KR20160016640A - 피스톤 실린더 조립체의 간극 부피 감소를 위한 시스템 및 방법 - Google Patents
피스톤 실린더 조립체의 간극 부피 감소를 위한 시스템 및 방법 Download PDFInfo
- Publication number
- KR20160016640A KR20160016640A KR1020150107050A KR20150107050A KR20160016640A KR 20160016640 A KR20160016640 A KR 20160016640A KR 1020150107050 A KR1020150107050 A KR 1020150107050A KR 20150107050 A KR20150107050 A KR 20150107050A KR 20160016640 A KR20160016640 A KR 20160016640A
- Authority
- KR
- South Korea
- Prior art keywords
- cylinder head
- seal
- flange
- cylinder
- reciprocating engine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F1/00—Cylinders; Cylinder heads
- F02F1/004—Cylinder liners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F1/00—Cylinders; Cylinder heads
- F02F1/02—Cylinders; Cylinder heads having cooling means
- F02F1/10—Cylinders; Cylinder heads having cooling means for liquid cooling
- F02F1/16—Cylinder liners of wet type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
- F02F11/002—Arrangements of sealings in combustion engines involving cylinder heads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
- F02F11/005—Arrangements of sealings in combustion engines involving cylinder liners
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J10/00—Engine or like cylinders; Features of hollow, e.g. cylindrical, bodies in general
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/021—Sealings between relatively-stationary surfaces with elastic packing
- F16J15/022—Sealings between relatively-stationary surfaces with elastic packing characterised by structure or material
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Gasket Seals (AREA)
Abstract
왕복동 엔진은 실린더 헤드와, 실린더 라이너와, 외부 밀봉부와, 내부 밀봉부를 포함한다. 상기 실린더 라이너는 상기 실린더 헤드에 근접한 플랜지를 포함하고, 실린더 라이너는 연소실 둘레로 원주 방향으로 연장되며, 실린더 헤드는 연소실의 단부를 형성한다. 외부 밀봉부는 상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 배치되고, 상기 외부 밀봉부는 실린더 헤드와 실린더 라이너 사이에서 축방향 압축 하중을 전달하도록 구성된다. 내부 밀봉부는 연소실에 인접한 실린더 라이너와 실린더 헤드 사이에 배치된다. 내부 밀봉부는 외부 밀봉부의 내부면을 연소실로부터 단절시키도록 구성된다. 외부 밀봉부의 제1 압축 강도는 내부 밀봉부의 제2 압축 강도보다 크다.
Description
여기 개시된 주제는 개괄적으로 왕복동 엔진에 관한 것으로, 보다 상세하게는 왕복동 엔진의 피스톤 실린더 조립체의 간극(crevice) 부피의 감소에 관한 것이다.
왕복동 엔진(예, 내연 기관)은 산화제(예, 공기)를 이용하여 연료를 연소시킴으로써 고온 연소 가스를 발생시키는데, 발생된 고온 연소 가스는 다시 실린더 라이너 내에서 피스톤(예, 왕복동 피스톤)을 구동시킨다. 특히, 고온 연소 가스는 팽창됨으로써, 팽창 행정(예, 하향 행정) 중에 실린더 라이너 내에서 직선 이동하는 피스톤에 대해 압력을 인가한다. 피스톤은 연소 가스에 의해 인가된 압력과 피스톤의 직선 운동을, 샤프트를 구동시켜 (예컨대, 피스톤에 연결된 커넥팅 로드와 크랭크 샤프트를 통해) 하나 이상의 부하(예, 전기 발전기)를 회전시키는 회전 운동으로 전환시킨다. 피스톤과 실린더 라이너의 설계 및 구성은 오일 소비는 물론 배기 가스(예, 산화 질소, 일산화탄소 등)에 크게 영향을 미칠 수 있다. 연소실에 인접한 갭 또는 간극은 불완전 연소된 연료 및 공기를 보유할 수 있으므로 배기 가스를 증가시키거나 연소 효율을 감소시킬 수 있다.
최초 청구된 발명의 범위에 상응하는 소정의 실시예들을 아래에 요약한다. 이들 실시예들은 청구된 발명의 범위를 한정하고자 의도된 것이 아니며, 정확하게는 이들 실시예는 단지 발명의 가능한 형태을 간단히 요약하고자 의도된 것이다. 실제로, 본 발명은 아래 설명되는 실시예와 유사하거나 상이할 수 있는 다양한 형태를 포괄할 수 있다.
제1 실시예에서, 왕복동 엔진은 실린더 헤드, 실린더 라이너, 외부 밀봉부, 및 내부 밀봉부를 포함한다. 상기 실린더 라이너는 해당 실린더 라이너 내의 공동 둘레로 원주 방향으로 연장되는 내벽과, 상기 내벽 둘레로 원주 방향으로 연장되는 외벽과, 상기 실린더 헤드에 인접한 플랜지를 포함한다. 상기 플랜지는 상기 내벽과 상기 외벽 사이에서 반경 방향으로 연장된다. 상기 외부 밀봉부는 상기 외벽에 인접하고 상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 축방향으로 배치된다. 상기 외부 밀봉부는 상기 플랜지 및 상기 실린더 헤드와 접한다. 상기 내부 밀봉부는 상기 내벽에 인접하고 상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 축방향으로 배치된다. 상기 내부 밀봉부는 상기 플랜지와 상기 실린더 헤드 중 적어도 하나와 접하고 상기 외부 밀봉부는 내부 밀봉부보다 상기 실린더 헤드와 상기 플랜지 사이에서 더 많은 축방향 압축 하중을 전달하도록 구성된다.
제2 실시예에서, 왕복동 엔진은 실린더 헤드, 실린더 라이너, 외부 밀봉부, 및 내부 밀봉부를 포함한다. 상기 실린더 라이너는 상기 실린더 헤드에 인접한 플랜지를 포함하고, 상기 실린더 라이너는 연소실 둘레로 원주 방향으로 연장되고, 상기 실린더 헤드는 상기 연소실의 단부를 형성한다. 상기 외부 밀봉부는 상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 배치되며, 상기 외부 밀봉부는 상기 실린더 헤드와 상기 실린더 라이너 사이에서 축방향 압축 하중을 전달하도록 구성된다. 상기 내부 밀봉부는 상기 연소실에 인접한 상기 실린더 라이너와 상기 실린더 헤드 사이에 배치된다. 상기 내부 밀봉부는 상기 외부 밀봉부의 내부면을 상기 연소실로부터 단절시키도록 구성된다. 상기 외부 밀봉부의 제1 압축 강도는 상기 내부 밀봉부의 제2 압축 강도보다 크다.
제3 실시예에서, 방법은 내부 밀봉부를 사용하여 실린더 헤드, 실린더 라이너 및 외부 밀봉부의 내부면 사이의 환형 간극 부피를 감소시키는 단계를 포함한다. 또한, 방법은 상기 내부 밀봉부를 사용하여 상기 외부 밀봉부의 상기 내부면을 연소실로부터 단절시키는 단계를 포함한다. 상기 연소실은 상기 실린더 헤드와 상기 실린더 라이너에 의해 형성된다. 왕복동 엔진은 상기 실린더 헤드, 상기 실린더 라이너, 상기 외부 밀봉부 및 상기 내부 밀봉부를 포함한다. 상기 외부 밀봉부는 상기 내부 밀봉부보다 상기 실린더 헤드와 상기 실린더 라이너 사이에서 더 많은 축방향 압축 하중을 전달하도록 구성된다.
본 발명의 이러한 및 다른 특징들, 양태들 및 장점들은 유사 부호들이 도면 전체에 걸쳐 유사한 부분들을 나타내는 첨부 도면을 참조로, 이후의 상세한 설명을 파악할 때 더 잘 이해될 것이다.
도 1은 엔진 구동 동력 발생 시스템의 일부의 실시예의 개략적인 블록도.
도 2는 엔진의 실린더 라이너 내에 위치된 피스톤의 실시예의 단면도.
도 3은 엔진의 피스톤, 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도로서, 도 2의 3-3 라인 내에서 취한 도면.
도 4는 도 2의 3-3 라인 내에서 취한 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도.
도 5는 도 2의 3-3 라인 내에서 취한 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도.
도 6은 도 2의 3-3 라인 내에서 취한 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도.
도 1은 엔진 구동 동력 발생 시스템의 일부의 실시예의 개략적인 블록도.
도 2는 엔진의 실린더 라이너 내에 위치된 피스톤의 실시예의 단면도.
도 3은 엔진의 피스톤, 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도로서, 도 2의 3-3 라인 내에서 취한 도면.
도 4는 도 2의 3-3 라인 내에서 취한 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도.
도 5는 도 2의 3-3 라인 내에서 취한 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도.
도 6은 도 2의 3-3 라인 내에서 취한 실린더 라이너 및 밀봉 조립체의 실시예의 부분 단면도.
본 발명의 하나 이상의 특정 실시예를 아래에 설명한다. 이들 실시예를 간결하게 설명하고자 하는 노력으로 실제 구현예의 모든 특징부들을 명세서에 기술하지는 않을 것이다. 임의의 엔지니어링 또는 설계 프로젝트에서와 같은 임의의 이러한 실제 구현예의 개발에 있어서 구현예마다 다를 수 있는 시스템 관련 및 영업 관련 제한을 준수하는 것과 같은 개발자의 특정 목적을 달성하기 위해 다수의 구현예-특유의 결정을 행하여야 함을 알아야 한다. 더욱이, 이러한 개별 노력은 복잡하고 시간 소비적일 수 있지만 그럼에도 본 개시 내용의 이익을 향유하는 통상의 기술자에게는 설계, 제작 및 제조의 일상적인 일일 수 있음을 알아야 한다.
본 발명의 다양한 실시예의 요소들을 도입시, 단수형 표현은 상기 요소 중 하나 이상의 요소가 존재함을 의미하도록 의도된다. "포함하다"와 "갖는다"의 표현은 포괄적임을 의도한 것으로 열거된 요소가 아닌 추가의 요소가 존재할 수 있음을 의미한다.
본 발명에 따른 왕복동 엔진(예, 내연 기관)은 연소실 내에서 연소 가스에 의해 피스톤에 인가되는 압력을 하나 이상의 부하에 동력을 공급하도록 회전 운동으로 전환시키기 위해 실린더 라이너 내에서 직선 이동(예, 축방향으로)하도록 구성된 피스톤을 포함할 수 있다. 피스톤 실린더 조립체는 실린더 헤드, 실린더 라이너 및 왕복동 피스톤을 포함한다. 연소실은 적어도 실린더 헤드, 실린더 라이너, 피스톤 실린더 조립체의 피스톤에 의해 형성된다. 실린더 헤드와 실린더 라이너 사이의 밀봉부는 연소실 내의 연소 가스를 밀봉함으로써 연소 가스의 팽창을 피스톤에 작용하도록 유도한다. 밀봉부는 연소실에 인접한 내부 밀봉부(예, 환형 밀봉부)와 실린더 라이너의 외벽(예, 외부 애뉼러스(annulus))에 인접한 외부 밀봉부(예, 환형 밀봉부)를 포함한다. 내부 밀봉부는 실린더 헤드와 실린더 라이너 사이의 간극 부피(예, 환형 부피)를 감소시킬 수 있다. 알 수 있는 바와 같이, 연소실 주변의 간극 부피는 공기와 연료의 여러 부분에 불완전 연소를 가져올 수 있다. 다시 말해, 공기 및/또는 연료의 여러 부분은 간극 부피 내에 갇혀서 피스톤 실린더 조립체의 연소 사이클 중에 연소되지 않을 수 있다. 간극 부피로부터 불완전 연소 생성물이 방출되어 피스톤 실린더 조립체의 배기 사이클 중에 왕복동 엔진으로부터 배기될 수 있다. 따라서, 간극 부피를 감소시키는 것에 의해 연소 효율이 증가되고 왕복동 엔진의 배기 가스가 감소될 수 있다. 내부 밀봉부는 실린더 헤드, 실린더 라이너 및 외부 밀봉부의 내부면 사이의 간극 부피의 적어도 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80% 또는 90%를 충전할 수 있다.
피스톤 실린더 조립체의 실린더 헤드와 실린더 라이너 상의 일부 하중은 실린더 라이너의 플랜지(예, 환형 플랜지)를 통해 왕복동 엔진의 지지부(예, 엔진 블록)로 전달된다. 플랜지는 예컨대, 실린더 라이너의 내벽(예, 내부 환형 벽)으로부터 외벽(예, 외부 애뉼러스)까지, 연소실로부터 외측으로 반경 방향으로 연장된다. 내벽 근처의 플랜지로 전달된 하중은 플랜지에 굽힘 모멘트를 유도한다. 따라서, 실린더 헤드로부터 외부 밀봉부를 통해 더 많은 하중을 전달하고 내부 밀봉부를 통해서는 더 적은 하중을 전달함으로써 플랜지에 인가되는 굽힘 모멘트를 감소시킬 수 있어서 실린더 라이너의 수명을 증가시킬 수 있다. 내부 밀봉부는 외부 밀봉부의 재료보다 더 연질인 재료일 수 있어서 내부 밀봉부보다 외부 밀봉부를 통해 더 많은 축방향 하중이 전달될 수 있다. 예를 들면, 내부 밀봉부에 대한 외부 밀봉부의 압축 강도의 비율은 적어도 부분적으로 왕복동 엔진의 설계를 기초로 약 3:2, 2:1, 3:1, 4:1, 5:1, 10:1, 20:1 등일 수 있다. 추가로, 또는 대안적으로, 내부 밀봉부는 실린더 헤드와 플랜지의 재료보다 더 연질인 재료일 수 있다. 예를 들면, 내부 밀봉부에 대한 실린더 헤드 또는 플랜지의 압축 강도의 비율은 대략 2:1, 3:1, 5:1, 10:1, 20:1, 50:1 등일 수 있다. 아래에 더 상세히 설명되는 바와 같이, 내부 밀봉부는 브레이징 재료를 포함할 수 있다. 브레이징 재료는 적어도 부분적으로 용융된 후 접합재의 성분을 용융시키지 않고 접합재의 성분과 접착(예, 접합)되도록 가열될 수 있다. 예를 들면, 브레이징 재료는 모세관 작용을 통해 접합재의 성분과 부착될 수 있다. 브레이징 재료는 연소실에 인접한 실린더 헤드와 실린더 라이너에 부착됨으로써 간극 부피를 감소시키고 외부 밀봉부의 내부면을 연소 가스로부터 밀봉할 수 있다. 내부 밀봉부로 브레이징 재료를 사용함으로써 내부 밀봉부의 부식 저항성 및 침식 저항성이 증가될 수 있다. 추가로, 또는 대안적으로, 브레이징 재료는 탄성중합체 내부 밀봉부, 황동 압착 링 또는 다른 내부 밀봉부보다 연소 온도에 노출시 수명이 더 길 수 있다.
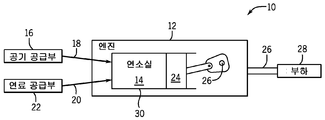
도면으로 돌아가면, 도 1은 엔진 구동 동력 발생 시스템(10)의 일부의 실시예의 블록도를 나타낸다. 아래 상세히 설명되는 바와 같이, 시스템(10)은 하나 이상의 연소실(14)(예, 1개, 2개, 3개, 4개, 5개, 6개, 7개, 8개, 10개, 12개, 14개, 16개, 18개, 20개 등의 연소실(14))을 갖는 엔진(12)(예, 왕복동 내연 기관)을 포함한다. 각각의 연소실(14)은 실린더(30)와 해당 실린더(30) 내에서 왕복동되는 피스톤(24)에 의해 형성된다. 각각의 연소실(14)에는 공기, 산소, 산소 농후(oxygen-enriched) 공기, 산소 저감(oxygen-reduced) 공기 또는 이들의 조합과 같은 압축 산화제(18)를 제공하도록 구성된 산화제 공급부(16)가 제공된다. 또한, 연소실(14)은 연료 공급부(22)로부터 연료(20)(예, 액체 및/또는 기체 연료)를 받도록 구성된다. 산화제(18)와 연료(20)의 혼합물(예, 연료-공기 혼합물)은 각각의 연소실(14) 내에서 점화되고 연소된다. 고온 압축 연소 가스는 각각의 연소실(14)에 인접한 피스톤(24)에 작용하여 피스톤이 실린더(30) 내에서 직선 이동하고 가스에 의해 인가된 압력을 회전 운동으로 전환하도록 함으로써 샤프트(26)의 회전을 야기한다. 또한, 샤프트(26)는 해당 샤프트(26)의 회전을 통해 동력을 받는 부하(28)에 결합될 수 있다. 예를 들면, 부하(28)는 발전기와 같이 시스템(10)의 회전 출력을 통해 동력을 발생시킬 수 있는 임의의 적절한 기구일 수 있다. 추가로, 다음의 논의는 산화제(18)로서 공기를 언급하지만, 개시되는 실시예에 임의의 적절한 산화제가 사용될 수 있다. 유사하게, 연료(20)는 예컨대, 천연 가스, 석유 동반 가스, 수소, 프로판, 바이오 가스, 하수 가스, 합성 가스, 매립지 가스, 탄광 가스, 디젤, 가솔린, 등유 또는 연료유와 같은 임의의 적절한 연료일 수 있다.
여기 개시된 시스템(10)은 고정형의 적용예(예, 산업용 동력 발생 엔진) 또는 이동형의 적용례(예, 자동차 또는 항공기)에 사용되도록 조정될 수 있다. 실린더(30)는 엔진 블록과 분리된 실린더 라이너를 포함할 수 있다. 예를 들면, 알루미늄 엔진 블록에 강철 라이너가 사용될 수 있다. 엔진(12)은 2-행정 엔진, 3-행정 엔진, 4-행정 엔진, 5-행정 엔진 또는 6-행정 엔진일 수 있다. 또한, 엔진(12)은 임의의 수(예, 1개 내지 24개)의 연소실(14), 피스톤(24) 및 관련 실린더(30) 또는 실린더 라이너를 포함할 수 있다. 예를 들면, 시스템(10)은 실린더(30) 또는 실린더 라이너 내에서 왕복동되는 4개, 6개, 8개, 10개, 16개, 24개 또는 그 이상의 피스톤(24)을 갖는 대용량 산업용 왕복동 엔진을 포함할 수 있다. 이러한 경우, 실린더(30) 또는 실린더 라이너와 각각의 피스톤(24)은 대략 10-35 cm 12-18 cm 또는 약 13.5-15 cm의 직경을 가질 수 있다. 소정의 실시예에서, 피스톤(24)은 해당 피스톤(24)의 상부 링 홈 내에 Ni-레지스트(Ni-Resist) 링 인서트을 갖는 강철 피스톤 또는 알루미늄 피스톤일 수 있다. 일부 실시예에서, 시스템(10)은 10 kW-10 MW 범위의 동력을 발생시킬 수 있다. 추가로 또는 대안적으로, 엔진의 운전 속도는 약 1800, 1500, 1200, 1000, 900, 800 또는 700 RPM보다 작을 수 있다.
도 2는 피스톤(24)이 왕동복 엔진(12)의 실린더 라이너(42)(예, 엔진 실린더(30)) 내에 배치된 피스톤 실린더 조립체(40)의 실시예의 일부 측면 단면도이다. 실린더 라이너(42)는 원통형 공동(46)을 형성하는 내부의 환형 벽(44)을 가진다. 엔진(12)에 대한 방법은 축방향 축 또는 축 방향(48), 반경 방향 축 또는 반경 방향(50) 및 원주 방향 축 또는 원주 방향(52)을 참조로 설명될 것이다. 피스톤(24)은 해당 피스톤(24)을 중심으로 원주 방향(예, 원주 방향(52))으로 연장되는 하나 이상의 홈(54)(예, 환형 홈)을 포함할 수 있다. 하나 이상의 각각의 홈(54) 내에는 하나 이상의 링(56)(예, 환형 밀봉 링 또는 피스톤 링)이 위치될 수 있다. 하나 이상의 링(56)은 시스템(10)의 운전 중에 고온 고압의 연소 가스와 시스템(10)의 운전 정지시의 상대적으로 낮은 온도에 응답하여 팽창 및 수축되도록 구성될 수 있다. 하나 이상의 홈(54)과 대응하는 하나 이상의 링(56)은 임의의 다양한 구성을 가질 수 있다는 것을 이해하여야 한다. 예를 들면, 홈(54) 및/또는 대응하는 링(56) 중 하나 이상은 다른 구성, 형태, 크기 및/또는 기능을 가질 수 있다.
도시된 바와 같이, 피스톤(24)은 커넥팅 로드(60)와 핀(62)을 통해 크랭크 샤프트(58)에 부착된다. 크랭크 샤프트(58)는 피스톤(24)의 축방향 축(48)을 따른 왕복 직선 운동을 회전 운동(64)으로 전환시킨다. 연소실(14)은 피스톤(24)의 톱랜드(66)와 실린더 헤드(68)에 인접하게 위치된다. 실린더 헤드(68)는 공기(18)와 연료(20)를 연소실(14)로 분배하고 연소실(14)로부터 연소 생성물(70)을 배출시킨다. 예를 들면, 하나 이상의 연료 인젝터(72)가 연료(20)를 연소실(14)로 제공하고, 하나 이상의 밸브(74)(예, 흡기 밸브)가 연소실(14)로의 공기(18)의 전달을 조절한다. 배기 밸브(76)는 엔진(12)으로부터 연소 생성물(70)(예, 배기 가스)의 방출을 조절한다. 그러나, 연소실(14)로 연료(20)와 공기(18)를 제공하거나 및/또는 배기 가스(70)를 방출하는 데 임의의 적절한 요소 및/또는 기술이 적용될 수 있음을 알아야 한다.
운전 중, 연소실(14) 내에서 공기(18)에 의한 연료(20)의 연소는 피스톤(24)을 실린더 라이너(42)의 공동(46) 내에서 축방향(48)으로 왕복동 방식(예, 전후로)으로 이동시킨다. 전술한 바와 같이, 피스톤(24)이 이동됨에 따라, 크랭크 샤프트(58)가 회전(예, 64 방향으로)되어 부하(28)에 동력을 공급한다(도 1 참조). 실린더 라이너(42)의 내벽(44)과 피스톤(24) 사이에 간극(78)(예, 환형 공간을 형성하는 반경 방향 간극)이 제공된다. 하나 이상의 링(56)은 실린더 라이너(42)의 내벽(44)과 접촉됨으로써 연소실(14) 내에 연료(20), 공기(18) 및 연료-공기 혼합물을 유지할 수 있다. 추가로 또는 대안적으로, 하나 이상의 링(56)은 연소실(14) 내의 압력을 적절하게 유지할 수 있게 하여 고온 연소 생성물(70)이 팽창할 수 있게 함으로써 후속하는 피스톤 사이클 중에 배기 밸브(76)를 통한 배출 이전에 피스톤(24)이 축방향(48)을 따라 이동되게 한다.
실린더 라이너(42)는 지지 구조체(80)(예, 엔진 블록)를 통해 축방향(48)으로 연장된다. 실린더 라이너(42)는 실린더 헤드(68)에 인접한 플랜지(84)에 의해 지지 구조체(78)의 개구(82) 또는 원통형 보어 내에 현수될 수 있다. 플랜지(84)는 실린더 라이너(42)의 내벽(44)과 외벽(86) 사이에서 반경 방향으로 연장된다. 일부 실시예에서, 플랜지(84)는 라이너(42)를 중심으로 한 환형 플랜지이다. 플랜지(84)를 통해 실린더 헤드(68)와 지지 구조체(80) 사이로 축방향 하중(예, 압축력)이 전달된다. 아래에 더 상세히 설명되는 바와 같이, 플랜지(84)와 실린더 헤드(68) 사이에 밀봉 조립체(86)가 배열된다. 밀봉 조립체(86)는 실린더 헤드(68)와 플랜지(84) 간의 하중 전달과 연소실(14)을 외부 환경(88)으로부터 분리하는 다용도를 갖는다.
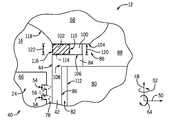
도 3은 도 2의 3-3 선 내에서 취한 엔진(12)의 실린더 라이너(42), 실린더 헤드(68) 및 밀봉 조립체(86)의 실시예의 부분 단면도이다. 밀봉 조립체(86)는 외부 밀봉부(100)(예, 환형 밀봉부)와 내부 밀봉부(102)(예, 환형 밀봉부)를 포함한다. 외부 밀봉부(100)는 실린더 헤드(68)의 제1 면(104)(예, 바닥면 또는 축방향 대향면)과 플랜지(84)의 제2 면(106)(예, 상부면 또는 축방향 대향면)과 경계를 이룬다. 일부 실시예에서, 외부 밀봉부(100)는 연소실(14)을 외부 환경(88)으로부터 단절시키는 것을 도와서 연소 중 연소실(14) 내에 공기(18), 연료(20) 및 연소 생성물(70)을 밀봉한다. 외부 밀봉부(100)는 축방향(48)으로 지지 구조체(80)와 실린더 헤드(68) 사이에 축방향으로 위치된다. 외부 밀봉부(100)는 실린더 헤드(68)와 플랜지(84) 사이에 반경 방향으로 배열됨으로써 플랜지(84)에 상당한 굽힘 모멘트를 유도하지 않고 실린더 헤드(68)와 지지 구조체(80) 사이에 하중을 직접 전달할 수 있다. 외부 밀봉부(100)의 재료는 한정되지 않고 강철 합금(예, 스테인레스 강), 티타늄 합금, 섬유 재료, 세라믹 재료, 니켈 및 다른 비철 합금, 또는 이들의 임의의 조합을 포함할 수 있다. 일부 실시예에서, 외부 밀봉부(100)는 내부 밀봉부(102)보다 큰 경도를 가지며, 외부 밀봉부(100)는 내부 밀봉부(102)보다 큰 압축 강도를 가진다. 더 큰 경도 및/또는 압축 강도는 외부 밀봉부(100)가 내부 밀봉부(102)에 비해 실린더 헤드(68)와 지지 구조체(80) 사이에서 더 많거나 거의 모든 하중을 전달할 수 있게 할 수 있다. 알 수 있는 바와 같이, 내벽(44)에 인접한 실린더 라이너(42)의 플랜지(84)에 인가된 하중은 플랜지(84)에 굽힘 모멘트를 유도할 수 있어서 플랜지(84) 내에 예컨대 108 지점에 응력 집중을 증가시킬 수 있다. 일부 실시예에서, 외부 밀봉부(100)는 외부 밀봉부(100)의 내부면(110)이 지지 구조체(80)의 내벽(112)과 반경 방향으로 정렬되거나 반경 방향으로 내벽 외부에 존재하도록 반경 방향(50)으로 위치된다.
점선으로 나타낸 환형 간극 부피(114)는 여기서는 실린더 헤드(68)의 제1 면(104), 실린더 라이너(42)의 내벽(44) 및 외부 밀봉부(100)의 내부면(110) 사이의 공간으로서 형성된다. 환형 간극 부피(114)는 연소실(14)을 중심으로 원주 방향(52)으로 연장된다. 아래 상세히 논의되는 바와 같이, 내부 밀봉부(102)는 환형 간극 부피(114)를 감소시키도록 구성된다. 내부 밀봉부(102)가 없으면, 공기(18) 및/또는 연료(20)가 환형 간극 부피(114) 내로 진입하여 피스톤 사이클 중에 반응(예, 연소)이 일어나지 않음으로써 피스톤 실린더 조립체(40)의 연소 효율을 감소시킨다. 구체적으로, 연소실(14)에 인접한 다른 간극 부피로 들어간 공기(18) 및/또는 연료(20)는 연소실(14)로부터 배출되기 전에 종국적으로 연소가 이루어질 수 있지만, 하나 이상의 배기 밸브(76)에 인접한 환형 간극 부피(114)는 해당 환형 간극 부피(114)로 들어가는 공기(18) 및/또는 연료(20)가 연소되지 않고 연소실(14)로부터 배출될 가능성을 증가시킬 수 있다.
내부 밀봉부(102)는 환형 간극 부피(114)를 적어도 부분적으로 또는 완전히 충전하도록 구성됨으로써 공기(18) 및/또는 연료(20)가 유지될 유효 공간을 감소시키고 피스톤 실린더 조립체(40)의 연소 효율을 증가시킨다. 일부 실시예에서, 내부 밀봉부(102)의 내부면(116)은 실린더 라이너(42)의 내벽(44) 및/또는 실린더 헤드(68)의 내벽(118)과 접한다(예, 동일 높이). 내부 밀봉부(102)는 환형 간극 부피(114)의 10-100%, 25-99%, 50-95%, 또는 75-90%를 충전할 것이다. 내부 밀봉부(102)는 실린더 헤드(68)의 제1 면(104), 플랜지(84)의 제2 면(106) 또는 이들의 임의의 조합과 접한다. 내부 밀봉부는 실린더 헤드(68)와 플랜지(84) 사이에 축방향(48)으로 위치되며, 내부 밀봉부(102)는 실질적으로 지지 구조체(80)의 내벽(112)과 외부 밀봉부(100)의 내부에 반경 방향(50)으로 위치될 수 있다. 내부 밀봉부(102)는 외부 밀봉부(100)보다 연질(낮은 압축 강도)인 재료일 수 있다. 예를 들면, 내부 밀봉부(102)의 재료는 한정되는 것은 아니지만 은 브레이징 합금, 청동 브레이징 합금, 팔라듐계 브레이징 합금, 금계 브레이징 합금, 구리계 브레이징 합금, 또는 니켈계 브레이징 합금을 포함하는 브레이징 합금일 수 있다. 따라서, 밀봉 조립체(86)의 압축 강도는 내부 밀봉부(102)로부터 외부 밀봉부(100)로 연소실(14)로부터 외측으로 반경 방향(50)으로 증가된다. 내부 밀봉부(102)는 실린더 헤드(68)와 플랜지(84) 사이에서 하중을 외부 밀봉부(100)보다 덜 전달하도록 구성됨으로써 플랜지(84)에서 굽힘 모멘트를 감소시키고 108 지점에서 응력 집중을 감소시킨다. 일부 실시예에서, 내부 밀봉부(102)는 실린더 헤드(68)와 플랜지(84) 사이에서 실질적으로 하중을 전달하지 않도록 구성된다. 예를 들면, 내부 밀봉부(102)는 실린더 헤드(68)와 플랜지(84) 사이에서 축방향 하중의 25%, 20%, 15%, 10% 또는 5% 미만을 전달할 수 있다. 추가로 또는 대안적으로, 외부 밀봉부(100)의 제1 두께(120)는 내부 밀봉부(102)의 제2 두께와 실질적으로 같을 수 있다. 다시 말해, 밀봉 조립체(86)를 가로지른 하중 분포를 조정하기 위해 외부 및 내부 밀봉부(100, 102)의 두께 차이를 이용하기보다는 외부 및 내부 밀봉부(100, 102)의 압축 강도의 차가 실린더 헤드(68)와 플랜지(84) 간의 축방향 하중이 주로 외부 밀봉부(100)를 통해 전달되도록 하는 것을 가능케 할 수 있다.
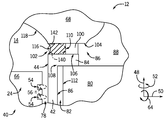
일부 실시예에서, 내부 밀봉부(102)는 연소실(14)로부터 내부면(110)을 단절시키도록 구성된다. 즉, 내부 밀봉부(102)는 공기(18), 연료(20), 연소 생성물(70) 또는 이들의 임의의 조합으로부터 외부 밀봉부(100)를 단절시킬 수 있다. 내부 밀봉부(102)는 도 3에 도시된 바와 같이 외부 밀봉부(100)의 내부면(110)과 접한다. 도 4에 도시된 바와 같은 일부 실시예에서, 내부 밀봉부(102), 외부 밀봉부(100), 실린더 헤드(68) 및 플랜지(84)는 연소실(14)과 외부 환경(88)으로부터 단절된 밀봉된 공동(130)을 형성할 수 있다. 알 수 있는 바와 같이, 내부 밀봉부(102)와 공동(130)은 환형 간극 부피(144)를 감소시켜 피스톤 실린더 조립체(40)의 연소 효율을 증가시킨다.
일부 실시예에서, 내부 밀봉부(102)는 브레이징 재료를 포함할 수 있다. 도 5는 도 2의 3-3 선 내에서 취한 밀봉 조립체(86)의 실시예의 부분 단면도를 나타낸다. 밀봉 조립체(86)의 내부 밀봉부(102)는 브레이징 재료를 포함한다. 예를 들면, 점선으로 나타낸 브레이징 링(140)이 실린더 헤드(68)와 플랜지(84) 사이의 환형 간극 부피(114) 내에 배치될 수 있다. 여기 사용된 브레이징 링(140)이란 용어는 브레이징 재료의 환형 성분으로 한정되지 않는다. 예를 들면, 브레이징 링(104)은 환형 간극 부피(114) 내에 배치된 브레이징 재료의 다중 섹션일 수 있다. 추가로 또는 대안적으로, 브레이징 링(140)은 브레이징 재료의 필러 로드를 사용하여 형성될 수 있다. 브레이징 링(140)을 브레이징 온도로 가열시, 브레이징 링(140)은 실린더 헤드(68)의 제1 면(104)과 플랜지(84)의 제2 면(106)에 부착(예, 고정 접합)됨으로써 브레이징된 밀봉부(142)를 형성한다. 내부 밀봉부(102)의 브레이징된 밀봉부(142)는 실린더 헤드(68)와 플랜지(84)와 접합되는 밀봉 조립체의 오직 일부일 수 있다. 일부 실시예에서, 브레이징 링(140)은 외부 밀봉부(100)의 내부면(110)에 부착된다. 브레이징 링(140)이 외부 밀봉부(100)의 내부면(110)과 접하지 않은 경우, 브레이징 링(140)은 밀봉된 공동(도 4 참조)을 형성한다. 브레이징된 밀봉부(142)의 내부면(116)은 만곡되거나 및/또는 실린더 라이너(42)와 실린더 헤드(68)의 내벽(44, 118)과 동일 높이일 수 있다. 일부 실시예에서, 브레이징된 밀봉부(142)의 내부면(116)은 해당 내부면(116)이 연소실(14) 내로 연장되거나 환형 간극 부피(114) 내로 오목하게 되도록 실린더 라이너(42)의 내벽(44)으로부터 반경 방향으로 편향되어 있다.
내부 밀봉부(102)(예, 브레이징 링(140))의 재료는 한정되는 것은 아니지만 내식성, 실린더 헤드(68)와 플랜지(84)의 재료와의 접합 강도, 고상 온도, 액상 온도, 압축 강도 또는 이들의 임의의 조합을 포함하는 하나 이상의 특성을 위해 선택될 수 있다. 예를 들면, 재료는 연소 온도(예, 540-870 ℃)에서 공기(18), 연료(20) 및/또는 연소 생성물(70)에 노출시 소망의 내식성을 가질 수 있다. 추가로 또는 대안적으로, 내부 밀봉부(102)의 재료는 외부 밀봉부(100)의 압축 강도보다 작은 압축 강도를 갖도록 선택될 수 있어서 외부 밀봉부(100)가 내부 밀봉부(102)보다 더 많은 축방향 압축 하중을 실린더 헤드(68)와 플랜지(84) 사이에서 전달하도록 할 수 있다. 예를 들면, 외부 밀봉부(100)의 재료는 스테인레스 강 합금일 수 있고, 내부 밀봉부(102)의 재료는 니켈계 브레이징 합금일 수 있다. 또한, 내부 밀봉부(102)의 재료는 외부 밀봉부(100)의 내부면(110)이 운전 온도 범위(예, 20-900 ℃)에 걸쳐 연소실(14)로부터 단절되도록 내부 밀봉부(102)가 실린더 헤드(68)와 플랜지(84)와 접합되게 선택될 수 있다.
일부 실시예에서, 내부 밀봉부(102)는 적어도 23wt% 크롬, 적어도 6.5wt% 실리콘, 및 적어도 4.5wt% 인을 포함하는 니켈계 또는 철계 브레이징 링(140)을 포함할 수 있다. 브레이징 링(140)의 조성은 브레이징 링(140)의 고상 온도가 대략 970 ℃보다 크고 브레이징 링(140)의 액상 온도가 대략 1135 ℃보다 작도록 선택될 수 있다. 일부 실시예에서, 브레이징 링(140)의 재료는 브레이징된 밀봉부(142)가 정상적인 운전 연소 온도 중에 내부 밀봉부(102)를 유지하도록 할 수 있게 선택될 수 있다. 따라서, 화학양론적 연소 왕복동 엔진(12)에 사용되는 브레이징 링(140)의 고상 및 액상 온도는 비-화학양론적(즉, 린번(lean burn)) 왕복동 엔진(12)에 사용되는 브레이징 링(140)의 고상 및 액상 온도보다 높을 수 있다.
일부 실시예에서, 내부 밀봉부(102)는 한정되는 것은 아니지만 영국의 Johnson Matthey Metal Jointing of Royston로부터 구매 가능한 표 1-5에 열거된 브레이징 합금을 포함할 수 있다. 알 수 있는 바와 같이, 니켈계, 구리계 및 팔라듐계 브레이징 합금은 금계 및 은계 브레이징 합금보다 비용이 낮을 것이다. 일부 실시예에서, 금계 및 은계 브레이징 합금은 내부 밀봉부(102)의 연성(ductility)을 증가시킬 수 있다. 더욱이, 내부 밀봉부(102)의 재료는 적어도 부분적으로는 브레이징 합금의 용융 범위를 기초로 선택될 수 있다. 예를 들면, 표 1-5에 열거된 브레이징 합금은 약 600-1230 ℃의 용융 온도를 갖는다.
| 니켈계 브레이징 합금 | ||||||
| Ni | Cr | Fe | B | 기타 | 용융 범위(℃) | |
| HTN1 | 잔부 | 14 | 4.5 | 3.1 | Si 4.5; Co 0.7 | 980 - 1060 |
| HTN1A | 잔부 | 14 | 4.5 | 3.1 | Si 4.5 | 980 - 1070 |
| HTN2 | 잔부 | 7 | 3.0 | 3.1 | Si 4.5 | 970 - 1000 |
| HTN3 | 잔부 | - | 0.5 | 3.1 | Si 4.5 | 980 - 1040 |
| HTN4 | 잔부 | - | 1.5 | 1.8 | Si 3.5 | 980 - 1070 |
| HTN5 | 잔부 | 19 | - | - | Si 10.1 | 1080 - 1135 |
| HTN6 | 잔부 | - | - | - | P 11 | 875 |
| HTN7 | 잔부 | 14 | - | - | P 10.1 | 890 |
| 구리계 브레이징 합금 | |||||
| Cu | Ni | Sn | 기타 | 용융 범위(℃) | |
| 92/8 | 91.75 | - | 8 | 0.25 P | 882 - 1027 |
| 97/3 | 97 | - | 3 | - | 980 - 1070 |
| 96/4 | 96 | - | 4 | - | 950 - 1060 |
| CU 511 | 80 | - | 20 | - | 800 - 980 |
| CU 512 | 88 | - | 12 | - | 800 - 890 |
| 구리 | 99.9 | - | - | - | 1085 |
| 구리 | 99.95 | - | - | - | 1085 |
| CU510 / 513 | 99.9 | - | - | - | 1085 |
| CU 535 / 557 | 99.4 | 0.6 | - | - | 1085 |
| CU503 | 32 | - | - | 68 Cu2O | 1085 |
| CU521 | 32 | .6 | - | 68 Cu2O | 1085 |
| 팔라듐계 브레이징 합금 | |||||
| Pd | Ag | Cu | Ni | 용융 범위(℃) | |
| Pallabraze 810 | 5 | 68.5 | 26.5 | - | 807 - 810 |
| Pallabraze 840 | 10 | 67.5 | 22.5 | - | 834 - 840 |
| Pallabraze 850 | 10 | 58.5 | 31.5 | - | 824 - 850 |
| Pallabraze 880 | 15 | 65 | 20 | - | 856 - 880 |
| Pallabraze 900 | 20 | 52 | 28 | - | 876 - 900 |
| Pallabraze 950 | 25 | 54 | 21 | - | 901 - 950 |
| Pallabraze 1010 | 5 | 95 | - | - | 970 - 1010 |
| Pallabraze 1090 | 18 | - | 82 | - | 1080 - 1090 |
| Pallabraze 1225 | 30 | 70 | - | - | 1150 - 1225 |
| Pallabraze 1237 | 60 | - | - | 40 | 1237 - 1237 |
| 금계 브레이징 합금 | |||||
| Au | Cu | Ni | 기타 | 용융 범위(℃) | |
| Orobraze 845 | 60 | 20 | - | 20 Ag | 835 - 845 |
| Orobraze 910 | 80 | 19 | - | 1 Fe | 908 - 910 |
| Orobraze 940 | 62.5 | 37.5 | - | - | 930 - 940 |
| Orobraze 950 | 82 | - | 18 | - | 950 - 950 |
| Orobraze 970 | 50 | 50 | - | - | 955 - 970 |
| Orobraze 990 | 75 | - | 25 | - | 950 - 990 |
| Orobraze 998 | 37.5 | 32.5 | - | - | 980 - 998 |
| Orobraze 1005 | 35 | 65 | - | - | 970 - 1005 |
| Orobraze 1018 | 30 | 70 | - | - | 996 - 1018 |
| Orobraze 1030 | 35 | 62 | 3 | - | 1000 - 1030 |
| Orobraze 1040 | 70 | - | - | 30 Ag | 1030 - 1040 |
| 은계 브레이징 합금 | |||||
| Ag | Cu | In | 기타 | 용융 범위(℃) | |
| 은 | 99.9 | - | - | - | 960 |
| 은-구리 공정 합금 | 72 | 28 | - | - | 778 |
| IN 10 | 63 | 27 | 10 | - | 685 - 730 |
| IN 15 | 61 | 24 | 15 | - | 630 - 705 |
| RTSN | 60 | 30 | - | 10 Sn | 602 - 718 |
| 85/15 Ag/Mn | 85 | - | - | 15 Mn | 960 - 970 |
| DHE310 | 54 | 40 | - | 5 Zn; 1 Ni Sn | 718 - 857 |
| Argo-Braze 7 | 7 | 85 | - | 8 Sn | 662 - 984 |
| AMS 4765 | 56 | 42 | - | 2 Ni | 771 - 893 |
| AMS4774A | 63 | 28.5 | - | 2.5 Ni | 691 - 802 |
밀봉 조립체(86)의 내부 밀봉부(102)의 브레이징 링(140)은 브레이징 온도에서 실린더 헤드(68)의 제1 면(104) 및/또는 플랜지(84)의 제2 면(106)에 부착(예, 접합)된다. 일부 실시예에서, 브레이징 링(140)의 재료는 피스톤 실린더 조립체(40)의 작동 중에 브레이징 온도가 내부 밀봉부(102)가 노출되는 연소 온도의 범위 내에 있도록 선택된다. 예를 들면, 왕복동 엔진(12)의 초기 운전 중에, 브레이징 링(140)은 연소실(14) 내에서 공기(18) 및 연료(20)의 연소에 의해 브레이징 온도(예, 대략 800 ℃)까지 가열된다. 왕복동 엔진(12)의 초기 운전은 브레이징 링(140)이 소망하는 위치에서 실린더 헤드(68)와 플랜지(84)에 부착(예, 접합)되게 가열되도록 통상의 운전 온도보다 높은 온도로 조절될 수 있다. 브레이징된 밀봉부(142)의 형성시, 왕복동 엔진(12)은 통상적인 운전 온도로 작동되도록 제어될 수 있어서 브레이징된 밀봉부를 환형 간극 부피 내에 유지할 수 있다. 일부 실시예에서, 브레이징 링(140)의 재료는 피스톤 실린더 조립체(40)의 작동 중에 브레이징 온도가 내부 밀봉부(102)가 노출되는 연소 온도의 범위보다 높도록 선택된다. 따라서, 실린더 라이너(42)를 지지 구조체(80)에 조립하기 전에 브레이징 링(140)을 실린더 헤드(68)와 플랜지(84) 사이의 원하는 위치에 삽입한 후 브레이징 링(140)을 브레이징 온도까지 가열할 수 있다. 예를 들면, 실린더 라이너(42)를 개구(82) 내로 삽입하기 전에, 브레이징 링(140)을 토치, 유도 처리 또는 이들의 임의의 조합을 통해 가열할 수 있다. 엔진(12)의 연소 온도 범위보다 큰 브레이징 온도로 브레이징 링(140)을 처리하는 것은 브레이징된 밀봉부(142)가 용융되지 않고 연소 온도에서 지속적인 작동에 견디도록 할 수 있다.
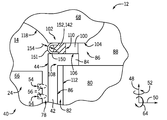
도 6은 도 2의 3-3 선 내에서 취한 피스톤 실린더 조립체(40)의 밀봉 조립체(86)의 단면도를 나타낸다. 도 6은 내부 밀봉부(102)가 차폐부(150)(예, U-형 또는 C-형 단면(151)을 갖는 환형 차폐 링)를 포함하는 밀봉 조립체(86)의 실시예를 나타낸다. 차폐부(150)는 반경 방향(50)으로 외부 밀봉부(100)의 내부의 환형 간극 부피(114) 내에 배치된다. 차폐부(150)는 용이하게 연소 온도에 견딜 수 있는 내열 재료일 수 있다. 예를 들면, 차폐부는 한정되는 것은 아니지만 강철을 포함할 수 있다. 일부 실시예에서, 차폐부(150)는 적어도 부분적으로 내부 밀봉재(152)(예, 브레이징된 밀봉부(142))를 연소실(14)로부터 단절시킨다. 예를 들면, 차폐부(150)는 적어도 부분적으로 내부 밀봉재(152)를 연료(20) 또는 연소 생성물(70)과 같은 잠재적으로 부식성의 재료로부터 단절시킬 수 있다. 차폐부(150)는 실린더 헤드(68)의 제1 면(104)과 플랜지(84)의 제2 면(106)과 접한다. 차폐부(150)의 두께(154) 및/또는 형태는 실린더 헤드(68)와 플랜지(84) 사이의 차폐부(150)에 의해 전달되는 하중을 감소시키도록 선택됨으로써 108 지점에서의 응력 집중을 감소시킨다. 도 6에 도시된 차폐부(150)는 U-형 형상(151)(예, 외측으로 만곡된 단면)을 가지지만, 차폐부(150)의 다른 실시예는 한정되는 것은 아니지만 I-형, J-형, L-형, M-형, S-형, T-형, V-형, X-형 등을 포함할 수 있다. 다시 말해, 차폐부(150)는 내부 밀봉재(152) 및/또는 외부 밀봉부(100)를 연소실(14)로부터 차폐하도록 구성되며, 차폐부(150)는 실린더 헤드(68)와 플랜지(84) 사이에서 축방향 하중(예, 압축 하중)을 전달하지 않도록 구성된다.
차폐부(150)는 밀봉 재료(152)를 환형 간극 부피(114) 내에 유지하는 것을 가능케 할 수 있다. 추가로 또는 대안적으로, 밀봉 재료(152)는 차폐부(150)와 다른 표면(예, 제1 면(104), 제2 면(106), 내부면(110))과 접함으로써 차폐부(150)를 유지할 수 있다. 예를 들면, 밀봉 재료(152)는 브레이징된 밀봉부(142)일 수 있다. 전술한 바와 같이, 내부 밀봉부(102)는 환형 간극 부피(114)를 감소시키도록 구성되며, 외부 밀봉부(110)의 내부면(110)을 연소실(14)로부터 단절시키도록 구성될 수 있다. 또한, 내부 밀봉부(102)는 외부 밀봉부(100)보다 실린더 헤드(68)와 플랜지(84) 사이에서 하중을 더 적게 전달하도록 구성됨으로써 플랜지(84)에서의 굽힘 모멘트를 감소시키고 108 지점에서의 응력 집중을 감소시킨다.
여기 설명되는 바와 같이, 밀봉 조립체(86)를 활용하는 방법은 밀봉 조립체(86)의 내부 밀봉부(102)에 의해 환형 간극 부피(114)를 감소시키는 것을 포함한다. 추가로 또는 대안적으로, 밀봉 조립체(86) 활용 방법은 내부 밀봉부(102)에 의해 외부 밀봉부(100)의 내부면(110)을 연소실(14)로부터 단절시키는 것을 포함할 수 있다. 내부 밀봉부(102)와 외부 밀봉부(100)의 재료는 실린더 라이너(42)의 플랜지(84)를 통해 주로 외부 밀봉부(100)를 통해 실린더 헤드(68)와 지지 구조체 사이에서 축방향 하중(예, 압축 하중)의 전달을 가능케 하도록 선택된다. 다시 말해, 외부 밀봉부(100)는 내부 밀봉부(102)보다 실린더 헤드(68)와 실린더 라이너(42) 사이에서 더 많은 하중을 전달하도록 구성된다.
여기 논의된 실시예의 기술적 효과는 간극 부피를 감소시키는 것을 통해 연소실 내의 공기 및 연료의 연소 효율을 증가시키는 것을 포함한다. 외부 밀봉부는 내부 밀봉부보다 실린더 헤드와 실린더 라이너 사이에서 더 많은 축방향 압축 하중을 전달하도록 구성됨으로써 유도된 굽힘 모멘트에 기인하여 실린더 라이너의 플랜지의 소정 지점에 집중될 수 있는 응력을 감소시킨다. 일부 실시예에서, 내부 밀봉부는 외부 밀봉부의 내부면을 연소실로부터 단절시킨다. 더욱이, 일부 실시예에서 내부 밀봉부의 차폐부는 내부 밀봉부의 밀봉 재료를 연소실로부터 단절시킬 수 있다.
이러한 기술된 설명은 최상의 모드를 포함하는 실시예를 개시하고 당업자가 임의의 장치 또는 시스템을 구성 및 사용하는 것과 임의의 통합된 방법들을 실행하는 것을 포함하여 실시예를 실시할 수 있게 하기 위해 여러 가지 예를 사용한다. 본 발명의 특허가능한 범위는 특허청구범위에 의해 한정되며, 당업자가 떠올릴 수 있는 다른 예들을 포함할 수 있다. 이러한 다른 예들은 해당 예들이 특허청구범위와 사실상 상이하지 않은 구조적 요소들을 구비하는 경우, 또는 그러한 예들이 특허청구범위와 사실상 큰 차이가 없는 균등한 구조적 요소들을 포함하는 경우, 특허청구범위의 범주 내에 속하는 것으로 의도된다.
Claims (20)
- 왕복동 엔진으로서,
실린더 헤드;
내부의 공동 둘레로 원주 방향으로 연장되는 내벽과, 상기 내벽 둘레로 원주 방향으로 연장되는 외벽, 그리고 상기 실린더 헤드에 근접하고 상기 내벽과 상기 외벽 사이에서 반경 방향으로 연장되는 플랜지를 포함하는 실린더 라이너;
상기 외벽에 근접하고 상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 축방향으로 배치되고, 상기 플랜지 및 상기 실린더 헤드와 접하는 외부 밀봉부; 및
상기 내벽에 근접하고 상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 축방향으로 배치되고, 상기 플랜지와 상기 실린더 헤드 중 적어도 하나와 접하는 내부 밀봉부
를 포함하며, 상기 외부 밀봉부는 상기 내부 밀봉부보다 상기 실린더 헤드와 상기 플랜지 사이에서 더 많은 축방향 압축 하중을 전달하도록 구성된 것인 왕복동 엔진. - 제1항에 있어서, 상기 내부 밀봉부는 브레이징 링을 포함하고, 상기 왕복동 엔진의 초기 운전 중, 상기 공동 내의 연소는 상기 브레이징 링을 상기 플랜지와 상기 실린더 헤드에 부착하도록 구성된 것인 왕복동 엔진.
- 제1항에 있어서, 상기 내부 밀봉부는 피크 연소 온도 이상의 온도에서 상기 플랜지 및 상기 실린더 헤드에 부착되도록 구성된 브레이징 링을 포함하는 것인 왕복동 엔진.
- 제1항에 있어서, 상기 외부 밀봉부는 강철, 세라믹, 또는 이들의 임의의 조합을 포함하는 것인 왕복동 엔진.
- 제1항에 있어서, 상기 내부 밀봉부는 상기 외부 밀봉부의 내부면, 상기 실린더 헤드 및 상기 플랜지의 상부면과 접하는 것인 왕복동 엔진.
- 제1항에 있어서, 상기 내부 밀봉부는 차폐부와 브레이징 재료를 포함하고, 상기 브레이징 재료는 상기 차폐부와 상기 외부 밀봉부 사이에 반경 방향으로 배치되며, 상기 차폐부는 상기 왕복동 엔진의 운전 중에 상기 브레이징 재료를 상기 공동 내의 연소 가스로부터 단절시키도록 구성된 것인 왕복동 엔진.
- 제1항에 있어서, 상기 내부 밀봉부는 브레이징 링을 포함하고, 상기 브레이징 링은 적어도 23wt% 크롬과 적어도 6wt% 실리콘을 포함하고, 상기 브레이징 링의 고상선 온도는 약 970 ℃보다 높고, 상기 브레이징 링의 액상선 온도는 약 1135 ℃보다 낮은 것인 왕복동 엔진.
- 제1항에 있어서, 상기 외부 밀봉부의 제1 압축 강도는 상기 내부 밀봉부의 제2 압축 강도보다 큰 것인 왕복동 엔진.
- 제1항에 있어서, 상기 외부 밀봉부의 제1 두께는 상기 내부 밀봉부의 제2 두께와 대략 동일한 것인 왕복동 엔진.
- 왕복동 엔진으로서,
실린더 헤드;
상기 실린더 헤드에 근접한 플랜지를 포함하고, 연소실 둘레로 원주 방향으로 연장되는 실린더 라이너;
상기 실린더 라이너의 플랜지와 상기 실린더 헤드 사이에 배치되며, 상기 실린더 헤드와 상기 실린더 라이너 사이에 축방향 압축 하중을 전달하도록 구성되는 외부 밀봉부; 및
상기 연소실에 인접한 상기 실린더 헤드와 상기 실린더 라이너 사이에 배치되며, 상기 외부 밀봉부의 내부면을 상기 연소실로부터 단절시키도록 구성되는 내부 밀봉부
를 포함하며, 상기 실린더 헤드는 상기 연소실의 단부를 형성하고, 상기 외부 밀봉부의 제1 압축 강도는 상기 내부 밀봉부의 제2 압축 강도보다 큰 것인 왕복동 엔진. - 제10항에 있어서, 상기 실린더 헤드, 상기 실린더 라이너 및 상기 외부 밀봉부의 내부면 사이에 환형 간극(crevice) 부피를 포함하고, 상기 내부 밀봉부는 상기 환형 간극 부피의 적어도 50%를 충전하도록 구성된 것인 왕복동 엔진.
- 제10항에 있어서, 상기 내부 밀봉부는 브레이징 링을 포함하는 것인 왕복동 엔진.
- 제12항에 있어서, 상기 내부 밀봉부는 상기 브레이징 링을 상기 연소실로부터 단절시키도록 구성된 차폐부를 포함하는 것인 왕복동 엔진.
- 제10항에 있어서, 상기 내부 밀봉부의 외부면, 상기 외부 밀봉부의 내부면, 상기 실린더 헤드 및 상기 플랜지는 밀봉된 공동을 형성하는 것인 왕복동 엔진.
- 제10항에 있어서, 상기 내부 밀봉부는 브레이징 링을 포함하고, 상기 브레이징 링은 적어도 23wt% 크롬과 적어도 6wt% 실리콘을 포함하는 것인 왕복동 엔진.
- 내부 밀봉부를 사용하여 실린더 헤드, 실린더 라이너 및 외부 밀봉부의 내부면 사이의 환형 간극 부피를 감소시키는 단계; 및
상기 내부 밀봉부를 사용하여 상기 외부 밀봉부의 상기 내부면을 연소실로부터 단절시키는 단계
를 포함하고, 상기 연소실은 상기 실린더 헤드와 상기 실린더 라이너에 의해 형성되며, 왕복동 엔진은 상기 실린더 헤드, 상기 실린더 라이너, 상기 외부 밀봉부 및 상기 내부 밀봉부를 포함하며, 상기 외부 밀봉부는 상기 내부 밀봉부보다 상기 실린더 헤드와 상기 실린더 라이너 사이에서 더 많은 축방향 압축 하중을 전달하도록 구성된 것인 방법. - 제16항에 있어서, 상기 내부 밀봉부는 브레이징 링을 포함하는 것인 방법.
- 제17항에 있어서, 차폐부를 사용하여 상기 브레이징 링을 상기 연소실로부터 단절시키는 단계를 더 포함하고, 상기 내부 밀봉부는 상기 차폐부를 포함하는 것인 방법.
- 제16항에 있어서, 상기 내부 밀봉부는 상기 실린더 헤드와 상기 플랜지의 상부면과 접하는 것인 방법.
- 제16항에 있어서, 상기 내부 밀봉부의 외부면, 상기 외부 밀봉부의 내부면, 상기 실린더 헤드 및 상기 실린더 라이너는 밀봉된 공동을 형성하는 것인 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/448,685 US20160032862A1 (en) | 2014-07-31 | 2014-07-31 | System and method for reduced crevice volume of a piston cylinder assembly |
| US14/448,685 | 2014-07-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160016640A true KR20160016640A (ko) | 2016-02-15 |
Family
ID=54065660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150107050A Withdrawn KR20160016640A (ko) | 2014-07-31 | 2015-07-29 | 피스톤 실린더 조립체의 간극 부피 감소를 위한 시스템 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160032862A1 (ko) |
| EP (1) | EP2980392A3 (ko) |
| JP (1) | JP2016035262A (ko) |
| KR (1) | KR20160016640A (ko) |
| CN (1) | CN105317583A (ko) |
| BR (1) | BR102015018269A2 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10036344B2 (en) | 2015-02-27 | 2018-07-31 | Avl Powertrain Engineering, Inc. | Opposed piston two stroke engine liner construction |
| US10072604B2 (en) * | 2015-02-27 | 2018-09-11 | Avl Powertrain Engineering, Inc. | Engine block construction for opposed piston engine |
| US10865734B2 (en) | 2017-12-06 | 2020-12-15 | Ai Alpine Us Bidco Inc | Piston assembly with offset tight land profile |
| AT17085U1 (de) * | 2019-12-19 | 2021-05-15 | Avl List Gmbh | Brennkraftmaschine mit Zylinderkopfdichtung |
| JP7338734B1 (ja) * | 2022-04-13 | 2023-09-05 | いすゞ自動車株式会社 | 内燃機関 |
| US20260049660A1 (en) | 2024-08-14 | 2026-02-19 | Caterpillar Inc. | Cylinder head gasket and cylinder liner for internal combustion engine |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56113145U (ko) * | 1980-02-01 | 1981-09-01 | ||
| DE3122904C2 (de) * | 1981-06-10 | 1984-11-08 | Audi Nsu Auto Union Ag, 7107 Neckarsulm | Lösbare mittels Schrauben verspannte Zylinderkopf-Zylinder-Verbindung |
| DE10321034B3 (de) * | 2003-05-10 | 2005-01-13 | Daimlerchrysler Ag | Hubkolbenbrennkraftmaschine |
| SE534911C2 (sv) * | 2010-06-16 | 2012-02-14 | Scania Cv Ab | Arrangemang i en förbränningsmotor |
| DE102012013379A1 (de) * | 2012-07-04 | 2014-01-09 | Mtu Friedrichshafen Gmbh | Einlage und Verbrennungsmotor mit Einlage |
| EP2700801A1 (de) * | 2012-08-23 | 2014-02-26 | Wärtsilä Schweiz AG | Zylinderliner für eine Hubkolbenbrennkraftmaschine, Verfahren zur Herstellung eines Stützrings für einen Zylinderliner, sowie Stützring |
-
2014
- 2014-07-31 US US14/448,685 patent/US20160032862A1/en not_active Abandoned
-
2015
- 2015-07-27 EP EP15178534.2A patent/EP2980392A3/en not_active Withdrawn
- 2015-07-28 JP JP2015148196A patent/JP2016035262A/ja active Pending
- 2015-07-29 KR KR1020150107050A patent/KR20160016640A/ko not_active Withdrawn
- 2015-07-30 BR BR102015018269A patent/BR102015018269A2/pt not_active Application Discontinuation
- 2015-07-31 CN CN201510461695.8A patent/CN105317583A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| BR102015018269A2 (pt) | 2016-05-31 |
| EP2980392A3 (en) | 2016-03-02 |
| CN105317583A (zh) | 2016-02-10 |
| JP2016035262A (ja) | 2016-03-17 |
| US20160032862A1 (en) | 2016-02-04 |
| EP2980392A2 (en) | 2016-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160016640A (ko) | 피스톤 실린더 조립체의 간극 부피 감소를 위한 시스템 및 방법 | |
| FI125706B (fi) | Polttomoottorin esikammiojärjestely | |
| EP2205840B1 (en) | Prechamber arrangement of a combustion engine | |
| US11846228B2 (en) | Pre-combustion chamber apparatus and method for pre-combustion | |
| KR20160086769A (ko) | 왕복 기관용 피스톤 어셈블리 | |
| US20110180032A1 (en) | Insulated combustion chamber | |
| CN105822449A (zh) | 高效二冲程发动机 | |
| US20120085313A1 (en) | Piston-head design for use in an internal combustion engine | |
| CN109844280B (zh) | 用于内燃发动机的预燃室点火装置和方法 | |
| US8388313B2 (en) | Extraction cavity wing seal | |
| CN112855929A (zh) | 用于大型发动机的活塞环以及大型发动机 | |
| FI126955B (en) | FE-based composition, precursor component and process for producing precursor component | |
| CN107806374B (zh) | 用于具有耐高温的冠部件的内燃机的活塞 | |
| JP2003278597A (ja) | エンジン部材、排気弁、ピストンクラウン、及び内燃機関型エンジン | |
| Kawamura | Development status of isuzu ceramic engine | |
| RU2552022C1 (ru) | Гибридный гофровый двигатель внутреннего сгорания | |
| US10087878B2 (en) | Cylinder head cover with integral sleeve | |
| CN120592733A (zh) | 一种以绿氢甲醇为燃料的陶瓷发动机 | |
| RU13970U1 (ru) | Уплотнительное поршневое кольцо | |
| CN104121055A (zh) | 一种内燃机活塞连杆组和内燃机 | |
| CN203347936U (zh) | 船用发动机钢顶铝裙组合活塞 | |
| CN104088683A (zh) | 一种内燃机活塞连杆组和内燃机 | |
| JPS61118550A (ja) | 断熱エンジンのシ−ル構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |