KR20160036103A - 얇은 벽 부품 성형 방법 - Google Patents
얇은 벽 부품 성형 방법 Download PDFInfo
- Publication number
- KR20160036103A KR20160036103A KR1020167007576A KR20167007576A KR20160036103A KR 20160036103 A KR20160036103 A KR 20160036103A KR 1020167007576 A KR1020167007576 A KR 1020167007576A KR 20167007576 A KR20167007576 A KR 20167007576A KR 20160036103 A KR20160036103 A KR 20160036103A
- Authority
- KR
- South Korea
- Prior art keywords
- pressure
- mold
- mold cavity
- materials
- thin wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000034 method Methods 0.000 title claims description 66
- 238000000465 moulding Methods 0.000 title claims description 21
- 239000000463 material Substances 0.000 claims abstract description 314
- 238000001746 injection moulding Methods 0.000 claims abstract description 69
- 238000002347 injection Methods 0.000 claims abstract description 48
- 239000007924 injection Substances 0.000 claims abstract description 48
- 229920002472 Starch Polymers 0.000 claims abstract description 10
- 239000004626 polylactic acid Substances 0.000 claims abstract description 10
- 235000019698 starch Nutrition 0.000 claims abstract description 10
- 239000008107 starch Substances 0.000 claims abstract description 9
- 239000010908 plant waste Substances 0.000 claims abstract description 3
- -1 polyethylene Polymers 0.000 claims description 20
- 239000004743 Polypropylene Substances 0.000 claims description 13
- 229920001155 polypropylene Polymers 0.000 claims description 11
- 239000004715 ethylene vinyl alcohol Substances 0.000 claims description 8
- 239000004698 Polyethylene Substances 0.000 claims description 7
- 229920000573 polyethylene Polymers 0.000 claims description 7
- 238000012546 transfer Methods 0.000 claims description 5
- 229920000098 polyolefin Polymers 0.000 claims description 2
- 239000012815 thermoplastic material Substances 0.000 abstract description 48
- 238000004519 manufacturing process Methods 0.000 abstract description 16
- 239000002699 waste material Substances 0.000 abstract description 5
- 230000004888 barrier function Effects 0.000 abstract description 2
- 239000013501 sustainable material Substances 0.000 abstract description 2
- 229920003023 plastic Polymers 0.000 description 33
- 239000004033 plastic Substances 0.000 description 33
- 238000010276 construction Methods 0.000 description 30
- 230000008569 process Effects 0.000 description 19
- 238000001816 cooling Methods 0.000 description 18
- 239000000155 melt Substances 0.000 description 15
- 239000011162 core material Substances 0.000 description 13
- 239000007788 liquid Substances 0.000 description 11
- 239000011347 resin Substances 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 238000003754 machining Methods 0.000 description 9
- 239000000088 plastic resin Substances 0.000 description 9
- 229920001169 thermoplastic Polymers 0.000 description 9
- 229910000831 Steel Inorganic materials 0.000 description 8
- 239000010959 steel Substances 0.000 description 8
- 239000008188 pellet Substances 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 6
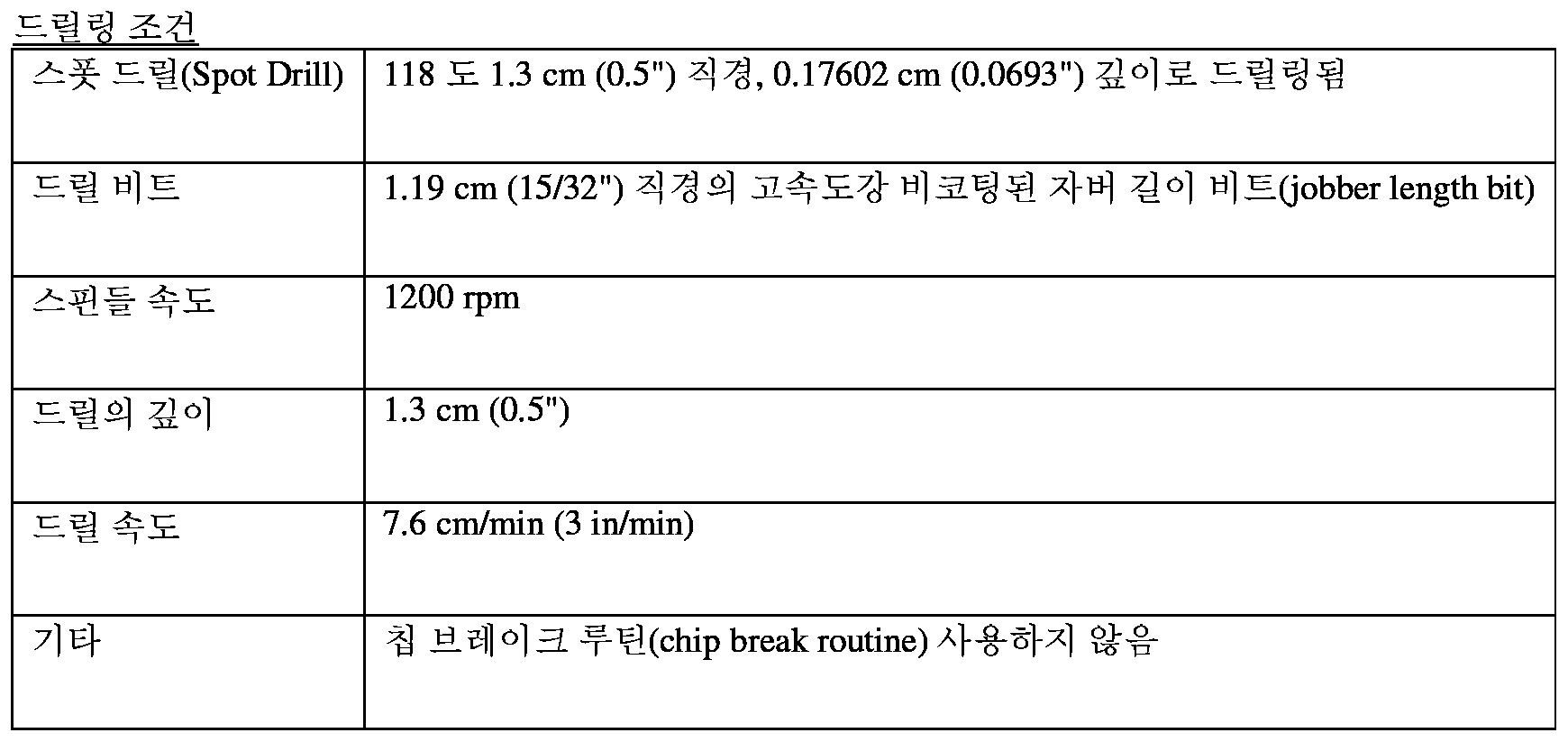
- 238000005553 drilling Methods 0.000 description 6
- 239000012530 fluid Substances 0.000 description 6
- RZXDTJIXPSCHCI-UHFFFAOYSA-N hexa-1,5-diene-2,5-diol Chemical compound OC(=C)CCC(O)=C RZXDTJIXPSCHCI-UHFFFAOYSA-N 0.000 description 6
- 238000003801 milling Methods 0.000 description 6
- 230000000704 physical effect Effects 0.000 description 6
- 229920000747 poly(lactic acid) Polymers 0.000 description 6
- 239000004416 thermosoftening plastic Substances 0.000 description 6
- 238000010998 test method Methods 0.000 description 5
- 239000003086 colorant Substances 0.000 description 4
- 238000005538 encapsulation Methods 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
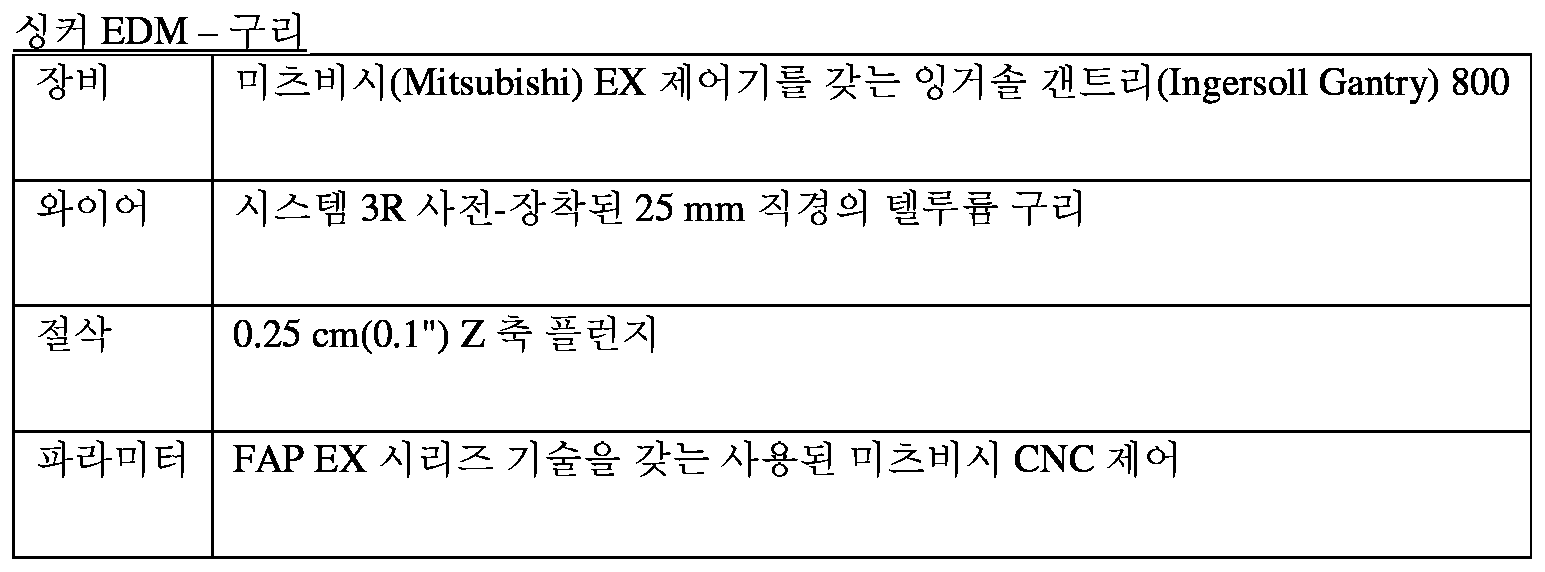
- 238000009761 sinker EDM Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 239000004035 construction material Substances 0.000 description 3
- 239000012809 cooling fluid Substances 0.000 description 3
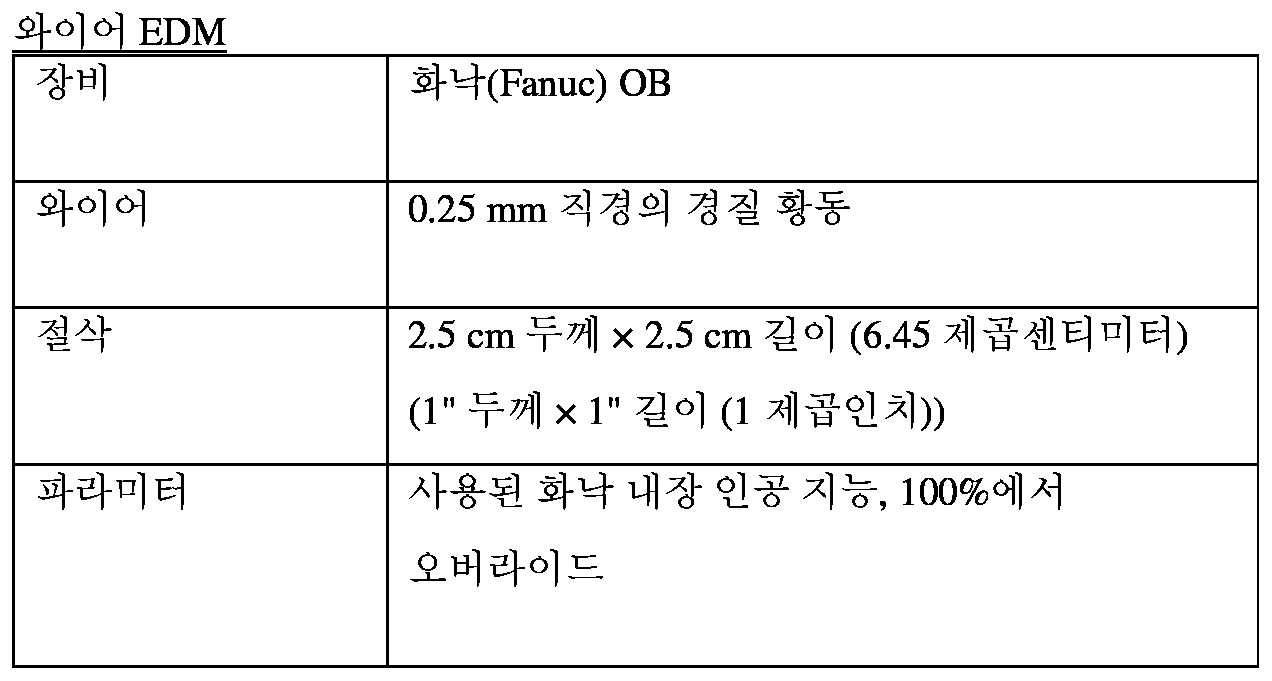
- 238000009760 electrical discharge machining Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 230000003252 repetitive effect Effects 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 108091092889 HOTTIP Proteins 0.000 description 2
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 229920008262 Thermoplastic starch Polymers 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000004359 castor oil Substances 0.000 description 2
- 235000019438 castor oil Nutrition 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 238000012354 overpressurization Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000007514 turning Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000534 SAE 1117 Inorganic materials 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000012804 iterative process Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000000289 melt material Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229920000765 poly(2-oxazolines) Polymers 0.000 description 1
- 229920001713 poly(ethylene-co-vinyl alcohol) Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- XOFYZVNMUHMLCC-ZPOLXVRWSA-N prednisone Chemical compound O=C1C=C[C@]2(C)[C@H]3C(=O)C[C@](C)([C@@](CC4)(O)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 XOFYZVNMUHMLCC-ZPOLXVRWSA-N 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000003362 replicative effect Effects 0.000 description 1
- 239000012508 resin bead Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002453 shampoo Substances 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 239000002470 thermal conductor Substances 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/58—Details
- B29C45/60—Screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76859—Injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76862—Holding, dwelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
- B29K2023/086—EVOH, i.e. ethylene vinyl alcohol copolymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2905/00—Use of metals, their alloys or their compounds, as mould material
- B29K2905/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0012—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular thermal properties
- B29K2995/0013—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
도 1 은 본 발명에 따라 구성된 사출 성형기의 개략도.
도 2 는 도 1 의 사출 성형기에서 형성된 박벽형 부품의 일 실시 형태를 도시하는 도면.
도 3 은 도 1 의 사출 성형기의 주형 내의 주형 공동에 대한 공동 압력 대 시간의 그래프.
도 4 는 도 1 의 사출 성형기의 주형 조립체의 일 실시 형태의 단면도.
도 5 는 공급 시스템의 사시도.
도 6a 및 도 6b 는 다양한 공급 시스템들의 개략도.
도 7 은 다중-공동 주형 및 공사출 매니폴드를 포함하는, 본 발명의 성형 조립체의 단면도.
도 8 은 본 발명에 따른 방식으로 공사출되는 소비자 제품의 캡으로서, 캡의 단부에 인접한 캡의 연결 구역에서 보강된 코어 재료를 갖는 상기 캡의 부분 절결 사시도.
도 9 는 도 8의 선 9-9를 따라 취한, 도 8 의 캡의 단면도.
도 10a 내지 도 10d 는 도 8 및 도 9 의 캡의 공사출 동안에, 본 발명의 성형 조립체의 게이트 및 주형 공동을 도시하는, 순차적인 시간 경과의 단면도.
도 11은 도 8 및 도 9 의 캡과 유사하지만 도 8 및 도 9의 캡의 단부에 인접한 보강된 연결 구역보다 캡의 단부로부터 더 멀리 이격된 영역에서 보강된 구역을 갖는 캡의 단면도.
도 12a 내지 도 12d 는 도 11 의 캡의 공사출 동안에, 본 발명의 성형 조립체의 게이트 및 주형 공동을 도시하는, 순차적인 시간 경과의 단면도.
도 13 은 본 발명에 따른 방식으로 공사출된 동적 구성요소를 갖는 2-구성요소 토글 캡의 사시도.
도 14 는 도 13 의 2-구성요소 토글 캡의 주 캡 구성요소의 단면도.
도 15 는 도 13 의 2-구성요소 토글 캡의 동적 구성요소의 평면도.
도 16a 내지 도 16c 는 도 11 및 도 13 의 2-구성요소 토글 캡의 동적 구성요소의 공사출 동안에, 본 발명의 성형 조립체의 게이트 및 주형 공동을 도시하는 순차적인 시간 경과의 단면도.



