KR20160077008A - 플루이드 엔드 및 기타 공작물을 위한 순형상 단조 - Google Patents
플루이드 엔드 및 기타 공작물을 위한 순형상 단조 Download PDFInfo
- Publication number
- KR20160077008A KR20160077008A KR1020150185321A KR20150185321A KR20160077008A KR 20160077008 A KR20160077008 A KR 20160077008A KR 1020150185321 A KR1020150185321 A KR 1020150185321A KR 20150185321 A KR20150185321 A KR 20150185321A KR 20160077008 A KR20160077008 A KR 20160077008A
- Authority
- KR
- South Korea
- Prior art keywords
- single bar
- die
- area
- workpiece
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005242 forging Methods 0.000 title claims description 50
- 239000012530 fluid Substances 0.000 title claims description 17
- 238000000034 method Methods 0.000 claims abstract description 33
- 230000033001 locomotion Effects 0.000 claims abstract description 14
- 238000009721 upset forging Methods 0.000 claims abstract description 10
- 238000010271 net-shape forging Methods 0.000 claims abstract description 9
- 238000003825 pressing Methods 0.000 claims description 6
- 238000002203 pretreatment Methods 0.000 claims description 3
- 238000000926 separation method Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 22
- 230000008569 process Effects 0.000 description 14
- 238000003754 machining Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 239000000047 product Substances 0.000 description 10
- 238000005553 drilling Methods 0.000 description 5
- 229910000851 Alloy steel Inorganic materials 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000005065 mining Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/02—Preliminary treatment of metal stock without particular shaping, e.g. salvaging segregated zones, forging or pressing in the rough
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/02—Dies or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/08—Accessories for handling work or tools
- B21J13/14—Ejecting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
- B21J5/025—Closed die forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/14—Making machine elements fittings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B53/00—Component parts, details or accessories not provided for in, or of interest apart from, groups F04B1/00 - F04B23/00 or F04B39/00 - F04B47/00
- F04B53/16—Casings; Cylinders; Cylinder liners or heads; Fluid connections
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- General Engineering & Computer Science (AREA)
Abstract
본 발명의 일 실시예는 매니폴드 블록의 순형상 단조 방법에 관한 것으로서, 제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 단계; 및 상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조하는 단계로서, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조 단계를 포함하고, 상기 단일 바아의 상기 공작물 영역은 상기 제1 단면적에 비해 증가된 단면적으로 변위된다. 그 밖의 다른 발명 양태들도 설명되고 청구된다.
Description
단조는 금속을 높은 압력 하에서 가압하거나, 두드리거나, 압착하여(이 용어들은 상호 교환적으로 사용된다) 단조품이라고 알려진 고강도 부품으로 만드는 제조 공정이다. 이 공정은 일반적으로는(항상은 아님) 금속을 가공하기 전에 소정 온도로 예열하여 열간으로 수행한다.
단조 공정은 다른 금속 가공 공정에 의해 제조된 것보다 더 강한 부품을 만들 수 있다. 이것은 신뢰성과 인간의 안전이 중요한 곳에서 거의 항상 사용되고 있는 이유이다. 단조품은 흔히 선박, 석유 시추 장비, 엔진 및 그 밖의 많은 다른 종류의 장비와 같은 조립 품목들 안에 내장되는 구성요소 부품들로서 사용된다.
전형적으로, 단조품은 그 단조품이 기계 가공 또는 마무리 공정을 거침으로써 완성된다. 기계 가공 공정은 공작 기계를 사용하여 단조품에서 과잉 재료를 제거하는 것이다.
에너지(석유 및 가스) 채광 작업은 시추 유체(drilling fluid), 즉 시추 스트링 장비 안으로 주입되는 유체와 그 시추 스트링 장비로부터 배출되는 유체 모두를 순환시키는 고압 펌프를 사용한다. 상기 고압 펌프는 작동 중에 유체 전달을 용이하게 하기 위해 매니폴드 블록의 기능을 제공하는 "플루이드 엔드(fluid end)"라고 부르는 부품들을 포함한다. 이러한 매니폴드 블록은 시추 유체용 통로를 제공하는 서로 교차하는 구멍들을 포함한다.
이러한 매니폴드 블록을 종래에 제조함에 있어서는 용탕 공급원으로부터 합금강 잉곳을 획득하는 것이 포함된다. 상기 잉곳은, 자유 단조(open-die forging)를 통해, 매니폴드 블록의 최대 높이, 폭 및 길이 이상에 상응하는 직사각형 빌렛의 형태로 감소된다. 이러한 에너지 채굴 용례에서의 서비스 요구 사항들은 강의 청결과 강도에 있어서의 최상의 품질을 필요로 한다. 매니폴드의 외부 기하학적 형상과, 외부 블록 표면까지 연장되는 일련의 서로 교차하는 중앙 구멍들을 만들기 위해, 단조 빌렛의 부분들이 정밀 기계 가공을 통해 제거된다.
본 발명은 매니폴드 블록 등을 순형상 단조하는 방법을 제공하는 데에 있다.
일 실시예는, 매니폴드 블록의 순형상 단조(net shape forging) 방법으로서, 제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 단계; 및 상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조(upsetting)하는 단계로서, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조 단계를 포함하고, 상기 단일 바아의 상기 공작물 영역은 상기 제1 단면적에 비해 증가된 단면적으로 변위되는 것인 매니폴드 블록의 순형상 단조 방법을 제공한다.
