KR20160090865A - 열간 성형 강판 부재 및 그 제조 방법 및 열간 성형용 강판 - Google Patents
열간 성형 강판 부재 및 그 제조 방법 및 열간 성형용 강판 Download PDFInfo
- Publication number
- KR20160090865A KR20160090865A KR1020167016945A KR20167016945A KR20160090865A KR 20160090865 A KR20160090865 A KR 20160090865A KR 1020167016945 A KR1020167016945 A KR 1020167016945A KR 20167016945 A KR20167016945 A KR 20167016945A KR 20160090865 A KR20160090865 A KR 20160090865A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- less
- hot
- martensite
- ferrite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description



Claims (11)
- 질량%로, C: 0.100% 내지 0.340%, Si: 0.50% 내지 2.00%, Mn: 1.00% 내지 3.00%, P: 0.050% 이하, S: 0.0100% 이하, sol.Al: 0.001% 내지 1.000% 및 N: 0.0100% 이하를 함유하고, 잔량부 Fe 및 불순물로 이루어지는 화학 조성을 갖고,
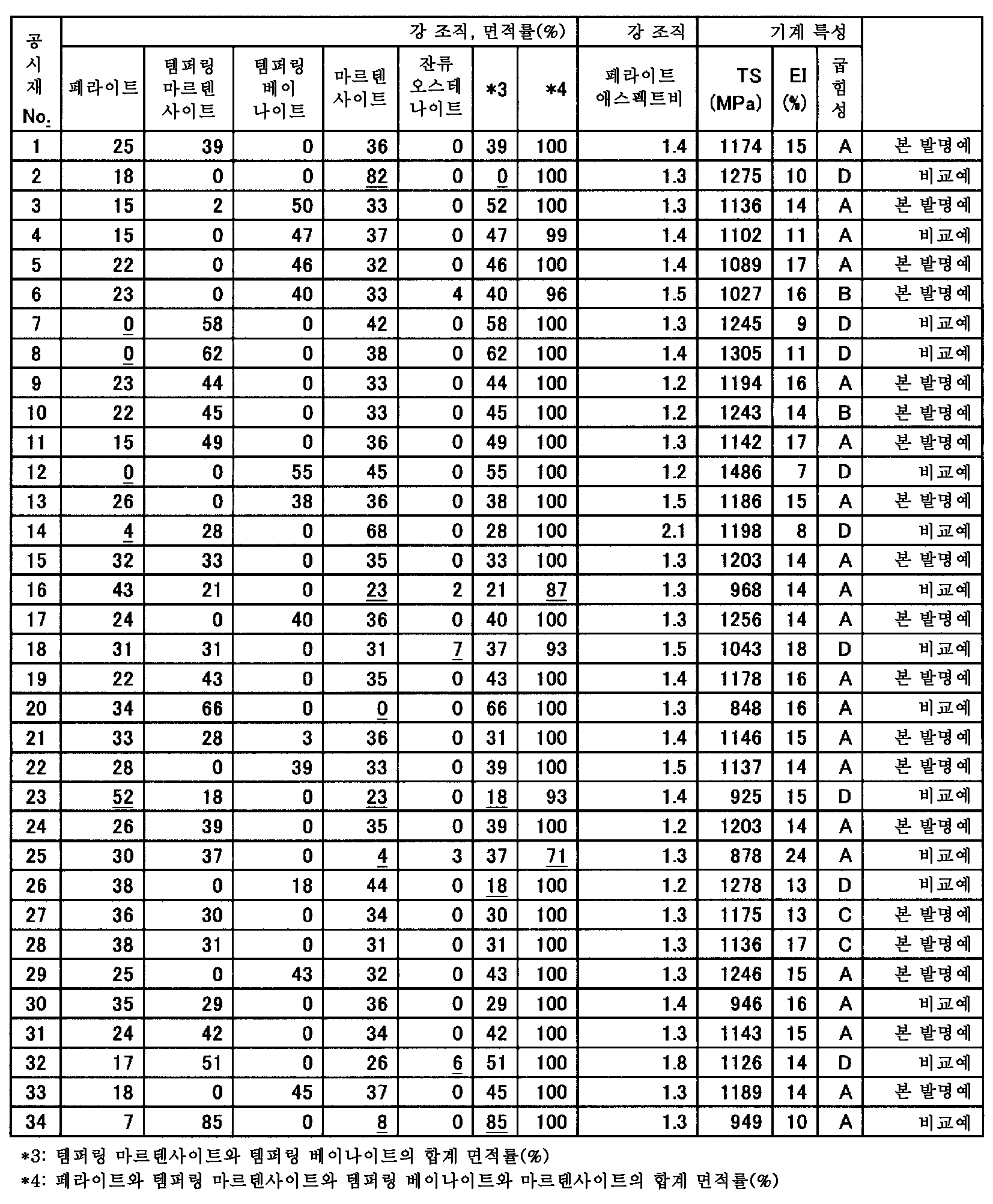
페라이트와, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 적어도 한쪽과, 마르텐사이트를 포함하는 강 조직이며, 면적%로, 페라이트: 5% 내지 50%, 템퍼링 마르텐사이트 및 템퍼링 베이나이트: 합계로 20% 내지 70%, 마르텐사이트: 25% 내지 75%, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트: 합계로 90% 이상, 잔류 오스테나이트: 0% 내지 5%인 강 조직을 갖는 열간 성형 강판 부재. - 제1항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu: 1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형 강판 부재. - 제1항 또는 제2항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, B: 0.0025% 이하를 함유하는, 열간 성형 강판 부재. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형 강판 부재. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Bi: 0.0100% 이하를 함유하는, 열간 성형 강판 부재. - 질량%로, C: 0.100% 내지 0.340%, Si: 0.50% 내지 2.00%, Mn: 1.00% 내지 3.00%, P: 0.050% 이하, S: 0.0100% 이하, sol.Al: 0.001% 내지 1.000% 및 N: 0.0100% 이하를 함유하고, 잔량부 Fe 및 불순물로 이루어지는 화학 조성을 갖고,
애스펙트비가 2.0 이하인 페라이트와, 마르텐사이트 및 베이나이트 중 적어도 한쪽을 포함하는 강 조직이며, 면적%로, 페라이트: 5% 내지 50%, 마르텐사이트 및 베이나이트: 합계로 45% 내지 90%, 페라이트, 마르텐사이트 및 베이나이트: 합계로 90% 이상인 강 조직을 갖는 열간 성형용 강판. - 제6항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu: 1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형용 강판. - 제6항 또는 제7항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, B: 0.0025% 이하를 함유하는, 열간 성형용 강판. - 제6항 내지 제8항 중 어느 한 항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형용 강판. - 제6항 내지 제9항 중 어느 한 항에 있어서,
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Bi: 0.0100% 이하를 함유하는, 열간 성형용 강판. - 제6항 내지 제10항 중 어느 한 항에 기재된 열간 성형용 강판을, 720℃ 이상 Ac3점 미만의 온도 영역으로 가열하고, 상기 가열의 종료부터 열간 성형의 개시까지에 있어서 강판이 공냉에 노출되는 시간을 3초간 내지 20초간으로 하여 열간 성형을 실시하고, 10℃/초 내지 500℃/초의 평균 냉각 속도로 MS점 이하의 온도 영역까지 냉각하는, 열간 성형 강판 부재의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2013-247814 | 2013-11-29 | ||
| JP2013247814 | 2013-11-29 | ||
| PCT/JP2014/081514 WO2015080242A1 (ja) | 2013-11-29 | 2014-11-28 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177037252A Division KR20180001590A (ko) | 2013-11-29 | 2014-11-28 | 열간 성형용 강판 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160090865A true KR20160090865A (ko) | 2016-08-01 |
| KR101814949B1 KR101814949B1 (ko) | 2018-01-04 |
Family
ID=53199177
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177037252A Ceased KR20180001590A (ko) | 2013-11-29 | 2014-11-28 | 열간 성형용 강판 |
| KR1020167016945A Active KR101814949B1 (ko) | 2013-11-29 | 2014-11-28 | 열간 성형 강판 부재 및 그 제조 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177037252A Ceased KR20180001590A (ko) | 2013-11-29 | 2014-11-28 | 열간 성형용 강판 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20170029914A1 (ko) |
| EP (1) | EP3075872A4 (ko) |
| JP (2) | JP6341214B2 (ko) |
| KR (2) | KR20180001590A (ko) |
| CN (1) | CN105793455B (ko) |
| CA (1) | CA2931494C (ko) |
| MX (1) | MX2016006777A (ko) |
| RU (1) | RU2625374C1 (ko) |
| TW (1) | TWI544091B (ko) |
| WO (1) | WO2015080242A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190031533A (ko) * | 2016-08-16 | 2019-03-26 | 신닛테츠스미킨 카부시키카이샤 | 열간 프레스 성형 부재 |
| WO2019132262A1 (ko) * | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | 피로균열 전파 억제 특성이 우수한 구조용 고강도 강재 및 그 제조방법 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015080242A1 (ja) * | 2013-11-29 | 2015-06-04 | 新日鐵住金株式会社 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
| ES2745428T3 (es) | 2014-01-06 | 2020-03-02 | Nippon Steel Corp | Acero y método para fabricar el mismo |
| CN105874091A (zh) * | 2014-01-06 | 2016-08-17 | 新日铁住金株式会社 | 热成形构件及其制造方法 |
| WO2017006144A1 (en) * | 2015-07-09 | 2017-01-12 | Arcelormittal | Steel for press hardening and press hardened part manufactured from such steel |
| WO2017125773A1 (en) * | 2016-01-18 | 2017-07-27 | Arcelormittal | High strength steel sheet having excellent formability and a method of manufacturing the same |
| JP6717090B2 (ja) * | 2016-07-11 | 2020-07-01 | 日本製鉄株式会社 | 試験装置及び試験方法 |
| US11091817B2 (en) | 2016-08-30 | 2021-08-17 | Jfe Steel Corporation | High-strength steel sheet and method for manufacturing the same |
| JP6424195B2 (ja) * | 2016-11-14 | 2018-11-14 | 株式会社豊田中央研究所 | 熱間プレス成形方法 |
| US11078550B2 (en) | 2016-11-25 | 2021-08-03 | Nippon Steel Corporation | Method for manufacturing quenched molding, method for manufacturing hot press steel material, and hot press steel material |
| WO2018115935A1 (en) * | 2016-12-21 | 2018-06-28 | Arcelormittal | Tempered and coated steel sheet having excellent formability and a method of manufacturing the same |
| WO2018115936A1 (en) | 2016-12-21 | 2018-06-28 | Arcelormittal | Tempered and coated steel sheet having excellent formability and a method of manufacturing the same |
| TWI632240B (zh) * | 2017-01-17 | 2018-08-11 | 新日鐵住金股份有限公司 | Hot stamping formed body and method of manufacturing same |
| MX2019010816A (es) | 2017-03-13 | 2019-10-30 | Jfe Steel Corp | Lamina de acero laminado en frio de alta resistencia y metodo para fabricar la misma. |
| JP6384703B1 (ja) * | 2017-03-13 | 2018-09-05 | Jfeスチール株式会社 | 高強度冷延鋼板とその製造方法 |
| KR102031445B1 (ko) | 2017-12-22 | 2019-10-11 | 주식회사 포스코 | 내충격특성이 우수한 고강도 강판 및 그 제조방법 |
| CN115404409A (zh) * | 2018-03-27 | 2022-11-29 | 株式会社神户制钢所 | 热冲压用钢板 |
| CN111630198B (zh) * | 2018-03-29 | 2022-06-24 | 日本制铁株式会社 | 热冲压用钢板 |
| CN111041162B (zh) * | 2019-11-25 | 2021-10-15 | 苏州普热斯勒先进成型技术有限公司 | 一种用于提高产品最大弯曲角度的方法 |
| JP7443635B2 (ja) | 2020-01-31 | 2024-03-06 | 株式会社神戸製鋼所 | ホットスタンプ用亜鉛めっき鋼板、ホットスタンプ部品及びホットスタンプ部品の製造方法 |
| CN111676417A (zh) * | 2020-05-07 | 2020-09-18 | 天津英利模具制造有限公司 | 一种轻量化汽车用高强钢板及其热冲压成型工艺 |
| CN111424212B (zh) * | 2020-05-11 | 2021-11-23 | 马鞍山钢铁股份有限公司 | 一种抗拉强度1800MPa级镀铝钢板及其制造方法及热成形零部件 |
| JP7215518B2 (ja) * | 2020-05-15 | 2023-01-31 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法 |
| EP4379084A4 (en) * | 2021-07-30 | 2025-11-19 | Hyundai Steel Co | STEEL SHEET FOR HOT PRESSING AND ALUMINUM-COATED FLAN MADE USING SAID SHEET |
| CN115029619B (zh) * | 2022-04-25 | 2022-12-20 | 北京科技大学 | 一种高韧性纤维状马氏体双相钢及制备方法 |
| CN114959478B (zh) * | 2022-05-30 | 2023-05-02 | 山东钢铁集团日照有限公司 | 一种一钢多用的800MPa级复相钢及其调控方法 |
| EP4324950A1 (de) * | 2022-08-18 | 2024-02-21 | ThyssenKrupp Steel Europe AG | Stahl mit verbesserten verarbeitungseigenschaften zur umformung bei erhöhten temperaturen |
| TWI857618B (zh) * | 2023-05-23 | 2024-10-01 | 中國鋼鐵股份有限公司 | 表面強化連續式熱處理方法與表面強化連續式熱處理機構 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1490535A (en) | 1923-08-02 | 1924-04-15 | Moore Thomas | Elastic web |
| JPH1096031A (ja) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | 高炭素薄鋼板の製造方法および部品の製造方法 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| WO2011111333A1 (ja) | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | 高強度プレス部材およびその製造方法 |
| JP2012237066A (ja) | 2011-04-28 | 2012-12-06 | Kobe Steel Ltd | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| JP2013185243A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP2013185248A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE435527B (sv) | 1973-11-06 | 1984-10-01 | Plannja Ab | Forfarande for framstellning av en detalj av herdat stal |
| JP4551694B2 (ja) * | 2004-05-21 | 2010-09-29 | 株式会社神戸製鋼所 | 温熱間成形品の製造方法および成形品 |
| WO2008110670A1 (fr) * | 2007-03-14 | 2008-09-18 | Arcelormittal France | Acier pour formage a chaud ou trempe sous outil a ductilite amelioree |
| JP5223360B2 (ja) * | 2007-03-22 | 2013-06-26 | Jfeスチール株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| WO2009057731A1 (ja) * | 2007-10-29 | 2009-05-07 | Nippon Steel Corporation | マルテンサイト型熱間鍛造用非調質鋼及び熱間鍛造非調質鋼部品 |
| KR101010971B1 (ko) * | 2008-03-24 | 2011-01-26 | 주식회사 포스코 | 저온 열처리 특성을 가지는 성형용 강판, 그 제조방법,이를 이용한 부품의 제조방법 및 제조된 부품 |
| JP5703608B2 (ja) * | 2009-07-30 | 2015-04-22 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| BR112012021348A2 (pt) * | 2010-02-26 | 2016-08-23 | Nippon Steel & Sumitomo Metal Corp | "material de aço tratado por calor, método para produzir o mesmo, e material de base de aço para o mesmo." |
| JP5699764B2 (ja) * | 2011-04-11 | 2015-04-15 | 新日鐵住金株式会社 | 合金化溶融亜鉛めっき鋼板およびその製造方法 |
| CN103827336B (zh) * | 2011-09-30 | 2016-01-06 | 新日铁住金株式会社 | 具有980MPa以上拉伸强度的镀层附着性、成型性和扩孔性优异的高强度热浸镀锌钢板和高强度合金化热浸镀锌钢板及其制造方法 |
| JP5953695B2 (ja) * | 2011-09-30 | 2016-07-20 | 新日鐵住金株式会社 | めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法 |
| JP5953693B2 (ja) * | 2011-09-30 | 2016-07-20 | 新日鐵住金株式会社 | めっき密着性と成形性に優れた高強度溶融亜鉛めっき鋼板とその製造方法 |
| JP5639573B2 (ja) * | 2011-12-15 | 2014-12-10 | 株式会社神戸製鋼所 | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
| JP5890710B2 (ja) * | 2012-03-15 | 2016-03-22 | 株式会社神戸製鋼所 | 熱間プレス成形品およびその製造方法 |
| JP5860343B2 (ja) * | 2012-05-29 | 2016-02-16 | 株式会社神戸製鋼所 | 強度および延性のばらつきの小さい高強度冷延鋼板およびその製造方法 |
| WO2015080242A1 (ja) * | 2013-11-29 | 2015-06-04 | 新日鐵住金株式会社 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
-
2014
- 2014-11-28 WO PCT/JP2014/081514 patent/WO2015080242A1/ja not_active Ceased
- 2014-11-28 JP JP2015551009A patent/JP6341214B2/ja active Active
- 2014-11-28 US US15/039,339 patent/US20170029914A1/en not_active Abandoned
- 2014-11-28 CA CA2931494A patent/CA2931494C/en not_active Expired - Fee Related
- 2014-11-28 KR KR1020177037252A patent/KR20180001590A/ko not_active Ceased
- 2014-11-28 CN CN201480063861.2A patent/CN105793455B/zh active Active
- 2014-11-28 RU RU2016125232A patent/RU2625374C1/ru not_active IP Right Cessation
- 2014-11-28 EP EP14865643.2A patent/EP3075872A4/en not_active Withdrawn
- 2014-11-28 TW TW103141409A patent/TWI544091B/zh not_active IP Right Cessation
- 2014-11-28 MX MX2016006777A patent/MX2016006777A/es unknown
- 2014-11-28 KR KR1020167016945A patent/KR101814949B1/ko active Active
-
2018
- 2018-03-12 JP JP2018044684A patent/JP2018119214A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1490535A (en) | 1923-08-02 | 1924-04-15 | Moore Thomas | Elastic web |
| JPH1096031A (ja) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | 高炭素薄鋼板の製造方法および部品の製造方法 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| WO2011111333A1 (ja) | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | 高強度プレス部材およびその製造方法 |
| JP2012237066A (ja) | 2011-04-28 | 2012-12-06 | Kobe Steel Ltd | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| JP2013185243A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP2013185248A (ja) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190031533A (ko) * | 2016-08-16 | 2019-03-26 | 신닛테츠스미킨 카부시키카이샤 | 열간 프레스 성형 부재 |
| US11028469B2 (en) | 2016-08-16 | 2021-06-08 | Nippon Steel Corporation | Hot press-formed part |
| WO2019132262A1 (ko) * | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | 피로균열 전파 억제 특성이 우수한 구조용 고강도 강재 및 그 제조방법 |
| US11591677B2 (en) | 2017-12-26 | 2023-02-28 | Posco Co., Ltd | High-strength structural steel material having excellent fatigue crack propagation inhibitory characteristics and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2625374C1 (ru) | 2017-07-13 |
| EP3075872A1 (en) | 2016-10-05 |
| CN105793455B (zh) | 2018-10-12 |
| US20170029914A1 (en) | 2017-02-02 |
| JP2018119214A (ja) | 2018-08-02 |
| JPWO2015080242A1 (ja) | 2017-03-16 |
| MX2016006777A (es) | 2016-09-07 |
| KR101814949B1 (ko) | 2018-01-04 |
| KR20180001590A (ko) | 2018-01-04 |
| JP6341214B2 (ja) | 2018-06-13 |
| WO2015080242A1 (ja) | 2015-06-04 |
| CN105793455A (zh) | 2016-07-20 |
| CA2931494A1 (en) | 2015-06-04 |
| EP3075872A4 (en) | 2017-05-03 |
| CA2931494C (en) | 2019-12-31 |
| TW201529867A (zh) | 2015-08-01 |
| TWI544091B (zh) | 2016-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101814949B1 (ko) | 열간 성형 강판 부재 및 그 제조 방법 | |
| KR101833655B1 (ko) | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 | |
| US10711322B2 (en) | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing | |
| JP5609945B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| KR101831544B1 (ko) | 열간 성형 부재 및 그 제조 방법 | |
| KR101849031B1 (ko) | 열간 성형 부재 및 그 제조 방법 | |
| CN104160055A (zh) | 高强度冷轧钢板及其制造方法 | |
| KR102404647B1 (ko) | 핫 스탬프 성형품 및 핫 스탬프용 강판 그리고 그들의 제조 방법 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| JP6003837B2 (ja) | 高強度プレス部品の製造方法 | |
| TWI512116B (zh) | A hot-pressed steel sheet member, a method for manufacturing the same, and a steel sheet for hot pressing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| X091 | Application refused [patent] | ||
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| A107 | Divisional application of patent | ||
| PA0104 | Divisional application for international application |
St.27 status event code: A-0-1-A10-A18-div-PA0104 St.27 status event code: A-0-1-A10-A16-div-PA0104 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| FPAY | Annual fee payment |
Payment date: 20201217 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20211217 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20221202 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 9 |