KR20160141122A - 몰드 플럭스 및 이를 이용한 연속 주조방법 - Google Patents
몰드 플럭스 및 이를 이용한 연속 주조방법 Download PDFInfo
- Publication number
- KR20160141122A KR20160141122A KR1020150074858A KR20150074858A KR20160141122A KR 20160141122 A KR20160141122 A KR 20160141122A KR 1020150074858 A KR1020150074858 A KR 1020150074858A KR 20150074858 A KR20150074858 A KR 20150074858A KR 20160141122 A KR20160141122 A KR 20160141122A
- Authority
- KR
- South Korea
- Prior art keywords
- mold flux
- mold
- crystal phase
- cao
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/108—Feeding additives, powders, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/07—Lubricating the moulds
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/076—Use of slags or fluxes as treating agents
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Continuous Casting (AREA)
Abstract
본 발명에 의한 몰드 플럭스는 Cuspidine(3CaO-2SiO₂-CaF₂) 및 CaO와 B₂O₃간 화합물형태의 결정상을 갖도록 하여 개개의 결정립이 슬래그 필름의 두께와 비교하여 작고 균일하게 형성되도록 함으로써, 주조 조업 중 주형 벽면에 고상 필름이 고착되는 sticking 현상을 방지하고 원활한 윤활능을 보장하여 주편 표면의 크랙 등 결함발생 및 이로 인한 breakout 등의 사고 발생을 근원적으로 차단하는 몰드 플럭스 조성 및 방법을 제공하는데 그 목적이 있다.
Description
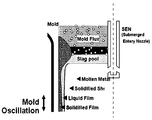
도 2는 도 1의 연속 주조 공정에서 주형 내에 열 전달을 개략적으로 도시한 도면이고,
도 3은 종래의 몰드 플럭스의 결정상의 구조를 도시한 도면이고,
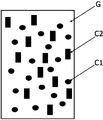
도 4는 본 발명의 일 실시예에 따른 몰드 플럭스의 결정상의 구조를 도시한 도면이고,
도 5는 도 4의 몰드 플럭스와 종래의 몰드 플럭스의 결정립 크기를 비교한 도면이고,
도 6은 본 발명의 일 실시예에 따른 몰드 플럭스를 이용한 연속 주조방법을 순차적으로 도시한 순서도이다.
|
Oxide
Sample |
CaO | SiO ₂ | Na 2 O | F | B₂O₃ | Li ₂O | 1차 결정상(C1) | 2차 결정상(C2) |
| A | 44.6 | 3.2 | 17.9 | 21.9 | 7.8 | 4.5 | CaF ₂ | CaO .₂Al₂O₃ |
| B | 44.2 | 10.5 | 10.5 | 10.4 | 18.7 | 5.7 | Cuspidine | 9CaO.3B ₂O₃.CaF₂ |
| C | 50.5 | 14.1 | 5.7 | 11.0 | 12.8 | 5.8 | Cuspidine | CaO .B₂O₃ |
C2 : 2차 결정상
G : 유리질
A : 종래의 몰드 플럭스
B, C : 본 발명의 일 실시예에 따른 몰드 플럭스
Claims (10)
- 연속 주조에 사용되는 몰드 플럭스에 있어서,
상기 몰드 플럭스는 제1차 결정상이 Cuspidine(3CaO-2SiO₂-CaF₂)으로 형성되는 몰드 플럭스. - 제1항에 있어서,
상기 제1차 결정상은 산화칼슘(CaO) 및 삼산화이붕소(B₂O₃)를 포함하는 몰드 플럭스. - 제1항에 있어서,
상기 몰드 플럭스는 이산화규소(SiO₂)가 5% 이상 15% 이하의 함량으로 첨가되는 몰드 플럭스. - 제1항에 있어서,
상기 몰드 플럭스는 CaO-Al₂O₃의 비율이 2 내지 5인 몰드 플럭스. - 제2항에 있어서,
상기 몰드 플럭스는 상기 삼산화이붕소(B₂O₃)를 10% 이상 30% 이하의 함량으로 유지하는 몰드 플럭스. - 제1차 결정상이 Cuspidine(3CaO-2SiO₂-CaF₂)으로 형성되는 몰드 플럭스를 주형 내에 투입하는 단계; 및
상기 몰드 플럭스를 응고하는 단계;를 포함하는 몰드 플럭스를 이용한 연속 주조방법. - 제6항에 있어서,
상기 제1차 결정상은 산화칼슘(CaO) 및 삼산화이붕소(B₂O₃)를 포함하는 몰드 플럭스를 이용한 연속 주조방법. - 제6항에 있어서,
상기 몰드 플럭스는 이산화규소(SiO₂)가 5% 이상 15% 이하의 함량으로 첨가되는 몰드 플럭스를 이용한 연속 주조방법. - 제6항에 있어서,
상기 몰드 플럭스는 CaO-Al₂O₃의 비율이 2 내지 5인 몰드 플럭스를 이용한 연속 주조방법. - 제7항에 있어서,
상기 몰드 플럭스는 상기 삼산화이붕소(B₂O₃)를 10% 이상 30% 이하의 함량으로 유지하는 몰드 플럭스를 이용한 연속 주조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150074858A KR102300854B1 (ko) | 2015-05-28 | 2015-05-28 | 몰드 플럭스 및 이를 이용한 연속 주조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150074858A KR102300854B1 (ko) | 2015-05-28 | 2015-05-28 | 몰드 플럭스 및 이를 이용한 연속 주조방법 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| KR20160141122A true KR20160141122A (ko) | 2016-12-08 |
| KR102300854B1 KR102300854B1 (ko) | 2021-09-10 |
| KR102300854B9 KR102300854B9 (ko) | 2022-04-15 |
Family
