KR20140144236A - 반송 장치 - Google Patents
반송 장치 Download PDFInfo
- Publication number
- KR20140144236A KR20140144236A KR1020147029615A KR20147029615A KR20140144236A KR 20140144236 A KR20140144236 A KR 20140144236A KR 1020147029615 A KR1020147029615 A KR 1020147029615A KR 20147029615 A KR20147029615 A KR 20147029615A KR 20140144236 A KR20140144236 A KR 20140144236A
- Authority
- KR
- South Korea
- Prior art keywords
- work
- conveying
- floating
- cover
- projections
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
- B65G49/065—Transporting devices for sheet glass in a horizontal position supported partially or completely on fluid cushions, e.g. a gas cushion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G51/00—Conveying articles through pipes or tubes by fluid flow or pressure; Conveying articles over a flat surface, e.g. the base of a trough, by jets located in the surface
- B65G51/02—Directly conveying the articles, e.g. slips, sheets, stockings, containers or workpieces, by flowing gases
- B65G51/03—Directly conveying the articles, e.g. slips, sheets, stockings, containers or workpieces, by flowing gases over a flat surface or in troughs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/06—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3202—Mechanical details, e.g. rollers or belts
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/36—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations using air tracks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
- B65G2249/045—Details of suction cups suction cups
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
대상물을 기체에 의해 부상시켜 제1 방향으로 반송하기 위한 반송 장치는, 상기 기체를 분출하여 상기 대상물에 가압함으로써 상기 대상물을 부상시키는 부상부와, 상기 제1 방향으로 연장된 무단 벨트로서 상기 대상물에 접촉하기 위해 돌출된 복수의 돌기를 구비한 벨트, 및 상기 제1 방향으로 회전 가능하며 상기 제1 방향으로 배열된 복수의 롤러 중, 적어도 한쪽을 구비한 반송부로서, 상기 대상물에 접촉하여 상기 제1 방향으로 구동하기 위해 구성된 반송부와, 상기 반송부를 덮고, 상기 복수의 돌기 또는 상기 복수의 롤러의 각각 상단만이 돌출된 커버와, 상기 커버 내에 부압을 부여하여 상기 대상물을 상기 반송부에 접촉하게 하는 흡인부를 구비한다.
Description
본 발명은, 얇은 유리와 같은 기판을 부상시켜 반송(搬送)하는 반송 장치에 관한 것이다.
액정 디스플레이로 대표되는 평판 디스플레이의 제조에 있어서, 얇은 유리와 같은 기판을 손상시키지 않고 반송하기 위해, 기판을 부상시켜 반송하는 반송 장치가 이용되고 있다. 이와 같은 반송 장치는, 통상, 압축 공기를 분출하는 부상 장치를 구비하고, 또한 부상시킨 기판에 접촉하여 이에 구동력을 부여하는 벨트 컨베이어 또는 롤러 컨베이어를 구비한다.
유리 기판에 부착된 먼지나 그 표면의 상흔(傷痕)은, 디스플레이의 품질에 중대한 영향을 미친다. 먼지의 부착이나 표면의 상흔의 요인 중 하나는, 유리 기판이 반송 장치 등에 접촉하는 것이다. 한편, 유리 기판은, 예를 들면, 두께 0.7㎜ 또는 그 이하로서 가요성(可撓性)을 가지므로, 반송 중에서의 접촉을 방지하기 위해서는 기판을 평탄하게 유지한 채로 반송하는 것이 중시된다. 최근 더욱 얇은 유리가 요구되어 있고, 이것을 평탄하게 유지하여 반송하는 것은 더욱 더 어려워지고 있다.
특허 문헌 1은, 벨트 컨베이어를 구비한 반송 장치의 기술을 개시한다. 이러한 기술에 의하면, 벨트는 등간격(等間隔)으로 형성된 돌기를 구비하고 있고, 돌기가 부상한 유리 기판에 접함으로써, 이것을 반송한다.
특허 문헌 2는, 롤러 컨베이어를 구비한 반송 장치의 기술을 개시한다. 특허 문헌 2에 의하면, 「유리 기판의 패스 라인 중앙부가 크게 위쪽으로 부상하거나, 수하(垂下)하거나 하는 만곡이 현저해지는 경우가 있었다」는 것이, 기술적 과제로 인식되어 있다. 이것을 해결하기 위해, 폭 방향 중앙 위치의 에어 테이블 유닛으로부터의 에어 공급량을 조절함으로써, 유리 기판의 만곡을 억제하고 있다.
전술한 바와 같은 기술은, 유리 기판을 대체로 평탄하게 유지하는 것을 가능하게 하고 있다. 그러나, 반송 방향에 대하여 선단에서의 휨과 같은, 국부적인 휨에 관하여는, 아직 기술적 과제가 남아 있다. 즉, 유리 기판이 하나의 롤러로부터 다음의 롤러로 이동할 때, 또는 하나의 반송 장치로부터 다음의 반송 장치로 이동할 때, 선단을 지지하지 않기 때문에, 선단은 자중(自重)에 의해 아래쪽으로 휘어져 버린다. 선단이 롤러, 또는 반송 장치에 충돌하기 쉬워지는 문제가 있다.
본 발명은 전술한 문제점을 해결하기 위해 이루어진 것이다. 전술한 바와 같은 기술 상식에 반하여, 유리 기판의 폭 방향의 양단만을 평탄하게 지지하고, 유리 기판의 중앙부를 오히려 약간 휘게 함으로써, 선단의 휨이 억제되는 것을 본 발명자들은 발견하고, 본 발명에 이르렀다.
본 발명의 일태양에 의하면, 대상물을 기체(氣體)에 의해 부상시켜 제1 방향으로 반송하기 위한 반송 장치는, 상기 기체를 분출하여 상기 대상물에 가압함으로써 상기 대상물을 부상시키는 부상부와, 상기 제1 방향으로 연장된 무단(無端) 벨트로서 상기 대상물에 접촉하기 위해 돌출된 복수의 돌기를 구비한 벨트, 및 상기 제1 방향으로 회전 가능하며 상기 제1 방향으로 배열된 복수의 롤러 중, 적어도 한쪽을 구비한 반송부(搬送部)로서, 상기 대상물에 접촉하여 상기 제1 방향으로 구동하기 위해 구성된 반송부와, 상기 반송부를 덮고, 상기 복수의 돌기 또는 상기 복수의 롤러의 각각 상단만이 돌출된 커버와, 상기 커버 내에 부압(負壓)을 부여하여 상기 대상물을 상기 반송부에 접촉하게 하는 흡인부를 구비한다.
기판의 선단의 휨을 방지할 수 있고, 기판이 반송 장치 등에 충돌하는 것을 방지할 수 있다.
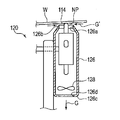
도 1은, 본 발명의 일실시형태에 의한 반송 장치의 일부를 나타낸 사시도이다.
도 2는, 본 실시형태에 의한 반송 장치의 3면도이다.
도 3은, 본 실시형태에 의한 반송부 및 흡인부의 횡단면도이다.
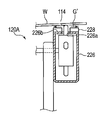
도 4는, 다른 실시형태에 의한 반송부 및 흡인부의 횡단면도이다.
도 5는, 또 다른 실시형태에 의한 흡인부 및 반송부의 사시도 및 평면도이다.
도 2는, 본 실시형태에 의한 반송 장치의 3면도이다.
도 3은, 본 실시형태에 의한 반송부 및 흡인부의 횡단면도이다.
도 4는, 다른 실시형태에 의한 반송부 및 흡인부의 횡단면도이다.
도 5는, 또 다른 실시형태에 의한 흡인부 및 반송부의 사시도 및 평면도이다.
첨부한 도면을 참조하여 이하에 본 발명의 몇가지의 예시적인 실시형태를 설명한다.
본 발명의 실시형태에 의한 반송 장치는, 예를 들면, 청정실 내에 있어서, 유리 기판과 같은 얇은 대상물을 반송하는 데 바람직하게 이용할 수 있다. 유리 기판의 경우, 두께 0.7㎜ 정도의 것을 대상으로 할뿐 만아니라, 두께 0.1∼0.3㎜ 정도의 매우 얇은 것도 대상으로 할 수 있다.
도 1을 참조하면, 본 발명의 일실시형태에 의한 반송 장치(100)는, 공작물(work―object)(W)(대상물)을 부상시키는 부상부(116)와, 공작물(W)을 X방향(제1 방향)으로 구동하는 반송부(120)를 구비한다. 부상부(116)는, 기체를 분출하는 개구(116a)를 구비하고, 분출된 기체가 공작물(W)에 정압(正壓)을 부여하고, 이로써, 공작물(W)이 부상한다. 반송부(120)는, 모터 등에 의해 X방향으로 구동되는 복수의 돌기(114)를 구비하고, 돌기(114)가 공작물(W)에 접함으로써 공작물(W)이 반송된다. 반송부(120)는, 상세한 것은 후술하지만, 흡인부(128)를 구비함으로써, 돌기(114)의 주위의 기체를 흡인하여 공작물(W)을 돌기(114)에 접촉하게 한다. 부상부(116)없이 반송부(120)만에 의해 공작물(W)을 지지하여 반송해도 된다.
도 2를 참조하여 더욱 상세하게 설명한다. 도 2의 (a)는 커버와 함께 반송 장치를 나타낸 평면도이며, 도 2의 (b), (c)는 커버를 벗긴 상태로 반송 장치를 나타낸 입면도 및 측면도이다.
벨트(112)와 부상부(116)는, 모두 지지대(118)에 지지되고, 지지대(118)는 지지 다리(118a)를 통하여 청정실의 바닥 또는 그레이팅(grating) 상에 설치된다. 부상부(116)는 지지대(118) 상에 배열되고, 예를 들면, X방향을 따라 복수의 부상부(116)가 배열되고, 또한 X방향과 직교하는 방향(폭 방향)으로도 복수의 부상부(116)가 배열된다. 배열의 수는 자유롭게 선택할 수 있고, 그러므로, 대상물의 크기에 따라 장치의 구성은 임의로 변경할 수 있다. 반송부(120)는, 통상, 복수의 부상부(116)의 폭 방향 양단에 배치되지만, 다른 배치도 가능하다.
부상부(116)는, 그 전체가 상자형이며, 그 상면은 대체로 평탄하다. 상면은 위쪽을 향해 개구된 개구(116a)를 구비하고, 개구(116a)는 상면을 관통하여 내부의 공간과 연통되어 있다. 개구(116a)는, 예를 들면, 도 1, 도 2와 같이 원형의 슬릿이라도 되고, 직사각형이나 복수의 슬릿, 또는 다수의 작은 구멍 등, 각종 형상을 취할 수 있다. 또한, 개구(116a)는, 연직으로 상면을 관통하고 있어도 되고, 상면에 대하여 경사를 가지고 있어도 된다. 또는 부상부(116)의 상면의 일부 또는 전체가 통기성이 있는 메쉬체나 다공질체라도 된다.
개구(116a)와 연통되어, 외부에 기체 공급 장치가 설치되고, 공기나 질소와 같은 기체(G)가 공급되어 개구(116a)로부터 분출한다. 기체 공급 장치는, 부상부(116)에 기체(G)를 가압하여 공급하는 펌프 또는 압축기이다. 하나의 부상부(116)에 하나의 기체 공급 장치가 연결되어 있어도 되고, 복수의 부상부(116)에 단일의 기체 공급 장치가 연결되어 있어도 된다. 또한, 기체 공급 장치와 부상부(116)와의 사이에, 일정량의 압축 기체가 저류(貯留)하는 챔버가 개재되어도 된다.
개구(116a)로부터 분출된 기체(G)는, 공작물(W)과 부상부(116)와의 사이에 가압된 공간(P)이 생기게 하고, 이로써, 공작물(W)에 가압하여 부상력을 부여한다. 이 때, 분출된 기체(G)가 공작물(W)에 접촉되는 것에 의해 생기는 힘뿐만아니라, 부딪친 기체(G)가 주위를 향해 분산되어 가는 과정에서 생기는 정압(靜壓)도 부상력의 근원으로 된다. 그러므로, 비교적 근소한 가압력에 의해 큰 부상력을 얻을 수 있어, 에너지 효율도 우수하다.
벨트(112)는, 대체로, 2개 이상의 휠(110) 사이를 주회(周回)하는 무단 벨트로서, 반송부(120)의 전체는 벨트 컨베이어이다. 휠(110)은 각각 프레임(102)에 의해 지지된다. 전술한 바와 같이, 반송부(120)는 복수의 부상부(116)의 폭 방향 양단에 배치되고, 그 벨트(112)가 X방향을 따라 연장되도록 향한다.
휠(110)에는 샤프트(110a)가 결합되어 있고, 샤프트(110a)는 프레임(102)의 지지공(102a)에 축지지됨으로써, 휠(110)은 그 주위로 회전 가능하다. 샤프트(110a)에는 기어(110b)가 결합되어 있고, 일체로 회전한다. 결합을 위해, 예를 들면, 서로 끼워맞추어지는 키와 키홈과의 조합을 채용해도 되고, 끼워맞춤 대신에, 일체의 구조라도 된다.
반송 장치(100)는, 또한 전동 모터와 같은 구동 장치(110c)를 구비한다. 구동 장치(110c)는, 기어(110b)와 맞물리는 기어(110d)를 구비하고, 이로써, 구동 장치(110c)의 구동에 의해 휠(110)이 회전하고, 벨트(112)가 휠(110) 사이를 주회한다. 또는 구동 장치는 휠을 직접 구동해도 되거나, 또는 적절한 기어, 피니언 장치가 더 개재되어도 된다.
벨트(112)는, 외측으로 돌출된 복수의 돌기(114)를 구비한다. 복수의 돌기(114)는, 또한 X방향을 따라 배열된다. 돌기(114)는 벨트(112)와 일체라도 되고, 별개로서 벨트에 걸어맞추어진 것이라도 된다. 돌기(114)는, 후술하는 바와 같이, 공작물(W)의 부상 높이보다 약간 높게 형성되어 있다. 그 형상은 원통, 직육면체, 뿔체 또는 다른 어느 쪽의 형상이라도 된다. 또한, 그 선단은, 평탄해도 되고, 또는 공작물(W)과의 접촉 면적을 감소시키기 위해 구형(球形)이나 추형(錐形) 즉 송곳형이라도 된다. 또한, 선단은 부상부(116)를 향해 하향 경사를 가지고 있어도 된다. 이 태양(態樣)에 대해서는 후술한다.
도 3을 참조하면, 벨트(112) 및 돌기(114)는, 커버(126)에 덮혀져 있다. 커버(126)는 그 상단(126b)에 개구(126a)를 구비하고, 돌기(114)는 그 상단은 만 개구(126a)로부터 위쪽으로 돌출되어 있다. 도 1로부터도 이해할 수 있는 바와 같이, 개구(126a)는 X방향으로 연장된 슬릿이며, 돌기(114)는 그 상단이 돌출된 X방향으로 이동 가능하다.
반송부(120)는, 커버(126)의 내부에, 또는 커버(126)의 내부와 연통되어, 흡인부(128)를 구비한다. 흡인부(128)는 팬, 블로워(blower) 또는 펌프와 같은 흡기 수단으로서, 커버(126)의 내부를 부압으로 한다. 커버(126)의 내부는 개구(126a)를 통하여 돌기(114)의 상단의 주위의 공간과 연통되어 있고, 이러한 공간의 기체(G')를 흡인하고, 이로써, 부압 NP를 공작물(W)에 부여한다. 기체(G')는 전술한 기체(G)와 동일해도 되고, 다른 기체라도 된다.
커버(126)의 예를 들면, 하단(126c)은, 또한 개구(126d)를 구비하고, 기체(G')는 개구(126d)로부터 외부로 배기된다. 바람직하게는 개구(126d)는 에어 필터를 구비한다. 벨트 컨베이어나 팬 또는 블로워와 같은 회전체는, 종종 청정실 내에서의 주요한 발진원이므로, 이러한 개소에 에어 필터를 설치하는 것은, 청정실의 공기의 청정도를 유지하는 데 유리하다.
또한, 부상부(116)에 기체를 공급하는 기체 공급 장치에 개구(126d)를 접속하고, 이로써, 기체(G)를 순환하게 해도 된다. 이들은 순환부를 구성한다. 기체 공급 장치에 있어서는, 유입과 유출이 조화되는 것에 의해, 에너지 효율이 높아지므로, 에너지 절약성의 점에서 유리하다. 또한, 이 경우, 흡기 수단과 기체 공급 장치의 한쪽을 생략하고, 다른 쪽에 기체를 흡인하는 수단과 기체를 가압하는 수단을 겸하게 해도 된다.
본 실시형태에 의하면, 흡인부(128)가 개구(126a)를 통하여 공작물(work―object)(W)에 부압 NP를 부여하여, 공작물(W)의 단부(端部)를 돌기(114)에 접촉시킨다. 공작물(W)의 단부는, 돌기(114)에 접한 상태에서, 이와 동시에 진행하고, 이로써, 반송된다. 개구(126a)는 돌기(114)를 포위하고 있고, 그 주위에 대칭적으로 부압 NP가 발생하므로, 공작물(W)의 단부의 평탄성은 유지된다. 또한, 개구(126a)는 X방향을 따라 연장되어 있으므로, 공작물(W)의 단부는, X방향을 따라 넓은 범위에서 평탄하게 유지된다.
반송부는, 도 4에 나타낸 반송부(120A)와 같은 구성이라도 된다. 즉, 전술한 실시형태와 마찬가지로, 커버(226)는 벨트(112) 및 돌기(114)를 덮고, 그 개구(226a)로부터 돌기(114)의 선단이 위쪽으로 돌출되어 있지만, 그 상단(226b)은 평탄하여 공작물(W)의 하면에 대략 평행이다. 평행을 확보하기 위해 별개의 부재(228)를 구비해도 된다. 개구(226a)의 바로 위에 부압 NP가 생길뿐 아니라, 공작물(W)의 하면과 상단(226b)[또는 부재(228)]가 평행한 범위의 전체에, 같은 정도의 부압 NP가 생긴다. 보다 넓은 범위에 걸쳐 공작물(W)에 부압 NP이 부여되므로, 공작물(W)의 단부의 평탄성이 향상되고, 또한 보다 큰 흡인력을 생기게 할 수 있다.
또한, 도 4에 나타낸 반송부(120A)에 있어서는, 개구(226a)로부터 기체(G')를 흡인하는 것 대신에, 기체(G')를 분출할 수 있어도 된다. 공작물(W)의 하면과 상단(226b)[또는 부재(228)]과의 사이의 간극을, 기체(G')가 상당 정도의 유속(流速)을 가지고 유출한다. 이 때, 간극이 크게 되려고 하면 유속이 변하여, 베르누이의 원리에 의해 부압이 생긴다. 간극과 유량이 특정한 관계를 만족시키면, 공작물(W)을 흡인하는 데 충분한 부압이 발생한다. 즉, 반송부(120A)는, 이른바 베르누이 척으로서 작용하여, 공작물(W)에 부압 NP를 부여한다.
공작물(W)의 단부는 일렬로 배열된 복수의 돌기(114)에 지지되고, 이와 동시에 움직이므로, 기둥에 의지한 천정과 같이 평탄한 형상이 유지된다. 도 3, 도 4에 있어서 공작물(W)이 좌측 방향을 향해 하강하도록 나타나 있으므로, 이해할 수 있는 바와 같이, 공작물(W)의 단부가 평탄하게 지지되는 한편, 공작물(W)의 중앙 부근은 자중에 의해 아래쪽으로 약간 휜다. 즉, X방향을 따라 보면, 공작물(W)은 오목형의 형상으로 될 수 있다. 또는, 공작물(W)의 중앙 부근을 휘게 하는 변형 수단을 설치해도 된다.
이와 같은 변형 수단 중 하나는, 특정한 부상 높이를 생기게 하는 기체 공급 장치이다. 기체 공급 장치가 공급하는 가압 기체에 있어서, 가압력을 적절하게 조정함으로써, 부상부(116) 상에서의 부상 높이를, 돌기(114) 상에서의 공작물(W)의 높이보다 낮게 할 수 있다. 또는, 폭 방향으로 복수 배열된 부상부(116) 중, 중앙 부근의 부상부(116)만 부상력을 감소시켜도 된다. 또는, 기체 공급 장치 또는 부상부(116)에, 적절한 압력 손실 수단 또는 유량 조정 수단을 설치하여, 중앙 부근에 있어서 부상력을 감소시켜도 된다. 이러한 변형 수단에 의해, 공작물(W)에 오목형의 형상을 갖게 할 수 있다. 또는, 부상부(116)에 의한 부상력을 강하게 함으로써, 공작물(W)에 볼록형의 형상을 갖게 해도 된다.
변형 수단의 다른 하나는, 돌기(114)가, 공작물(W)을 휘게 할 수 있도록 구성되어 있는 것이다. 공작물(W)은, 부상부(116) 상에 있어서, 공작물(W)의 중량과 부상부(116)에 의한 부상력과의 관계로 정해지는 고유의 부상 높이를 가진다. 돌기(114)가 공작물(W)을 휘지 않도록 지지하는 높이에 대하여, 돌기(114)가 공작물(W)을 높은 높이에 지지하도록 형성되어 있으면, 공작물(W)에 오목형의 형상을 갖게 할 수 있다.
변형 수단의 또 다른 하나는, 돌기(114)의 각 선단이 부상부(116)를 향해 하향 경사를 가지는 것이다. 돌기(114)가 경사져 있으므로, 공작물(W)의 중앙 부근이 아래쪽으로 휘는 것이 촉구된다.
전술한 실시형태에는 각종 변경이 있을 수 있다. 이하에서는 특히, 반송부 및 흡인부에 대하여, 몇가지의 변경한 실시형태를 설명한다.
벨트 컨베이어 대신에, 도 5의 (a)에 나타낸 바와 같이, 롤러 컨베이어를 채용할 수도 있다. 반송부(120B)는, 복수의 돌기(114)를 구비한 벨트(112) 대신에, 복수의 롤러(314)를 구비한다. 복수의 롤러(314)가 단일의 커버(126)에 덮혀 있고, 롤러(314)의 상단이 각각 커버(126)의 개구(126a)로부터 위쪽으로 돌출되어 있다. 전술한 실시형태와 마찬가지로, 개구(126a)를 통하여 기체(G')가 흡인되어, 부압 NP가 공작물(W)에 인가된다. 부압 NP에 의해 공작물(W)의 단부가 롤러(314)에 접하여, 롤러(314)에 구동되어 공작물(W)은 X방향으로 반송된다. 개구(126a)는 롤러(314)를 각각 포위하고 있고, 그 주위에 대칭적으로 부압 NP이 발생하고, 또한 개구(126a)는 X방향으로 연장되어 있으므로, 넓은 범위에서 공작물(W)의 단부의 평탄성이 유지된다.
롤러 컨베이어를 채용하는 경우, 도 5의 (b)에 나타낸 바와 같이, 커버를 가지지 않는 태양도 가능하다. 흡인부(412a)는 각각 통형(筒形)의 부재를 구비하고, 그 상단의 개구로부터 기체(G')를 흡인한다. 프레임(402)에 따라, 흡인부(412a)는 각각 롤러(414)와 교호적(交互的)으로 배열된다. 흡인부(412a)는, 롤러(414)와 교호적으로, 또한 동일 직선 상에 배열되도록 배열된다. 이 직선은, 필연적으로 X방향에 평행이다. 여기서 동일 직선 상이란, 양자가 엄밀하게 단일의 직선 상에 배열된 것을 요하지 않고, 일정한 폭을 넘지 않을 정도로 직선으로부터 일탈하고 있어도 된다. 예를 들면, 롤러(414)의 폭이 20㎜라고 하면, 롤러(414)의 중앙으로부터 20㎜ 정도는 허용되는 폭이다.
흡인부(412a)는, 롤러(414)의 상단보다 약간 낮게 설치되고, 이로써, 흡인부(412a)와 공작물(W)과의 사이에 적절한 간극이 확보되어 기체(G')가 흡인된다. 부압 NP에 의해 공작물(W)의 단부가 롤러(414)에 접하여, 롤러(414)에 구동되어 공작물(W)은 X방향으로 반송된다. 롤러(414)가 흡인부(412a)와 동일 직선 상에서 있으므로, 공작물(W)의 단부가 치우쳐 흡인되지 않고, 그 평탄성은 유지된다.
도 5의 (a), (b)에 나타낸 롤러 컨베이어의 경우에는, 도 5의 (c)에 나타낸 바와 같이 구동 장치를 이용할 수 있다. X방향을 따라 복수의 롤러(314)가 배열되어 있고, 프레임(302)에 각각 회전 가능하게 지지된다. 롤러(314)의 각 샤프트는 풀리(pully)(310b)에 결합되어 있고, 전동 모터와 같은 구동 장치(310)도 풀리(310b)에 결합되어 있다. 이들 풀리(310b)가 벨트(310e)에 의해 서로 연결되는 것에 의해, 모든 롤러(314)가 동기하여 회전한다. 구동 장치(310)의 샤프트(310c)는, 바람직하게는 반대측의 끝에까지 연장되어 반대측의 끝의 풀리(310b)를 회전하게 한다. 이로써, 양단의 롤러(314)가 동기하여 회전한다. 또는, 벨트에 의하지 않고 샤프트 및 기어 기구(機構)에 의해 구동 장치를 구성해도 된다.
이와 같은 태양에 의해서도, 공작물(W)의 폭 방향 양단을 평탄하게 지지하는 한편, 공작물(W)의 중앙 부근을 약간 휘게 할 수 있다. 그러면, 공작물(W)은 오목형(또는 볼록형)의 형상을 취하여, 다음과 같은 효과를 얻을 수 있다.
종래 기술과 같이 공작물(W)의 전체적인 형상을 평탄하게 유지하도록 하면 공작물(W)의 선단이 지지되어 있지 않을 때, 자중에 의해 선단은 아래쪽으로 휘어 버린다. 예를 들면, 공작물(W)이 하나의 롤러로부터 다음의 롤러로 이동할 때, 또는 하나의 반송 장치로부터 다음의 반송 장치로 이동할 때, 이와 같은 상태로 되어 버린다. 공작물(W)은, 아래쪽으로 휘는 것에 의해 롤러 또는 반송 장치에 충돌하기 쉽다. 한편, 본 실시형태에 의하면, 공작물(W)의 폭 방향 양단은 반송 X방향을 따라 평탄하고, 중앙 부근은 약간 휜다. 그러면, 공작물(W)이 폭 방향으로 물결치고 있으므로, 반송 방향 X로는 공작물(W)은 자유롭게 변형되지 않고, 그러므로, 공작물(W)의 선단은, 지지되어 있지 않아도, 아래쪽으로 휘지 않는다. 공작물(W)이 하나의 롤러로부터 다음의 롤러로 이동할 때, 또는 하나의 반송 장치로부터 다음의 반송 장치로 이동할 때라도, 공작물(W)의 선단이 롤러 또는 반송 장치에 충돌하는 것이 방지된다.
바람직한 실시형태에 의해 본 발명을 설명하였으나, 본 발명은 상기 실시형태에 한정되는 것은 아니다. 상기 개시 내용에 기초하여, 상기 기술 분야의 통상의 기술을 가진 자가, 실시형태의 수정 내지 변형에 의해 본 발명을 행할 수 있다.
[산업 상의 이용 가능성]
기판의 선단의 휨을 방지할 수 있는 반송 장치가 제공된다.
100; 반송 장치
120, 120A, 120B; 반송부
128, 412a; 흡인부
114; 돌기
116; 부상부
118; 지지대
314, 414; 롤러
X; 반송 방향
W; 공작물
G, G'; 기체
120, 120A, 120B; 반송부
128, 412a; 흡인부
114; 돌기
116; 부상부
118; 지지대
314, 414; 롤러
X; 반송 방향
W; 공작물
G, G'; 기체
Claims (5)
- 대상물을 기체(氣體)에 의해 부상시켜 제1 방향으로 반송하기 위한 반송(搬送) 장치로서,
상기 기체를 분출하여 상기 대상물에 가압함으로써 상기 대상물을 부상시키는 부상부;
상기 제1 방향으로 연장된 무단(無端) 벨트로서 상기 대상물에 접촉하기 위해 돌출된 복수의 돌기를 구비한 벨트, 및 상기 제1 방향으로 회전 가능하며 상기 제1 방향으로 배열된 복수의 롤러 중, 적어도 한쪽을 구비한 반송부(搬送部)로서, 상기 대상물에 접촉하여 상기 제1 방향으로 구동하기 위해 구성된 반송부;
상기 반송부를 덮고, 상기 복수의 돌기 또는 상기 복수의 롤러의 각각 상단만이 돌출된 커버; 및
상기 커버 내에 부압(負壓)을 부여하여 상기 대상물을 상기 반송부에 접촉하게 하는 흡인부;
를 포함하는 반송 장치. - 제1항에 있어서,
상기 부상부 또는 상기 반송부는, 상기 대상물을 그 폭 방향 중앙에 있어서 휘게 할 수 있도록 구성된 변형 수단을 포함하는, 반송 장치. - 제2항에 있어서,
상기 변형 수단은, 상기 복수의 돌기 상에서의 상기 대상물의 높이보다 낮은 부상 높이를 상기 부상부에 생기게 할 수 있도록 구성된 기체 공급 장치, 또는 상기 부상부에서의 상기 대상물의 부상 높이보다 높게 형성된 상기 복수의 돌기인, 반송 장치. - 제1항에 있어서,
상기 복수의 돌기의 각각의 선단은, 상기 부상부를 향해 하향 경사를 가지는, 반송 장치. - 제1항에 있어서,
상기 흡인부는 상기 커버 내에 설치된 팬, 블로워(blower) 또는 펌프인, 반송 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012100556A JP5915358B2 (ja) | 2012-04-26 | 2012-04-26 | 搬送装置 |
| JPJP-P-2012-100556 | 2012-04-26 | ||
| PCT/JP2013/054986 WO2013161375A1 (ja) | 2012-04-26 | 2013-02-26 | 搬送装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140144236A true KR20140144236A (ko) | 2014-12-18 |
Family
ID=49482716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147029615A Ceased KR20140144236A (ko) | 2012-04-26 | 2013-02-26 | 반송 장치 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5915358B2 (ko) |
| KR (1) | KR20140144236A (ko) |
| CN (2) | CN106743657A (ko) |
| TW (1) | TWI483883B (ko) |
| WO (1) | WO2013161375A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI583608B (zh) * | 2016-11-29 | 2017-05-21 | 盟立自動化股份有限公司 | 用以運送一平板構件之氣浮平台 |
| JP6588181B1 (ja) * | 2019-04-25 | 2019-10-09 | 株式会社日立パワーソリューションズ | 帯状ワーク供給装置 |
| TWI692432B (zh) * | 2019-05-15 | 2020-05-01 | 晶彩科技股份有限公司 | 薄板輸送裝置及其方法 |
| CN111232650B (zh) * | 2020-01-13 | 2020-09-01 | 江苏科技大学 | 一种可重构模块化的气浮输运装置 |
| CN111086828B (zh) * | 2020-01-16 | 2024-09-24 | 东方日升(常州)新能源有限公司 | 异质结电池洁净输送装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0351711U (ko) * | 1989-09-22 | 1991-05-20 | ||
| JP2001196438A (ja) * | 2000-01-14 | 2001-07-19 | Toray Eng Co Ltd | 薄板状材の搬送装置 |
| JP2004210440A (ja) * | 2002-12-27 | 2004-07-29 | Ishikawajima Harima Heavy Ind Co Ltd | 板状体の搬送装置 |
| JP4183525B2 (ja) * | 2003-02-14 | 2008-11-19 | シーケーディ株式会社 | 薄板の搬送用支持装置 |
| JP2007008644A (ja) * | 2005-06-29 | 2007-01-18 | Ckd Corp | 板状ワークの搬送装置 |
| JP5028919B2 (ja) * | 2006-09-11 | 2012-09-19 | 株式会社Ihi | 基板搬送装置及び基板搬送方法 |
| JP4896148B2 (ja) * | 2006-10-10 | 2012-03-14 | 株式会社日本設計工業 | 薄板状材料搬送装置 |
| JP4753313B2 (ja) * | 2006-12-27 | 2011-08-24 | 東京エレクトロン株式会社 | 基板処理装置 |
| JP4344755B2 (ja) * | 2007-04-09 | 2009-10-14 | 株式会社日本設計工業 | 薄板状材料搬送用ローラユニット及び薄板状材料搬送装置 |
| JP2008260591A (ja) * | 2007-04-10 | 2008-10-30 | Nippon Sekkei Kogyo:Kk | 薄板状材料搬送装置及び方法 |
| JP5200868B2 (ja) * | 2008-11-11 | 2013-06-05 | 株式会社Ihi | 浮上搬送装置 |
| JP2010126295A (ja) * | 2008-11-27 | 2010-06-10 | Nippon Sekkei Kogyo:Kk | 薄板状材料の搬送方法及び装置 |
| JP5707713B2 (ja) * | 2010-03-11 | 2015-04-30 | 株式会社Ihi | 浮上搬送装置及びローラ駆動ユニット |
-
2012
- 2012-04-26 JP JP2012100556A patent/JP5915358B2/ja active Active
-
2013
- 2013-02-26 WO PCT/JP2013/054986 patent/WO2013161375A1/ja not_active Ceased
- 2013-02-26 KR KR1020147029615A patent/KR20140144236A/ko not_active Ceased
- 2013-02-26 CN CN201710131976.6A patent/CN106743657A/zh active Pending
- 2013-02-26 CN CN201380020061.8A patent/CN104245546A/zh active Pending
- 2013-02-27 TW TW102106990A patent/TWI483883B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013161375A1 (ja) | 2013-10-31 |
| CN104245546A (zh) | 2014-12-24 |
| TW201343521A (zh) | 2013-11-01 |
| JP5915358B2 (ja) | 2016-05-11 |
| JP2013227128A (ja) | 2013-11-07 |
| CN106743657A (zh) | 2017-05-31 |
| TWI483883B (zh) | 2015-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101773494B1 (ko) | 반송 장치 | |
| TWI383937B (zh) | Sheet material handling device | |
| JP2004345744A (ja) | 空気浮上装置および空気浮上式搬送装置 | |
| CN101284602A (zh) | 薄板状材料输送装置及方法 | |
| KR20140144236A (ko) | 반송 장치 | |
| JP4349101B2 (ja) | 基板搬送装置 | |
| JP2010126295A (ja) | 薄板状材料の搬送方法及び装置 | |
| KR20130017443A (ko) | 기판 도포 장치, 부상식 기판 반송 장치 및 부상식 기판 반송 방법 | |
| KR101610215B1 (ko) | 반송 장치 | |
| CN101121466B (zh) | 薄板状材料输送用气动工作台以及薄板状材料输送装置 | |
| CN102219118B (zh) | 板状体搬送装置 | |
| JP5902909B2 (ja) | 移動装置 | |
| TWI491547B (zh) | Handling device | |
| JP2012101897A (ja) | 搬送装置 | |
| JP5604940B2 (ja) | 浮上搬送装置 | |
| JP5790121B2 (ja) | 浮上搬送装置 | |
| KR20050049240A (ko) | 판유리 이송장치 | |
| JP5515923B2 (ja) | 浮上搬送装置 | |
| JP5773158B2 (ja) | 薄板状ワーク保管装置 | |
| JP2011219209A (ja) | 浮上搬送装置、方向転換装置、及び浮上ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |