KR20160096552A - 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 - Google Patents
대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 Download PDFInfo
- Publication number
- KR20160096552A KR20160096552A KR1020160013007A KR20160013007A KR20160096552A KR 20160096552 A KR20160096552 A KR 20160096552A KR 1020160013007 A KR1020160013007 A KR 1020160013007A KR 20160013007 A KR20160013007 A KR 20160013007A KR 20160096552 A KR20160096552 A KR 20160096552A
- Authority
- KR
- South Korea
- Prior art keywords
- disposable disposable
- base
- disposable
- aluminum foil
- surface treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J37/00—Baking; Roasting; Grilling; Frying
- A47J37/06—Roasters; Grills; Sandwich grills
- A47J37/0605—Roasters; Grills; Sandwich grills specially adapted for "raclettes"
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J37/00—Baking; Roasting; Grilling; Frying
- A47J37/06—Roasters; Grills; Sandwich grills
- A47J37/067—Horizontally disposed broiling griddles
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C26/00—Coating not provided for in groups C23C2/00 - C23C24/00
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Baking, Grill, Roasting (AREA)
Abstract
Description
도 2 : 본 발명 일 예로 도시한 대기압 플라즈마 표면처리장치의 정면 구성도.
도 3 : 본 발명 일 예로 도시한 대기압 플라즈마 표면처리장치의 측면 구성도.
도 4 : 본 발명 일 예로 도시한 대기압 플라즈마 표면처리장치의 사용 상태도.
도 5 : 본 발명에서 베이스 표면이 대기압 플라즈마로 표면처리되어 제조된 일회용 불판의 권취 상태 사시도.
도 6 : 본 발명 일 예로 도시한 박판형 일회용 불판의 사시도.
도 7 : 본 발명 일 예로 도시한 접시형 일회용 불판의 사시도.
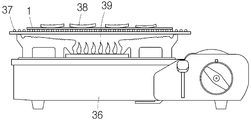
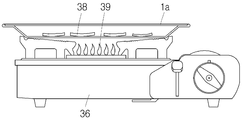
도 8 : 본 발명 일 예로 도시한 박판형 일회용 불판의 사용 상태도.
도 9 : 본 발명 일 예로 도시한 접시형 일회용 불판의 사용 상태도.
(2)--베이스 (3)--표면 가공부
(5)(5a)--황토 세라믹층 (9)--방전부
(10)--인출롤러 (11)--권취롤러
(12)(14)--풀리 (13)--구동모터
(15)--벨트 (16)(17)--롤러
(18)--컨베이어벨트 (19)--고압 전원부
(20)--세라믹 지지체 (20a)--상향 개방홈
(21)--방전전극 (22)--접지전극
(23)--코팅부 (24)--하부드럼
(25)--코팅드럼 (26)--보조드럼
(27)--황토 세라믹액 (28)--건조실
(29)--안내롤러 (30)--발열수단
(31)--플라즈마 (32)--배기팬
(33)--배기덕트 (34)--지지대
(35)--지지봉 (36)--가스레인지
(37)--석쇠 (38)--고기(육류)
(39)--불꽃(화염) (d)--이격거리
Claims (2)
- a) 30㎛ ~ 100㎛ 두께의 알루미늄 박판 베이스를 준비하는 단계;
b) 알루미늄 박판 베이스의 표면에 요철을 형성하는 표면처리 단계;
c) 1㎛ 전후의 황토 분말과 세라믹 바인더를 중량비 50:50으로 혼합한 다음 일반용수와 50:50의 중량비로 희석시킨 황토 세라믹액을 극미세 요철이 형성된 베이스의 표면에 10㎛ ~ 20㎛의 두께로 코팅하는 단계;
d) 황토 세라믹액이 코팅된 베이스를 150℃ 전후의 열풍으로 10~30분간 건조시키는 단계;
를 포함하되,
상기 표면처리 단계는,
알루미늄 박판 베이스의 표면을 대기압 플라즈마로 표면 처리하여 10Å 전후의 극미세 요철이 무수히 형성됨을 특징으로 하는 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법. - 30㎛ ~ 100㎛ 두께의 알루미늄 박판 베이스의 표면에 요철이 형성되는 표면 가공부;
상기 표면 가공부에 10㎛ ~ 20㎛ 두께의 코팅 및 건조되는 황토 세라믹층;
을 포함하되,
상기 표면 가공부는,
대기압 플라즈마에 의해 알루미늄 박판 베이스의 표면에 10Å 전후의 극미세 요철이 무수히 형성된 것;
을 특징으로 하는 대기압 플라즈마를 이용한 표면처리방법에 의해 제조된 일회용 불판.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160013007A KR20160096552A (ko) | 2016-02-02 | 2016-02-02 | 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160013007A KR20160096552A (ko) | 2016-02-02 | 2016-02-02 | 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150017756A Division KR101604433B1 (ko) | 2015-02-05 | 2015-02-05 | 대기압 플라즈마를 이용한 일회용 불판의 표면처리장치 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170018740A Division KR20170018871A (ko) | 2017-02-10 | 2017-02-10 | 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160096552A true KR20160096552A (ko) | 2016-08-16 |
Family
ID=56854512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160013007A Ceased KR20160096552A (ko) | 2016-02-02 | 2016-02-02 | 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20160096552A (ko) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101218725B1 (ko) | 2009-12-10 | 2013-01-07 | 정연일 | 원적외선 구이팬 |
| KR101328510B1 (ko) | 2012-11-13 | 2013-11-13 | 주식회사 위스코하이텍 | 고기 구이판의 제조방법 |
| KR101398430B1 (ko) | 2012-11-09 | 2014-05-27 | 주식회사 위스코하이텍 | 고기 구이판 |
-
2016
- 2016-02-02 KR KR1020160013007A patent/KR20160096552A/ko not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101218725B1 (ko) | 2009-12-10 | 2013-01-07 | 정연일 | 원적외선 구이팬 |
| KR101398430B1 (ko) | 2012-11-09 | 2014-05-27 | 주식회사 위스코하이텍 | 고기 구이판 |
| KR101328510B1 (ko) | 2012-11-13 | 2013-11-13 | 주식회사 위스코하이텍 | 고기 구이판의 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1138456C (zh) | 感应加热器 | |
| KR101604433B1 (ko) | 대기압 플라즈마를 이용한 일회용 불판의 표면처리장치 | |
| KR100512533B1 (ko) | 광파오븐의 식품 조리방법 및 장치 | |
| CN115777802B (zh) | 电磁微波槽式茶叶烘焙提香机及烘焙黄山毛峰茶的方法 | |
| JP2017110830A (ja) | 排気装置 | |
| KR20160096552A (ko) | 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 | |
| KR20170018871A (ko) | 대기압 플라즈마를 이용한 일회용 불판의 표면처리방법과 그 표면처리방법에 의해 제조된 일회용 불판 | |
| KR101743985B1 (ko) | 위생지를 이용한 일회용 종이 불판 제조장치 | |
| KR101743984B1 (ko) | 위생지를 이용한 일회용 종이 불판 제조장치 | |
| KR20170022366A (ko) | 위생지를 이용한 일회용 종이 불판 제조방법 및 이러한 제조방법으로 제조되는 위생지를 이용한 일회용 종이 불판 | |
| KR101089522B1 (ko) | 황토 세라믹이 코팅된 일회용 불판 및 그 불판 제조방법 | |
| CN213963065U (zh) | 多功能烧烤炉 | |
| JP3792571B2 (ja) | 塩加工装置及び方法 | |
| KR101295565B1 (ko) | 조리기기 및 그 제작방법 | |
| KR20120056957A (ko) | 훈연 생선구이기 | |
| JPS6318451B2 (ko) | ||
| KR101307757B1 (ko) | 조리기기 | |
| JP2003265326A (ja) | 熱変換装置 | |
| JP2006110127A (ja) | 炊飯器 | |
| JPS6349180Y2 (ko) | ||
| JPH08256903A (ja) | 加熱調理器 | |
| KR200145963Y1 (ko) | 전자렌지의 훈연발생장치 | |
| KR20080032468A (ko) | 조리기기 및 그 제어방법 | |
| JPS63160570A (ja) | コ−ヒ−豆焙煎装置 | |
| JP3650252B2 (ja) | 練製品の製造方法及びその製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| PA0107 | Divisional application |
Comment text: Divisional Application of Patent Patent event date: 20160202 Patent event code: PA01071R01D Filing date: 20150205 Application number text: 1020150017756 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20160427 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20161028 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20160427 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20161028 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20160624 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20170117 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20161228 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20161028 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20160624 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20160427 |
|
| A107 | Divisional application of patent | ||
| PA0107 | Divisional application |
Comment text: Divisional Application of Patent Patent event date: 20170210 Patent event code: PA01071R01D Filing date: 20150205 Application number text: 1020150017756 |