KR20140125862A - 리튬 이온 배터리 - Google Patents
리튬 이온 배터리 Download PDFInfo
- Publication number
- KR20140125862A KR20140125862A KR1020147025743A KR20147025743A KR20140125862A KR 20140125862 A KR20140125862 A KR 20140125862A KR 1020147025743 A KR1020147025743 A KR 1020147025743A KR 20147025743 A KR20147025743 A KR 20147025743A KR 20140125862 A KR20140125862 A KR 20140125862A
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- tabs
- bus bar
- bare cell
- ion battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/54—Connection of several leads or tabs of plate-like electrode stacks, e.g. electrode pole straps or bridges
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Secondary Cells (AREA)
- Primary Cells (AREA)
Abstract
Description
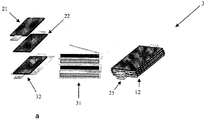
도 2는 본 발명의 엔빌롭드 세퍼레이터(enveloped separator)를 이용하는 베어 셀을 제조하는 방법의 사시도를 도시하고;
도 3은 본 발명의 지그재그 방법을 이용하는 베어 셀을 제조하는 방법의 사시도를 도시하고;
도 4는 본 발명의 권취 방법을 이용하여 베어 셀을 제조하는 방법의 사시도를 도시하고;
도 5는 본 발명의 평탄 젤리-롤 방법을 이용하여 베어 셀을 제조하는 방법의 사시도를 도시하고;
도 6은 본 발명의 양단자 및 음단자용 버스바 플레이트를 도시하고;
도 7은 본 발명의 플레이트를 연결하는 단계 및 초음파 점용접 공정을 수행하는 단계의 설명도를 도시하고;
도 8은 본 발명의 베어 셀의 집적체의 사시도를 도시하고; 그리고
도 9는 본 발명의 하나의 실시형태에 따른 리튬 이온 배터리의 제조 공정 흐름을 도시한다.
Claims (14)
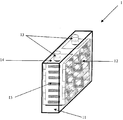
- 케이싱(11) 내에 결합되는 리튬 이온 배터리(1)로서,
세퍼레이터 사이에서 서로 번갈아 배치되는 적어도 애노드 플레이트 및 캐소드 플레이트를 포함하는 적어도 하나의 베어 셀(bare cell)(12); 및
상기 애노드와 캐소드 플레이트 각각을 그들 각각의 극성에 따라 함께 연결하는 커넥터 수단(13)을 포함하며,
상기 커넥터 수단(13)은 한쌍의 버스바 플레이트(14)로 형성되며, 이 버스바 플레이트(14)는 상기 베어 셀(12)의 가장자리를 따라 배치되며, 상기 버스바 플레이트에는 복수의 슬릿(15)이 제공되어 있는 리튬 이온 배터리. - 제 1 항에 있어서,
용접 플레이트(63)가 상기 각각의 슬릿(15)으로부터 연장되도록 배치되어 있는 리튬 이온 배터리. - 제 1 항에 있어서,
상기 애노드 플레이트와 캐소드 플레이트 각각에는, 그 플레이트의 가장자리에 배치되어 상기 버스바 플레이트(14)와 연결될 수 있도록 해주는 탭(25; tab)이 제공되어 있고, 유사한 극성을 갖는 탭(25)들은, 베어 셀(12)의 가장자리를 따라 상기 유사한 극성의 탭(25)의 적층체를 형성하면서 함께 배치되며, 다른 유사한 극성을 갖는 탭(25)들은, 상기 베어 셀(12)의 가장자리를 따라 상기 유사한 극성의 탭(25)의 다른 적층체를 형성하면서 함께 배치되어 있는 리튬 이온 배터리. - 제 3 항에 있어서,
상기 탭(25) 각각은 상기 각각의 슬릿(15) 안으로 삽입되어 함께 용접되는 리튬 이온 배터리. - 제 4 항에 있어서,
상기 탭(25) 각각은 상기 각각의 슬릿(15) 안으로 삽입되어 상기 용접 플레이트(22) 상에서 함께 용접되는 리튬 이온 배터리. - 제 5 항에 있어서,
상기 용접 플레이트(63)는 위쪽으로 굽혀져 평평한 표면을 형성하여 상기 탭(25)을 에워싸는 리튬 이온 배터리. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 버스바 플레이트(14)는 알루미늄(61) 및 니켈(62)로 만들어지며, 알루미늄 버스바 플레이트(61)는 캐소드 플레이트에 연결되고 니켈 버스바 플레이트(62)는 애노드 플레이트에 연결되는 리튬 이온 배터리. - 제 5 항에 있어서,
상기 버스바 플레이트(14)는 리튬 이온 배터리의 요망되는 용량에 따라 다양한 크기로 형성되는 리튬 이온 배터리. - 리튬 이온 배터리의 제조 방법으로서,
a) 세퍼레이터(23) 사이에서 서로 번갈아 배치되는 적어도 애노드 플레이트와 캐소드 플레이트를 포함하는 베어 셀(12)을 준비하는 단계; 및
b) 적어도 하나의 상기 베어 셀(12)을 배치하여 베어 셀의 하나 또는 다수의 적층체(81)를 형성하는 단계; 및
c) 커넥터 수단(13)을 배치하여, 상기 애노드와 캐소드 플레이트 각각을 그들 각각의 극성에 따라 함께 연결하는 단계를 포함하고,