일 실시예에서, 공작물 영역의 업셋 단조는 공작물 영역이 다이의 성형 공동 내로 변위되게 하는 결과를 가져온다.
일 실시예에서, 상기 방법은 상기 단일 바아의 공작물 영역을 상기 다이로부터 종방향으로 이동시키는 것을 포함할 수 있다. 상기 공작물 영역은 다음 공작물을 프레싱하기 전 또는 혹은 후에 단일 바아로부터 순형상 단조된 매니폴드 블록(이하, 순형상 단조 매니폴드 블록)으로서 제거될 수 있다. 또한, 단일 매니폴드 블록이 바아의 길이에 따라 형성될 수도 있다.
일 실시예에서, 단일 바아의 새로운 영역이 다이 안으로 새로운 공작물 영역으로서 도입된다. 따라서, 본 발명의 방법은, 단일 바아의 길이방향 이동을 통해 새로운 공작물 영역을 업셋 단조하는 단계를 더 포함할 수 있으며, 여기서 단일 바아는 다이 내로 가압되어 그 길이가 감소한다.
일 실시예에서, 단일 바아를 단조하기 전에 단일 바아의 전처리를 수행할 수 있다. 상기 전처리는 단일 바아를 톱으로 절단하는 것을 포함할 수 있다. 톱 절단부가 단일 바아의 매니폴드 블록 분리 영역들에서 도입될 수 있다.
일 실시예에서, 상기 매니폴드 블록은 플루이드 엔드(fluid end)이다.
다른 실시예는, 제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 단계; 및 상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조하는 단계로서, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조 단계를 포함하고, 상기 단일 바아의 상기 공작물 영역은 상기 제1 단면적에 비해 증가된 단면적으로 변위되는 것인 방법에 의해 형성된 제품을 제공한다.
또 다른 실시예는 순형상 단조기를 제공하며, 이 순형상 단조기는, 적어도 하나의 종방향 가압 공구; 매니폴드 블록의 순형상(net shape)으로 이루어진 공동을 안에 구비하는 적어도 하나의 다이; 상기 적어도 하나의 가압 공구에 작동 가능하게 결합된 프로세서; 및 상기 프로세서에 의해 수행 가능한 명령들을 저장하는 메모리를 포함하며, 상기 명령들은, 제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 것; 및 상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조하되, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조하는 것을 포함하여, 상기 단일 바아의 상기 공작물 영역이 상기 제1 단면적에 비해 증가된 단면적으로 변위되게 하는 것에 관한 것이다.
이상의 내용은 요약이므로, 세부 사항의 단순화, 일반화, 및 생략을 포함할 수 있고, 따라서, 당해 기술분야의 통상의 지식을 가진 자는 상기 요약이 단지 예시적인 것이지 어떠한 방식으로든 제한하려는 것이 아니라는 점을 이해할 것이다.
상기 실시예들을 더 잘 이해하고, 그와 함께 상기 실시예들의 그 밖의 다른, 그리고 추가적인 특징들 및 이점들을 더 잘 이해할 수 있도록 하기 위해, 첨부된 도면과 관련하여 취해지는 다음의 설명을 참조한다. 본 발명의 범위는 첨부된 청구범위에 나타내게 될 것이다.
본 발명에 따르면, 최종 매니폴드 블록 단조 형상은 더욱더 최종 제품의 형상과 유사할 수 있어서, 마무리 기계 가공 작업 중에 재료 절감과 추가적인 효율성이 생긴다.
또한, 본 발명에 따르면, 다수의 매니폴드 블록 제품이 도입된 단일의 바아로부터 생산될 수 있고, 이는 도입에서부터 최종 제품까지의 재료 수율을 상당히 향상시킨다.
또한, 본 발명에 의해 향상된 점으로는, 1) 기체/유체 분배 블록용 순형상 단조품의 형태일 때의 재료 활용의 효율성; 2) 완성된 매니폴드 블록이 얻어지도록 하기 위한 기계 가공 공정 동안 최소의 과잉 재료가 제거되게 하는 단조 설계; 및 3) 이제는 용융된 강 잉곳 각각에 대해 다수의 압연 또는 단조 바아를 생산할 수 있고, 나아가서는 다수의 최종 매니폴드 블록 제품을 생산할 수 있으며, 이에 한정되지는 않는다.
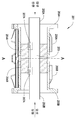
도 1은 공작물을 내부에 구비하고 있는 예시적인 프레스의 단면 사시도이다.
도 2는 공작물을 내부에 구비하고 있는 예시적인 프레스의 단면 정면도이다.
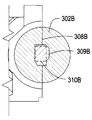
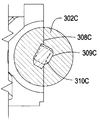
도 3a 내지 도 3c는 도 2의 A-A 축선을 따르는 예시적인 단면도이다.
도 4는 단일 바아로부터 형성된 다수 공작물을 갖는 다른 예시적인 프레스의 예시적인 단면 정면도이다.