Claims (11)
- 210 kJ/m hr℃ (30 BTU/HR FT℉) 초과의 평균 열전도율을 갖는 재료로 만들어진 다중 공동 주형; 제 1 재료 및 상이한 제 2 재료 중 적어도 하나를 상기 다중 공동 주형의 주형 공동 내로 반송하기 위한 제 1 게이트; 및 피스톤을 갖는 제어 시스템으로서, 41.4 MPa(6,000 psi) 미만이고 위 또는 아래로 30% 이하로 변동하는 실질적으로 일정한 낮은 사출 압력에서 상기 제 1 재료 및 제 2 재료 중 하나를 상기 주형 공동에 반송하도록 상기 피스톤을 작동시키는, 상기 제어 시스템을 갖는 공사출 성형 시스템(co-injection molding system)으로, 100 초과의 L/T 비(두께에 대한 길이의 비)를 갖는, 얇은 벽의 부품을 성형하는 방법에 있어서,
상기 피스톤을 작동시켜서, 실질적으로 일정한 낮은 사출 압력에서 상기 제 1 재료 및 제 2 재료 중 적어도 하나의 재료를 상기 게이트에 반송하고, 사출 오리피스로부터 상기 주형 공동의 대향 단부까지 상기 적어도 하나의 재료를 충전하는 동안 상기 실질적으로 일정한 낮은 사출 압력을 유지시키는 단계를 포함하는
얇은 벽 부품 성형 방법. - 제 1 항에 있어서,
상기 제 2 재료는 제 2 게이트를 통해 상기 주형 공동으로 반송되는
얇은 벽 부품 성형 방법. - 제 2 항에 있어서,
상기 피스톤은, 상기 제 2 재료가 상기 주형 공동에 반송되기 전에, 상기 주형 공동으로의 상기 제 1 재료의 반송을 시작하도록 작동되는
얇은 벽 부품 성형 방법. - 제 3 항에 있어서,
상기 제 1 재료의 유동 전면이 상기 제 2 게이트를 지나간 후, 상기 주형 공동으로의 상기 제 2 재료의 반송을 시작하는 단계를 더 포함하는
얇은 벽 부품 성형 방법. - 제 3 항에 있어서,
상기 주형 공동으로의 상기 제 1 재료의 반송을 종료하기 전에 상기 주형 공동으로의 상기 제 2 재료의 반송을 종료하는 단계를 더 포함하는
얇은 벽 부품 성형 방법. - 제 1 항에 있어서,
상기 제 1 재료 및 제 2 재료 중 하나는 폴리락트산(PLA), 전분, 폴리올레핀, 폴리에틸렌, 폴리프로필렌, 공장 폐기의 재활용 가능한 물질(post-industrial recyclables)(PIR), 및 소비자 폐기의 재활용 가능한 물질(post-consumer recyclables)(PCR)을 포함하는 군 중 적어도 하나를 포함하는
얇은 벽 부품 성형 방법. - 제 1 항에 있어서,
상기 제 1 재료 및 제 2 재료 중 하나는 에틸렌 비닐 알코올(EVOH)을 포함하는
얇은 벽 부품 성형 방법. - 제 1 항에 있어서,
상기 제 2 재료가 상기 제 1 재료에 의해 봉지(encapsulated)되기에 충분한, 상기 주형 공동으로의 상기 제 1 재료 및 제 2 재료의 반송 압력을 유지하도록 상기 제어 시스템을 작동시키는 단계를 더 포함하는
얇은 벽 부품 성형 방법. - 제 1 항에 있어서,
제 1 시간 구간 동안 상기 제 1 재료 및 제 2 재료의 일정한 상대적 반송 압력을 유지하도록 상기 제어 시스템을 작동시키는 단계와,
제 2 시간 구간 동안 상기 제 2 재료에 비해 상기 제 1 재료의 반송 압력이 증가하도록 상기 제어 시스템을 작동시키는 단계를 더 포함하는
얇은 벽 부품 성형 방법. - 제 9 항에 있어서,
상기 제 2 시간 구간 동안 상기 제 1 재료에 비해 상기 제 2 재료의 반송 압력이 증가하도록 상기 제어 시스템을 작동시킨 후, 제 3 시간 구간 동안 상기 제 1 재료에 비해 상기 제 2 재료의 반송 압력이 감소하도록 상기 제어 시스템을 작동시키는 단계를 더 포함하는
얇은 벽 부품 성형 방법. - 제 10 항에 있어서,
상기 제 3 시간 구간 동안 상기 제 1 재료에 비해 상기 제 2 재료의 반송 압력이 감소하도록 상기 제어 시스템을 작동시키는 단계에서, 상기 제 2 시간 구간 동안에 상기 제 1 재료에 비해 상기 제 2 재료의 반송 압력을 증가시켰던 양보다 더 큰 양만큼 상기 제 1 재료에 비해 상기 제 2 재료의 반송 압력을 감소시키는
얇은 벽 부품 성형 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261602650P | 2012-02-24 | 2012-02-24 | |
| US61/602,650 | 2012-02-24 | ||
| PCT/US2013/027279 WO2013126667A1 (en) | 2012-02-24 | 2013-02-22 | High thermal conductivity co-injection molding system |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147023473A Division KR20140117601A (ko) | 2012-02-24 | 2013-02-22 | 높은 열전도율의 공사출 성형 시스템 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160036103A true KR20160036103A (ko) | 2016-04-01 |
Family
ID=47827473
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167007576A Ceased KR20160036103A (ko) | 2012-02-24 | 2013-02-22 | 얇은 벽 부품 성형 방법 |
| KR1020147023473A Ceased KR20140117601A (ko) | 2012-02-24 | 2013-02-22 | 높은 열전도율의 공사출 성형 시스템 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147023473A Ceased KR20140117601A (ko) | 2012-02-24 | 2013-02-22 | 높은 열전도율의 공사출 성형 시스템 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US20130221572A1 (ko) |
| EP (1) | EP2817137B1 (ko) |
| JP (3) | JP2015511193A (ko) |
| KR (2) | KR20160036103A (ko) |
| CN (1) | CN104334330A (ko) |
| AU (1) | AU2013222312A1 (ko) |
| CA (1) | CA2864907C (ko) |
| IN (1) | IN2014DN06748A (ko) |
| MX (1) | MX2014010081A (ko) |
| PH (1) | PH12014501904A1 (ko) |
| RU (1) | RU2014132217A (ko) |
| TW (1) | TW201400265A (ko) |
| WO (1) | WO2013126667A1 (ko) |