상기 커넥터 수단(13)은 한쌍의 버스바 플레이트(14)로 형성되며, 이 버스바 플레이트(14) 각각은 상기 베어 셀(12)의 가장자리를 따라 배치되며, 상기 버스바 플레이트(14)에는 복수의 슬릿(15)이 제공되어 있고, 상기 애노드 플레이트와 캐소드 플레이트 각각에는 그 플레이트의 가장자리에 배치되는 탭(25; tab)이 제공되어 있고, 유사한 극성을 갖는 탭들은 함께 배치되어, 베어 셀(12)의 가장자리를 따라 유사한 극성의 탭(25)의 다른 적층체를 형성하며, 다른 유사한 극성을 갖는 탭들은함께 배치되어, 상기 베어 셀의 가장자리를 따라 유사한 극성의 탭(25)의 다른 적층체를 형성하며,
상기 탭(25)을 상기 버스바 플레이트(14)의 각각의 슬릿(15) 안으로 삽입하여 탭(25)을 상기 버스바 플레이트(14) 상에 용접하는 단계를 또한 포함하는, 리튬 이온 배터리의 제조 방법. - 초음파 점 용접, 레이저 용접 등을 수행하여 상기 탭(25)을 상기 용접 플레이트(22)에 용접하는 리튬 이온 배터리의 제조 방법.
- 제 10 항에 있어서,
연결된 버스바 플레이트(14)들을 포함하는 상기 조립된 리튬 이온 배터리를 최종 포장을 위해 케이싱(11) 안에 넣는 리튬 이온 배터리의 제조 방법. - 제 11 항에 있어서,
상기 결합된 케이싱(11) 안에 전해질이 분배되는 리튬 이온 배터리의 제조 방법. - 제 9 항 내지 제 12 항 중 어느 한 항에 있어서,
상기 버스바 플레이트(14)는 요망되는 배터리의 용량에 따라 구성되는 베어 셀(12)의 수에 따라 구성되는 리튬 이온 배터리의 제조 방법. - 제 13 항에 있어서,
베어 셀의 상기 다적층체(81)는 베어 셀 제조 방법 중 엔빌롭드(enveloped) 세퍼레이터법, 지그재그법, 권취법 또는 평탄 젤리롤(Jellyroll)법에 따라 만들어지는 리튬 이온 배터리의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MYPI2012000624A MY164650A (en) | 2012-02-14 | 2012-02-14 | Lithium ion battery |
| MYPI2012000624 | 2012-02-14 | ||
| PCT/MY2012/000295 WO2013122448A1 (en) | 2012-02-14 | 2012-12-10 | Lithium-ion battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140125862A true KR20140125862A (ko) | 2014-10-29 |
Family
ID=48984485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147025743A Ceased KR20140125862A (ko) | 2012-02-14 | 2012-12-10 | 리튬 이온 배터리 |
Country Status (4)
| Country | Link |
|---|---|
| KR (1) | KR20140125862A (ko) |
| AU (1) | AU2012370347B2 (ko) |
| MY (1) | MY164650A (ko) |
| WO (1) | WO2013122448A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170044472A (ko) * | 2015-10-15 | 2017-04-25 | 주식회사 엘지화학 | 배터리 모듈 및 이를 포함하는 배터리 팩 |
| CN114696047A (zh) * | 2022-04-28 | 2022-07-01 | 维沃移动通信有限公司 | 电池结构和电子设备 |
| DE102023127179A1 (de) * | 2023-06-27 | 2025-01-02 | GM Global Technology Operations LLC | LASERGESCHWEIßTE INNENPOLE FÜR BATTERIEZELLEN |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2947765A1 (en) | 2014-05-21 | 2015-11-26 | Thermal Ceramics, Inc. | Passive insulation materials |
| JP2018538655A (ja) | 2015-10-02 | 2018-12-27 | アーコニック インコーポレイテッドArconic Inc. | エネルギー貯蔵装置および関連方法 |
| US10115997B2 (en) | 2016-05-12 | 2018-10-30 | Bosch Battery Systems Llc | Prismatic electrochemical cell |
| CN107170943A (zh) * | 2017-07-05 | 2017-09-15 | 江西优特汽车技术有限公司 | 隔板及具有其的软包动力电池 |
| US20220021046A1 (en) | 2018-07-30 | 2022-01-20 | Cadenza Innovation, Inc. | Housing for Rechargeable Batteries |
| EP4087003A3 (en) * | 2021-05-05 | 2022-12-14 | DarmokTech | Cell, lithium based battery and method for dissembling the battery |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4149349B2 (ja) * | 2003-10-15 | 2008-09-10 | Necトーキン株式会社 | 二次電池及びその製造方法 |
| KR100754918B1 (ko) * | 2006-04-20 | 2007-09-03 | 현대에너셀 주식회사 | 사이드 단자식 전지 |
| KR100814780B1 (ko) * | 2006-05-17 | 2008-03-19 | 현대에너셀 주식회사 | 사이드 집전판을 가지는 전지 |
| KR101361193B1 (ko) * | 2007-04-25 | 2014-02-11 | 삼성에스디아이 주식회사 | 이차전지 |
| US8815437B2 (en) * | 2009-09-10 | 2014-08-26 | Samsung Sdi Co., Ltd. | Rechargeable battery |
-
2012
- 2012-02-14 MY MYPI2012000624A patent/MY164650A/en unknown
- 2012-12-10 AU AU2012370347A patent/AU2012370347B2/en active Active
- 2012-12-10 KR KR1020147025743A patent/KR20140125862A/ko not_active Ceased
- 2012-12-10 WO PCT/MY2012/000295 patent/WO2013122448A1/en not_active Ceased
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170044472A (ko) * | 2015-10-15 | 2017-04-25 | 주식회사 엘지화학 | 배터리 모듈 및 이를 포함하는 배터리 팩 |
| CN114696047A (zh) * | 2022-04-28 | 2022-07-01 | 维沃移动通信有限公司 | 电池结构和电子设备 |
| DE102023127179A1 (de) * | 2023-06-27 | 2025-01-02 | GM Global Technology Operations LLC | LASERGESCHWEIßTE INNENPOLE FÜR BATTERIEZELLEN |
Also Published As
| Publication number | Publication date |
|---|---|
| MY164650A (en) | 2018-01-30 |
| WO2013122448A1 (en) | 2013-08-22 |
| AU2012370347B2 (en) | 2018-06-21 |
| AU2012370347A1 (en) | 2014-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12347874B2 (en) | Single pouch battery cells and methods of manufacture | |
| US11303000B2 (en) | Electrode assembly and secondary battery including the same | |
| CN104659409B (zh) | 新颖的锂离子电池 | |
| KR20140125862A (ko) | 리튬 이온 배터리 | |
| KR101253671B1 (ko) | 리튬 이차전지 및 그 제조방법 | |
| CN203415648U (zh) | 电芯及电化学储能装置 | |
| KR101651712B1 (ko) | 이차전지 | |
| KR20200114784A (ko) | 이차 전지용 전지 케이스 및 파우치 형 이차 전지 | |
| US20120028100A1 (en) | Prismatic secondary battery | |
| CN105609882B (zh) | 内部多芯堆层的储能器件 | |
| KR102278998B1 (ko) | 이차전지의 제조시스템 및 제조방법 | |
| CN102210053A (zh) | 堆叠的蓄电池 | |
| JP7515951B2 (ja) | 電極組立体およびその製造方法 | |
| KR20130097881A (ko) | 이차전지의 제조방법 및 이를 이용하여 생산되는 이차전지 | |
| KR20210076770A (ko) | 이차 전지용 전지 케이스 및 파우치 형 이차 전지 | |
| KR20210025995A (ko) | 파우치 형 전지 케이스 및 파우치 형 이차 전지 | |
| US20140023913A1 (en) | Prismatic secondary battery | |
| KR20220002540A (ko) | 셀 배터리 | |
| KR101616502B1 (ko) | 슬릿을 이용하여 연결된 전극 리드와 전극 탭을 포함하는 이차전지 | |
| JP5472941B2 (ja) | 非水電解質電池 | |
| JP5161421B2 (ja) | 非水電解質電池 | |
| EP4386918A1 (en) | Electrode assembly, electrode assembly manufacturing method, secondary battery, battery pack, and vehicle | |
| CN120359659A (zh) | 电池组及其制造方法 | |
| KR20130001873A (ko) | 이차 전지 및 이를 포함하는 배터리 팩 | |
| KR20200095914A (ko) | 원통형 이차 전지 및 이의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20140915 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20171211 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20190129 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20190613 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20190129 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |