 단위면적당 중량과 두께를 특별하게 한정하는 것은 아니다. 다음으로는, 상기와 같이 점(Dot)형태(점상)의 접착제 수지와 나노섬유 웹(C)이 차례로 적층된 원단(B)(이하 "적층체" 라고 한다)을 가압, 가열 접착하여 본 발명에 따른 나노섬유 웹을 포함하는 투습방수원단을 제조한다. 상기 열접착은 캘런더 로울러 또는 열판(Hot-plate)를 사용하여 상기 적층체를 80~150℃에서 3~20초간 열압착시키는 방법으로 실시하는 것이 바람직하다. 본 발명에 다른 투습방수원단(A)은 ISO 811 방법으로 측정한 내수압이 5,000~15,000mm H2O이고, KS K 0594 방법으로 측정한 투습도가 5,000~15,000g/㎡·24시간이고, ASTM D 2724 방법으로 측정한 박리강도가 200~1,000g/㎝인 것이 바람직하나, 본 발명에서는 투습방수원단의 내수압, 투습도 및 박리강도를 특별하게 한정하는 것은 아니다.제 수지 용액을 제조하였다.
한편, 중량평균분자량이 200,000인 열가소성 폴리우레탄 수지를 20%(w/w) 의 농도로 용해시킨 용액에 실리콘계발수제(폴리디메틸실록산)를 상기 용액 전체중량대비 7중량% 첨가하여 나노섬유 제조용 수지 용액을제조하였다.
다음으로 상기 접착제 수지 용액을 도 2에 도시된 전기스프레이 장치의 계량펌프를 통해 28,000볼트(V)의 전압이 걸려 있는 노즐(3)을 통해 28,000볼트(V)의 전압이 걸려 있는 컬렉터(4) 상을 통과하는 나일론 원단(B) 상에 전기스프레이 하여 점(Dot) 형태인 접착제 수지를 상기 나일론 원단(B) 상에 도포하였다.
계속해서, 상기 나노섬유 제조용 고분자 수지 용액을 도 2에 도시된 전기방사장치의 계량펌프(2)를 통해 40,000볼트(V)의 전압이 걸려있는 노즐(3)을 통해 40,000볼트(V)의 전압이 걸려있는 컬렉터(4) 상을 통과하며 섬유상접착제 수지가 도포되어 있는 나일론 원단(B) 상에 전기방사하여 평균직경이 400㎚인 나노섬유들이 12㎛의 두께로 적층되어 단위면적당 무게가 7g/㎡인 나노섬유 웹(C)을 적층시켜 섬유상 접착제 수지와 나노섬유 웹(C)이 차례로 적층된 나일론 원단(적층체)를 제조하였다. 계속해서, 상기 적층체를 110℃의 가열로울러들 사이를 20초동안 통과시키면서 가열, 압착하여 나노섬유 웹을 포함하는 투습방수원단(A)을 제조 하였다.
본 발명에 따른 투습방수원단 일례의 단면 모식도
Claims (2)
- 원단(B) 상에 접착제에 의해 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹(C)이 라미네이팅 되어 있는 투습방수원단(A)을 제조함에 있어서, 전기방사장치의 컬렉터(4) 위를 통과하는 원단(B) 상에 접착제 수지 용액을 전기스프레이하여 상기 원단(B)상에 접착제 수지를 점(Dot) 형태로 도포한 다음, 계속해서 접착제 수지가 도포된 상기 원단(B) 상에 나노섬유 제조용 고분자 수지 용액을 전기방사하여 평균직경이 1,000㎚ 이하인 나노섬유들로 구성된 나노섬유 웹(C)을 적층시킨 다음, 계속해서 섬유상 접착제 수지와 나노섬유 웹(C)이 차례로 적층된 상기 원단(B)을 가압, 가열하여 접착하는 것을 특징으로 하는 나노섬유 웹을 포함하는 투습방수원단의 제조방법.
- 제1항에 있어서, 접착제 수지는 에틸렌 비닐 아세테이트, 열경화성 핫-멜트 폴리우레탄 수지 및 수분 반응형 폴리우레탄 수지 중에서 선택된 1종인 것을 특징으로 하는 나노섬유 웹을 포함하는 투습방수원단의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130038464A KR20140122005A (ko) | 2013-04-09 | 2013-04-09 | 나노섬유 투습방수원단의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130038464A KR20140122005A (ko) | 2013-04-09 | 2013-04-09 | 나노섬유 투습방수원단의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140122005A true KR20140122005A (ko) | 2014-10-17 |
Family
ID=51993271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130038464A Withdrawn KR20140122005A (ko) | 2013-04-09 | 2013-04-09 | 나노섬유 투습방수원단의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140122005A (ko) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016099147A1 (ko) * | 2014-12-18 | 2016-06-23 | 주식회사 아모그린텍 | 투습방수원단 및 그의 제조방법 |
| KR20180037785A (ko) * | 2016-10-05 | 2018-04-13 | (주)에프티이앤이 | 공기투과성 및 방수성이 있는 의류용 원단 |
| KR20180037784A (ko) * | 2016-10-05 | 2018-04-13 | (주)에프티이앤이 | 공기투과성 및 방수성이 있는 의류용 원단 |
| KR20180078703A (ko) * | 2016-12-30 | 2018-07-10 | 한일화섬 주식회사 | 나노멤브레인 적용 광발열 성능 등 복합기능성이 우수한 스포츠웨어용 소재 및 그 제조방법 |
| CN109435358A (zh) * | 2018-10-25 | 2019-03-08 | 江南大学 | 一种复合防水透湿面料及其制备方法 |
| WO2019050127A1 (ko) * | 2017-09-06 | 2019-03-14 | 코오롱패션머티리얼 (주) | 방수성 통기 시트 및 이의 제조 방법 |
| KR20190092846A (ko) * | 2018-01-31 | 2019-08-08 | 한일화섬 주식회사 | 나노멤브레인을 적용한 광발열성이 우수한 아웃도어용 재킷 원단의 제조방법 |
| KR20240074368A (ko) * | 2022-11-21 | 2024-05-28 | (주)유영산업 | 나노섬유를 이용한 신발 갑피용 원단 및 그 제조방법 |