ID=57576648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150074858A Active KR102300854B1 (ko) | 2015-05-28 | 2015-05-28 | 몰드 플럭스 및 이를 이용한 연속 주조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102300854B1 (ko) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004358485A (ja) * | 2003-06-02 | 2004-12-24 | Sumitomo Metal Ind Ltd | 鋼の連続鋳造用モールドフラックス |
| KR100749027B1 (ko) | 2006-06-23 | 2007-08-13 | 주식회사 포스코 | 용융 몰드플럭스를 이용한 연속 주조 장치 및 방법 |
-
2015
- 2015-05-28 KR KR1020150074858A patent/KR102300854B1/ko active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004358485A (ja) * | 2003-06-02 | 2004-12-24 | Sumitomo Metal Ind Ltd | 鋼の連続鋳造用モールドフラックス |
| KR100749027B1 (ko) | 2006-06-23 | 2007-08-13 | 주식회사 포스코 | 용융 몰드플럭스를 이용한 연속 주조 장치 및 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102300854B9 (ko) | 2022-04-15 |
| KR102300854B1 (ko) | 2021-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1063035B1 (en) | Molding powder for continuous casting of steel and method for continuous casting of steel | |
| US10328488B2 (en) | Mold flux for continuous-casting Ti-containing hypo-peritectic steel and method therefor | |
| CN102006950B (zh) | 钢的连铸用保护渣的制造方法及使用该保护渣的钢的连铸方法 | |
| JP6674093B2 (ja) | 鋼の連続鋳造用モールドパウダーおよび連続鋳造方法 | |
| JP4483662B2 (ja) | 鋼の連続鋳造用モールドフラックス。 | |
| US11945027B2 (en) | Mold powder | |
| JP2020146719A (ja) | モールドパウダー及び中炭素綱の製造方法 | |
| CN106687233B (zh) | 钢的连续铸造用保护渣 | |
| JP4708055B2 (ja) | 鋼の連続鋳造用モールドパウダー | |
| JP7239810B2 (ja) | モールドパウダー及び高Mn鋼の連続鋳造方法 | |
| JP7688269B2 (ja) | 連続鋳造用モールドパウダー、および、鋼の連続鋳造方法 | |
| KR20160141124A (ko) | 몰드 플럭스 및 이를 이용한 연속 주조방법 | |
| JP7208544B2 (ja) | モールドパウダー及び中炭素鋼の製造方法 | |
| KR20170011712A (ko) | 고탄소강의 연속 주주용 몰드 플럭스 | |
| KR102300852B1 (ko) | 몰드 플럭스 및 이를 이용한 연속 주조방법 | |
| JP5388739B2 (ja) | 鋼の連続鋳造用モールドパウダー | |
| KR102300854B1 (ko) | 몰드 플럭스 및 이를 이용한 연속 주조방법 | |
| CN106001473B (zh) | 一种含铬钢连铸结晶器保护渣及其应用 | |
| JP5929744B2 (ja) | 丸鋳片の連続鋳造方法 | |
| JP2018153813A (ja) | 鋼の連続鋳造用モールドパウダー | |
| JP2022054733A (ja) | 連続鋳造用モールドパウダー、および、鋼の連続鋳造方法 | |
| JP2006247744A (ja) | 鋼の連続鋳造方法 | |
| JP7723255B2 (ja) | 連続鋳造用モールドパウダー、および、鋼の連続鋳造方法 | |
| JP4609119B2 (ja) | 鋼の連続鋳造方法 | |
| KR20250039133A (ko) | 초고장력강 몰드플럭스 및 이를 이용한 연속 주조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20150528 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20200519 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20150528 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210322 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210604 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210906 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210906 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| G170 | Re-publication after modification of scope of protection [patent] | ||
| PG1701 | Publication of correction |
Patent event code: PG17011E01I Patent event date: 20220413 Comment text: Request for Publication of Correction Publication date: 20220415 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240624 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20250623 Start annual number: 5 End annual number: 5 |