KR20150055893A - 단열 상자체 제조 방법 및 이에 의해 제조되는 단열 상자체 - Google Patents
단열 상자체 제조 방법 및 이에 의해 제조되는 단열 상자체 Download PDFInfo
- Publication number
- KR20150055893A KR20150055893A KR1020130138447A KR20130138447A KR20150055893A KR 20150055893 A KR20150055893 A KR 20150055893A KR 1020130138447 A KR1020130138447 A KR 1020130138447A KR 20130138447 A KR20130138447 A KR 20130138447A KR 20150055893 A KR20150055893 A KR 20150055893A
- Authority
- KR
- South Korea
- Prior art keywords
- polyhedron
- core
- regions
- core material
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/04—Bending or folding of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/16—Straightening or flattening
- B29C53/18—Straightening or flattening of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/36—Bending and joining, e.g. for making hollow articles
- B29C53/38—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure, e.g. by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/38—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents with thermal insulation
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Thermal Insulation (AREA)
Abstract
Description
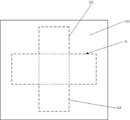
도 2는 본 발명에 따르는 외피재에 다수의 면영역이 설정되는 것을 보여주는 평면도이다.
도 3은 외피재에 심재가 설치되는 것을 보여주는 도면이다.
도 4는 외피재에서 잉여 영역이 제거된 상태를 보여주는 도면이다.
도 5는 폴딩된 상태의 외피재를 보여주는 도면이다.
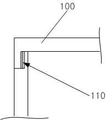
도 6은 면영역들 중, 서로 맞닿아지는 모서리가 접합되는 예를 보여주는 도면이다.
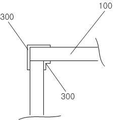
도 7은 면영역들 중, 서로 맞닿아지는 모서리가 접합되는 다른 예를 보여주는 도면이다.
200 : 심재
300 : 접착 테이브
A : 전개도
SA : 면영역
Claims (10)
- 준비되는 외피재에 다면체를 이루도록 다수의 면영역을 설정하는 면 영역 설정단계;
상기 다수의 면영역 내부에 심재를 각각 설치하는 심재 설치단계; 및
상기 심재 각각이 각 면에 위치되도록 상기 외피재를 폴딩 및 접합하여 다면체로 형성하는 다면체 형성 단계를 포함하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 1항에 있어서,
상기 면영역 설정단계는,
내부에 공간이 형성되는 상기 외피재를 평탄한 상태로 준비하고,
상기 다면체를 형성하는 전개도를 설정하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 2항에 있어서,
상기 심재 설치 단계는,
상기 다수의 면영역의 개수에 대응되는 심재들을 준비하고,
상기 심재들 각각을 상기 다수의 면영역 각각의 내부에 매입 위치시키고,
상기 외피재의 내부를 진공 배기하여 상기 심재들의 매입 위치를 고정하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 3항에 있어서,
상기 다면체 형성 단계는,
상기 외피재에서 상기 다면체를 이루는 영역 이외 잉여 영역을 제거하고,
상기 다수의 면영역이 상기 다면체를 이루도록 상기 외피재를 폴딩하고,
상기 다수의 면영역 중, 서로 맞닿아지는 부분을 접합하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 4항에 있어서,
상기 다면체 형성 단계에서,
상기 잉여 영역에 해당되는 외피재를 열융착시킨 후, 상기 잉여 영역을 제거하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 4항에 있어서,
상기 다수의 면영역 중, 서로 맞닿아지는 부분에서,
어느 하나의 면영역의 측면부에 접착층과 다른 하나의 면영역의 측면부의 접착층을 서로 노출 및 맞닿게 하고,
상기 맞닿아지는 부분에 열을 가하여 열 융착시켜 접합하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 4항에 있어서,
상기 다수의 면영역 중, 서로 맞닿아지는 부분을 단열 접착 테이프를 부착하여 접합시키는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 1항에 있어서,
상기 외피재를, 금속증착필름 또는 알루미늄 포일이 포함되는 다층필름 중 어느 하나를 사용하고,
상기 심재를, 유리 섬유 또는 흄드 실리카 보드 중 어느 하나를 사용하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 1항에 있어서,
상기 다면체를
사각 형상의 바닥면과, 상기 바닥면의 사면으로부터 직립되는 네 개의 면을 이루도록 형성하는 것을 특징으로 하는 단열 상자체 제조 방법.
- 제 1항 내지 제 9항 중 어느 한 항의 단열 상자체 제조 방법으로 제조되는 단열 상자체.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130138447A KR20150055893A (ko) | 2013-11-14 | 2013-11-14 | 단열 상자체 제조 방법 및 이에 의해 제조되는 단열 상자체 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020130138447A KR20150055893A (ko) | 2013-11-14 | 2013-11-14 | 단열 상자체 제조 방법 및 이에 의해 제조되는 단열 상자체 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150055893A true KR20150055893A (ko) | 2015-05-22 |
Family
ID=53391352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020130138447A Ceased KR20150055893A (ko) | 2013-11-14 | 2013-11-14 | 단열 상자체 제조 방법 및 이에 의해 제조되는 단열 상자체 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20150055893A (ko) |
-
2013
- 2013-11-14 KR KR1020130138447A patent/KR20150055893A/ko not_active Ceased
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI457233B (zh) | 槽狀真空絕熱材料及其製造方法 | |
| US9950851B2 (en) | Method of making a thermally insulated polyurethane shipper | |
| CA2772780C (en) | Honeycomb structure element | |
| US8822005B2 (en) | Vacuum insulation board and method for producing the same | |
| JP2728318B2 (ja) | 真空断熱箱体の製造方法 | |
| US9975686B2 (en) | Vacuum insulation panel and container comprising vacuum insulation panels | |
| CN104455935B (zh) | 真空隔热材料、隔热箱以及真空隔热材料的制造方法 | |
| CN110418867B (zh) | 真空隔绝板 | |
| TWI599737B (zh) | 真空隔熱材料、隔熱箱以及真空隔熱材料之製造方法 | |
| KR101233353B1 (ko) | 기밀 포일로 포장된 진공 단열재의 포장 방법 | |
| JPH07269781A (ja) | 真空断熱材およびその製造方法、ならびにその真空断熱材を用いた断熱箱体 | |
| WO2016084763A1 (ja) | 真空断熱材およびその製造方法 | |
| JP2015010661A (ja) | 真空断熱材 | |
| JP2005331000A (ja) | 真空断熱材、及び真空断熱材を用いた冷蔵庫、並びに真空断熱材の製造方法 | |
| KR20150055893A (ko) | 단열 상자체 제조 방법 및 이에 의해 제조되는 단열 상자체 | |
| CN104995447A (zh) | 隔热板 | |
| CN107816601B (zh) | 真空隔热件 | |
| US8377538B2 (en) | Vacuum insulation panel, and method for the production thereof | |
| JP2011106664A (ja) | 真空断熱材、および断熱箱体、断熱体 | |
| KR102451697B1 (ko) | 진공 단열재의 포장 방법 | |
| JPH11159695A (ja) | 真空断熱パネル及びその製造方法並びにそれを用いた断熱箱体 | |
| KR101147390B1 (ko) | 진공단열재의 진공 패키지방법 및 그에 의해 제조된 진공 패키지 | |
| KR102566976B1 (ko) | 진공단열패널을 이용한 용기 및 그 제조방법 | |
| JP2007211921A (ja) | 真空断熱体 | |
| TWI767409B (zh) | 隔熱構件之製造方法、隔熱構件、使用該隔熱構件之冷熱機器以及該冷熱機器之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |