KR20140127595A - 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 - Google Patents
저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 Download PDFInfo
- Publication number
- KR20140127595A KR20140127595A KR1020130046137A KR20130046137A KR20140127595A KR 20140127595 A KR20140127595 A KR 20140127595A KR 1020130046137 A KR1020130046137 A KR 1020130046137A KR 20130046137 A KR20130046137 A KR 20130046137A KR 20140127595 A KR20140127595 A KR 20140127595A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- foam layer
- heat shrinkable
- shrinkable film
- specific gravity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/10—Interconnection of layers at least one layer having inter-reactive properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
- B32B2038/0028—Stretching, elongating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0228—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
Landscapes
- Laminated Bodies (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Abstract
Description
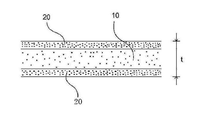
t: 필름의 두께
Claims (14)
- 폴리스티렌을 주성분으로 하는 발포층(10) 및 상기 발포층(10) 양쪽으로 용융접착된 한 쌍의 비발포층(20)으로 이루어지고, 상기 발포층(10)과 상기 한 쌍의 비발포층(20)이 공압출하여 이루어져 저비중을 갖는 것을 특징으로 하는 라벨용 열 수축성 필름.
- 제1항에 있어서, 상기 발포층(10)은 전체 필름에 대하여 60 내지 90% 범위의 두께를 갖고, 상기 한 쌍의 비발포층(20)은 전체 필름에 대하여 각각 5 내지 20% 범위의 두께를 갖는 것을 특징으로 하는 라벨용 열 수축성 필름.
- 제1항에 있어서, 상기 발포층(10)은 5 내지 20% 범위의 발포율로 발포되는 것을 특징으로 하는 라벨용 열 수축성 필름.
- 제1항 내지 제3항의 어느 한 항에 있어서, 상기 필름의 두께가 30 내지 60 ㎛ 범위인 것을 특징으로 하는 라벨용 열 수축성 필름.
- 제4항에 있어서, 상기 폴리스티렌은 부타디엔 고무성분이 공중합된 것을 특징으로 하는 라벨용 열 수축성 필름.
- 제5항에 있어서, 상기 필름의 비중이 0.9 내지 1 미만의 범위인 것을 특징으로 하는 라벨용 열 수축성 필름.
- 폴리스티렌을 주성분으로 하는 발포층(10) 및 상기 발포층(10) 양쪽으로 용융접착된 한 쌍의 비발포층(20)이 형성되도록 각각의 원료를 공압출하여 미연신 필름을 제조하고; 그리고
상기 미연신 필름을 TD(transverse direction) 방향으로 연신하는;
단계로 이루어지는 것을 특징으로 하는 저비중을 갖는 라벨용 열 수축성 필름의 제조 방법.
- 제7항에 있어서, 상기 연시 단계는 미연신 필름이 TD 방향으로 2 내지 5배의 연신율로 연신하는 것을 특징으로 하는 저비중을 갖는 라벨용 열 수축성 필름의 제조 방법.
- 제7항에 있어서, 상기 발포층(10)은 전체 필름에 대하여 60 내지 90% 범위의 두께를 갖고, 상기 한 쌍의 비발포층(20)은 전체 필름에 대하여 각각 5 내지 20% 범위의 두께를 갖는 것을 특징으로 하는 라벨용 열 수축성 필름의 제조 방법.
- 제7항에 있어서, 상기 발포층(10)은 5 내지 20% 범위의 발포율로 발포되는 것을 특징으로 하는 라벨용 열 수축성 필름의 제조 방법.
- 제7항 내지 제10항의 어느 한 항에 있어서, 상기 필름의 두께가 30 내지 60 ㎛ 범위인 것을 특징으로 하는 라벨용 열 수축성 필름의 제조 방법.
- 제11항에 있어서, 상기 폴리스티렌은 부타디엔 고무성분이 공중합된 것을 특징으로 하는 라벨용 열 수축성 필름의 제조 방법.
- 제12항에 있어서, 상기 필름의 비중이 0.9 내지 1 미만인 것을 특징으로 하는 라벨용 열 수축성 필름의 제조 방법.
- 제1항 내지 제6항의 어느 한 항에 따른 열 수축성 필름의 라벨용으로서의 용도.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130046137A KR20140127595A (ko) | 2013-04-25 | 2013-04-25 | 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 |
| PCT/KR2013/010894 WO2014175527A1 (ko) | 2013-04-25 | 2013-11-28 | 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 |
| RU2014107452/05A RU2597384C2 (ru) | 2013-04-25 | 2013-11-28 | Термоусадочная пленка для этикеток с низким удельным весом и способ ее изготовления |
| CN201380051050.6A CN104684726B (zh) | 2013-04-25 | 2013-11-28 | 具有低比重的用于标签的热收缩膜及其制备方法 |
| US14/785,467 US9944054B2 (en) | 2013-04-25 | 2013-11-28 | Heat-shrinkable film for label with low specific gravity and method for preparing the same |
| EP14151899.3A EP2796286B8 (en) | 2013-04-25 | 2014-01-21 | Heat-shrinkable film for label with low specific gravity and method for preparing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130046137A KR20140127595A (ko) | 2013-04-25 | 2013-04-25 | 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140127595A true KR20140127595A (ko) | 2014-11-04 |
Family
ID=52451802
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130046137A Ceased KR20140127595A (ko) | 2013-04-25 | 2013-04-25 | 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140127595A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102032148B1 (ko) | 2019-05-28 | 2019-10-16 | 에스알테크노팩 주식회사 | 인몰드 용기용 라벨 필름 및 제조방법 |
-
2013
- 2013-04-25 KR KR1020130046137A patent/KR20140127595A/ko not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102032148B1 (ko) | 2019-05-28 | 2019-10-16 | 에스알테크노팩 주식회사 | 인몰드 용기용 라벨 필름 및 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9555419B2 (en) | Films containing foamable inks or coatings and process for separating similar density materials | |
| JP6575839B2 (ja) | 複合容器およびその製造方法 | |
| JP6879326B2 (ja) | 複合容器の分離回収方法および複合容器の分離回収システム | |
| KR101486799B1 (ko) | 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 | |
| CN117400612B (zh) | 一种标签用低密度热收缩膜、制备方法及其应用 | |
| WO2023013689A1 (ja) | 熱収縮性フィルム及びその製造方法 | |
| JP6682182B2 (ja) | 複合容器、複合プリフォーム、複合容器の分離回収方法および複合容器の分離回収システム | |
| JP4230733B2 (ja) | 熱収縮性ポリオレフィン系積層フィルム | |
| US5567511A (en) | Non-shrinkable and shrinkable foamed polyester film for the labeling of pet containers | |
| KR20140127595A (ko) | 저비중을 갖는 라벨용 열 수축성 필름 및 그 제조방법 | |
| JP7659362B2 (ja) | 熱収縮性フィルムの製造方法 | |
| JP2016124571A (ja) | 複合容器、複合プリフォーム、複合容器の分離回収方法および複合容器の分離回収システム | |
| US9944054B2 (en) | Heat-shrinkable film for label with low specific gravity and method for preparing the same | |
| EP2796286A1 (en) | Heat-shrinkable film for label with low specific gravity and method for preparing the same | |
| JP6682780B2 (ja) | 複合容器およびその製造方法、複合プリフォームならびにプラスチック製部材 | |
| KR102437851B1 (ko) | 라벨용 열 수축성 필름 및 그 제조방법 | |
| KR100926716B1 (ko) | 유리병 용기 라벨용 열수축성 발포 필름 및 그 제조방법 | |
| JP7762621B2 (ja) | 樹脂フィルムの製造方法 | |
| JP7062122B1 (ja) | 樹脂フィルムの製造方法 | |
| JP2023018563A (ja) | 樹脂フィルムの製造方法 | |
| CN111196894B (zh) | 具有选择性不透明对比度的膜 | |
| US20220204751A1 (en) | Heat shrinkable film, and container with film | |
| JP2024008072A (ja) | 合成樹脂製容器、プリフォーム及び合成樹脂製容器の製造方法 | |
| WO2004024445A1 (en) | Multi-layer film-structure, especially multi-layer film label structure | |
| JPH01286834A (ja) | ポリプロピレン系積層発泡熱収縮性フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20130425 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20140424 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20141029 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20140424 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| PG1501 | Laying open of application | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20141029 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20140617 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20141218 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20141120 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20141029 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20140617 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20140424 |
|
| J201 | Request for trial against refusal decision | ||
| PJ0201 | Trial against decision of rejection |
Patent event date: 20141231 Comment text: Request for Trial against Decision on Refusal Patent event code: PJ02012R01D Patent event date: 20141218 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Patent event date: 20141029 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Appeal kind category: Appeal against decision to decline refusal Appeal identifier: 2014101008181 Request date: 20141231 |
|
| J301 | Trial decision |
Free format text: TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20141231 Effective date: 20160323 |
|
| PJ1301 | Trial decision |
Patent event code: PJ13011S01D Patent event date: 20160323 Comment text: Trial Decision on Objection to Decision on Refusal Appeal kind category: Appeal against decision to decline refusal Request date: 20141231 Decision date: 20160323 Appeal identifier: 2014101008181 |