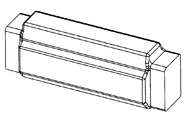
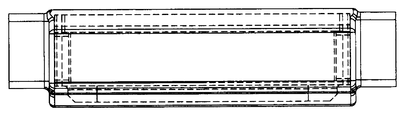
도 5a 내지 도 5c는 예시적인 순형상으로 단조된 플루이드 엔드를 도시하는 도면이다.
도 6은 플루이드 엔드를 순형상으로 단조하는 예시적인 방법을 도시하는 도면이다.
도 2는 공작물을 내부에 구비하고 있는 예시적인 프레스의 단면 정면도이다.
도 3a 내지 도 3c는 도 2의 A-A 축선을 따르는 예시적인 단면도이다.
도 4는 단일 바아로부터 형성된 다수 공작물을 갖는 다른 예시적인 프레스의 예시적인 단면 정면도이다.
도 5a 내지 도 5c는 예시적인 순형상으로 단조된 플루이드 엔드를 도시하는 도면이다.
도 6은 플루이드 엔드를 순형상으로 단조하는 예시적인 방법을 도시하는 도면이다.
본 명세서에서 일반적으로 설명되고 도면에 도시된 바와 같은 예시적인 실시예들의 세부 사항은 그 설명되어 있는 예시적인 실시예에 부가하여 광범위하게 다양한 다른 방법으로 배치되고 설계될 수 있다는 것은 쉽게 이해될 수 있을 것이다. 따라서, 예시적인 실시예에 대한 다음의 더욱 상세한 설명은 청구범위를 한정하려는 것이 아니고, 다만 특정의 예시적인 실시예를 대표하는 것이다.
본 명세서 전체에 걸쳐 "실시예(들)"(또는 이와 유사한 것)이라는 언급은 실시예와 관련하여 기술된 특정의 특징, 구성요소, 단계 또는 특성이 적어도 하나의 실시예에 포함된다는 것을 의미한다. 따라서, 본 명세서 전체에 걸쳐서 여러 곳에서 출현하는 어구인 "실시예에 따른" 또는 "실시예"(또는 이와 유사한 것)는 반드시 모두 동일한 실시예를 가리키는 것이 아니다.
더욱이, 설명된 특징들, 구성요소들, 단계들, 또는 특성들은 다른 실시예에 임의의 적절한 방식으로 결합될 수 있다. 다음의 설명에서, 특정의 예시적인 실시예들을 완전하게 이해할 수 있도록 하기 위해 다수의 특정적인 세부들이 제공된다. 당해 기술분야의 통상의 지식을 가진 자는 어떤 특정적인 세부 없이, 또는 다른 방법, 구성요소, 재료 등을 가지고 본 발명의 양태들을 실시할 수 있다는 것을 알게 될 것이다. 그 밖의 경우로서, 잘 알려진 구조, 재료, 구성요소, 단계 또는 동작은 혼란을 피하기 위해 상세히 도시하거나 설명하지 않는다.
잉곳/자유 단조품으로부터 매니폴드 블록을 제조하는 종래의 제조 방법은 그 생산에 있어서 상당한 비효율성을 포함한다. 외부 기하하적 형상 및 서로 교차하는 내부 통로를 만들기 위한 기계 가공은 단조된 원래 형상으로부터 상당한 재료 제거를 발생시킨다. 통상의 재료 제거량은 초기 단조품의 형상을 줄여서 완성된 블록을 제작하기 위해서는 그 초기 단조품으로부터 그 질량의 절반 이상을 초과할 수 있다. 기계 가공 시의 제거 질량은 스크랩의 형태로 만들어지고, 완성 제품에는 소용이 안 되는 것이다. 종래의 제조 방법은 용융된 하나의 강 잉곳 당 단지 하나의 완성된 플루이드 엔드만을 생산할 수 있다.
일 실시예는 기체/액체 분배 블록용 순형상 단조품을 통해 매니폴드 블록을 제조하는 향상된 제조 방법을 제공한다. 전체에 걸쳐 기재된 다양한 실시예들은, 완성된 매니폴드 블록 제품의 순형상 윤곽을 갖는 합금강 단조품을 생산할 수 있게 하는, 단조 시스템(진보된 단조 프레스 설비) 및 단조 생산(진보된 단조 금형 설계)에 있어서의 진보 기술을 채용한 방법을 나타낸다.
순형상 단조 공정으로 도입되는 제품은 단조 또는 압연 합금강 바아의 형태일 수 있다. 상기 바아는 원형 또는 비원형 단면으로 되어 있을 수 있다. 그러나, 바아의 단면적은 최종 매니폴드 블록 단조 형상의 단면적보다 작다. 일련의 프로그램 제어식 업셋(upsetting) 및 오프셋(offsetting) 작업을 통해, 바아가 모아지고(업셋), 그의 중심 축선으로부터 외향으로 변위되어(오프셋), 최종 매니폴드 블록 단조 형상으로 형성된다.
순형상 단조의 오프셋 변위는 대칭 형상이 아닐 수 있다. 그렇기 때문에, 최종 매니폴드 블록 단조 형상은 더욱더 최종 제품의 형상과 유사할 수 있어서, 마무리 기계 가공 작업 중에 재료 절감과 추가적인 효율성이 생긴다.
순형상 단조 작업과 동시에, 도입된 바아의 길이의 선형 단축화가 행해지는데, 이는 업셋/오프셋으로 형성된 형상을 제공하기 위한 재료 체적으로서 소비되는 것이다. 그렇기 때문에, 연속된 최종 매니폴드 블록 단조 형상의 개수는 도입되는 바아 재료의 길이에 대한 설비 및 상업적 제약에 의해서만 제한된다. 다수의 매니폴드 블록 제품이 도입된 단일 바아로부터 생산될 수 있고, 이는 도입에서부터 최종 제품까지의 재료 수율을 상당히 향상시킨다.
잉곳/자유 단조품으로부터 매니폴드 기체/유체 분배 블록을 제조하는 종래의 제조 방법에 대비해서, 순형상 단조를 사용하는 실시예에 의해 제공되는 향상된 점에는, 1) 기체/유체 분배 블록용 순형상 단조품의 형태일 때의 재료 활용의 효율성; 2) 완성된 매니폴드 블록이 얻어지도록 하기 위한 기계 가공 공정 동안 최소의 과잉 재료가 제거되게 하는 단조 설계; 및 3) 이제는 용융된 강 잉곳 각각에 대해 다수의 압연 또는 단조 바아를 생산할 수 있고, 나아가서는 다수의 최종 매니폴드 블록 제품을 생산하는 것이 포함되지만, 이에 한정되지는 않는다.
이러한 순형상 단조로부터 향상된 재료 사용 효율의 혜택을 받는 추가적 제품들은 또한 에너지 탐사 구성요소, 동력 전달 축계(shafting), 기계 하우징 구성요소, 편심 동력 전달 축계, 및 기어 인터페이스 축계를 포함하지만, 이에 한정되지는 않는다.
도시된 예시적인 실시예들은 도면을 참조하면 가장 잘 이해될 것이다. 다음의 설명은 오로지 예로서 의도된 것이고, 단순히 특정의 예시적인 실시예를 도시한다.
도 1은 매니폴드 블록을 순형상으로 단조하는 예시적인 프레스(101)를 도시하고 있다. 프레스(101)는 부품을 단조 전과 후에 정확하게 위치 설정할 수 있도록 제어되며, 프레스(101)로의 재료 진입 및 프레스로부터의 재료 배출을 도울 수 있게 제어된다. 공작물(103)은 도 1에서 업셋 방향을 도시하는 파선 화살표로 나타낸 펀치(102a, 102b)의 동작에 의해 모여지는 순형상으로 성형된다. 다이들(104a 및 104b)(여기서는 두 개가 도시되었으나, 이것은 비제한적인 예임)은 공작물(103)에 형상을 부여하는 것으로서, 공작물(103)을 그의 중심 축선으로부터 외측을 향해 변위시켜서(오프셋) 최종 매니폴드 블록의 단조된 순형상으로 형성한다.
순형상 단조 공정은 형단조(closed die) 공정이므로, 도 1에서는 프레스(101)가 단면도로 도시되어 있다. 그러나, 다수의 완성된 순형상 블록들이, 여기서 추가로 설명하는 바와 같이, 하나의 바아로부터 연속해서 생산될 수 있도록, 공작물(103)은 긴 바아 형태(또는 그 밖의 다른 도입 소재의 형상)를 취할 수 있다. 따라서, 공작물(103)은 프레스(101)의 한 측면을 빠져나갈 수 있다.
순형상 단조 공정을 위한 도입되는 공작물(103)은 단조 또는 압연 합금강 바아의 형태일 수 있다. 상기 바아는 원형 또는 비원형 단면으로 되어 있을 수 있다. 바아의 단면적은 최종 매니폴드 블록 단조 형상의 단면적보다 작다. 즉, 바아는 모아지거나 혹은 업셋됨으로써 그의 길이를 감소시키고 단면적을 증가시켜서 최종의 정미 단조 형상이 된다.
프레스(201)의 단면도가 도 2에 제공되어 있다. 도시된 바와 같이, 프레스(201)는 다이(204a, 204b)와 펀치(202a, 202b)를 지지하는 공작 기계 하우징(205a, 205b)을 포함한다. 공작물(203)은 펀치(202a, 202b)에 의해 파선 화살표로 나타낸 방향으로 업셋되는데, 여기서 주목할 점은 하나의 펀치만 특정 단조 가공에 사용될 수 있고 나머지는 정지 상태에 있을 수 있다는 점이다.
예를 들면, 도 4에 도시된 바와 같이, 도 2의 펀치(202a)는 고정 상태로 유지되거나 혹은 도면 부호 402a로 나타낸 다른 고정 부품으로 대체될 수 있다. 추가 툴링(tooling) 및 제어된 이동이 프레스(401)에서 구현될 수 있는데, 이는, 처음 형성된 매니폴드 순형상 단조 블록(415)[펀치(402b)와 다이(404a, 404b)의 이동을 이용하여 형성됨]이 전진(도 4의 예에서 좌측으로 전진)하여, 공구(420a, 420b)를 이용하여 제거하고, 계속해서 동일한 긴 바아로부터의 공작물(403)이 가공되게 한다. 이것은 바아의 준비(예를 들어, 바아를 열처리하기 전에 톱으로 절단)를 필요로 할 수 있고, 증가된 고정력 톤수(clamping tonnage)를 필요로 할 수 있으며, 증가된 마찰을 초래할 수 있다. 그러나, 이 방식에서는, 재료 절감(예를 들면, 연장부가 덜 요구됨)을 달성할 수 있고, 매니폴드 블록들을 직렬 방식으로 가공할 수 있다.
도 2를 다시 참조하면, 고정 램(ram)(206a, 206b)은 중심선을 유지한다. 공작물(203)이 업셋됨에 따라, 그 공작물은 또한 펀치(202a, 202b)의 운동과 다이(204a, 204b)의 형상에 의해 순형상 단조품으로 변위된다. 프레스(201)는 공작물(203)을 단조 공정 전, 그 동안 및 후에 정확하게 위치 설정하게 하는 제어부를 포함한다.
두 개의 다이(204a, 204b)가 다른 다이로 대체되거나, 혹은 다른 다이가 다이(204a, 204b)들과 조합되어 사용될 수 있다는 것을 주지해야 한다. 비제한적인 예로서, 두 개의 다이(204a, 204b)를 사용하여 삼중 매니폴드 블록을 형성할 수 있고, 반면에 다이 전체를 길게 하고 5중 매니폴드 블록을 형성하기 위해 중앙 컨테이너 다이가 다이(204a)와 다이(204b) 사이에 추가될 수 있다(명시적으로 도시되지 않았음).
펀치(202a, 202b)는 또한 컵형 구조(207a, 207b)(도 2에서 파선 상자로 한정된 영역에 나타낸 것)도 구비할 수 있다. 컵형 구조(207a, 207b)는 컵으로서 동작하여서 공작물(203)을 양 단부에서 지지한다. 스트로크를 시작할 때에, 프레스(201)는 도 2에 도시된 바와 같이 업셋 단조 램을 사용하여 미리 위치 설정된다. 그 후, 프레스(201)는 공작물(203)을 추가 업셋 단조 및 그에 따른 변위를 위해 정확하게 위치 설정할 수 있게 제어된다.
다이, 예컨대 도면 부호 202a로 나타낸 다이는, 예를 들어 적용 분야 여하에 따라서, 여러 가지 방식으로 형성될 수 있다. 예를 들어, 도 3a 내지 도 3c는 도 2의 A-A 단면을 따르는 예시적인 단면도를 도시하고 있다. 도 3a의 예에서, 다이(302a)의 중심선(308a)은 도면 부호 310a로 나타낸 단면 영역(파선)에 초기에 위치하고 있는 공작물이 성형 공동(309a) 안으로 삽입될 수 있도록 하기 위해 다이가 분리되는 위치를 나타낸다. 하나 이상의 펀치가 공작물을 업셋하면, 공작물은 길이가 짧아지고, 공동(309a)의 형상에 따라 다이(302a)의 윤곽으로 변위된다. 도 3A 내지 도 3c는 도면 부호 310a, 310b 및 310c로 각각 나타낸 공작물의 각기 다른 초기 배향을 도시하고 있다. 내부 공동 형상이 예를 들어 도면 부호 309a, 309b, 및 309c로 나타낸 바와 같이 다른 것처럼, 공작물의 초기 배향이 각기 다를 수 있다. 이것은 필요한 고정력 톤수에 영향을 미칠 수 있고, 다이 분리 위치(308a, 308b, 308c)에 영향을 미칠 수 있다.
도 5a 내지 도 5d는 플루이드 엔드를 위한 순형상 단조 매니폴드 블록의 예를 도시하고 있다. 도 5a는 플루이드 엔드 매니폴드 블록의 순형상 단조품을 사시도로 도시하고 있다. 도 5b는 예시적인 평면도를 도시하고 있고, 반면에 도 5c는 예시적인 정면도를 도시하고 있다. 도 5d는 도 5C의 A-A 단면을 따른 단면도를 도시하고 있다. 도 5d에서 외부의 실선은 순형상 단조품의 윤곽을 나타내는 것이다. 도 5d의 내부의 해칭 영역은 최종적으로 기계 가공된 단조품을 나타낸다.
도 5b 및 도 5c는 각각 제안된 단조품의 평면도 및 정면도를 도시하고 있다. 이 도면들 내의 파선은 단조품 내에 있는 기계 가공된 구성요소의 윤곽 및 기하학적 특징을 도시하는 것이다. 도 5d는 단면도, 즉 도 5c의 A-A 단면의 단면도로서, 여기서 해칭 무늬는 기계 가공된 구성요소의 그 단면 위치에서의 단면이다. 도 5D의 점선은, a) 단조품에 연장부로서 남아 있는 도입 재료의 직사각형 단면과, b) 단면도 뒤에 있는, 단조품 내의 기계 가공된 부품의 윤곽을 추가로 나타낸다.
도 5에 도시된 단조품 상의 단부 연장부들은 시작/도입되는 바아 또는 원재료이다. 즉, 상기 연장부들은 순형상 단조 공정이 적용되기 전의 시작 재료를 나타낸다. 이 도면은 공정의 순형상 단조 결과물과 비교되는 도입된 원재료 바아의 상대적인 변화의 예를 도시하는 것이다.
플루이드 엔드를 순형상으로 단조하는 예시적인 방법이 도 6에 도시되어 있다. 본 명세서에 설명된 바와 같이, 단계 601에서 단일 바아의 선택적인 전처리(일례로, 톱으로 절단)가 제공될 수 있다. 단계 602에서, 제1 단면적을 갖는 단일 바아를 가지고 시작해서, 상기 단일 바아의 공작물 영역을 상기 단일 바아의 종방향 이동을 통해 다이 안에 배치해서 업셋 단조한다. 그 결과, 상기 단일 바아의 공작물 영역이 다이 안으로 가압되어, 그 단일 바아의 길이가 감소된다. 이해할 수 있는 바와 같이, 상기 단일 바아의 공작물 영역은 상기 제1(최초, 시작) 단면적에 비해 증가된 단면적으로 변위된다. 공작물을 업셋 단조해서 공작물 영역 재료가 다이의 성형 공동 내로 변위되게 함으로써, 단조품의 순형상이 본질적으로 1회의 스트로크에서 제작될 수 있다.
단계 603 에서 단일 바아(다수의 매니폴드 블록을 형성할 수 있는 것임)로부터 추가 매니폴드 블록이 형성될 것이 없다고 판단된 경우, 단계 604에서, 제작된 매니폴드 블록의 순형상 단조품이 다이로부터 제거되어 형상 후처리 가공 공정(기계 가공 포함)으로 보내질 수 있다.
단계 603에서 추가 매니폴드 블록이 형성될 것이 있다고 판단된 경우, 단계605에서 단일 바아의 새로운 영역이 다이 안으로 새로운 공작물 영역으로서 도입된다. 그 후, 새로운 공작물 영역이 다이 내에 있는 상태에서, 단일 바아의 종방향 이동 또는 단일 바아에 대한 프레스 공정이 단계 602와 유사하게 수행된다. 이 공정은, 단일 바아의 단부가 처리되었다고 판단될 때까지, 즉 단일 바아로부터 처리할 새로운 공작물 영역이 없다고 판단될 때까지, 반복된다.
매니폴드 블록이 단일 매니폴드 블록이나 혹은 일련의 매니폴드 블록으로서 형성된 경우에, 그 매니폴드 블록은 단일 바아로부터 순형상 단조 매니폴드 블록으로서 제거될 수 있다. 이것은 단일 바아로부터 형성된 각각의 새로운 매니폴드 블록에 대해 수행되되, 단일 바아의 공작물 영역이 항상 단일 바아의 말단 단부가 되도록 수행된다.
당해 기술분야의 통상의 지식을 가진 자가 알 수 있는 바와 같이, 여기에 도시된 것과 같은 프레스를 자동화 또는 반자동화 할 수 있다. 즉, 프레스는, 단일 바아를 자동식 또는 반자동식으로 처리할 수 있도록 프레스의 부품들을 이동시키기(예를 들어, 공작물 영역을 다이 안으로 이동시키고, 펀치 또는 가압 부품을 작동시키고, 다이(들)를 위치 설정 또는 위치 재설정하는 등) 위한 코드 또는 명령들을 실행하기 위해 협력하는 프로세서와 메모리를 포함할 수 있다.
또한, 본 명세서에서는 "바아"라는 용어가 사용되었지만, 이 용어는 임의의 시작 소재 형상을 포함하도록 넓게 해석되어야 한다는 것을 주지해야 한다. 상기 바아는 원형, 반원형, 직사각형 등일 수 있다. 바아 시작 재료는, 본 명세서에 기재된 바와 같이, 최초에는 작거나 축소된 직경으로 되어 있고, 업셋 및 변위 시에는 그 단면적 또는 직경이 증가한다. 또한, 바아는 그 전체 길이 또는 길이방향 치수가 단조 공정에 의해 감소되도록 가압 또는 업셋 단조된다.
본 발명의 개시는 예시 및 설명의 목적으로 제시된 것이지, 총망라하거나 한정하려는 것이 아니다. 많은 수정 및 변형이 당해 기술분야의 통상의 지식을 가진 자에게 명백해질 것이다. 본 명세서의 실시예들은 원리 및 실제 응용을 설명하기 위해 선택되어서 설명된 것이며, 그리고 다른 당업자들이 그들의 기도하는 특정 용도에 적합한 다양한 수정 사항을 구비한 다양한 실시예들을 위해 본 발명의 개시를 이해할 수 있도록 선택되어서 설명된 것이다.
명세서에는 예시적인 실시예들이 기재되어 있고, 또한 특정 용어들이 사용되지만, 그렇게 제시된 기재는 용어를 한정의 목적이 아니라 일반적이고 설명적인 의미로만 사용한다.
마지막으로, 명세서 및 청구범위에 기재된 임의의 수치 파라미터는 근사치(예를 들어, "약"이라는 용어 또는 "적어도" 라는 어구 등을 사용하여 표현한 것)로서, 이는 실시예(들)에서 얻고자 하는 원하는 특성 여하에 따라 변할 수 있다. 좌우간, 각 수치 파라미터는, 적어도, 의미 있는 자릿수의 숫자와 통상의 반올림을 적용하여 해석되어야 한다.
101, 201, 401: 프레스
102a, 102b; 202a, 202b: 펀치
103, 203, 403: 공작물
104a, 104b; 204a, 204b; 404a, 404b: 다이
205a, 205b: 공작 기계 하우징
206a, 206b: 고정 램
302a: 다이
309a: 성형 공동
415: 매니폴드 순형상 단조 블록
102a, 102b; 202a, 202b: 펀치
103, 203, 403: 공작물
104a, 104b; 204a, 204b; 404a, 404b: 다이
205a, 205b: 공작 기계 하우징
206a, 206b: 고정 램
302a: 다이
309a: 성형 공동
415: 매니폴드 순형상 단조 블록
Claims (12)
- 매니폴드 블록의 순형상 단조(net shape forging) 방법으로서:
제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 단계; 및
상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조(upsetting)하는 단계로서, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조 단계
를 포함하고, 상기 단일 바아의 상기 공작물 영역은 상기 제1 단면적에 비해 증가된 단면적으로 변위되는 것인 매니폴드 블록의 순형상 단조 방법. - 제1항에 있어서,
공작물 영역의 업셋에 의해 공작물 영역이 다이의 성형 공동 내로 변위되게 되는 것인 매니폴드 블록의 순형상 단조 방법. - 제1항에 있어서,
상기 단일 바아의 공작물 영역을 상기 다이의 종방향으로 이동시키는 단계를 추가로 포함하는 것인 매니폴드 블록의 순형상 단조 방법. - 제3항에 있어서,
상기 단일 바아로부터 상기 공작물 영역을 순형상으로 단조된 매니폴드 블록으로서 제거하는 단계를 더 포함하는 것인 매니폴드 블록의 순형상 단조 방법. - 제3항에 있어서,
상기 단일 바아의 새로운 영역을 다이 안으로 새로운 공작물 영역으로서 도입하는 단계를 더 포함하는 것인 매니폴드 블록의 순형상 단조 방법. - 제5항에 있어서,
상기 새로운 공작물 영역을 단일 바아의 길이방향 이동을 통해 업셋 단조하는 단계를 더 포함하며, 상기 단일 바아는 다이 안으로 가압되어 단일 바아의 길이가 감소되는 것인 매니폴드 블록의 순형상 단조 방법. - 제1항에 있어서,
단일 바아를 단조하기 전에 단일 바아의 전처리를 수행하는 단계를 더 포함하는 것인 매니폴드 블록의 순형상 단조 방법. - 제7항에 있어서,
상기 전처리는 단일 바아를 톱으로 절단하는 것을 포함하는 것인 매니폴드 블록의 순형상 단조 방법. - 제8항에 있어서,
톱 절단부가 단일 바아의 매니폴드 블록 분리 영역들에서 도입되는 것인 매니폴드 블록의 순형상 단조 방법. - 제1항에 있어서,
매니폴드 블록이 플루이드 엔드(fluid end)인 것인 매니폴드 블록의 순형상 단조 방법. - 제품으로서:
제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 단계; 및
상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조하는 단계로서, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조 단계
를 포함하고, 상기 단일 바아의 상기 공작물 영역은 상기 제1 단면적에 비해 증가된 단면적으로 변위되는 것인 방법에 의해 형성되는 제품. - 순형상 단조기로서:
적어도 하나의 종방향 가압 공구;
매니폴드 블록의 순형상으로 이루어진 공동을 안에 구비하는 적어도 하나의 다이;
상기 적어도 하나의 가압 공구에 작동 가능하게 결합된 프로세서; 및
상기 프로세서에 의해 수행 가능한 명령들을 저장하는 메모리
를 포함하며, 상기 명령들은,
제1 단면적을 갖는 단일 바아를 갖고 시작하여, 상기 단일 바아의 공작물 영역을 다이 안에 배치하는 것; 및
상기 단일 바아의 길이방향 이동을 통해 상기 단일 바아의 공작물 영역을 다이 내에서 업셋 단조하되, 상기 단일 바아는 다이 내로 가압되어 길이가 감소하는 것인 업셋 단조하는 것을 포함하여,
상기 단일 바아의 상기 공작물 영역이 상기 제1 단면적에 비해 증가된 단면적으로 변위되게 하는 것에 관한 것인 순형상 단조기.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462096187P | 2014-12-23 | 2014-12-23 | |
| US62/096,187 | 2014-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160077008A true KR20160077008A (ko) | 2016-07-01 |
Family
ID=55182190
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150185321A Withdrawn KR20160077008A (ko) | 2014-12-23 | 2015-12-23 | 플루이드 엔드 및 기타 공작물을 위한 순형상 단조 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10239113B2 (ko) |
| EP (1) | EP3037189B1 (ko) |
| JP (1) | JP2016117101A (ko) |
| KR (1) | KR20160077008A (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200232450A9 (en) * | 2015-09-29 | 2020-07-23 | Kerr Machine Co. | Multi-Piece Fluid End |
| JP6586925B2 (ja) | 2016-06-13 | 2019-10-09 | 住友電気工業株式会社 | 光ファイバケーブル |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2159329A (en) * | 1937-05-29 | 1939-05-23 | Katzinger Edward Co | Method of making integral ferrules and tool shanks |
| PL82101B1 (ko) * | 1971-07-31 | 1975-10-31 | ||
| EP0272067A3 (en) * | 1986-12-18 | 1990-05-09 | Stelco Inc. | Process and apparatus for upset forging of long stands of metal bar stock |
| JPH0771717B2 (ja) * | 1990-03-26 | 1995-08-02 | 本田技研工業株式会社 | エンジンバルブの製造方法 |
| US5842267A (en) * | 1994-12-30 | 1998-12-01 | Black & Decker, Inc. | Method and apparatus for forming parts of a predetermined shape from a continuous stock material |
| US6571596B1 (en) * | 2000-11-29 | 2003-06-03 | Lennart J. Lindell | Automatic two-station adiabatic blank cut-off and part forming system |
| CN100389903C (zh) * | 2003-10-21 | 2008-05-28 | 昭和电工株式会社 | 锻造方法以及锻造设备 |
| US7406852B2 (en) * | 2005-01-31 | 2008-08-05 | Showa Denko K.K. | Upsetting method and upsetting apparatus |
| US7360387B2 (en) * | 2005-01-31 | 2008-04-22 | Showa Denko K.K. | Upsetting method and upsetting apparatus |
| DE102010053119A1 (de) * | 2010-12-01 | 2012-06-06 | Robert Bosch Gmbh | Verfahren zur Herstellung einer Gewindespindel mit großem Lagersitz |
| ES2736006T3 (es) * | 2011-10-07 | 2019-12-23 | Bharat Forge Ltd | Proceso para la fabricación de componentes forjados y maquinados |
| US9945362B2 (en) * | 2012-01-27 | 2018-04-17 | S.P.M. Flow Control, Inc. | Pump fluid end with integrated web portion |
| CN104487188B (zh) * | 2012-07-27 | 2016-07-06 | 新日铁住金株式会社 | 模锻曲轴的制造方法 |
| US20140083541A1 (en) * | 2012-09-24 | 2014-03-27 | Gardner Denver, Inc. | Fluid end of a high pressure pump having a groove adapted to receive a spring retainer of a suction valve |
| WO2015141865A1 (en) * | 2014-03-19 | 2015-09-24 | Neturen Co., Ltd. | Shaft holding sleeve, shaft diameter enlarging apparatus and jig for shaft diameter enlarging apparatus |
| US20150352627A1 (en) * | 2014-06-09 | 2015-12-10 | Amanda Bent-Bolt Company | Cold formed product and method for making |
-
2015
- 2015-12-16 EP EP15200598.9A patent/EP3037189B1/en not_active Not-in-force
- 2015-12-22 JP JP2015249330A patent/JP2016117101A/ja active Pending
- 2015-12-22 US US14/979,103 patent/US10239113B2/en not_active Expired - Fee Related
- 2015-12-23 KR KR1020150185321A patent/KR20160077008A/ko not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP3037189B1 (en) | 2018-11-07 |
| US10239113B2 (en) | 2019-03-26 |
| JP2016117101A (ja) | 2016-06-30 |
| EP3037189A1 (en) | 2016-06-29 |
| US20160175918A1 (en) | 2016-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100286623B1 (ko) | 금속관 액압벌징 가공방법 및 그 장치 | |
| US9446445B2 (en) | Method for manufacturing hollow shafts | |
| RU2323061C2 (ru) | Способы холодного прессования для получения металлических деталей с глухими или сквозными отверстиями и установка для осуществления указанных способов | |
| RU2468884C2 (ru) | Способ изготовления кольца | |
| EP2763804B1 (en) | A process for making forged and machined components | |
| CN102430692A (zh) | 一种锥齿轮冷精锻工艺及其模具 | |
| CN102170981B (zh) | 用于在空心金属工件上非切削制作外螺纹的方法和装置 | |
| JP2008264871A (ja) | フランジ付部材の製造方法 | |
| CN102601589A (zh) | 一种梅花形双头螺钉制造工艺 | |
| US1929802A (en) | Method of forging cylinders for airplane motors | |
| CN109415081A (zh) | 齿条和用于生产机动车辆的转向装置的齿条的方法 | |
| JP6605006B2 (ja) | 鍛造方法 | |
| KR20160077008A (ko) | 플루이드 엔드 및 기타 공작물을 위한 순형상 단조 | |
| KR20090078863A (ko) | 크레인 휠의 형 단조 가공방법 및 형 단조 금형 | |
| KR20140016037A (ko) | 플랜지 구조체의 제조 방법 | |
| JP2019093406A (ja) | 中空ラックバーの製造方法及び製造装置 | |
| RU2501626C2 (ru) | Способ и устройство для штамповки лопаток | |
| US9566641B2 (en) | Forging apparatus | |
| EP2566655B1 (en) | Piston assembly multiple step forming process | |
| JPS6137341A (ja) | 異形断面形状を有する閉塞鍛造用荒地素材の製造装置 | |
| RU2359776C2 (ru) | Способ изготовления стержневых деталей концевого режущего и стержневого штамповочного инструментов | |
| KR0174782B1 (ko) | 봉부재의 헤드부 홈 냉간단조방법 | |
| Gontarz et al. | New Technologies for Producing Bicycle Hub Forging | |
| JPH07124680A (ja) | 鍛造部品及びその製造方法 | |
| SU721244A1 (ru) | Способ изготовлени концевых режущих инструментов |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20151223 |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |