KR20160023902A - 아크 스폿 용접 조인트 및 그 제조 방법 - Google Patents
아크 스폿 용접 조인트 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20160023902A KR20160023902A KR1020167002438A KR20167002438A KR20160023902A KR 20160023902 A KR20160023902 A KR 20160023902A KR 1020167002438 A KR1020167002438 A KR 1020167002438A KR 20167002438 A KR20167002438 A KR 20167002438A KR 20160023902 A KR20160023902 A KR 20160023902A
- Authority
- KR
- South Korea
- Prior art keywords
- steel plate
- welding
- thickness
- steel
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/007—Spot arc welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/011—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of iron alloys or steels
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B23K2201/18—
-
- B23K2203/02—
-
- B23K2203/04—
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
Description
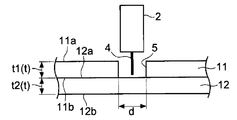
도 1b는 본 발명의 일 실시 형태의 아크 스폿 용접 조인트의 제조 방법에 있어서, 제1 용접 패스 후의 상태를 도시하는 개략도이다.
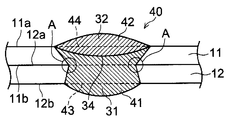
도 1c는 본 발명의 일 실시 형태의 아크 스폿 용접 조인트의 제조 방법에 있어서, 제2 용접 패스 후의 상태(용접 조인트)를 도시하는 개략도이다.
도 1d는 본 발명의 일 실시 형태의 아크 스폿 용접 조인트의 제조 방법에 있어서, 제1 용접 패스 후의 다른 상태를 도시하는 개략도이다.
도 2는 도 1c의 치수 관계를 도시하는 개략도이다.
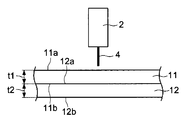
도 3은 본 발명의 일 실시 형태의 아크 스폿 용접 조인트의 제조 방법에 있어서, 관통 구멍이 없는 강판에 대한 용접 전의 상태를 도시하는 개략도이다.
도 4는 본 발명의 일 실시 형태의, 덧붙임부에 오목부가 있는 아크 스폿 용접 조인트의 개략도이다.
도 5는 비교예의 아크 스폿 용접 조인트를 도시하는 개략도이다.
도 6은 고강도 강판을 사용하여 형성한 스폿 용접 조인트에 있어서, 강판의 인장 강도와, 스폿 용접 조인트의 인장 전단 강도(TSS) 및 십자 인장 강도(CTS)의 관계를 나타내는 그래프이다.
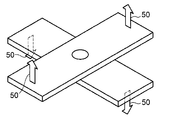
도 7은 십자 인장 강도를 측정하기 위해 사용하는 시험편의 형상을 도시하는 개략도이다.
도 8은 인장 전단 강도를 측정하기 위해 사용하는 시험편의 형상을 도시하는 개략도이다.

Claims (9)
- 겹쳐진 제1 강판과 제2 강판 중 한쪽은 강판 성분 중의 탄소량이 0.3질량% 이상인 고강도 강판이고, 상기 제1 강판과 상기 제2 강판 중 다른 쪽은, 강판 성분 중의 탄소량이 0.07질량% 이상인 고강도 강판이고,
상기 제1 강판측으로부터 상기 제2 강판의 이면까지 형성되고, 상기 제2 강판의 이면으로부터 돌출된 제1 덧붙임부를 포함하는 제1 용접 금속과,
상기 제1 용접 금속보다도 상기 제1 강판의 표면측에, 상기 제1 용접 금속 상에 형성되고, 상기 제1 강판의 표면으로부터 돌출되는 제2 덧붙임부를 포함하는 제2 용접 금속을 구비하고, 하기 (1), (2)식을 만족시키는, 아크 스폿 용접 조인트.


단,
W: 상기 제1 용접 금속에 의한 용접 비드의 원 상당 직경과 상기 제2 용접 금속에 의한 용접 비드의 원 상당 직경의 평균값(㎜),
t: 상기 제1 강판 또는 상기 제2 강판의 판 두께(㎜)(단, 상기 제1 강판의 판 두께와 상기 제2 강판의 판 두께가 다른 경우에는, 얇은 측의 강판의 판 두께(㎜)),
h: 상기 제1 강판의 판 두께와 상기 제2 강판의 판 두께가 동등한 경우에는, 상기 제1 덧붙임부의 높이(㎜)와 상기 제2 덧붙임부의 높이(㎜) 중, 낮은 쪽의 덧붙임부의 높이(단, 상기 제1 강판의 판 두께와 상기 제2 강판의 판 두께가 다른 경우에는, 상기 제2 덧붙임부의 높이(㎜)와 상기 제1 강판의 상기 제2 덧붙임부에 인접하는 부분의 판 두께(㎜)의 합과 상기 제1 덧붙임부의 높이(㎜)와 상기 제2 강판의 상기 제1 덧붙임부에 인접하는 부분의 판 두께(㎜)의 합 중, 합이 작은 쪽의 덧붙임부의 높이(㎜)). - 제1항에 있어서,
상기 제2 용접 금속의 하단부는 상기 제1 강판의 이면보다 상기 제1 강판의 상기 표면측에 형성된, 아크 스폿 용접 조인트. - 한쪽은 강판 성분 중의 탄소량이 0.3질량% 이상인 고강도 강판이고, 다른 쪽은 강판 성분 중의 탄소량이 0.07질량% 이상인 고강도 강판인 제1 강판과 제2 강판이 겹쳐지는 공정과,
1회째의 아크 용접에 의해, 아크 조사측의 상기 제1 강판측으로부터 상기 제2 강판의 이면까지 용융시켜, 상기 제2 강판의 이면으로부터 돌출되는 제1 덧붙임부를 포함하는 제1 용접 금속을 형성하는 공정과,
상기 제1 용접 금속의 표면이 응고된 후, 2회째의 아크 용접에 의해 상기 제1 용접 금속 상에 용융시켜, 상기 제1 강판의 표면으로부터 돌출되는 제2 덧붙임부를 포함하는 제2 용접 금속을 형성하는 공정을 구비하고, 하기 (1), (2)식을 만족시키는, 아크 스폿 용접 조인트의 제조 방법.


단,
W: 상기 제1 용접 금속에 의한 용접 비드의 원 상당 직경과 상기 제2 용접 금속에 의한 용접 비드의 원 상당 직경의 평균값(㎜),
t: 상기 제1 강판 또는 상기 제2 강판의 판 두께(㎜)(단, 상기 제1 강판의 판 두께와 상기 제2 강판의 판 두께가 다른 경우에는, 얇은 측의 강판의 판 두께(㎜)),
h: 상기 제1 강판의 판 두께와 상기 제2 강판의 판 두께가 동등한 경우에는, 상기 제1 덧붙임부의 높이(㎜)와 상기 제2 덧붙임부의 높이(㎜) 중, 낮은 쪽의 덧붙임부의 높이(단, 상기 제1 강판의 판 두께와 상기 제2 강판의 판 두께가 다른 경우에는, 상기 제2 덧붙임부의 높이(㎜)와 상기 제1 강판의 상기 제2 덧붙임부에 인접하는 부분의 판 두께(㎜)의 합과 상기 제1 덧붙임부의 높이(㎜)와 상기 제2 강판의 상기 제1 덧붙임부에 인접하는 부분의 판 두께(㎜)의 합 중, 합이 작은 쪽의 덧붙임부의 높이(㎜)). - 제3항에 있어서,
상기 제1 용접 금속의 형성 정지 후, 1초 이상 경과하고 나서 상기 제2 용접 금속의 형성을 개시하는, 아크 스폿 용접 조인트의 제조 방법. - 제3항 또는 제4항에 있어서,
상기 1회째의 아크 용접에 의해, 상기 제1 용접 금속의 상면 하단부는 상기 제1 강판의 판 두께 방향에 있어서, 상기 제1 강판의 판 두께 중심 위치보다 상기 표면측에 위치에 형성되는, 아크 스폿 용접 조인트의 제조 방법. - 제5항에 있어서,
상기 1회째의 아크 용접에 의해, 상기 제1 용접 금속의 상면 하단부가 상기 제1 강판의 상기 표면 또는 상기 표면보다도 외측의 위치에 형성되는, 아크 스폿 용접 조인트의 제조 방법. - 제3항 내지 제6항 중 어느 한 항에 있어서,
상기 2회째의 아크 용접에 의해, 상기 제2 용접 금속의 하단부는 상기 제1 강판의 이면보다도 상기 제1 강판의 표면측에 형성되는, 아크 스폿 용접 조인트의 제조 방법. - 제3항 내지 제7항 중 어느 한 항에 있어서,
상기 제1 강판에는, 상기 제1 강판의 판 두께의 1배 이상 10배 이하의 직경의 관통 구멍이 형성되어 있고, 상기 관통 구멍을 포함하는 위치에 상기 제1 용접 금속이 형성되는, 아크 스폿 용접 조인트의 제조 방법. - 제3항 내지 제8항 중 어느 한 항에 있어서,
상기 2회째의 아크 용접의 입열량은, 상기 1회째의 아크 용접의 입열량 이하인, 아크 스폿 용접 조인트의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013159575 | 2013-07-31 | ||
| JPJP-P-2013-159575 | 2013-07-31 | ||
| PCT/JP2014/070137 WO2015016287A1 (ja) | 2013-07-31 | 2014-07-30 | アークスポット溶接継手及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160023902A true KR20160023902A (ko) | 2016-03-03 |
| KR101785229B1 KR101785229B1 (ko) | 2017-10-12 |
Family
ID=52431817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167002438A Active KR101785229B1 (ko) | 2013-07-31 | 2014-07-30 | 아크 스폿 용접 조인트의 제조 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10081071B2 (ko) |
| EP (1) | EP3028799B1 (ko) |
| JP (1) | JP5999253B2 (ko) |
| KR (1) | KR101785229B1 (ko) |
| CN (1) | CN105358282B (ko) |
| CA (1) | CA2917122C (ko) |
| MX (1) | MX378766B (ko) |
| MY (1) | MY185318A (ko) |
| RU (1) | RU2633150C2 (ko) |
| WO (1) | WO2015016287A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190021384A (ko) * | 2016-08-04 | 2019-03-05 | 가부시키가이샤 고베 세이코쇼 | 아크 스폿 용접 방법 및 용접 와이어 |
| KR20190021385A (ko) * | 2016-08-04 | 2019-03-05 | 가부시키가이샤 고베 세이코쇼 | 아크 스폿 용접 방법 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6044579B2 (ja) * | 2014-04-22 | 2016-12-14 | トヨタ自動車株式会社 | 溶接方法及び溶接構造体 |
| KR102014613B1 (ko) | 2014-10-06 | 2019-08-26 | 닛폰세이테츠 가부시키가이샤 | 아크 스폿 용접 방법 및 그것을 실행하는 용접 장치 |
| JP2017108595A (ja) * | 2015-12-11 | 2017-06-15 | 日本電産株式会社 | 振動モータ |
| JP6461056B2 (ja) * | 2016-08-29 | 2019-01-30 | 株式会社神戸製鋼所 | 異材接合用アークスポット溶接法、接合補助部材、及び、異材溶接継手 |
| WO2018115948A1 (en) * | 2016-12-21 | 2018-06-28 | Arcelormittal | A method for the manufacture of a coated steel sheet |
| EP3733339B1 (en) * | 2017-12-28 | 2024-02-07 | Fujikura Ltd. | Welding structure, wiring board with metal piece |
| JP7017501B2 (ja) * | 2018-11-14 | 2022-02-08 | 株式会社神戸製鋼所 | 異材接合用溶接法、接合補助部材、及び、異材溶接継手 |
| CN109596425A (zh) * | 2019-01-09 | 2019-04-09 | 江西江铃集团新能源汽车有限公司 | 一种搭接接头力学性能评价方法 |
| EP3957425A4 (en) * | 2019-04-19 | 2022-06-22 | Panasonic Intellectual Property Management Co., Ltd. | ASSEMBLY STRUCTURE |
| CN111203611A (zh) * | 2020-01-16 | 2020-05-29 | 中国航发长江动力有限公司 | 一种多层薄壁金属材料的焊接方法及焊接件 |
| KR20230010561A (ko) * | 2021-07-12 | 2023-01-19 | 현대자동차주식회사 | 용접팁의 단면적 조절을 통한 멀티 레이어 용접이 가능한 용접방법 및 이를 이용한 용접장치 |
| FR3130176B1 (fr) * | 2021-12-09 | 2024-11-15 | Psa Automobiles Sa | Procédé d’assemblage et de renforcement de pièces par fabrication additive et pièce ainsi obtenue |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2345037A (en) * | 1942-10-20 | 1944-03-28 | Bell Aircraft Corp | Spot welding method |
| US2776361A (en) * | 1953-04-15 | 1957-01-01 | Union Carbide & Carbon Corp | Sigma spot or tack welding |
| US4359599A (en) | 1980-02-13 | 1982-11-16 | Westinghouse Electric Corp. | Electrical conductor connection and method of making same |
| JPS5794473A (en) * | 1980-12-05 | 1982-06-11 | Honda Motor Co Ltd | Arc spot welding method |
| SU1507548A1 (ru) * | 1984-10-07 | 1989-09-15 | Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования | Способ электродуговой точечной сварки плав щимс электродом |
| SU1729712A1 (ru) * | 1990-01-09 | 1992-04-30 | Ростовский-На-Дону Институт Сельскохозяйственного Машиностроения | Способ дуговой точечной сварки |
| SU1745460A1 (ru) * | 1990-06-07 | 1992-07-07 | Тольяттинский политехнический институт | Способ дуговой сварки электрозаклепками |
| JPH0639542A (ja) * | 1992-07-24 | 1994-02-15 | Sekisui Chem Co Ltd | ア−クスポット溶接方法 |
| US8962149B2 (en) * | 2009-08-31 | 2015-02-24 | Nippon Steel & Sumitomo Metal Corporation | Spot welded joint |
| CN101758318B (zh) * | 2009-12-11 | 2011-12-14 | 奇瑞汽车股份有限公司 | 一种汽车防翻滚钢管与a柱加强板的焊接方法 |
| JP5842734B2 (ja) | 2011-05-27 | 2016-01-13 | 新日鐵住金株式会社 | 継手強度に優れたアークスポット溶接継手およびその製造方法 |
-
2014
- 2014-07-30 WO PCT/JP2014/070137 patent/WO2015016287A1/ja not_active Ceased
- 2014-07-30 RU RU2016102642A patent/RU2633150C2/ru not_active IP Right Cessation
- 2014-07-30 JP JP2015506038A patent/JP5999253B2/ja active Active
- 2014-07-30 MX MX2016000403A patent/MX378766B/es unknown
- 2014-07-30 MY MYPI2016700010A patent/MY185318A/en unknown
- 2014-07-30 CN CN201480037805.1A patent/CN105358282B/zh active Active
- 2014-07-30 US US14/906,212 patent/US10081071B2/en active Active
- 2014-07-30 CA CA2917122A patent/CA2917122C/en not_active Expired - Fee Related
- 2014-07-30 EP EP14832494.0A patent/EP3028799B1/en active Active
- 2014-07-30 KR KR1020167002438A patent/KR101785229B1/ko active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190021384A (ko) * | 2016-08-04 | 2019-03-05 | 가부시키가이샤 고베 세이코쇼 | 아크 스폿 용접 방법 및 용접 와이어 |
| KR20190021385A (ko) * | 2016-08-04 | 2019-03-05 | 가부시키가이샤 고베 세이코쇼 | 아크 스폿 용접 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2016000403A (es) | 2016-04-29 |
| RU2016102642A (ru) | 2017-09-04 |
| RU2633150C2 (ru) | 2017-10-11 |
| EP3028799A1 (en) | 2016-06-08 |
| EP3028799A4 (en) | 2017-03-29 |
| US20160158865A1 (en) | 2016-06-09 |
| CA2917122A1 (en) | 2015-02-05 |
| KR101785229B1 (ko) | 2017-10-12 |
| MY185318A (en) | 2021-05-03 |
| WO2015016287A1 (ja) | 2015-02-05 |
| CN105358282B (zh) | 2017-10-13 |
| CN105358282A (zh) | 2016-02-24 |
| CA2917122C (en) | 2018-02-20 |
| JPWO2015016287A1 (ja) | 2017-03-02 |
| JP5999253B2 (ja) | 2016-09-28 |
| EP3028799B1 (en) | 2020-06-03 |
| US10081071B2 (en) | 2018-09-25 |
| MX378766B (es) | 2025-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101785229B1 (ko) | 아크 스폿 용접 조인트의 제조 방법 | |
| KR101636639B1 (ko) | 핫 스탬프용 테일러드 블랭크 및 핫 스탬프 부재 및 그들의 제조 방법 | |
| CN105263663B (zh) | 点焊接头以及点焊方法 | |
| JP5842734B2 (ja) | 継手強度に優れたアークスポット溶接継手およびその製造方法 | |
| JP6409470B2 (ja) | スポット溶接方法 | |
| CN104661784A (zh) | 接头强度优异的高强度钢板的点焊方法 | |
| KR20180102539A (ko) | 2개의 블랭크를 접합하기 위한 방법 및 획득되는 블랭크 및 제품 | |
| CN109641321B (zh) | 激光焊接接头的制造方法及激光焊接接头 | |
| JP2011067853A (ja) | 高強度鋼板のスポット溶接方法 | |
| CN105163895A (zh) | 用于结合两个坯件的方法以及坯件以及得到的产品 | |
| JP6635235B1 (ja) | 重ねレーザ溶接継手、重ねレーザ溶接継手の製造方法および自動車用骨格部品 | |
| JP2017209725A (ja) | 接合構造体及び接合構造体の製造方法 | |
| JP7485242B1 (ja) | 溶接部材およびその製造方法 | |
| JP5347416B2 (ja) | 片側スポット溶接性に優れた高強度鋼材および片側スポット溶接方法 | |
| JP7636671B2 (ja) | スポット溶接継手、自動車用部品、及びスポット溶接継手の製造方法 | |
| JP5600652B2 (ja) | 異種金属接合方法 | |
| JP2025011958A (ja) | 抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法 | |
| WO2023157424A1 (ja) | 重ね溶接継手、自動車用骨格部材、及び重ね溶接継手の製造方法 | |
| CN119894628A (zh) | 焊接构件及其制造方法 | |
| JP2023145266A (ja) | 抵抗スポット溶接継手及びその製造方法 | |
| JP2024033313A (ja) | スポット溶接継手、スポット溶接継手の製造方法、及び自動車部品 | |
| JP2007229739A (ja) | 高強度薄鋼板のレーザーブレージング方法 | |
| JP2006068796A (ja) | 鋼板のプラズマスポット溶接方法 | |
| CN118785991A (zh) | 凸焊接头的制造方法、凸焊接头及汽车部件 | |
| CN119855672A (zh) | 焊接构件及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| PA0105 | International application |
Patent event date: 20160128 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20161215 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170627 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20161215 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20170627 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20170215 Comment text: Amendment to Specification, etc. Patent event code: PX09012R01I Patent event date: 20160128 Comment text: Amendment to Specification, etc. |
|
| PX0701 | Decision of registration after re-examination |
Patent event date: 20170829 Comment text: Decision to Grant Registration Patent event code: PX07013S01D Patent event date: 20170727 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20170627 Comment text: Decision to Refuse Application Patent event code: PX07011S01I Patent event date: 20170215 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20160128 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20170928 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20170928 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20200918 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20200918 Start annual number: 4 End annual number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20210916 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20210916 Start annual number: 5 End annual number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20220902 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220902 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230829 Start annual number: 7 End annual number: 7 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240829 Start annual number: 8 End annual number: 8 |