KR20160023896A - 광전지 용접 스트립 - Google Patents
광전지 용접 스트립 Download PDFInfo
- Publication number
- KR20160023896A KR20160023896A KR1020167002239A KR20167002239A KR20160023896A KR 20160023896 A KR20160023896 A KR 20160023896A KR 1020167002239 A KR1020167002239 A KR 1020167002239A KR 20167002239 A KR20167002239 A KR 20167002239A KR 20160023896 A KR20160023896 A KR 20160023896A
- Authority
- KR
- South Korea
- Prior art keywords
- base strip
- conductive base
- strip
- groove
- grooves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F19/00—Integrated devices, or assemblies of multiple devices, comprising at least one photovoltaic cell covered by group H10F10/00, e.g. photovoltaic modules
- H10F19/90—Structures for connecting between photovoltaic cells, e.g. interconnections or insulating spacers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- H01L31/188—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F71/00—Manufacture or treatment of devices covered by this subclass
- H10F71/137—Batch treatment of the devices
- H10F71/1375—Apparatus for automatic interconnection of photovoltaic cells in a module
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10F—INORGANIC SEMICONDUCTOR DEVICES SENSITIVE TO INFRARED RADIATION, LIGHT, ELECTROMAGNETIC RADIATION OF SHORTER WAVELENGTH OR CORPUSCULAR RADIATION
- H10F77/00—Constructional details of devices covered by this subclass
- H10F77/40—Optical elements or arrangements
- H10F77/42—Optical elements or arrangements directly associated or integrated with photovoltaic cells, e.g. light-reflecting means or light-concentrating means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
- Y02E10/52—PV systems with concentrators
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Photovoltaic Devices (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
Abstract
Description
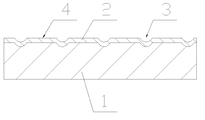
도 2는 홈이 v자 홈인 도 1의 단면을 개략적으로 도시하며;
도 3은 홈이 오목형 홈인 도 1의 단면을 개략적으로 도시하고;
도 4는 본 발명의 제4 실시예에 따른 구성을 개략적으로 도시하며;
도 5는 본 발명의 제5 실시예에 따른 구성을 개략적으로 도시하고;
도 6은 본 발명의 제6 실시예에 따른 구성을 개략적으로 도시하며;
도면에서, 참조 번호 1은 전도성 베이스 스트립, 2는 솔더층, 3은 홈, 그리고 4는 평탄한 베이스 스트립 구역이다.
Claims (6)
- 금속 또는 합금 재료로 제조되고 상부 폭 방향 표면과 하부 폭 방향 표면을 갖는 전도성 베이스 스트립(1)을 포함하는 광전지 상호 연결 와이어로서,
상기 전도성 베이스 스트립(1)의 폭 방향 표면들 중 1개 또는 2개의 표면 상에 복수 개의 홈(3)이 가압 성형되어 있고, 인접한 홈(3)들 사이에 평탄한 베이스 스트립 구역(4)이 남아 있으며,
각 홈(3)의 깊이는, 홈(3)이 전도성 베이스 스트립(1)의 폭 방향 표면들 중 단지 1개의 표면 상에만 가압 성형되는 조건에서는, 전도성 베이스 스트립(1)의 두께의 5% 내지 50%이고,
홈(3)이 전도성 베이스 스트립(1)의 상부 폭 방향 표면 및 하부 폭 방향 표면 모두에서 가압 성형된 조건에서는, 각 홈(3)의 깊이가 전도성 베이스 스트립(1)의 두께의 5% 내지 45%이며, 상부 폭 방향 표면 상에 가압 성형된 홈(3)의 최대 깊이와 하부 폭 방향 표면 상에 가압 성형된 홈의 최대 깊이의 합은 전도성 베이스 스트립(1)의 두께의 50% 이하이고,
전도성 베이스 스트립(1)의 폭 방향 표면 상의 홈(3)은 전도성 베이스 스트립(1)의 길이 방향을 따라 규칙적으로 반복되며,
상기 홈(3)은 전도성 베이스 스트립(1)의 길이 방향에 대해 비스듬히 배치되는 직선형의 스트립형 홈 및/또는 곡선형의 스트립형 홈이고, 직선형의 스트립형 홈과 전도성 베이스 스트립(1)의 길이 방향 사이에 15도 내지 75도의 경사 각도가 존재하며, 곡선형의 스트립형 홈 상의 임의의 지점에서의 접선과 전도성 베이스 스트립(1)의 길이 방향 사이에 15도 내지 75도의 경사 각도가 존재하고,
1개의 폭 방향 표면 상에서의 베이스 스트립 구역(4)의 총 면적은 전도성 베이스 스트립(1)의 1개의 폭 방향 표면의 총 면적의 약 30% 내지 70%를 차지하는 것인 광전지 상호 연결 와이어. - 제1항에 있어서, 동일한 폭 방향 표면 상의 홈(3)들은 서로 교차하게 배치되는 것인 광전지 상호 연결 와이어.
- 제2항에 있어서, 상기 홈(3)은 직선형의 스트립형 홈이고, 2개의 경사 방향을 따라 비스듬하며, 2개의 경사 방향을 각각 따라가는 홈들은 전도성 베이스 스트립(1)의 길이 방향에 관하여 서로 거울상인 것인 광전지 상호 연결 와이어.
- 제3항에 있어서, 양쪽 경사 방향의 홈(3)과 전도성 베이스 스트립(1)의 폭 방향 사이에 25도 내지 65도의 경사 각도가 형성되는 것인 광전지 상호 연결 와이어.
- 제1항에 있어서, 동일한 폭 방향 표면 상의 홈(3)들은 서로 평행하게 배치되는 것인 광전지 상호 연결 와이어.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 전도성 베이스 스트립(1) 상의 각각의 홈(3)의 경우, 홈(3)의 크기는 홈(3)의 개구로부터 바닥을 향해 점진적으로 감소되고, 홈의 바닥면에서의 적어도 하나의 지점에 접하는 평면은 전도성 베이스 스트립(1)의 폭 방향 표면에 관하여 20.9도 내지 45도의 경사 각도를 갖는 것인 광전지 상호 연결 와이어.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310330865.XA CN104157712B (zh) | 2013-07-31 | 2013-07-31 | 一种光伏焊带 |
| CN201310330865.X | 2013-07-31 | ||
| PCT/CN2014/082451 WO2015014218A1 (zh) | 2013-07-31 | 2014-07-18 | 一种光伏焊带 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160023896A true KR20160023896A (ko) | 2016-03-03 |
Family
ID=51883168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167002239A Ceased KR20160023896A (ko) | 2013-07-31 | 2014-07-18 | 광전지 용접 스트립 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9716198B2 (ko) |
| EP (1) | EP3029743A4 (ko) |
| JP (1) | JP2016527726A (ko) |
| KR (1) | KR20160023896A (ko) |
| CN (1) | CN104157712B (ko) |
| WO (1) | WO2015014218A1 (ko) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170138478A (ko) * | 2015-04-17 | 2017-12-15 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 태양광 모듈과 함께 사용하기에 유용한 광 방향전환 필름 |
| CN107068795A (zh) * | 2016-12-05 | 2017-08-18 | 新奥光伏能源有限公司 | 一种光伏组件制作方法及光伏组件 |
| CN108231929A (zh) * | 2016-12-12 | 2018-06-29 | 阿特斯阳光电力集团有限公司 | 光伏组件 |
| CN108198887A (zh) * | 2018-01-26 | 2018-06-22 | 保定易通光伏科技股份有限公司 | 一种光伏焊带 |
| CN108155264A (zh) * | 2018-02-09 | 2018-06-12 | 浙江晶科能源有限公司 | 一种光伏焊带以及光伏组件 |
| CN108417657A (zh) * | 2018-03-28 | 2018-08-17 | 浙江晶科能源有限公司 | 一种光伏焊带以及光伏组件 |
| CN108754496A (zh) * | 2018-06-21 | 2018-11-06 | 浙江宝利特新能源股份有限公司 | 一种光伏焊带着色层的制备方法 |
| CN108767045B (zh) * | 2018-07-31 | 2024-03-01 | 无锡奥特维科技股份有限公司 | 光伏焊带及制造方法、太阳能电池串及太阳能电池组件 |
| CN110919230A (zh) * | 2018-12-17 | 2020-03-27 | 宁波森联光电科技有限公司 | 焊带制造设备和制造焊带的方法 |
| CN113178502A (zh) * | 2021-04-16 | 2021-07-27 | 无锡市斯威克科技有限公司 | 一种光伏组件用黑色焊带及其加工方法 |
| CN115263288B (zh) * | 2022-07-28 | 2025-04-01 | 中国地质大学(北京) | 定向井合理井斜角度与安全钻井液密度窗口的确定方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1738828A (en) * | 1925-03-02 | 1929-12-10 | Jackson Arthur Hews | Low-resistance permanent wire |
| USB462089I5 (ko) * | 1961-03-31 | |||
| US4430519A (en) * | 1982-05-28 | 1984-02-07 | Amp Incorporated | Electron beam welded photovoltaic cell interconnections |
| US5213868A (en) * | 1991-08-13 | 1993-05-25 | Chomerics, Inc. | Thermally conductive interface materials and methods of using the same |
| US6831231B2 (en) * | 2001-12-05 | 2004-12-14 | Times Microwave Systems, Division Of Smiths Aerospace, Incorporated | Coaxial cable with flat outer conductor |
| JP2003272446A (ja) * | 2002-03-19 | 2003-09-26 | Goto Denshi Kk | 電 線 |
| US8278556B2 (en) * | 2003-03-17 | 2012-10-02 | Cobham Defense Electronic Systems Corporation | Stabilization of dielectric used in transmission line structures |
| JP2006059991A (ja) * | 2004-08-19 | 2006-03-02 | Shin Etsu Handotai Co Ltd | 太陽電池モジュール及びその製造方法 |
| JP5025122B2 (ja) * | 2005-11-15 | 2012-09-12 | 株式会社Neomaxマテリアル | 太陽電池用電極線材及びその製造方法 |
| US20070125415A1 (en) * | 2005-12-05 | 2007-06-07 | Massachusetts Institute Of Technology | Light capture with patterned solar cell bus wires |
| KR100990114B1 (ko) * | 2009-07-07 | 2010-10-29 | 엘지전자 주식회사 | 인터커넥터를 구비한 태양 전지 모듈 및 이의 제조 방법 |
| CN101789452B (zh) | 2010-02-03 | 2011-12-28 | 秦皇岛东吴电子有限公司 | 漫反射式涂锡焊带及其生产方法 |
| CN201689895U (zh) * | 2010-02-03 | 2010-12-29 | 秦皇岛东吴电子有限公司 | 漫反射式涂锡焊带 |
| WO2011160294A1 (zh) * | 2010-06-23 | 2011-12-29 | 常州天合光能有限公司 | 减影裂涂锡铜带 |
| DE102011009006A1 (de) * | 2011-01-20 | 2012-07-26 | Schlenk Metallfolien Gmbh & Co. Kg | Verfahren zum Herstellen von vorverzinnten Verbindern für PV-Zellen |
| CN202004027U (zh) * | 2011-04-30 | 2011-10-05 | 常州天合光能有限公司 | 一种太阳能电池组件以及焊接组件焊带的焊接工具 |
| CN102225598B (zh) * | 2011-05-03 | 2014-04-30 | 蒙特集团(香港)有限公司 | 太阳能硅片线切割导辊及制作方法与专用镀膜机和电镀机 |
| CN102891187A (zh) * | 2011-07-22 | 2013-01-23 | 常州常源电力设备有限公司 | 光伏电池板镀锡铜带 |
| US8328077B1 (en) * | 2011-11-01 | 2012-12-11 | Flextronics Ap, Llc | PV cell mass reflow |
| CN102569470A (zh) | 2012-02-28 | 2012-07-11 | 常州天合光能有限公司 | 太阳能组件焊带 |
| CN102737754B (zh) * | 2012-04-13 | 2014-10-08 | 江苏宇邦光伏材料有限公司 | 光伏组件的表面异形高功率涂锡铜带及其制造方法 |
| CN202816961U (zh) * | 2012-09-28 | 2013-03-20 | 英利能源(中国)有限公司 | 焊带 |
| CN203386786U (zh) * | 2013-07-31 | 2014-01-08 | 凡登(常州)新型金属材料技术有限公司 | 一种光伏焊带 |
| CN203386785U (zh) * | 2013-07-31 | 2014-01-08 | 凡登(常州)新型金属材料技术有限公司 | 光伏焊带 |
-
2013
- 2013-07-31 CN CN201310330865.XA patent/CN104157712B/zh not_active Expired - Fee Related
-
2014
- 2014-07-18 WO PCT/CN2014/082451 patent/WO2015014218A1/zh not_active Ceased
- 2014-07-18 EP EP14831760.5A patent/EP3029743A4/en not_active Withdrawn
- 2014-07-18 JP JP2016530326A patent/JP2016527726A/ja active Pending
- 2014-07-18 KR KR1020167002239A patent/KR20160023896A/ko not_active Ceased
- 2014-07-18 US US14/902,010 patent/US9716198B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN104157712A (zh) | 2014-11-19 |
| EP3029743A1 (en) | 2016-06-08 |
| US20160336471A1 (en) | 2016-11-17 |
| EP3029743A4 (en) | 2016-07-20 |
| WO2015014218A1 (zh) | 2015-02-05 |
| JP2016527726A (ja) | 2016-09-08 |
| CN104157712B (zh) | 2015-05-20 |
| US9716198B2 (en) | 2017-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160023896A (ko) | 광전지 용접 스트립 | |
| TWI553895B (zh) | 高效光伏異構焊帶 | |
| CN203386785U (zh) | 光伏焊带 | |
| CN103956401B (zh) | 一种用于光伏组件的高效互联带及其制备方法 | |
| CN103794656B (zh) | 提高光伏电池组件功率的焊带及其制备方法 | |
| CN206558520U (zh) | 一种压花玻璃和太阳能电池组件 | |
| JP2005513801A (ja) | 輪郭化された光起電性屋根パネル | |
| CN110350049B (zh) | 一种防眩光太阳能电池组件盖板玻璃 | |
| CN203839390U (zh) | 一种高可焊高效光伏焊带 | |
| CN203674233U (zh) | 太阳能电池焊带 | |
| CN223810093U (zh) | 一种太阳能电池及光伏组件 | |
| WO2015172457A1 (zh) | 一种高可焊高效光伏焊带 | |
| CN203386786U (zh) | 一种光伏焊带 | |
| CN203859130U (zh) | 一种高效光伏异构焊带 | |
| CN108987517B (zh) | 聚光涂锡铜带的梯形铜基结构 | |
| CN203644804U (zh) | 用于太阳能电池的焊带 | |
| CN119947347A (zh) | 一种太阳能电池、光伏组件及其制备方法 | |
| CN203205448U (zh) | 一种光伏焊带 | |
| CN207781618U (zh) | 一种用于光伏组件增效的复合材料 | |
| CN213752735U (zh) | 一种太阳能电池板及光伏组件 | |
| CN203674234U (zh) | 一种用于太阳能电池的焊带 | |
| CN203644803U (zh) | 一种太阳能电池焊带 | |
| CN211957663U (zh) | 一种光伏焊带 | |
| CN203746878U (zh) | 一种用于光伏组件的高效互联带 | |
| CN210040231U (zh) | 一种防眩光太阳能电池组件盖板玻璃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20160126 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170418 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170919 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170418 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |