KR20170010832A - 프레스 성형품의 제조 방법 및 프레스 금형 - Google Patents
프레스 성형품의 제조 방법 및 프레스 금형 Download PDFInfo
- Publication number
- KR20170010832A KR20170010832A KR1020167036113A KR20167036113A KR20170010832A KR 20170010832 A KR20170010832 A KR 20170010832A KR 1020167036113 A KR1020167036113 A KR 1020167036113A KR 20167036113 A KR20167036113 A KR 20167036113A KR 20170010832 A KR20170010832 A KR 20170010832A
- Authority
- KR
- South Korea
- Prior art keywords
- press
- die
- wall portion
- punch
- molded article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
도 1b는 본 실시 형태에 관한 프레스 금형의 다른 예의 구성을 도시하는 단면도이다.
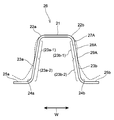
도 2는 도 1a에 도시되는 프레스 금형의 펀치측 오목 곡면부 및 다이측 볼록 곡면부의 주변을 나타내는 확대한 단면도(도 1a의 A부 확대부)이다.
도 3은 본 실시 형태에 관한 프레스 금형을 사용하여 성형된 프레스 성형품의 형상을 설명하기 위한 설명도이다.
도 4a는 제1 프레스 성형의 종료 후 또한 이형 후에 있어서의 프레스 성형품의 종벽 휨의 발생 상황을 도시하는 설명도이다.
도 4b는 필요에 따라서 행해지는 제2 프레스 성형의 종료 후 또한 이형 후에 있어서의 프레스 성형품에 있어서의 종벽 휨의 발생 상황을 도시하는 설명도이다.
도 5a는 도 1a에 도시되는 프레스 금형에 의해 블랭크를 성형하기 직전의 상태를 도시하는 단면도이다.
도 5b는 도 5a에 도시되는 상태로부터 펀치가 다이측으로 상대 이동된 상태를 도시하는 단면도이다.
도 6a는 실시예 1에서 제조된 프레스 성형품의 형상을 도시하는 설명도이다.
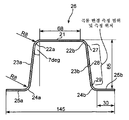
도 6b는 도 6a의 프레스 성형품의 치수를 나타내는 설명도이다.
도 7은 실시예 1 및 실시예 2에 있어서 제조된 프레스 성형품과 비교예의 프레스 성형품을 평가한 표이다.
도 8은 블랭크로서 인장 강도 980㎫급 DP강을 사용한 경우의 각 케이스에 있어서의, 비교예 및 실시예 1의 프레스 성형품의 각각의 종벽 휨의 곡률을 통합하여 나타내는 그래프이다.
도 9는 3 수준의 인장 강도의 블랭크를 소재로 한 경우에 대해, 비교예 및 실시예 1의 프레스 성형품의 각각의 종벽 휨의 곡률을 통합하여 나타내는 그래프이다.
도 10은 블랭크로서 인장 강도 980㎫급 DP강을 사용한 경우의 각 케이스에 있어서의, 비교예 및 실시예 2의 프레스 성형품의 각각의 종벽 휨의 곡률을 통합하여 나타내는 그래프이다.
도 11은 3 수준의 인장 강도의 블랭크를 소재로 한 경우에 대해, 비교예 및 실시예 2의 프레스 성형품의 각각의 종벽 휨의 곡률을 통합하여 나타내는 그래프이다.
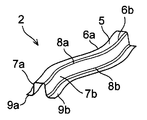
도 12a는 보디 셸의 주요부에 배치되는 골격 부재를 도시하는 설명도이다.
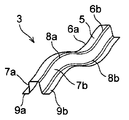
도 12b는 보디 셸의 주요부에 배치되는 골격 부재의 다른 예를 도시하는 설명도이다.
도 12c는 보디 셸의 주요부에 배치되는 골격 부재의 다른 예를 도시하는 설명도이다.
도 12d는 보디 셸의 주요부에 배치되는 골격 부재의 다른 예를 도시하는 설명도이다.
도 13a는 도 12a∼도 12d의 골격 부재의 프레스 성형의 상황을 도시하는 단면도이다.
도 13b는 도 12a∼도 12d의 골격 부재의 종벽의 모멘트 분포를 도시하는 윤곽도이다.
도 13c는 도 12a∼도 12d의 골격 부재의 종벽 휨을 도시하는 단면도이다.
도 14a는 종래 기술의 설명을 하기 위한 설명도이다.
도 14b는 종래 기술의 설명을 하기 위한 설명도이다.
도 14c는 종래 기술의 설명을 하기 위한 설명도이다.
도 15는 특허문헌 2에 의해 개시된 기술을 도시하는 설명도이다.
Claims (11)
- 제1 벽부와, 상기 제1 벽부의 길이 방향의 적어도 일방측의 단부로부터 상기 제1 벽부의 이면측으로 연장된 제2 벽부와, 상기 제2 벽부의 선단부로부터 상기 제2 벽부의 표면측으로 연장된 제3 벽부를 갖는 프레스 성형품을, 펀치 및 다이를 갖는 프레스 금형을 사용하여 제조하는 방법이며,
상기 프레스 금형의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제2 벽부의 기단부측의 부분을, 상기 제2 벽부의 이면측으로 볼록하게 휘는 제1 휨 형상으로 상기 펀치 및 상기 다이에 의해 가압 끼움 지지하는, 프레스 성형품의 제조 방법. - 제1항에 있어서,
상기 프레스 금형의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제2 벽부의 선단측의 부분을, 상기 제2 벽부의 표면측으로 볼록하게 휘는 제2 휨 형상으로 상기 펀치 및 상기 다이에 의해 가압 끼움 지지하는, 프레스 성형품의 제조 방법. - 제2항에 있어서,
상기 프레스 금형의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제1 휨 형상 및 상기 제2 휨 형상의 곡률 반경을 10㎜∼800㎜로 하는, 프레스 성형품의 제조 방법. - 제2항 또는 제3항에 있어서,
상기 프레스 금형의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제1 휨 형상의 단면 주위 길이와, 상기 제2 휨 형상의 단면 주위 길이의 합계가, 상기 제2 벽부의 단면 주위 길이의 50% 이상인, 프레스 성형품의 제조 방법. - 제2항 내지 제4항 중 어느 한 항에 있어서,
상기 프레스 금형의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제1 휨 형상의 단면 주위 길이가, 상기 프레스 금형의 폭 방향에 있어서의 상기 펀치의 코너부와 상기 다이의 코너부 사이의 거리 이상이고, 상기 제2 벽부의 단면 주위 길이의 1/2 이하로 설정되어 있는, 프레스 성형품의 제조 방법. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 프레스 성형품의 인장 강도가 590Mpa 이상인, 프레스 성형품의 제조 방법. - 제1 벽부와, 상기 제1 벽부의 길이 방향의 적어도 일방측의 단부로부터 상기 제1 벽부의 이면측으로 연장된 제2 벽부와, 상기 제2 벽부의 선단부로부터 상기 제2 벽부의 표면측으로 연장된 제3 벽부를 갖는 프레스 성형품을 제조하기 위한 프레스 금형이며,
서로 접근하는 방향으로 상대 이동함으로써 상기 프레스 성형품을 성형하는 펀치 및 다이를 구비하고,
상기 펀치 및 상기 다이의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제2 벽부의 기단부측의 부분을 상기 제2 벽부의 이면측으로 볼록하게 휘는 제1 휨 형상으로 가압 끼움 지지하는 제1 가압부가, 상기 펀치 및 상기 다이에 형성되어 있는, 프레스 금형. - 제7항에 있어서,
상기 펀치 및 상기 다이의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제2 벽부의 선단측의 부분을 상기 제2 벽부의 표면측으로 볼록하게 휘는 제2 휨 형상으로 가압 끼움 지지하는 제2 가압부가, 상기 펀치 및 상기 다이에 형성되어 있는, 프레스 금형. - 제8항에 있어서,
상기 펀치 및 상기 다이의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제1 휨 형상 및 상기 제2 휨 형상의 곡률 반경을 10㎜∼800㎜로 하도록, 상기 제1 가압부 및 상기 제2 가압부가 형성되어 있는, 프레스 금형. - 제8항 또는 제9항에 있어서,
상기 펀치 및 상기 다이의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제1 휨 형상의 단면 주위 길이와, 상기 제2 휨 형상의 단면 주위 길이의 합계가, 상기 제2 벽부의 단면 주위 길이의 50% 이상이 되도록, 상기 제1 가압부 및 상기 제2 가압부의 단면 주위 길이가 설정되어 있는, 프레스 금형. - 제8항 내지 제10항 중 어느 한 항에 있어서,
상기 펀치 및 상기 다이의 이형 전의 상태에 있어서의 횡단면시에서, 상기 제1 휨 형상의 단면 주위 길이가, 상기 프레스 금형의 폭 방향에 있어서의 상기 펀치의 코너부와 상기 다이의 코너부 사이의 거리 이상이고, 상기 제2 벽부의 단면 주위 길이의 1/2 이하로 되도록, 상기 제1 가압부의 길이가 설정되어 있는, 프레스 금형.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-131902 | 2014-06-26 | ||
| JP2014131902 | 2014-06-26 | ||
| PCT/JP2015/068554 WO2015199231A1 (ja) | 2014-06-26 | 2015-06-26 | プレス成形品の製造方法およびプレス金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170010832A true KR20170010832A (ko) | 2017-02-01 |
| KR102007557B1 KR102007557B1 (ko) | 2019-08-05 |
Family
ID=54938308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167036113A Active KR102007557B1 (ko) | 2014-06-26 | 2015-06-26 | 프레스 성형품의 제조 방법 및 프레스 금형 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10730092B2 (ko) |
| EP (1) | EP3162456B1 (ko) |
| JP (1) | JP6458802B2 (ko) |
| KR (1) | KR102007557B1 (ko) |
| CN (1) | CN106413935B (ko) |
| BR (1) | BR112016030404A8 (ko) |
| CA (1) | CA2953313C (ko) |
| MX (1) | MX389856B (ko) |
| RU (1) | RU2668171C2 (ko) |
| TW (1) | TWI619564B (ko) |
| WO (1) | WO2015199231A1 (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6094699B2 (ja) * | 2015-04-22 | 2017-03-15 | 新日鐵住金株式会社 | プレス成形品の製造方法、プレス成形品及びプレス装置 |
| CN106140924A (zh) * | 2016-08-30 | 2016-11-23 | 山西北方机械制造有限责任公司 | 一种高强度厚钢板的引伸方法 |
| JP6725752B2 (ja) * | 2017-08-18 | 2020-07-22 | ユニプレス株式会社 | クラッチ板保持用筒状部品及びそのプレス成形方法 |
| JP6714568B2 (ja) | 2017-11-01 | 2020-06-24 | 本田技研工業株式会社 | ビードシール構造 |
| DE102018209847B4 (de) * | 2018-06-19 | 2020-01-02 | Audi Ag | Blechbauteil |
| JP7200551B2 (ja) * | 2018-08-31 | 2023-01-10 | スズキ株式会社 | ハット型部材及びハット型部材の製造方法 |
| CN109317562A (zh) * | 2018-09-25 | 2019-02-12 | 重庆通达模具有限公司 | 一种后地板纵梁成型模具 |
| JP7173847B2 (ja) * | 2018-11-30 | 2022-11-16 | ダイハツ工業株式会社 | プレス成形方法 |
| JPWO2021141104A1 (ko) * | 2020-01-08 | 2021-07-15 | ||
| JP7614761B2 (ja) * | 2020-08-28 | 2025-01-16 | 株式会社エイチワン | プレス成形品の製造方法及びプレス成形装置 |
| CN112719011B (zh) * | 2020-12-15 | 2022-07-29 | 重庆伟汉汽车部件有限公司 | 电控助力器壳体上定位安装凸包的成型工艺 |
| CN113953384B (zh) * | 2021-09-16 | 2024-12-17 | 中山市爱呗厨卫有限公司 | 一种弧形钣金工件冲压模具 |
| JP7008159B1 (ja) | 2021-10-05 | 2022-01-25 | 株式会社ジーテクト | 曲げ加工装置 |
| CN116511350A (zh) * | 2023-04-07 | 2023-08-01 | 佛山市南海万圣锋模具有限公司 | 一种冲压模具结构和冲压模具 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004337980A (ja) * | 2003-04-22 | 2004-12-02 | Toyota Motor Corp | チャンネル部品およびそのステップ形状の決定方法 |
| KR100645150B1 (ko) * | 2004-06-01 | 2006-11-13 | 가부시키가이샤 고베 세이코쇼 | 성형부재의 굽힘성형방법 및 이 방법에 이용되는성형금형(成形金型) |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU759177A1 (ru) * | 1978-05-31 | 1980-08-30 | За витель | Гибочный штамп дл изготовлени скоб с отогнутыми полками |
| RU2057606C1 (ru) * | 1992-10-20 | 1996-04-10 | Челябинский государственный технический университет | Способ изготовления профилей |
| DE4411337A1 (de) * | 1994-03-30 | 1995-10-05 | Eberhard Jahn | Verfahren zum Formen eines schlanken Behälters, Behälter und Tiefziehwerkzeug |
| US6748788B2 (en) | 2001-09-26 | 2004-06-15 | Kobe Steel, Ltd. | Method for bending metal plate |
| JP4198445B2 (ja) | 2002-11-19 | 2008-12-17 | 菊池プレス工業株式会社 | 車両用荷重受け物品の製造方法並びにその製造装置 |
| CN1325185C (zh) * | 2004-06-01 | 2007-07-11 | 株式会社神户制钢所 | 弯曲成型方法 |
| JP4476913B2 (ja) * | 2004-12-13 | 2010-06-09 | ジヤトコ株式会社 | カップ状部材の成形方法及びその装置 |
| JP2006263788A (ja) * | 2005-03-25 | 2006-10-05 | Jfe Steel Kk | 見込み金型形状設計システム |
| JP4984414B2 (ja) * | 2005-03-28 | 2012-07-25 | Jfeスチール株式会社 | 金属板のプレス加工方法及びプレス金型並びにプレス成形品の製造方法 |
| JP4681420B2 (ja) * | 2005-10-19 | 2011-05-11 | 新日本製鐵株式会社 | 形状凍結性に優れたプレス成形方法及びプレス金型 |
| CN103995927B (zh) * | 2006-08-31 | 2017-01-04 | 新日铁住金株式会社 | 回弹对策位置特定方法以及回弹对策位置特定装置 |
| JP5355905B2 (ja) * | 2007-04-10 | 2013-11-27 | 新日鐵住金ステンレス株式会社 | 衝撃吸収特性、形状凍結性及びフランジ部切断性に優れた、自動車、二輪車または鉄道車両用構造部材並びにその製造方法 |
| JP4766084B2 (ja) * | 2008-07-18 | 2011-09-07 | トヨタ自動車株式会社 | ワークの曲げ加工方法および装置 |
| JP5416498B2 (ja) * | 2009-07-23 | 2014-02-12 | 本田技研工業株式会社 | テーラードブランク板の成形方法及びその装置 |
| JP5715768B2 (ja) * | 2010-05-19 | 2015-05-13 | 東プレ株式会社 | 熱間プレス装置及び熱間プレス製品 |
| KR101388850B1 (ko) * | 2010-05-25 | 2014-04-23 | 신닛테츠스미킨 카부시키카이샤 | 형상 동결성이 우수한 금속 부재의 성형 방법 |
| JP6069223B2 (ja) * | 2011-12-22 | 2017-02-01 | 新日鐵住金株式会社 | プレス成形品 |
| JP5965159B2 (ja) * | 2012-02-22 | 2016-08-03 | 東プレ株式会社 | プレス部品の成形方法 |
| MX365479B (es) | 2012-09-12 | 2019-06-05 | Nippon Steel & Sumitomo Metal Corp | Metodo para producir articulo curvo y miembro de estructura de esqueleto para carroceria de automovil. |
| US10022763B2 (en) * | 2013-12-26 | 2018-07-17 | Nippon Steel & Sumitomo Metal Corporation | Hat shaped cross-section component manufacturing method |
| MX393715B (es) * | 2014-12-22 | 2025-03-24 | Nippon Steel Corp | Método de fabricar un componente de sección transversal con forma de sombrero. |
| WO2016181986A1 (ja) * | 2015-05-11 | 2016-11-17 | 新日鐵住金株式会社 | プレス成形装置およびプレス成形方法 |
-
2015
- 2015-06-26 MX MX2016017226A patent/MX389856B/es unknown
- 2015-06-26 US US15/321,659 patent/US10730092B2/en active Active
- 2015-06-26 CA CA2953313A patent/CA2953313C/en not_active Expired - Fee Related
- 2015-06-26 TW TW104120787A patent/TWI619564B/zh not_active IP Right Cessation
- 2015-06-26 CN CN201580033468.3A patent/CN106413935B/zh active Active
- 2015-06-26 BR BR112016030404A patent/BR112016030404A8/pt not_active IP Right Cessation
- 2015-06-26 EP EP15811816.6A patent/EP3162456B1/en active Active
- 2015-06-26 KR KR1020167036113A patent/KR102007557B1/ko active Active
- 2015-06-26 JP JP2016529682A patent/JP6458802B2/ja active Active
- 2015-06-26 RU RU2016150578A patent/RU2668171C2/ru active
- 2015-06-26 WO PCT/JP2015/068554 patent/WO2015199231A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004337980A (ja) * | 2003-04-22 | 2004-12-02 | Toyota Motor Corp | チャンネル部品およびそのステップ形状の決定方法 |
| KR100645150B1 (ko) * | 2004-06-01 | 2006-11-13 | 가부시키가이샤 고베 세이코쇼 | 성형부재의 굽힘성형방법 및 이 방법에 이용되는성형금형(成形金型) |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2016150578A3 (ko) | 2018-07-26 |
| US20170151599A1 (en) | 2017-06-01 |
| CN106413935B (zh) | 2019-04-16 |
| US10730092B2 (en) | 2020-08-04 |
| KR102007557B1 (ko) | 2019-08-05 |
| JPWO2015199231A1 (ja) | 2017-05-25 |
| MX2016017226A (es) | 2017-04-27 |
| CN106413935A (zh) | 2017-02-15 |
| WO2015199231A1 (ja) | 2015-12-30 |
| JP6458802B2 (ja) | 2019-01-30 |
| RU2016150578A (ru) | 2018-07-26 |
| BR112016030404A8 (pt) | 2021-03-16 |
| RU2668171C2 (ru) | 2018-09-26 |
| EP3162456B1 (en) | 2024-10-02 |
| MX389856B (es) | 2025-03-20 |
| TWI619564B (zh) | 2018-04-01 |
| TW201611921A (en) | 2016-04-01 |
| CA2953313A1 (en) | 2015-12-30 |
| CA2953313C (en) | 2020-09-01 |
| EP3162456A4 (en) | 2018-03-14 |
| EP3162456A1 (en) | 2017-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170010832A (ko) | 프레스 성형품의 제조 방법 및 프레스 금형 | |
| JP6128226B2 (ja) | プレス成形品及びプレス成形品の製造方法並びにプレス成形品の製造装置 | |
| CN109562427B (zh) | 冲压成型品的制造方法 | |
| JP6052479B1 (ja) | プレス成形品の製造方法、プレス成形品及びプレス装置 | |
| CN111727089B (zh) | 冲压部件的制造方法、冲压成型装置和冲压成型用的金属板 | |
| KR101874277B1 (ko) | 프레스 성형품의 제조 방법, 프레스 성형품, 금형 및 프레스 장치 | |
| KR101928686B1 (ko) | 프레스 성형품의 제조 방법, 프레스 성형품 및 프레스 장치 | |
| KR102003631B1 (ko) | 프레스 성형 방법 및 프레스 성형 금형 | |
| KR101579028B1 (ko) | 폐단면 구조 부품의 제조 방법 및 장치 | |
| JP6152911B1 (ja) | プレス成形方法 | |
| JP7111057B2 (ja) | プレス成形方法 | |
| WO2020121591A1 (ja) | プレス成形方法 | |
| JP6665612B2 (ja) | プレス成形品の製造方法及びプレス装置 | |
| KR102545155B1 (ko) | 프레스 성형 방법 | |
| JP2023075017A (ja) | プレス成形方法およびプレス成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| PA0105 | International application |
Patent event date: 20161223 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180417 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180917 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20180417 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20180917 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20180615 Comment text: Amendment to Specification, etc. Patent event code: PX09012R01I Patent event date: 20161223 Comment text: Amendment to Specification, etc. |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20190115 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| PX0701 | Decision of registration after re-examination |
Patent event date: 20190624 Comment text: Decision to Grant Registration Patent event code: PX07013S01D Patent event date: 20190314 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20181211 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20180917 Comment text: Decision to Refuse Application Patent event code: PX07011S01I Patent event date: 20180615 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20161223 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190730 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190730 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20220701 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220701 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230628 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240702 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20250630 Start annual number: 7 End annual number: 7 |