| ZA (1) | ZA201405741B (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015512808A (ja) | 2012-02-24 | 2015-04-30 | ザ プロクター アンド ギャンブルカンパニー | 簡素化された冷却システムを有する射出成形金型 |
| US20130295219A1 (en) | 2012-05-02 | 2013-11-07 | Ralph Edwin Neufarth | Injection Mold Having a Simplified Evaporative Cooling System or a Simplified Cooling System with Exotic Cooling Fluids |
| BR112015011681A2 (pt) | 2012-11-21 | 2017-07-11 | Imflux Inc | canal de injeção de tamanho reduzido para um sistema de molde para injeção |
| DE102012025039B4 (de) * | 2012-12-20 | 2015-02-19 | Zahoransky Formenbau Gmbh | Verfahren zur Herstellung von Spritzgießteilen in Zwei-Komponenten-Spritzgießtechnik sowie Spritzgießteil |
| BR112015028373A2 (pt) | 2013-05-13 | 2017-07-25 | Procter & Gamble | sistema de moldagem por injeção em pressão baixa e constante com cavidades de moldagem posicionadas de forma variável |
| EP2886289B1 (en) | 2013-12-19 | 2016-08-03 | The Gillette Company | Method to manufacture an injection molded component and injection molded component |
| US10513064B2 (en) | 2013-12-19 | 2019-12-24 | The Procter & Gamble Company | Process and apparatus for making multi-component hollow article and article made thereby |
| CH710702A1 (de) * | 2015-02-06 | 2016-08-15 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Verfahren zur Herstellung dünnwandiger Kunststoffkleinteile und dünnwandige Kunststoffkleinteile. |
| US20160236385A1 (en) * | 2015-02-12 | 2016-08-18 | T.F.H Publications, Inc. | Injection molded pet chew article |
| EP3592525B1 (en) * | 2017-03-07 | 2022-04-13 | Covestro LLC | Two shot injection molding process for thermoplastic parts |
| US11673307B2 (en) * | 2019-06-25 | 2023-06-13 | iMFLUX Inc. | Methods for controlling co-injection plastic pressure ratio between individual flow front layers |
| CN110900999A (zh) * | 2019-11-19 | 2020-03-24 | 湖南工业大学 | 纤维增强淀粉复合材料快干定型装置 |
| EP3868540B1 (en) * | 2020-02-19 | 2023-09-13 | Electrolux Appliances Aktiebolag | Method for producing a component for a water bearing appliance and component obtained with such method |
| US11872737B2 (en) | 2020-07-30 | 2024-01-16 | Promess, Inc. | System and apparatus for injection molding |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1002408A (en) * | 1907-11-23 | 1911-09-05 | Emil Knoevenagel | Art of dyeing acetyl cellulose. |
| DE1195477B (de) * | 1962-10-24 | 1965-06-24 | Hofheinz & Co Richard | Verfahren zur Beeinflussung der Druck-verhaeltnisse in der gefuellten Spritzgiessform einer Schnecken-Spritzgiessmaschine und Vorrichtung zur Durchfuehrung des Verfahrens |
| FR2466327A1 (fr) * | 1979-09-27 | 1981-04-10 | Saint Marcel Mfg | Procede de fabrication de pieces industrielles en materiau synthetique se composant d'une partie rigide surmontee d'une partie souple, ainsi que piece industrielle obtenue par ce procede |
| US4550043A (en) * | 1984-02-17 | 1985-10-29 | Continental Plastic Containers, Inc. | Preform with internal barrier and internal layer of high thermal stability and products made from the same |
| DE3740916A1 (de) * | 1987-12-03 | 1989-06-15 | Krauss Maffei Ag | Schnecke mit verschleissschutzschicht fuer kunststoffverarbeitungsmaschinen, sowie verfahren zum aufbringen der schutzschicht |
| EP0498286B1 (de) * | 1991-02-02 | 1995-01-11 | FRIEDRICH THEYSOHN GmbH | Verfahren zur Erzeugung einer verschleissmindernden Schicht |
| JPH0753405B2 (ja) * | 1991-11-28 | 1995-06-07 | 花王株式会社 | 射出成形機における樹脂流動物性変動制御方法および装置 |
| DE4226768C2 (de) * | 1992-08-13 | 2001-07-05 | Battenfeld Extrusionstech | Vorrichtung zur Förderung und Aufbereitung von Kunststoffmaterial |
| JPH07148801A (ja) * | 1993-11-26 | 1995-06-13 | Ube Ind Ltd | 射出成形機のスクリュ |
| JP3378633B2 (ja) * | 1993-12-16 | 2003-02-17 | 株式会社神戸製鋼所 | 樹脂材料の混合装置 |
| US5716561A (en) | 1994-05-02 | 1998-02-10 | Guergov; Milko G. | Injection control system |
| US5441680B1 (en) | 1994-05-02 | 1997-04-29 | Milko G Guergov | Method and apparatus for injection molding |
| DK0688652T3 (da) * | 1994-06-06 | 2000-10-23 | Husky Injection Molding | Sprøjtestøbefremgangsmåde med modstående indløb |
| DE69626447D1 (de) * | 1995-06-19 | 2003-04-10 | Siebolt Hettinga | Niederdruckverfahren zum Spritzgiessen eines Kunststoffgegestandes |
| US5920943A (en) * | 1995-08-17 | 1999-07-13 | The Wooster Brush Company | Paint brush with co-injection molded handle and method of making same |
| FR2738767B1 (fr) * | 1995-09-14 | 1997-11-21 | Applic Scient Et Mecaniques Sa | Procede d'injection de thermoplastiques et appareillage utilisable notamment pour la mise en oeuvre du procede |
| AT403059B (de) * | 1995-10-04 | 1997-11-25 | Engel Gmbh Maschbau | Verfahren zur herstellung einer beschichtung auf der oberfläche von plastifizierschnecken für spritzgiessmaschinen |
| JPH11115038A (ja) * | 1997-08-11 | 1999-04-27 | Nok Corp | 積層成形品およびその成形機ならびにその成形方法 |
| EP0949053A1 (en) * | 1998-04-07 | 1999-10-13 | COMMER S.p.A. | Process and device for coinjection of multilayer products |
| JP3490404B2 (ja) * | 2001-03-02 | 2004-01-26 | 京セラ株式会社 | 射出成形金型および射出成形装置 |
| DE10161363A1 (de) * | 2001-12-14 | 2003-06-26 | Mannesmann Plastics Machinery | Plastifiziersystem mit über seine axiale Länge variierenden Verschleißschutzschichten und Verfahren zu ihrer Herstellung |
| US20040262322A1 (en) * | 2002-03-15 | 2004-12-30 | Middleton Scott William | Container having a rim or other feature encapsulated by or formed from injection-molded material |
| US20040026232A1 (en) * | 2002-07-09 | 2004-02-12 | Ramot At Tel Aviv University Ltd. | Method and apparatus for producing nanostructures |
| JP4047648B2 (ja) * | 2002-07-19 | 2008-02-13 | 積水化学工業株式会社 | サンドイッチ成形方法 |
| DE60328425D1 (de) * | 2002-12-03 | 2009-08-27 | Mold Masters 2007 Ltd | Heißkanal-Koinjektionsdüse |
| JP4301869B2 (ja) * | 2003-06-06 | 2009-07-22 | ヤマハ発動機株式会社 | 小型滑走艇 |
| EP1559529A3 (en) | 2004-02-02 | 2005-10-19 | The Procter & Gamble Company | Preforms made of two or more materials and processes for obtaining them |
| JP2008307846A (ja) * | 2007-06-18 | 2008-12-25 | Dainippon Printing Co Ltd | 共射出成形容器およびその製造方法 |
| US20090098234A1 (en) * | 2007-10-11 | 2009-04-16 | Husky Injection Molding Systems Ltd. | Screw with Carbide Inserts |
| EP2585271A1 (en) * | 2010-06-23 | 2013-05-01 | The Procter and Gamble Company | High velocity injection molded product |
| US8609012B2 (en) * | 2010-06-29 | 2013-12-17 | The Procter & Gamble Company | Scalable injection molding systems |
| RU2567906C2 (ru) | 2011-05-20 | 2015-11-10 | иМФЛАКС Инк., | Способ инжекционного формования при низком, в сущности, постоянном давлении |
| BR112013029695B1 (pt) | 2011-05-20 | 2020-11-10 | Imflux, Inc | aparelho de moldagem por injeção |
| AU2012258945B2 (en) | 2011-05-20 | 2016-02-11 | iMFLUX Inc. | Non-naturally balanced feed system for an injection molding apparatus |
| US8757999B2 (en) | 2011-05-20 | 2014-06-24 | The Procter & Gamble Company | Alternative pressure control for a low constant pressure injection molding apparatus |
| CA2834890C (en) | 2011-05-20 | 2016-07-12 | The Procter & Gamble Company | Method for injection molding at low, substantially constant pressure |
-
2013
- 2013-02-22 KR KR1020167007576A patent/KR20160036103A/ko not_active Ceased
- 2013-02-22 US US13/774,692 patent/US20130221572A1/en not_active Abandoned
- 2013-02-22 EP EP13707786.3A patent/EP2817137B1/en active Active
- 2013-02-22 AU AU2013222312A patent/AU2013222312A1/en not_active Abandoned
- 2013-02-22 KR KR1020147023473A patent/KR20140117601A/ko not_active Ceased
- 2013-02-22 CA CA2864907A patent/CA2864907C/en active Active
- 2013-02-22 MX MX2014010081A patent/MX2014010081A/es unknown
- 2013-02-22 RU RU2014132217A patent/RU2014132217A/ru not_active Application Discontinuation
- 2013-02-22 JP JP2014558852A patent/JP2015511193A/ja active Pending
- 2013-02-22 WO PCT/US2013/027279 patent/WO2013126667A1/en not_active Ceased
- 2013-02-22 CN CN201380010417.XA patent/CN104334330A/zh active Pending
- 2013-02-22 IN IN6748DEN2014 patent/IN2014DN06748A/en unknown
- 2013-02-23 TW TW102106455A patent/TW201400265A/zh unknown
-
2014
- 2014-08-04 ZA ZA2014/05741A patent/ZA201405741B/en unknown
- 2014-08-22 PH PH12014501904A patent/PH12014501904A1/en unknown
-
2016
- 2016-02-29 JP JP2016037558A patent/JP6117393B2/ja active Active
-
2017
- 2017-01-25 US US15/415,338 patent/US20170182689A1/en not_active Abandoned
- 2017-02-08 JP JP2017021393A patent/JP6533241B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013126667A8 (en) | 2014-04-03 |
| CA2864907A1 (en) | 2013-08-29 |
| JP2016147492A (ja) | 2016-08-18 |
| US20130221572A1 (en) | 2013-08-29 |
| RU2014132217A (ru) | 2016-04-20 |
| JP2017081179A (ja) | 2017-05-18 |
| CN104334330A (zh) | 2015-02-04 |
| CA2864907C (en) | 2016-09-27 |
| TW201400265A (zh) | 2014-01-01 |
| JP2015511193A (ja) | 2015-04-16 |
| AU2013222312A1 (en) | 2014-09-04 |
| PH12014501904A1 (en) | 2014-11-24 |
| IN2014DN06748A (ko) | 2015-05-22 |
| MX2014010081A (es) | 2015-03-10 |
| EP2817137B1 (en) | 2019-03-27 |
| JP6117393B2 (ja) | 2017-04-19 |
| JP6533241B2 (ja) | 2019-06-19 |
| ZA201405741B (en) | 2016-08-31 |
| KR20140117601A (ko) | 2014-10-07 |
| US20170182689A1 (en) | 2017-06-29 |
| EP2817137A1 (en) | 2014-12-31 |
| WO2013126667A1 (en) | 2013-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6117393B2 (ja) | 共射出成形システムにおいて薄肉部品を成形する方法 | |
| KR101578276B1 (ko) | 사출 성형 장치를 위한 비-자연적으로 균형화된 공급 시스템 | |
| JP6334699B2 (ja) | 射出成形運転中において材料特性での変化を考慮する射出成形機及び方法 | |
| JP6190061B2 (ja) | 射出成形行程中の材料特性の変化を考慮する射出成形機及び方法 | |
| KR20140001254A (ko) | 낮은 일정한 압력 사출 성형 장치를 위한 대안적인 압력 제어 | |
| KR20140001251A (ko) | 낮은 일정한 압력에서의 사출 성형을 위한 장치 및 방법 | |
| KR20140117591A (ko) | 간이화된 냉각 시스템을 갖는 사출 주형 | |
| EP3174685B1 (en) | Improved feed system for an injection molding machine and use thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20160322 Application number text: 1020147023473 Filing date: 20140822 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20160527 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20160805 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20160527 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |