KR20170011663A - 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 - Google Patents
발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 Download PDFInfo
- Publication number
- KR20170011663A KR20170011663A KR1020150104654A KR20150104654A KR20170011663A KR 20170011663 A KR20170011663 A KR 20170011663A KR 1020150104654 A KR1020150104654 A KR 1020150104654A KR 20150104654 A KR20150104654 A KR 20150104654A KR 20170011663 A KR20170011663 A KR 20170011663A
- Authority
- KR
- South Korea
- Prior art keywords
- nano
- plating
- powder
- solder
- multilayered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/40—Making wire or rods for soldering or welding
-
- B22F1/02—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams or slurries
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/04—Electroplating: Baths therefor from solutions of chromium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/26—Electroplating: Baths therefor from solutions of cadmium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/34—Electroplating: Baths therefor from solutions of lead
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/54—Electroplating: Baths therefor from solutions of metals not provided for in groups C25D3/04 - C25D3/50
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
본 발명에 의하면, 나노층을 갖는 마이크로 미터 크기의 분말 페이스트 제조가 가능하여 크기가 마이크로 사이즈이지만, 분말은 모두 나노 층으로 교대로 적층되므로 나노 분말처럼 저온 접합용으로 사용할 수 있고, 기존의 나노 분말과 달리 쉽게 산화되지 않고, 화재의 위험이나 인체 침투의 위험이 적고, 대기 중에서 보관 가능하고, 상온에서 인접한 입자와 엉켜붙어 성장하는 현상이 없으며, 나노 적층을 갖는 마이크로미터 크기의 분말과 나노 적층이 없는 일반 분말을 혼합하여 사용하는 경우, 저온 접합이 가능하면서 나노 적층 분말만으로 이루어진 경우에 비해 나노 적층 분말의 비율이 감소되어 가격을 더욱 낮출 수 있는 효과가 있다.
Description
도 2는 종래기술 2에 의한 복합은나노 입자의 저온 생성 반응의 제1 공정의 설명도이다.
도 3은 본 발명의 제1 실시예에 의한 솔더 분말 제조 방법을 도시한 블록도이다.
도 4는 본 발명의 제1 실시예에 의한 솔더 분말 제조 방법 수행시 분쇄하기 전 벌크형태로 Sn-Cu가 교대로 나노 다층 도금된 예를 나타낸 사진이다.
도 5는 본 발명의 제1 실시예에 의한 솔더 분말 제조 방법에서 나노 다층 도금층을 형성하기 위한 다층 도금층 제조 장치를 도시한 개략도이다.
도 6은 본 발명의 제2 실시예에 의한 솔더 분말 제조 방법을 도시한 블록도이다.
도 7은 본 발명의 제2 실시예에 의한 솔더 분말 제조 방법에 의해 제조된 나도 다층 도금 솔더 분말 및 바렐 도금장치를 도시한 개략도이다.
도 8은 본 발명의 제2 실시예에 의한 솔더 분말 제조 방법에 의해 제조된 나도 다층 도금층의 표면을 확대한 사진이다.
도 9는 본 발명의 제1 실시예에 의한 솔더 페이스트 제조 방법을 도시한 블록도이다.
도 10은 본 발명의 제1 실시예에 의한 솔더 페이스트 제조 방법에서 분쇄로 제조된 나노 다층 도금 페이스트의 공정도이다.
도 11은 본 발명의 제1 실시예에 의한 솔더 페이스트를 이용한 저온 접합 방법을 도시한 블록도이다.
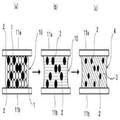
도 12는 본 발명의 제1 실시예에 의한 솔더 페이스트를 이용한 저온 접합 방법에서 나노 도금층 분말과 일반 솔더와의 혼합한 페이스트를 사용하여 접합한 상태를 도시한 개략도이다.
도 13은 본 발명의 제1 실시예에 의한 솔더 페이스트를 이용한 저온 접합 방법에서 나노 도금층 분말만을 사용하여 접합한 상태를 도시한 개략도이다.
도 14는 본 발명의 제1 실시예에 의한 솔더 페이스트를 이용한 저온 접합 방법 구현시 나노 도금층 두께가 각각 50nm인 Sn-Cu 나노 다층 도금 DSC 분석결과를 나타낸 그래프이다.
도 15는 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Ni-Cu 다층 금속 도금 박막의 가열 시 열 특성을 DTA(Differential Thermal Analysis)로 측정한 그래프이다.
도 16은 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Ni-Cu 다층 금속 도금 박막을 접합 매개물로 이용하여 600℃, 700℃, 800℃, 1000℃에서 10분간 304스테인레스강을 저온 접합한 사진이다.
도 17은 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Ni-Cu 다층 금속 도금 박막을 접합 매개물로 이용하여 900℃에서 10분간 304스테인레스강을 저온 접합한 후 인장 시험한 파면 사진이다.
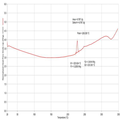
도 18은 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 가열 시 열 특성을 DSC(Differential Scanning Calorimetry)로 측정한 그래프이다.
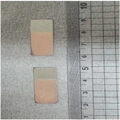
도 19는 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막을 구리기판 위에 형성한 사진이다.
도 20은 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막을 접합매개물로 사용하여 10-3 torr의 진공로에서 160℃, 170℃, 210℃의 각각의 온도로 10분간 구리판을 저온 접합한 사진이다.
도 21은 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Cu-Ag 다층 금속 도금 박막의 가열 시 열 특성을 DTA로 측정한 그래프이다.
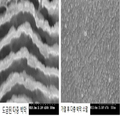
도 22는 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 가열 전 도금된 상태 그대로의 다층 금속 박막 층(좌)과 가열 후 확산으로 다층 금속 박막 층이 소멸된(우) 모습의 사진이다.
도 23은 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Ni-Cu 다층 금속 도금 박막의 가열 전 도금된 상태 그대로의 다층 금속 박막 층(좌)과 가열 후 확산으로 다층 금속 박막 층이 소멸된(우) 모습의 사진이다.
도 24는 본 발명의 다층 금속으로 제조된 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 가열 전 도금된 상태 그대로의 다층 금속 도금 박막을 XRD로 상분석한 결과 비정질 특성(좌)이 나타나는 그래프와, 가열 후 확산으로 다층 금속 박막 층이 소멸된 상태를 XRD로 상분석한 결과 결정질 특성(우)이 나타나는 모습의 그래프이다.
도 25는 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 각 두 개의 도금층 두께의 합이 5㎛로 두껍게 제조하여 단면부를 나타낸 전자현미경(SEM) 사진이다.
도 26은 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 각 두 개의 도금층 두께의 합이 5㎛로 두껍게 제조하여 시차 주사 열량계(DSC)를 이용한 열특성을 측정한 가열 그래프이다.
도 27은 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 각 두 개의 도금층 두께의 합이 5㎛로 두껍게 제조하여 발열 접합 예정부의 접합 후 실제 단면부를 나타낸 광학현미경 사진이다.
도 28은 발열 특성이 나타나는 Sn-Cu 다층 금속 도금 박막의 층수를 6층으로 적게 하여 제조하여 저온접합 한 구리전극 단면부를 나타낸 광학현미경 사진이다.
도 29는 발열 특성이 나타나는 다층 금속 도금 박막의 도금 시간을 길게 하여 전체 도금 두께가 300㎛인 것으로 제조한 Sn-Cu계 금속 도금 박막의 단면부를 나타낸 광학현미경 사진이다.
440: 제 2 피접합물
450: 솔더 분말
460: 상용 솔더
Claims (21)
- 도금 대상물의 표면에 오염물이나 산화물 제거를 위해 전처리하는 단계;
상기 도금 대상물에 전해도금법을 이용하여 나노 다층 도금층을 형성하는 단계;
상기 도금 대상물에 형성된 나노 다층 도금층을 박리하는 단계; 및
상기 박리된 나노 다층 도금층을 분쇄하는 단계를 포함하는 솔더 분말 제조 방법.
- 상용 솔더 분말을 바렐 도금장치 내에 반입시키는 단계;
상기 상용 솔더 분말의 표면에 오염물이나 산화물 제거를 위해 전처리하는 단계;
상기 상용 솔더 분말 표면에 나노 다층 도금층을 형성하는 단계;
상기 나노 다층 도금층이 형성된 솔더 분말을 상기 바렐 도금장치에서 반출시키는 단계; 및
상기 반출된 솔더 분말을 세척 및 건조하는 단계를 포함하는 솔더 분말 제조 방법.
- 제1항 또는 제2항에 있어서,
상기 나노 다층 도금층은 두 종류 이상의 원소 혹은 그 합금이 교대로 도금되어 적층된 다층의 금속 분말을 사용하는 솔더 분말 제조 방법.
- 제1항에 있어서,
상기 나노 다층 도금막은 다층 내 교대로 도금되는 두 층 두께의 합이 0.1㎚에서 5㎛ 이하 범위의 두께로 형성되는 솔더 분말 제조 방법.
- 제1항에 있어서,
상기 나노 다층 도금막은 Sn(주석), Cu(구리), Zn(아연), Ni(니켈), Ti(티타늄), V(바나듐), Cr(크롬), Mn(망간), Fe(철), Co(코발트), Ga(갈륨), Ge(저마늄), As(비소), Al(알루미늄), Zr(지르코늄), Nb(나이오븀), Mo(몰리브덴), Tc(테크네튬), Ru(루테늄), Rh(로듐), Pd(팔라듐), Ag(은), Cd(카드뮴), In(인듐), Sb(안티몬), Te(텔루륨), Hf(하프늄), Ta(탄탈륨), W(텅스텐), Re(레늄), Os(오스뮴), Ir(이리듐), Pt(백금), Au(금), Tl(탈륨), Pb(납), Bi(비스무트), Po(폴로늄) 원소로 이루어진 군에서 둘 이상을 포함하는 금속층인 솔더 분말 제조 방법.
- 제5항에 있어서,
상기 나노 다층 도금막은 각각 다른 금속층이 6층 이상 적층되는 솔더 분말 제조 방법.
- 제1항 또는 제2항에 있어서,
상기 솔더 분말은 볼 밀(ball mill)법을 포함하는 분쇄방법 또는 바렐 (barrel) 도금법에 의해 형성되는 솔더 분말 제조 방법.
- 전해 도금법에 의해 형성된 나노 다층 도금층을 분쇄하여 제조된 솔더 분말 또는 바렐 도금법에 의해 상용 솔더의 표면에 나노 다층 도금층을 형성하여 제조된 솔더 분말 자체를 사용하거나, 상기 솔더 분말에 일반 솔더 분말을 혼합 사용하는 단계; 및
상기 솔더 분말 또는 상기 혼합 분말에 도금 대상물과 분말을 고정시켜 주는 바인더와 상기 도금 대상물 및 분말의 산화를 막아주기 위한 플럭스가 첨가되는 단계를 포함하는 솔더 페이스트 제조 방법.
- 제8항에 있어서,
상기 페이스트에 사용되는 금속 분말은 상기 전해도금법에 의해 형성된 나노 다층 도금층을 분쇄하여 제조된 솔더 분말 또는 상용 솔더의 표면에 나노 다층 도금층을 형성하여 제조된 솔더 분말만으로 이루어지거나, 일반 금속 분말에 상기 나노 다층 도금층 분말을 10% 이상 혼합한 분말인 솔더 페이스트 제조 방법.
- 제8항에 있어서,
상기 나노 다층 도금층은 두 종류 이상의 원소 혹은 그 합금이 교대로 도금되어 적층된 다층의 금속 분말을 사용하는 솔더 페이스트 제조 방법.
- 제8항에 있어서,
상기 나노 다층 도금막은 다층 내 교대로 도금되는 두 층 두께의 합이 0.1㎚에서 5㎛ 이하 범위의 두께로 형성되는 솔더 페이스트 제조 방법.
- 제8항에 있어서,
상기 나노 다층 도금막은 Sn(주석), Cu(구리), Zn(아연), Ni(니켈), Ti(티타늄), V(바나듐), Cr(크롬), Mn(망간), Fe(철), Co(코발트), Ga(갈륨), Ge(저마늄), As(비소), Al(알루미늄), Zr(지르코늄), Nb(나이오븀), Mo(몰리브덴), Tc(테크네튬), Ru(루테늄), Rh(로듐), Pd(팔라듐), Ag(은), Cd(카드뮴), In(인듐), Sb(안티몬), Te(텔루륨), Hf(하프늄), Ta(탄탈륨), W(텅스텐), Re(레늄), Os(오스뮴), Ir(이리듐), Pt(백금), Au(금), Tl(탈륨), Pb(납), Bi(비스무트), Po(폴로늄) 원소로 이루어진 군에서 둘 이상을 포함하는 금속층인 솔더 페이스트 제조 방법.
- 제12항에 있어서,
상기 나노 다층 도금막은 각각 다른 금속층이 6층 이상 적층되는 솔더 페이스트 제조 방법.
- 전해도금법에 의해 형성된 나노 다층 도금층을 분쇄하여 제조된 솔더 분말 또는 상용 솔더의 표면에 나노 다층 도금층을 형성하여 제조된 솔더 분말을 사용하거나, 상기 솔더 분말에 의해 제조된 솔더 페이스트를 제 1 및 제 2 피접합물의 접합면의 사이에 도포하는 단계;
상기 제 1 및 제 2 피접합물을 저온에서 가열하는 단계; 및
상기 다층 도금막들의 상호 반응에 의해 저온에서 접합되는 단계를 포함하는 솔더 페이스트를 이용한 저온 접합 방법.
- 제14항에 있어서,
상기 제 1 및 제 2 피접합물은 금속, 세라믹 및 고분자재료를 포함하는 고체형태의 피접합체인 솔더 페이스트를 이용한 저온 접합 방법.
- 제14항에 있어서,
상기 나노 다층 도금층은 다층 내 교대로 도금되는 두 층 두께의 합이 0.1㎚에서 5㎛ 이하 범위의 두께로 형성되는 솔더 페이스트를 이용한 저온 접합 방법.
- 제14항에 있어서,
상기 나노 다층 도금층은 전체의 두께가 0.6nm 내지 300㎛까지 범위의 두께로 형성되는 솔더 페이스트를 이용한 저온 접합 방법.
- 제14항에 있어서,
상기 나노 다층 도금층은 적어도 6개 이상의 박막층이 적층되어 있는 구조의 비정질 특성을 갖는 솔더 페이스트를 이용한 저온 접합 방법.
- 제14항에 있어서,
상기 나노 다층 도금층은 비정질의 특성을 갖는 솔더 페이스트를 이용한 저온 접합 방법.
- 제14항에 있어서,
상기 나노 다층 도금막은 도금층을 구성하는 전체 벌크 조성의 융점보다 낮은 온도에서 접합재로 사용되는 비정질에서 결정질로의 변화에 의한 발열 특성을 갖는 솔더 페이스트를 이용한 저온 접합 방법.
- 제1항에 있어서,
상기 솔더 페이스트는 상기 나노 다층 도금막의 각각의 도금층들이 비정질에서 결정질로의 변화에 의한 발열반응에 의해 피접합물들을 저온 접합하는 소재인 솔더 페이스트를 이용한 저온 접합 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150104654A KR20170011663A (ko) | 2015-07-23 | 2015-07-23 | 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150104654A KR20170011663A (ko) | 2015-07-23 | 2015-07-23 | 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170108445A Division KR101888526B1 (ko) | 2017-08-28 | 2017-08-28 | 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170011663A true KR20170011663A (ko) | 2017-02-02 |
Family
ID=58151926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150104654A Ceased KR20170011663A (ko) | 2015-07-23 | 2015-07-23 | 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170011663A (ko) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110508973A (zh) * | 2019-09-11 | 2019-11-29 | 重庆群崴电子材料有限公司 | 一种纳米颗粒掺杂实现高温服役焊锡膏及其制备方法 |
| CN111715878A (zh) * | 2020-07-01 | 2020-09-29 | 西安交通大学 | 一种高性能复合纳米键合材料及制备方法 |
| CN113924186A (zh) * | 2019-05-27 | 2022-01-11 | 千住金属工业株式会社 | 焊料合金、焊料粉末以及焊接接头 |
| CN114985721A (zh) * | 2022-04-22 | 2022-09-02 | 福建农林大学 | 全金属组元Fe-Nb-Al系铁基非晶态合金粉末及其制备方法 |
| CN115319260A (zh) * | 2022-08-22 | 2022-11-11 | 中国航发北京航空材料研究院 | 用于TiAl合金/钢连接的Ti/Al+X复合中间层及扩散焊方法 |
| CN115815872A (zh) * | 2023-01-09 | 2023-03-21 | 广州汉源新材料股份有限公司 | 一种无铅无锑强化焊料合金及其制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101222304B1 (ko) | 2008-01-17 | 2013-01-15 | 가부시키가이샤 오우요우 나노류시 켄큐쇼 | 복합 은나노입자, 복합 은나노 페이스트, 그 제법, 제조장치, 접합방법 및 패턴 형성방법 |
| KR101276147B1 (ko) | 2009-09-03 | 2013-06-18 | 가부시키가이샤 무라타 세이사쿠쇼 | 솔더 페이스트, 그것을 사용한 접합 방법, 및 접합 구조 |
-
2015
- 2015-07-23 KR KR1020150104654A patent/KR20170011663A/ko not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101222304B1 (ko) | 2008-01-17 | 2013-01-15 | 가부시키가이샤 오우요우 나노류시 켄큐쇼 | 복합 은나노입자, 복합 은나노 페이스트, 그 제법, 제조장치, 접합방법 및 패턴 형성방법 |
| KR101276147B1 (ko) | 2009-09-03 | 2013-06-18 | 가부시키가이샤 무라타 세이사쿠쇼 | 솔더 페이스트, 그것을 사용한 접합 방법, 및 접합 구조 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113924186A (zh) * | 2019-05-27 | 2022-01-11 | 千住金属工业株式会社 | 焊料合金、焊料粉末以及焊接接头 |
| CN113924186B (zh) * | 2019-05-27 | 2022-12-16 | 千住金属工业株式会社 | 焊料合金、焊料粉末以及焊接接头 |
| CN110508973A (zh) * | 2019-09-11 | 2019-11-29 | 重庆群崴电子材料有限公司 | 一种纳米颗粒掺杂实现高温服役焊锡膏及其制备方法 |
| CN110508973B (zh) * | 2019-09-11 | 2021-07-06 | 重庆群崴电子材料有限公司 | 一种纳米颗粒掺杂实现高温服役焊锡膏及其制备方法 |
| CN111715878A (zh) * | 2020-07-01 | 2020-09-29 | 西安交通大学 | 一种高性能复合纳米键合材料及制备方法 |
| CN114985721A (zh) * | 2022-04-22 | 2022-09-02 | 福建农林大学 | 全金属组元Fe-Nb-Al系铁基非晶态合金粉末及其制备方法 |
| CN115319260A (zh) * | 2022-08-22 | 2022-11-11 | 中国航发北京航空材料研究院 | 用于TiAl合金/钢连接的Ti/Al+X复合中间层及扩散焊方法 |
| CN115815872A (zh) * | 2023-01-09 | 2023-03-21 | 广州汉源新材料股份有限公司 | 一种无铅无锑强化焊料合金及其制备方法 |
| CN115815872B (zh) * | 2023-01-09 | 2023-06-27 | 广州汉源新材料股份有限公司 | 一种无铅无锑强化焊料合金及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150132043A (ko) | 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 | |
| KR20170011663A (ko) | 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 | |
| US6680128B2 (en) | Method of making lead-free solder and solder paste with improved wetting and shelf life | |
| Chellvarajoo et al. | Microstructure and mechanical properties of Pb-free Sn–3.0 Ag–0.5 Cu solder pastes added with NiO nanoparticles after reflow soldering process | |
| Haseeb et al. | Effects of Co nanoparticle addition to Sn–3.8 Ag–0.7 Cu solder on interfacial structure after reflow and ageing | |
| TWI450786B (zh) | Solder powder and solder paste using this powder | |
| CN107579053B (zh) | 多层预成型片材 | |
| KR20170138336A (ko) | 접합재 | |
| KR101888526B1 (ko) | 발열 및 비정질 특성을 갖는 솔더 분말 제조 방법, 솔더 페이스트 제조 방법 및 솔더 페이스트를 이용한 저온 접합 방법 | |
| WO2021049437A1 (ja) | Sn-Bi-In系低融点接合部材およびその製造方法、ならびに半導体電子回路およびその実装方法 | |
| KR101944036B1 (ko) | 열전소자, 열전소자의 제조 방법 및 초경재료 접합방법 | |
| Wu et al. | A study of chemical reactions of silver and indium at 180° C | |
| Sharma et al. | Sn–Bi–Ag solder enriched with Ta2O5 nanoparticles for flexible mini-LED microelectronic packaging | |
| JP7091406B2 (ja) | Sn-Bi-In系低融点接合部材、微小部材および半導体電子回路、バンプの製造方法ならびに半導体電子回路の実装方法 | |
| KR101776151B1 (ko) | 비정질 및 발열 특성을 갖는 금속 도금막을 이용한 초경재료의 접합방법 | |
| JP7091405B2 (ja) | Sn-Bi-In系低融点接合部材および、その製造方法、ならびに半導体電子回路およびその実装方法 | |
| US20210273149A1 (en) | Thermoelectric module | |
| KR20160024827A (ko) | 다층 도금막을 이용한 피접합재 저온 접합 방법 | |
| KR101776148B1 (ko) | 비정질 및 발열특성을 갖는 금속 도금막을 이용한 피접합재 저온 접합 방법 | |
| KR20170011901A (ko) | 도금에 의한 발열 및 비정질 특성을 갖는 박판 제조방법 | |
| KR101818964B1 (ko) | 발열 및 비정질 특성을 가진 저온 접합용 브레이징 합금 저온 접합 방법 | |
| KR101818963B1 (ko) | 발열 및 비정질 특성을 갖는 접합소재 및 이의 제조방법 | |
| KR20170108892A (ko) | 저온 접합용 박막소재 | |
| KR102554104B1 (ko) | 비정질 특성을 갖는 접합소재 및 이의 제조방법 | |
| Tay et al. | Effect of addition Cobalt nanoparticles on Sn-Ag-Cu lead-free solder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20150723 |
|
| PA0201 | Request for examination | ||
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
Patent event date: 20151221 Comment text: Notification of Change of Applicant Patent event code: PN23011R01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20161121 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170615 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20161121 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| E601 | Decision to refuse application | ||
| E801 | Decision on dismissal of amendment | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170809 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20161121 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| PE0801 | Dismissal of amendment |
Patent event code: PE08012E01D Comment text: Decision on Dismissal of Amendment Patent event date: 20170809 Patent event code: PE08011R01I Comment text: Amendment to Specification, etc. Patent event date: 20170707 Patent event code: PE08011R01I Comment text: Amendment to Specification, etc. Patent event date: 20170321 |
|
| A107 | Divisional application of patent | ||
| PA0107 | Divisional application |
Comment text: Divisional Application of Patent Patent event date: 20170825 Patent event code: PA01071R01D |
|
| A107 | Divisional application of patent | ||
| PA0107 | Divisional application |
Comment text: Divisional Application of Patent Patent event date: 20170828 Patent event code: PA01071R01D |