| KR102899408B1 (ko) * | 2025-02-12 | 2025-12-18 | 주식회사 더그린제너레이션 | 항균성 및 신축성이 개선된 나노섬유 기반의 다기능성 친환경 원단의 제조방법 |
-
2013
- 2013-04-09 KR KR1020130038464A patent/KR20140122005A/ko not_active Withdrawn
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016099147A1 (ko) * | 2014-12-18 | 2016-06-23 | 주식회사 아모그린텍 | 투습방수원단 및 그의 제조방법 |
| CN107107546A (zh) * | 2014-12-18 | 2017-08-29 | 阿莫绿色技术有限公司 | 透湿防水面料及其制造方法 |
| US10562267B2 (en) | 2014-12-18 | 2020-02-18 | Amogreentech Co., Ltd. | Waterproof and moisture permeable fabric, and manufacturing method therefor |
| KR20180037785A (ko) * | 2016-10-05 | 2018-04-13 | (주)에프티이앤이 | 공기투과성 및 방수성이 있는 의류용 원단 |
| KR20180037784A (ko) * | 2016-10-05 | 2018-04-13 | (주)에프티이앤이 | 공기투과성 및 방수성이 있는 의류용 원단 |
| KR20180078703A (ko) * | 2016-12-30 | 2018-07-10 | 한일화섬 주식회사 | 나노멤브레인 적용 광발열 성능 등 복합기능성이 우수한 스포츠웨어용 소재 및 그 제조방법 |
| WO2019050127A1 (ko) * | 2017-09-06 | 2019-03-14 | 코오롱패션머티리얼 (주) | 방수성 통기 시트 및 이의 제조 방법 |
| KR20190092846A (ko) * | 2018-01-31 | 2019-08-08 | 한일화섬 주식회사 | 나노멤브레인을 적용한 광발열성이 우수한 아웃도어용 재킷 원단의 제조방법 |
| CN109435358A (zh) * | 2018-10-25 | 2019-03-08 | 江南大学 | 一种复合防水透湿面料及其制备方法 |
| CN109435358B (zh) * | 2018-10-25 | 2019-10-08 | 江南大学 | 一种复合防水透湿面料及其制备方法 |
| KR20240074368A (ko) * | 2022-11-21 | 2024-05-28 | (주)유영산업 | 나노섬유를 이용한 신발 갑피용 원단 및 그 제조방법 |
| KR102899408B1 (ko) * | 2025-02-12 | 2025-12-18 | 주식회사 더그린제너레이션 | 항균성 및 신축성이 개선된 나노섬유 기반의 다기능성 친환경 원단의 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140122005A (ko) | 나노섬유 투습방수원단의 제조방법 | |
| KR20090128097A (ko) | 나노섬유 웹을 포함하는 투습방수원단의 제조방법 | |
| JP5028047B2 (ja) | 防風性、防水透湿性に優れる積層シート、それを用いた生地及びそれらの製造方法 | |
| EP2708353B1 (en) | Moisture Permeable Waterproof Composite Film and Moisture Permeable Waterproof Fabric Having Moisture Permeable Waterproof Composite Film | |
| JP5463089B2 (ja) | 積層布帛およびその製造方法 | |
| CN107107546B (zh) | 透湿防水面料及其制造方法 | |
| US20100304108A1 (en) | Stretchable nonwoven fabric, method of manufacturing, and products made thereof | |
| KR101011245B1 (ko) | 투습방수 원단 및 이의 제조방법 | |
| CN103388265B (zh) | 一种防水透湿多功能复合微/纳米面料及其制备方法 | |
| US20090186548A1 (en) | Composite Fabrics | |
| CN105729918B (zh) | 一种可呼吸式单向导湿防护材料及在制备纺织用品中的应用 | |
| KR20090128104A (ko) | 투습방수원단 및 그의 제조방법 | |
| KR102109725B1 (ko) | 투습방수 원단 및 그의 제조 방법 | |
| KR101234044B1 (ko) | 투습성이 뛰어난 자외선 경화형 투습방수 원단 및 이의 제조방법 | |
| KR101106679B1 (ko) | 폴리우레탄 나노섬유 웹 및 이를 포함하는 투습방수원단 | |
| WO2013043397A2 (en) | Composite fabrics | |
| CN203305615U (zh) | 防水透气复合织物 | |
| KR102064101B1 (ko) | 아웃도어 의류 제조용 열접착이 가능한 다층 복합 필름 및 그 제조방법 | |
| KR102104718B1 (ko) | 투습방수성 아웃도어용 니트 원단 및 그 제조방법 | |
| KR101394502B1 (ko) | 경량성 및 보온성이 우수한 기능성 원단 및 그를 이용한 의류 | |
| KR20150117113A (ko) | 다층 구조의 부직포 시트 및 이를 이용한 부직포 마스크 | |
| KR20180001715A (ko) | 나노 산화아연 표면처리를 이용한 폴리에스터 및 면 교직 고일광 아웃웨어 직물의 제조 및 그 제조 방법 | |
| KR101011247B1 (ko) | 투습방수 원단 및 이의 제조방법 | |
| Knížek et al. | Lamination of nanofibre layers for clothing applications | |
| KR101011246B1 (ko) | 투습방수 원단 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20130409 |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |