KR20140129018A - 저편향 스퍼터링 타겟 조립체 및 그 제조 방법 - Google Patents
저편향 스퍼터링 타겟 조립체 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20140129018A KR20140129018A KR1020147022641A KR20147022641A KR20140129018A KR 20140129018 A KR20140129018 A KR 20140129018A KR 1020147022641 A KR1020147022641 A KR 1020147022641A KR 20147022641 A KR20147022641 A KR 20147022641A KR 20140129018 A KR20140129018 A KR 20140129018A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- backing plate
- target
- cte
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3417—Arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/002—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/02—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating by means of a press ; Diffusion bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or work
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
- H01J37/3429—Plural materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/14—Titanium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/56—Inorganic materials other than metals or composite materials being semiconducting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
Abstract
타겟 재료를 매칭하는 열팽창계수(CTE)를 갖는 복합 백킹 플레이트에 납땜 결합된 타겟 재료로 만들어진 저편향을 갖는 스퍼터링 타겟 조립체를 제조하기 위한 디자인 및 방법이 개시된다. 복합 백킹 플레이트는 상이한 CTE를 갖는 적어도 2개의 상이한 재료로 구성된 복합 구성이다. 복합 백킹 플레이트는, 소성 변형 후에, 필요하면, 결합 공정에서 타겟 재료를 매칭하는 CTE 및 낮고 바람직한 편향을 갖고, 그러므로, 복합 백킹 플레이트 조립체에 결합된 저편향 및 저응력 타겟 재료를 유발한다. 방법은, 평면의 결합면을 갖는 복합 백킹 플레이트를 제조하는 단계, 결합면의 바람직한 형상을 달성하도록 타겟 블랭크와 복합 백킹 플레이트를 가열하는 단계, 백킹 플레이트에 타겟을 납땜 결합하는 단계, 및 실온에서 조립체를 느리게 냉각하는 단계를 포함한다. 타겟 재료 및 백킹 플레이트 모두에서 매칭하는 CTE는 CTE 불일치의 문제를 제거하고, 조립체에서 편향 및 내부 응력을 방지한다.
Description
관련 출원에 대한 상호 참조
본 PCT 출원은 2012년 2월 14일자 출원된 미국 특허 가출원 제61/598,595의 우선권의 이점을 청구한다.
본 발명은, 타겟과, 타겟에 인접하여 위치된 백킹 플레이트 구성요소가 타겟/백킹 플레이트의 인터페이스를 따라서 발생하는 열 응력을 최소화하도록 서로 열적으로 매칭되는, 스퍼터 타겟 및 복합 백킹 플레이트에 관한 것이다.
기판 상에 원하는 재료의 박막을 증착하는 수단으로서 스퍼터링은 집적 회로에서 중요하게 되었다. 스퍼터링 시스템에서, 기판 상에 증착되는 재료는 플라즈마 상태에서 여기된 이온과 타겟의 충돌(bombardment)에 의해 스퍼터 타겟으로부터 제거된다. 타겟 재료의 원자 또는 분자는 타겟으로부터 토출되고, 작업편 또는 기판 상에 증착된다. 타겟으로부터 이러한 재료의 토출은 타겟 영역에서 상당한 열 축적이 동반된다.
통상적으로, 스퍼터링 시스템은 스퍼터링 소스, 진공 챔버, 및 스퍼터 소스에 근접하여 기판을 위치시키고 홀딩하기 위한 수단을 포함한다. 스퍼터 소스는 통상적으로, 그로부터 재료가 스퍼터링되는 타겟, 타겟을 적소에서 홀딩하기 위한 수단, 타겟에 근접하여 플라즈마를 생성하기 위한 수단, 플라즈마에서의 이온을 타겟에 충돌하도록 하는 수단, 및 과열을 방지하도록 타겟을 냉각하기 위한 수단을 포함한다.
다양한 수단이 스퍼터 소스 내의 적소에서 스퍼터 타겟을 홀딩하기 위하여 과거에 사용되었다. 이러한 홀딩 수단은 타겟에서 발생된 열이 소멸될 수 있도록 타겟이 냉각 수단과 양호한 열 접촉을 유지하는 것을 보장하여야만 한다.
일부 스퍼터 소스에서, 원형으로 형상화된 타겟은 고정된 백킹 플레이트 내에서 제거 가능하게 장착되고, 클램프, 스프링, 인서트, 스크루 등과 같은 다양한 조임 특징부에 의해 적소에 보유된다. 이러한 스퍼터 소스 디자인에서, 스퍼터링 타겟은 타겟 소비, 파손 등으로 인하여 타겟의 교체를 위해 고정된 백킹 플레이트로부터 독자적으로 제거 가능하다. 때때로, 타겟은, 납땜을 용융시키고 타겟의 분리에 의해, 타겟이 백킹 플레이트로부터 제거되는 필요 요건으로 백킹 플레이트에 납땜된다.
타겟을 냉각하기 위하여, 냉각수는 전형적으로 타겟에 인접하여 위치된 백킹 플레이트와 나란히 또는 이를 통해 순환된다. 일부의 경우에, 타겟의 외부 림과 백킹 플레이트의 주변 냉각 벽 사이의 열 접촉은 중요하며, 냉각 벽에 대한 타겟의 열팽창에 의해 유지된다.
다른 시스템에서, 타겟이 교체될 때, 소비된 타겟과 대응하는 백킹 플레이트는 모두 폐기된다. 이러한 설계에서, 백킹 플레이트는 전형적으로 타겟의 하부면에 맞닿은 수령에 적합한 상부 환형 평면의 표면을 포함한다. 백킹 플레이트는 환형 링의 하단부에 있는 외부 장착 플랜지를 갖는 평탄면으로부터 하향하여 연장하는 상기 환형 링을 추가로 포함한다. 타겟 플레이트와 백킹 플레이트는 납땜, 용접 또는 블레이징, 또는 다른 금속 결합 기술을 통해 결합될 수 있다.
타겟과 백킹 플레이트 부재의 상이한 열팽창 계수("CTE")로 인하여, 고전력 스퍼터링 동안 타겟에 의해 달성된 고열 레벨은 타겟/백킹 플레이트 인터페이스를 따라서 발휘되는 과잉 응력을 초래한다. 타겟과 백킹 플레이트 부재의 뒤틀림 및 차등 수축은 냉각 기능에도 불구하고 발생할 수 있으며, 수반되는 타겟 실패와 함께 타겟의 심각하게 저해된 냉각을 초래한다.
본 발명의 하나의 예시적인 양태에 따라서, 타겟 및 백킹 플레이트 부재의 열적 매칭은 타겟과 복합 백킹 플레이트 조립체를 제공하는 것에 의해 달성된다. 복합 백킹 플레이트는 전형적으로 저부 백킹 플레이트 층 위에 중첩된 상부 백킹 플레이트 층을 갖는 적층 구조이다. 예시적인 타겟 또는 백킹 플레이트 층 재료의 CTE는 20℃에서 "Z X 10-6 ㎝/㎝/℃의 조건으로 주어지고, Z는 아래에 열거된 바와 같은 열팽창계수이다:
Z (열팽창 계수)
Mo 5.0
MoSi2 8.25
Si 2.49
Ti 8.4
Al 24.0
Ag 19.6
Co 12.5
Cu 16.4
TaSi2 8.8
TiW 4.0
Zr 5.8
Ta 6.5
W 4.4
WSi2 6.5
Nb 7.1
Ni 13.1
V 8.33
타겟, 및 타겟과 인접하여 접합하는데 적합한 적층 백킹 플레이트의 상부 층은 약 22 X 10-6㎝/㎝/℃ 이하와 유사한 그 열팽창 계수에서 차이를 가진다. 매칭된 타겟 및 백킹 플레이트의 준비에 의해, 타겟/백킹 플레이트 인터페이스 조립체에서의 열응력 및 조립체의 굽어짐은 결합 및 스퍼터링 작업 동안 최소화된다.
적층 백킹 플레이트 조립체는 타겟과 백킹 플레이트 하부 층 사이에 중간층을 한정하는 백킹 플레이트의 상부 층을 구비한다. 이러한 중간층은 그 위에 중첩된 타겟 재료와 열적으로 매칭되는 재료로 구성된다.
본 발명은 첨부된 도면 및 다음의 상세한 설명에 따라서 추가적으로 설명될 것이다.
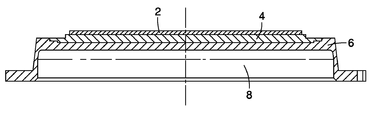
도 1은 본 발명에 따른 타겟 및 적층된 백킹 플레이트 조립체의 한 실시예의 개략 단면도;
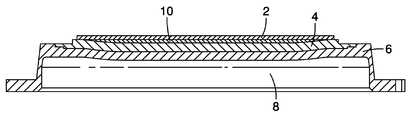
도 2는 조립의 한 제조 스테이지 동안 오목부 또는 저장소(10)가 타겟의 하부면과 조립체의 중간층의 상부면 사이에 형성되는 또 다른 실시예의 개략도;
도 3은 본 발명에 따른 타겟 및 적층된 백킹 플레이트 조립체의 한 실시예의 개략 단면도;
도 4는 종래 기술의 타겟/백킹 플레이트의 제조 방법과 본 발명의 한 양태에 따른 타겟/백킹 플레이트 제조 방법을 대조하는 공정 흐름도; 및
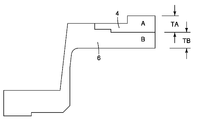
도 5는 적층 또는 복합 백킹 플레이트 조립체의 한 실시예를 예시하고, 함께 복합 백킹 플레이트 조립체를 한정하는 각각의 재료 "A" 및 "B"의 두께를 도시하는 단편 단면도.
도 2는 조립의 한 제조 스테이지 동안 오목부 또는 저장소(10)가 타겟의 하부면과 조립체의 중간층의 상부면 사이에 형성되는 또 다른 실시예의 개략도;
도 3은 본 발명에 따른 타겟 및 적층된 백킹 플레이트 조립체의 한 실시예의 개략 단면도;
도 4는 종래 기술의 타겟/백킹 플레이트의 제조 방법과 본 발명의 한 양태에 따른 타겟/백킹 플레이트 제조 방법을 대조하는 공정 흐름도; 및
도 5는 적층 또는 복합 백킹 플레이트 조립체의 한 실시예를 예시하고, 함께 복합 백킹 플레이트 조립체를 한정하는 각각의 재료 "A" 및 "B"의 두께를 도시하는 단편 단면도.
도면 중 도 1 및 도 3을 먼저 참조하여, 본 발명의 한 실시예에 따른 타겟/백킹 플레이트 조립체가 도시된다. 조립체는 원하는 스퍼터링 재료로 구성된 표면을 갖는 타겟 재료(2)를 포함한다. 적층 또는 복합 백킹 플레이트 조립체가 도시되고, 제 2 백킹 플레이트 재료, 재료(6) 위에 중첩된 백킹 플레이트 조립체의 제 1 또는 상부층을 한정하는 제 1 재료(4)를 포함한다. 도 1에서, 냉각 챔버(8)는 스퍼터링 작동 동안 조립체의 냉각을 돕도록 제 2 백킹 플레이트 재료(6)의 저부면과 열교환 관계로 제공된다. 도시된 바와 같이, 재료(4, 6)들은 납땜 결합, 확산 결합, 블레이징, 코팅, 전기 도금 등과 같은 종래의 수단에 의해 그 인터페이스를 따라서 결합될 수 있다. 타겟(2)은 납땜 결합, 확산 결합, 블레이징, 마찰 교반 용접(FSW) 등과 같은 종래의 수단에 의해 백킹 플레이트 조립체의 제 1 재료(4)의 상부측에 결합될 수 있다.
본 발명의 한 양태에 따라서, 타겟 및 제 1 재료(4)의 CTE는 이것들이 호환될 수 있도록 선택된다. 달리 말하면, 타겟(2)과 제 1 백킹 플레이트 재료(4)의 CTE 사이의 차이는 대략 22 이하이어야 한다. 다른 실시예에서, CTE 사이의 차이는 7 이하일 수 있다. 또한, 적층 또는 복합 백킹 플레이트 조립체의 제 2 재료(6)의 CTE는 재료(4)의 CTE보다 높아야 한다. 그러므로, 결합 공정 등에서와 같은 재료(4 및 6)의 열처리시에, 원하는 오목부는 부재(4)의 상부면을 따라서 형성될 수 있다. 이러한 오목부는 납땜 등을 위한 저장소로서 역할을 할 수 있으며, 납땜 등은 그런 다음 타겟(2)에 복합 백킹 플레이트 조립체를 결합하도록 사용된다.
도 2에 관하여, 도시된 오목부(10)는 제 1 백킹 플레이트 재료(4)의 상부면을 따라서 위치된다. 도면에 도시된 바와 같이, 오목부(10)의 크기는 단순화 목적을 위해 과장된다. 또한, 도 2에 도시된 바와 같이, 가열된 납땜 등과 같은 액체는 제 1 백킹 플레이트 층(4)의 상부면에 타겟(2)을 결합하는 결합 매체로서 캐비티에 제공된다.
도 4는 도면부호 200으로서 도시된 본 발명에 따른 방법과 종래 디자인의 타겟/백킹 플레이트 결합 방법(100)을 대조한다. 종래의 방법에서, 평면 타겟 블랭크와 평면의 단일 백킹 플레이트 재료는 단계 110에서와 같이 제공된다. 그런 다음, 평면 타겟 블랭크와 평면의 백킹 플레이트는 단계 120에서 도시된 바와 같이 가열되고, 평면의 결합된 타겟/백킹 플레이트 조립체를 형성하는 종래의 수단을 통해 단계 130에서 도시된 바와 같이 서로 결합된다. 냉각 시에, 타겟과 백킹 플레이트 사이의 큰 CTE의 차이로 인하여, 전체 조립체는 단계 140에 도시된 바와 같이 굽어지거나 또는 변형된다. 결합 공정이 종결된 후에, 그 결과는 단계 150에 도시된 바와 같이 굽어진 결합 조립체이다.
대조적으로, 단계 210에 도시된 바와 같은 본 발명의 한 예시적인 실시예에 따라서, 평면 타겟 블랭크는 도 1 및 도 3에 도시된 형태의 평면 적층 또는 복합 백킹 플레이트와 함께 제공된다. 그런 다음, 평면 타겟 블랭크 및 백킹 플레이트 조립체는 단계 220에서 도시된 바와 같이 열처리된다. 제 2 재료(6)가 도 1에 도시된 바와 같이 제 1 층 재료(4)(도 1)에 제공된 것보다 높은 CTE를 가진다는 사실로 인하여, 백킹 플레이트 조립체는 결합 온도에서 제어 가능한 굽어진 위치로 굽어지고, 이러한 바람직한 오목부는 도 2에 도시된 바와 같은 저장소(10)를 한정한다. 이러한 저장소는 제 1 백킹 플레이트 층(4)의 상부면을 따라서 오목부로서 존재한다. 도 4에서 단계 240에서 도시된 바와 같이 냉각시에, 전체 조립체는 평탄하게 되고, 결합 공정 후에, 평면의 결합된 조립체(250)가 제공된다.
따라서, 백킹 플레이트 구성요소(4 및 6)의 선택이 타겟 재료 특성에 기초하여 만들어진다는 것은 명백하다. 타겟 재료 CTE는 제 1 백킹 플레이트 층(4)의 CTE에 근접해야 하며, 상기된 바와 같이, 특정 실시예들에서, 이러한 차이는 대략 22 이어야한다. 다른 실시예에서, CTE 사이의 차이는 7 이하일 수 있다. 또한, 제 2 백킹 플레이트 층(6)의 CTE는 제 1 백킹 플레이트 층(4)의 CTE보다 크다. 이러한 것은 도 2에 도시된 바와 같은 백킹 플레이트 조립체에 대한 타겟의 납땜 결합을 위하여 또한 저장소로서 역할을 할 수 있는 오목면을 자연스럽게 형성하는 것을 돕는다.
도 5에 도시된 바와 같이, 상이한 두께비(TA/TB)는 오목부 또는 저장소(10)의 깊이를 조정하도록 백킹 플레이트 조립체의 각각의 구성요소(4, 6)를 위해 선택될 수 있다.
백킹 플레이트 조립체의 층(4, 6)들은 확산 결합, 블레이징, 납땜, 마찰 교반 용접, 코팅, 전기 도금, 및 다른 종래의 방법을 통해 서로 결합될 수 있다. 타겟의 제조 방법은, 평면의 결합면을 구비한 복합 백킹 플레이트를 제조하는 단계, 결합면의 바람직한 형상을 달성하도록 타겟 표면과 복합 플레이트를 가열하는 단계, 특정 실시예에서, 백킹 플레이트에 타겟을 납땜 결합하고, 이어서 실온으로 조립체를 느리게 냉각하는 단계를 포함한다.
하나의 예시적인 실시예에서, 타겟 재료(2)는 Si이고, 복합 백킹 플레이트는 Ti의 상부 또는 제 1 층(4), 및 A16061의 제 2 또는 저부 층(6)을 포함한다. 백킹 플레이트 재료는 복합 백킹 플레이트에 결합된 Si 타겟 납땜에 의해 서로 확산 결합된다.
기술될 수 있는 다른 예시적인 실시예는, 제 1 층(4)이 Mo이고 제 2 층(6)이 Cu인 복합 백킹 플레이트를 갖는 Si 타겟이다. Cu 층은 0㎜ 이상의 두께를 가질 수 있다. 제 2 층의 두께가 0일 때, 단지 제 1 층만이 존재하는 것을 나타낸다. 즉, Cu 층 두께가 0일 때, 백킹 플레이트는 Mo의 제 1 층만을 갖는다.
또 다른 예시적인 실시예는 제 1 백킹 플레이트 층(4)이 Ti이고 제 2 백킹 플레이트 층(6)이 Al 또는 Al 합금인 복합 백킹 플레이트와 W 타겟의 조합이다.
또 다른 예시적인 실시예는 제 1 백킹 플레이트 층(4)이 Ti이고, 제 2 백킹 플레이트 층(6)이 Al 또는 Al 합금인 복합 백킹 플레이트와 WSi2 타겟의 조합이다.
예시적인 타겟 또는 백킹 플레이트 층 재료의 CTE는 20℃에서 Z X 10-6 ㎝/㎝/℃의 조건으로 주어지고, Z는 아래에 열거된 바와 같은 열팽창계수이다:
Z (열팽창 계수)
Mo 5.0
MoSi2 8.25
Si 2.49
Ti 8.4
Al 24.0
Ag 19.6
Co 12.5
Cu 16.4
TaSi2 8.8
TiW 4.0
Zr 5.8
Ta 6.5
W 4.4
WSi2 6.5
Nb 7.1
Ni 13.1
V 8.33
다른 예시적인 실시예에서, 타겟은 실리콘, 세라믹 재료(산화물, 질화물, 탄화물 등을 포함하지만 이에 한정되지 않는), 실리콘-게르마늄, 규소화합물(예를 들어, WSi2) 및 그 합금일 수 있다. 복합 백킹 플레이트(부재(4/6))는 Ti/Al, Ti/Cu, Mo/Cu, Mo/Al, Ta/Al, Ta/Cu 등으로 구성될 수 있다. 복합 백킹 플레이트의 재료(4/6)들은 확산 결합, 납땜, 블레이징, 마찰 교반 용접, 코팅, 전기 도금, 또는 다른 방법을 통해 결합될 수 있다.
또한, 그런 다음, 본 발명이 스퍼터 타겟 조립체를 제조하는 방법에 관한 것이라는 것이 명백하다. 한 실시예에서, 상기 방법은 제 1 CTE를 갖는 제 1 층 및 제 2 CTE를 갖는 제 2 층으로 구성된 백킹 플레이트를 제공하는 단계를 포함한다. 스퍼터링 타겟은 필요한 기판 상으로 스퍼터링되는 재료로 구성되는 표면 층과, 제 1 백킹 플레이트 층(4)의 상부면과 짝을 이루는데 적합한 하부층을 구비한다. 타겟은 제 3 CTE를 갖는 제 3 재료로 구성된다. 백킹 플레이트와 타겟은 계면(interfacial surface)들을 따라서, 즉 타겟의 저부를 따라서 층(4)의 상부면에 납땜 결합된다. 일부 실시예에서, 도면에 도시된 바와 같이 백킹 플레이트의 제 1 층(4)은 Ti, Mo, Nb, Ta, Zr, 및 그 합금으로 이루어진 그룹으로부터 선택될 수 있다.
다른 예시적인 실시예에서, 도면에 도시된 제 2 재료, 재료(6)는 Al, Cu, Ti, Ni, V, 및 그 합급으로 이루어진 그룹으로부터 선택될 수 있다. 본 발명의 다른 양태에서, 타겟 재료는 Si, Si-Ge, 규소화합물, W, Ti-W, Ti-Al, Ta, Co, Ni, Cu, 희토류 금속, 및 그 합금, 및 산화물, 질화물, 탄화물, 및 탄소 질화물을 포함하지만 이에 한정되지 않는 세라믹 재료로 이루어진 그룹으로부터 선택될 수 있다.
본 발명의 특정 실시예에 따라서, 백킹 플레이트 조립체의 제 1 재료(4)의 CTE는 백킹 플레이트 조립체의 제 2 재료(6)의 CTE보다 낮다. 특정 실시예에서, 층(6)을 위한 CTE는 층(4)의 CTE의 약 2 내지 5배이다. 달리 말하면, CTE 층(6)/CTE 층(4)의 비는 약 2 내지 5:1이다. 백킹 플레이트 조립체의 제 1 및 제 2 재료(4 및 6)는 확산 결합, 블레이징, 납땜, 마찰 교반 용접, 코팅, 전기 도금, 또는 다른 방법을 통해 서로 결합될 수 있다. 추가적으로, 열 소성 변형은 재료(4, 6)의 결합 조립을 위한 평면의 제 1 접합면을 달성하도록 백킹 플레이트 조립체에 적용될 수 있다.
본 발명의 다른 양태에서, 제 1 접합면과 함께 백킹 플레이트를 포함하는 스퍼터 타겟 조립체가 제공된다. 백킹 플레이트는 제 1 CTE를 갖는 제 1 재료와 제 2 CTE를 갖는 제 2 재료로 구성된다. 제 2 접합면을 갖는 스퍼터 타겟이 제공되고, 스퍼터 타겟은 제 3 CTE를 갖는 제 3 재료로 구성된다. 타겟 재료는 제 1 및 제 2 접합면을 따라서 백킹 플레이트에 납땜 결합된다. 도면에 도시된 바와 같이, 제 1 재료(4)는 Ti, Mo, Nb, Ta, Zr, 및 그 합금으로 이루어진 그룹으로부터 선택될 수 있다. 또한, 도면에 도시된 바와 같이, 제 2 재료, 재료(6)는, Al, Cu, Ti, Ni, V, 및 그 합금으로 이루어진 그룹으로부터 선택된다. 타겟은, 실리콘, 실리콘-게르마늄, 규소화합물, 텅스텐, 티타늄-텅스텐, 티타늄-알루미늄, 탄탈룸, 코발트, 니켈, 구리, 희토류 금속, 및 그 합금, 및 산화물, 질화물, 탄화물, 및 탄소 질화물을 포함하지만 이에 한정되지 않는 세라믹 재료로 구성될 수 있다. 다른 실시예에서, 타겟 재료는 진성 p형 실리콘 또는 n형 실리콘일 수 있으며, 다른 실시예에서, 타겟 재료는 단결정 실리콘 또는 다결정 실리콘일 수 있다.
또한, 본 발명이 타겟 재료, 특히 저 CTE 취성 재료에 매칭하도록 낮은 편향을 갖는 복합 백킹 플레이트를 만들 수 있는 것은 명백하다. 이러한 다층 백킹 플레이트 조립체와 같은 구성 요소의 준비는 비용을 감축하고 저렴한 백킹 플레이트의 준비를 제공한다.
본 발명의 또 다른 양태에 따라서, 백킹 플레이트 구성 요소의 두께비 (TA/TB)(도 5 참조)는 도 2에 도시된 바와 같은 저장소(10)의 깊이를 조정하도록 조정된다. TI가 제 1 재료(4)로서 제공되고 A16061이 백킹 플레이트 조립체를 위한 제 2 재료(6)로서 이용되는 한 실시예에서, 1:1의 TA/TB 비가 제공되었다. 이러한 Ti/A16061 적층 백킹 플레이트는 서로 확산 결합되었으며, 약 0.1 인치의 하방 변위가 타겟의 중심에서 관찰되었다. 다른 예시적인 실시예에서, Ti는 다시 제 1 재료(4)로서 사용되었으며, A16061은 제 2 재료(6)로서 사용되었다. 그러나, TA/TB 비는 약 5:1과 유사하도록 선택되었다. 이 경우에, 조립체의 중심에서 최대 하향 변위 또는 굽어짐은 0.04 인치인 것으로 밝혀졌다. 예시적인 TA/TB 두께비는 약 1:1 내지 약 100:1과 유사하다.
본 발명의 명세서에 특정 실시예가 기술되었지만, 이것들은 첨부된 청구항에서 한정된 바와 같은 본 발명의 사상 및 범위를 벗어나지 않고 만들어질 수 있는 변경 또는 변형도 포함하도록 의도된다.
Claims (18)
- 스퍼터링 타겟 조립체를 제조하는 방법으로서,
a. 제 1 열팽창계수(CTE)를 갖는 제 1 층 및 제 2 CTE를 갖는 제 2 층을 포함하는 적층 조립체로 구성되는 백킹 플레이트를 제공하는 단계;
b. 제 3 CTE를 갖는 제 3 재료로 구성된 스퍼터링 타겟을 제공하는 단계;
c. 상기 스퍼터링 타겟 조립체를 제공하도록 상기 타겟에 상기 백킹 플레이트의 상기 제 1 층을 납땜 결합하는 단계를 포함하는, 스퍼터링 타겟 조립체 제조 방법. - 제 1 항에 있어서, 상기 제 1 층의 CTE는 상기 제 2 층의 CTE보다 낮은, 스퍼터링 타겟 조립체 제조 방법.
- 제 2 항에 있어서, 상기 제 1 층의 CTE는 상기 제 2 층의 CTE보다 낮은, 스퍼터링 타겟 조립체 제조 방법.
- 제 1 항에 있어서, 상기 제 1 층과 상기 제 2 층은 확산 결합, 블레이징, 납땜, FSW, 코팅, 전기 도금 및 다른 방법을 통해 서로 결합되는, 스퍼터링 타겟 조립체 제조 방법.
- 제 1 항에 있어서, 상기 제 1 CTE와 상기 제 3 CTE 사이의 차이는 약 22 이하인, 스퍼터링 타겟 조립체 제조 방법.
- 제 5 항에 있어서, 상기 제 2 CTE:제 1 CTE의 CTE의 비는 약 2 내지 5:1인, 스퍼터링 타겟 조립체 제조 방법.
- 제 6 항에 있어서, 상기 제 1 및 제 2 층을 가열하고 상기 제 1 층의 표면을 따라서 오목부를 형성하는 단계를 포함하는, 스퍼터링 타겟 조립체 제조 방법.
- 제 6 항에 있어서, 상기 제 1 층은 두께(TA)를 갖고 상기 제 2 층은 두께(TB)를 가지며; TA:TB는 약 1:1 내지 약 100:1인, 스퍼터링 타겟 조립체 제조 방법.
- 제 8 항에 있어서, 상기 타겟은 본질적으로 Si로 이루어지고, 상기 제 1 층은 본질적으로 Ti로 이루어지며, 상기 제 2 층은 본질적으로 Al 또는 Al 합금으로 이루어진, 스퍼터링 타겟 조립체 제조 방법.
- 제 8 항에 있어서, 상기 타겟은 본질적으로 W 또는 WSi2로 이루어지고, 상기 제 1 층은 본질적으로 Ti로 이루어지며, 상기 제 2 층은 본질적으로 Al 또는 Al 합금으로 이루어진, 스퍼터링 타겟 조립체 제조 방법.
- 제 8 항에 있어서, 상기 타겟은 본질적으로 Si로 이루어지고, 상기 제 1 층은 본질적으로 Mo로 이루어지며, 상기 제 2 층은 본질적으로 Cu로 이루어진, 스퍼터링 타겟 조립체 제조 방법.
- 스퍼터링 타겟 조립체로서,
a. 제 1 접합면을 갖고, 제 1 CTE를 갖는 제 1 재료 및 제 2 CTE를 갖는 제 2 재료로 구성되는 백킹 플레이트;
b. 제 2 접합면을 갖고, 제 3 CTE를 갖는 제 3 재료로 구성되는 스퍼터링 타겟을 포함하며;
c. 상기 타겟은 상기 제 1 및 제 2 접합면들을 따라서 상기 백킹 플레이트에 납땜 결합되고, 상기 제 1 및 제 3 CTE들 사이의 차이는 약 22 미만인, 스퍼터링 타겟 조립체. - 제 12 항에 있어서, 상기 백킹 플레이트는 다층 백킹 플레이트를 포함하고, 상기 제 1 재료는 제 1 백킹 플레이트 층을 한정하고 상기 제 2 재료는 제 2 백킹 플레이트 층을 한정하며, 상기 제 1 및 제 2 층들은 서로 결합되고, 상기 제 2 CTE:상기 제 1 CTE의 CTE 비는 약 2 내지 5:1인, 스퍼터링 타겟 조립체.
- 제 13 항에 있어서, 상기 제 1 층은 두께(TA)를 갖고, 상기 제 2 층은 두께(TB)를 가지며, TA:TB는 약 1:1 내지 약 100:1인, 스퍼터링 타겟 조립체.
- 제 13 항에 있어서, 상기 제 1 접합면은 납땜 저장소를 한정하는 오목부를 포함하는, 스퍼터링 타겟 조립체.
- 제 14 항에 있어서, 상기 타겟은 본질적으로 Si로 이루어지고, 상기 제 1 층은 본질적으로 Ti로 이루어지며, 상기 제 2 층은 본질적으로 Al 또는 Al 합금으로 이루어진, 스퍼터링 타겟 조립체.
- 제 14 항에 있어서, 상기 타겟은 본질적으로 W 또는 WSi2로 이루어지고, 상기 제 1 층은 본질적으로 Ti로 이루어지며, 상기 제 2 층은 본질적으로 Al 또는 Al 합금으로 이루어진, 스퍼터링 타겟 조립체.
- 제 14 항에 있어서, 상기 타겟은 본질적으로 Si로 이루어지고, 상기 제 1 층은 본질적으로 Mo로 이루어지며, 상기 제 2 층은 본질적으로 Cu로 이루어진, 스퍼터링 타겟 조립체.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261598595P | 2012-02-14 | 2012-02-14 | |
| US61/598,595 | 2012-02-14 | ||
| PCT/US2013/025729 WO2013122927A1 (en) | 2012-02-14 | 2013-02-12 | Low deflection sputtering target assembly and methods of making same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140129018A true KR20140129018A (ko) | 2014-11-06 |
Family
ID=48984628
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147022641A Withdrawn KR20140129018A (ko) | 2012-02-14 | 2013-02-12 | 저편향 스퍼터링 타겟 조립체 및 그 제조 방법 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9831073B2 (ko) |
| KR (1) | KR20140129018A (ko) |
| CN (1) | CN104125870A (ko) |
| WO (1) | WO2013122927A1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016017432A1 (ja) * | 2014-07-31 | 2016-02-04 | Jx日鉱日石金属株式会社 | 防食性の金属とMo又はMo合金を拡散接合したバッキングプレート、及び該バッキングプレートを備えたスパッタリングターゲット-バッキングプレート組立体 |
| US10124559B2 (en) * | 2014-12-24 | 2018-11-13 | Medtronic, Inc. | Kinetically limited nano-scale diffusion bond structures and methods |
| CN106378493B (zh) * | 2015-07-27 | 2018-08-10 | 合肥江丰电子材料有限公司 | 靶材组件的表面处理方法和工具 |
| CN105149764A (zh) * | 2015-08-24 | 2015-12-16 | 有研亿金新材料有限公司 | 一种靶材与背板的焊接方法 |
| CN105195890B (zh) * | 2015-11-03 | 2018-06-29 | 江苏烁石焊接科技有限公司 | 一种以高硬度金属摩擦堆焊低硬度金属的装置及方法 |
| CN105252135B (zh) * | 2015-11-03 | 2019-02-05 | 南京理工大学 | 一种以高硬度金属摩擦堆焊低硬度金属的装置及方法 |
| US10748863B2 (en) * | 2016-12-30 | 2020-08-18 | Texas Instruments Incorporated | Semiconductor devices having metal posts for stress relief at flatness discontinuities |
| CN108907630B (zh) * | 2018-08-14 | 2020-08-07 | 合肥工业大学 | 一种CT机X射线管用W/Mo/石墨复合阳极靶材的制造方法 |
| JP7331447B2 (ja) * | 2019-05-14 | 2023-08-23 | 株式会社プロテリアル | Ni-Nb積層板材およびその製造方法、Ni-Nb合金板材およびその製造方法 |
| TWI899486B (zh) | 2021-06-24 | 2025-10-01 | 美商萬騰榮公司 | 具有貴金屬插入物和裙座的組合式濺射靶 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57188680A (en) | 1981-05-16 | 1982-11-19 | Kemisuton:Kk | Target for sputtering and production thereof |
| JPH04168267A (ja) | 1990-10-31 | 1992-06-16 | Hitachi Metals Ltd | スパッタリング用接合体 |
| US5320984A (en) | 1990-12-21 | 1994-06-14 | Semiconductor Energy Laboratory Co., Ltd. | Method for forming a semiconductor film by sputter deposition in a hydrogen atmosphere |
| WO1992017622A1 (en) * | 1991-04-08 | 1992-10-15 | Tosoh Smd, Inc. | Thermally compatible sputter target and backing plate assembly |
| JPH0586465A (ja) | 1991-06-28 | 1993-04-06 | Mitsubishi Materials Corp | スパツタリング用ターゲツト及びその製造方法 |
| US5965278A (en) | 1993-04-02 | 1999-10-12 | Ppg Industries Ohio, Inc. | Method of making cathode targets comprising silicon |
| US5593082A (en) | 1994-11-15 | 1997-01-14 | Tosoh Smd, Inc. | Methods of bonding targets to backing plate members using solder pastes and target/backing plate assemblies bonded thereby |
| JPH08246144A (ja) | 1995-03-10 | 1996-09-24 | Japan Energy Corp | スパッタリングターゲット用バッキングプレート組立部品 |
| US5857611A (en) | 1995-08-16 | 1999-01-12 | Sony Corporation | Sputter target/backing plate assembly and method of making same |
| EP1452622A3 (en) | 1995-08-23 | 2004-09-29 | Asahi Glass Ceramics Co., Ltd. | Target and process for its production, and method for forming a film having a high refractive index |
| US5879524A (en) | 1996-02-29 | 1999-03-09 | Sony Corporation | Composite backing plate for a sputtering target |
| US6071389A (en) * | 1998-08-21 | 2000-06-06 | Tosoh Smd, Inc. | Diffusion bonded sputter target assembly and method of making |
| US6521108B1 (en) | 1998-12-29 | 2003-02-18 | Tosoh Smd, Inc. | Diffusion bonded sputter target assembly and method of making same |
| US6774339B1 (en) * | 1999-11-09 | 2004-08-10 | Tosoh Smd, Inc. | Hermetic sealing of target/backing plate assemblies using electron beam melted indium or tin |
| JP3905295B2 (ja) | 2000-10-02 | 2007-04-18 | 日鉱金属株式会社 | 高純度コバルトターゲットと銅合金製バッキングプレートとの拡散接合ターゲット組立体及びその製造方法 |
| US6596131B1 (en) | 2000-10-30 | 2003-07-22 | Honeywell International Inc. | Carbon fiber and copper support for physical vapor deposition target assembly and method of forming |
| JP3905301B2 (ja) | 2000-10-31 | 2007-04-18 | 日鉱金属株式会社 | タンタル又はタングステンターゲット−銅合金製バッキングプレート組立体及びその製造方法 |
| KR20040015195A (ko) | 2001-04-26 | 2004-02-18 | 허니웰 인터내셔널 인코포레이티드 | 몰리브덴과 알루미늄을 함유한 어셈블리 및타겟/백플레이트 어셈블리 형성 시에 중간층 이용방법 |
| WO2004065046A2 (en) | 2003-01-22 | 2004-08-05 | Tosoh Smd, Inc. | Brittle material sputtering target assembly and method of making same |
| EP1592823B1 (en) | 2003-02-20 | 2007-04-11 | N.V. Bekaert S.A. | A method of manufacturing a sputter target |
| EP1626443B1 (en) * | 2003-05-22 | 2013-12-18 | Neomax Materials Co., Ltd. | Electrode wire material and solar battery having connection lead formed of the wire material |
| US20050051606A1 (en) * | 2003-09-09 | 2005-03-10 | Rene Perrot | Method of manufacturing an extended life sputter target assembly and product thereof |
| DE102004020404B4 (de) | 2004-04-23 | 2007-06-06 | H. C. Starck Gmbh & Co. Kg | Trägerplatte für Sputtertargets, Verfahren zu ihrer Herstellung und Einheit aus Trägerplatte und Sputtertarget |
| US20090045050A1 (en) | 2005-12-28 | 2009-02-19 | Tsutomu Kuniya | Sputtering target structure |
| CN100496871C (zh) | 2006-11-07 | 2009-06-10 | 北京有色金属研究总院 | 一种金属靶材与靶托的连接方法 |
| US20110303535A1 (en) | 2007-05-04 | 2011-12-15 | Miller Steven A | Sputtering targets and methods of forming the same |
| US8702919B2 (en) * | 2007-08-13 | 2014-04-22 | Honeywell International Inc. | Target designs and related methods for coupled target assemblies, methods of production and uses thereof |
| WO2011102896A1 (en) | 2010-02-17 | 2011-08-25 | Tosoh Smd, Inc. | Sputter target |
-
2013
- 2013-02-12 CN CN201380009377.7A patent/CN104125870A/zh active Pending
- 2013-02-12 US US14/376,950 patent/US9831073B2/en not_active Expired - Fee Related
- 2013-02-12 WO PCT/US2013/025729 patent/WO2013122927A1/en not_active Ceased
- 2013-02-12 KR KR1020147022641A patent/KR20140129018A/ko not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US9831073B2 (en) | 2017-11-28 |
| WO2013122927A1 (en) | 2013-08-22 |
| CN104125870A (zh) | 2014-10-29 |
| US20150170887A1 (en) | 2015-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140129018A (ko) | 저편향 스퍼터링 타겟 조립체 및 그 제조 방법 | |
| JP5429819B2 (ja) | モジュールユニット | |
| US8299604B2 (en) | Bonded metal and ceramic plates for thermal management of optical and electronic devices | |
| EP0590904B1 (en) | Method of manufacturing a diffusion-bonded sputtering target assembly | |
| JP3509809B2 (ja) | サブマウントおよび半導体装置 | |
| WO2004015756A1 (ja) | サブマウントおよび半導体装置 | |
| JP2005533930A (ja) | モノリス型スパッタリングターゲット集成体 | |
| JP4791487B2 (ja) | 半導体素子実装用基板とそれを用いた半導体装置および半導体素子実装用基板の製造方法 | |
| EP4029351B1 (en) | Ceramic heater and method of forming using transient liquid phase bonding | |
| JP3525348B2 (ja) | 拡散接合されたスパッタリングターゲット組立体の製造方法 | |
| JP4594488B2 (ja) | スパッタリングターゲット | |
| CN103492608A (zh) | 经扩散结合的溅射靶组件及制造方法 | |
| WO1992017622A1 (en) | Thermally compatible sputter target and backing plate assembly | |
| JP6786090B2 (ja) | 放熱板材 | |
| JP4615746B2 (ja) | スパッタリング用チタンターゲット組立て体及びその製造方法 | |
| JP3469261B2 (ja) | 拡散接合されたスパッタリングターゲット組立体及びその製造方法 | |
| WO2004065046A2 (en) | Brittle material sputtering target assembly and method of making same | |
| KR20140086373A (ko) | Led용 웨이퍼 및 그 제조방법 | |
| US20250197987A1 (en) | Molybdenum sputtering target assembly and method of making | |
| JP2026501597A (ja) | 銅合金バッキングプレートに拡散結合されたタングステン含有ターゲット | |
| JP2016149448A (ja) | 半導体装置 | |
| KR20180017635A (ko) | 고주파 기판과 그 제조 방법 | |
| JP2657610B2 (ja) | 金属複合材料および電子回路用部品 | |
| JP4494581B2 (ja) | バッキングプレート及びスパッタリングターゲット組立体 | |
| WO2015128229A1 (en) | Mounted diamond components and methods of fabricating the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20140813 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |