KR20170028392A - 주물 주조 방법 - Google Patents
주물 주조 방법 Download PDFInfo
- Publication number
- KR20170028392A KR20170028392A KR1020177002882A KR20177002882A KR20170028392A KR 20170028392 A KR20170028392 A KR 20170028392A KR 1020177002882 A KR1020177002882 A KR 1020177002882A KR 20177002882 A KR20177002882 A KR 20177002882A KR 20170028392 A KR20170028392 A KR 20170028392A
- Authority
- KR
- South Korea
- Prior art keywords
- casting
- casting mold
- mold
- filler
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/001—Removing cores
- B22D29/003—Removing cores using heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
- B22C9/04—Use of lost patterns
- B22C9/046—Use of patterns which are eliminated by the liquid metal in the mould
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C5/00—Machines or devices specially designed for dressing or handling the mould material so far as specially adapted for that purpose
- B22C5/06—Machines or devices specially designed for dressing or handling the mould material so far as specially adapted for that purpose by sieving or magnetic separating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C5/00—Machines or devices specially designed for dressing or handling the mould material so far as specially adapted for that purpose
- B22C5/08—Machines or devices specially designed for dressing or handling the mould material so far as specially adapted for that purpose by sprinkling, cooling, or drying
- B22C5/085—Cooling or drying the sand together with the castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
- B22C9/108—Installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D30/00—Cooling castings, not restricted to casting processes covered by a single main group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D45/00—Equipment for casting, not otherwise provided for
- B22D45/005—Evacuation of fumes, dust or waste gases during manipulations in the foundry
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mold Materials And Core Materials (AREA)
- Casting Devices For Molds (AREA)
- Separation By Low-Temperature Treatments (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
도 1은 본 발명에 따른 공정을 나타내는 흐름도이다.
도 2 내지 도 8은 본 발명에 따른 방법의 성능의 상이한 단계에서의 서모리액터를 도시하며, 각각의 경우에서 세로축을 따른 단면으로 본 도면이다.
도 9는 도 2 내지 도 8에 대응하는 도면에서 주물을 제거하기 위해 개방된 열 반응기를 도시한다.
도 10은 주물을 냉각시키기 위한 장치를 도시한다.
도 11은 완성된 주물을 도시한다.
도 12는 도 2 내지 도 8에 대응하는 도면에서의 서모리액터의 수집 팬을 도시한다.
도 13은 코어용 주물사의 종축을 가로지르는 단면에서 코어용 주물사를 재생하기 위한 파쇄기를 도시한다.
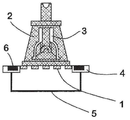
도 14는 도 2 내지 도 8에 대응하는 도면에서 주물을 주조하기 위한 주조 몰드를 도시한다.
도 15는 도 2 내지 도 8에 대응하는 도면에서 충전재로 채워진 저장 호퍼를 나타낸다.
2 주조 몰드(casting mould)
3 몰드 캐비티(mould cavity)
4 둘레 에지 견부(peripheral edge shoulder)
5 수집 팬(collecting pan)
6 밀봉 요소(sealing element)
7 인클로저(하우징)(enclosure(housing))
8 주조 몰드(2)의 둘레 면(peripheral surface)
9 인클로저(7)의 내면
10 충전 공간(filling space)
11 인클로저의 개구(opening of the enclosure)
12 분배 시스템(distribution system)
13 커버(cover)
14 커버(13)의 개구
15 가스 유입구(gas inlet)
16 흡입(intake)
17 냉각 터널(cooling tunnel)
18 분쇄기(crushing mill)
19 배기가스 출구(exhaust gas outlet)
B 파편(fragments)
F 충전재(filling material)
G 주물(casting part)
S1, S2 산소-함유 가스 유동(oxygen-containing gas flows)
T 서모리액터(thermoreactor)
U 환경(environment)
V 저장 호퍼(storage hopper)
[표 1]

[표 2]

Claims (15)
- 생산하고자 하는 주물을 형성하는 캐비티(3)를 둘러싸는 주조 금형에 용탕을 부어 주조하는 주물(G)의 주조 방법으로, 소실형 몰드로 설계되는 주조 몰드(2)가 코어용 주물사로 구성되는 몰드 재료로 형성되는 코어용 바인더 또는 하나 이상의 주조 몰드 부분, 바인더 및 선택적으로 몰드 재료의 특정 물성을 조정하기 위한 하나 이상의 첨가제로 구성되는 몰드 재료로 형성되고, 주물의 주조 방법이;
- 주조 몰드(2)를 제공하는 단계;
- 하우징(7)의 적어도 하나의 내부 면과 주조 몰드(2)의 외각 면 섹션(8) 사이에 충전 공간(10)을 형성하도록 하우징(7) 내에 주조 몰드(2)를 둘러싸는 단계;
- 자유-유동 충전재(F)로 충전 공간(10)을 채우는 단계;
- 용융 금속을 주조 몰드(2) 내로 주입하는 단계를 포함하되,
- 용융 금속을 주입한 결과로, 주조 몰드(2)가 고온 용융 금속에 의해 야기되는 열의 입력의 결과로 열을 방출하기 시작하고, 및
- 용융 금속에 의해 야기되는 열의 입력의 결과로, 몰드 재료의 바인더가 증발 및 연소하기 시작하여, 바인더가 그 효과를 상실하여 주조 몰드(2)를 파편들(B)로 분쇄시키는, 주물의 주조 방법에 있어서,
충전 공간(10) 내로 주입되어 충전 공간(10)을 채운 후, 충전재(F)에 의해 형성되는 충전재 패킹이 가스 유동(S1, S2)이 투과될 수 있을 정도로 충전재(F)의 겉보기 밀도가 낮고, 충전 공간(10)을 채우자마자 충전재(F)가 최소 온도(Tmin)에 있고, 주조 몰드(2)로부터 방출되는 열과 바인더가 연소하는 동안에 배출되는 열을 통해 발생하는 공정 열의 결과로 충전재(F)가 최소 온도(Tmin)에서부터 바인더가 주조 몰드(2)로부터 증발하고 충전재(F)와 접촉하기 시작하는 바인더가 발화 및 연소하기 시작하는 경계 온도(Tbound)를 상회하는 온도로 상승하는 것을 특징으로 하는, 주물의 주조 방법. - 제1항에 있어서, 겉보기 밀도(Sd)와 비열 용량(cp)의 곱(P)이 최대 1kJ/d㎥K 에 이르는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 겉보기 밀도(Sd)가 최대 4kg/d㎥에 이르는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 충전재(F)의 비열 용량(cp)이 최대 1kJ/kgK인 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 충전재(F)가 1.5 내지 100mm의 평균 직경을 갖는 과립으로 형성되는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 충전재(F)로 충전 공간(10)을 충전하는 동안, 충전재(F)의 온도가 적어도 500℃에 이르는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 경계 온도(Tbound)가 700℃에 이르는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 인클로저가 가스 유입구(15) 및 배기가스 출구(19)를 구비하고, 충전 공간(10)에 포함되어 있는 충전재(F)가, 적어도 이따금씩 그리고 특정 구간에서, 산소-함유 기체 유동(S1, S2)을 통해 유동되는 것을 특징으로 하는 주물의 주조 방법.
- 제7항에 있어서, 가스 유동(S1, S2)이 실온을 상회하는 온도로 가열되는 것을 특징으로 하는 주물의 주조 방법.
- 제7항 내지 제9항 중 어느 한 항에 있어서, 배기가스 출구(19)로부터 배출되는 배기가스 체적 유량에 따라 상기 가스 유동(S1, S2)이 조절되는 것을 특징으로 하는 주물의 주조 방법.
- 제7항 내지 제10항 중 어느 한 항에 있어서, 배기가스 출구(19)에서 배기가스 측정이 수행되고, 그 측정 결과에 따라 가스 유동(S1, S2)이 조절되는 것을 특징으로 하는 주물의 주조 방법.
- 제7항 내지 제11항 중 어느 한 항에 있어서, 배기가스 출구(19)로부터 나오는 연소 가스의 부분 유동이 산소-함유 가스 유동(S1, S2)과 혼합되고, 이렇게 혼합된 혼합물이 하우징(7) 내로 공급되는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 바인더의 연소 생성물에 함유되어 있는 독성 물질을 분해하기 위한 촉매 컨버터가 하우징(7)에 장착되어 있는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 주조 몰드(2)가 체 베이스(1) 상에 배치되고, 체 베이스(1)를 통해 새어 나오는 주조 몰드(2)의 파편(B)과 충전재(F)가 함께 수집 및 처리되며, 후속 공정에서 이들이 분리되는 것을 특징으로 하는 주물의 주조 방법.
- 선행 청구항들 중 어느 한 항에 있어서, 주조 몰드(2)를 분쇄한 후에, 주물(G)이 열처리를 거치는 동안 특정 냉각 곡선에 따라 제어되는 방식으로 냉각되는 것을 특징으로 하는 주물의 주조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014110826.4A DE102014110826A1 (de) | 2014-07-30 | 2014-07-30 | Verfahren zum Gießen von Gussteilen |
| DE102014110826.4 | 2014-07-30 | ||
| PCT/EP2015/066546 WO2016016035A1 (de) | 2014-07-30 | 2015-07-20 | VERFAHREN ZUM GIEßEN VON GUSSTEILEN |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170028392A true KR20170028392A (ko) | 2017-03-13 |
| KR101845505B1 KR101845505B1 (ko) | 2018-05-18 |
Family
ID=53673104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177002882A Active KR101845505B1 (ko) | 2014-07-30 | 2015-07-20 | 주물 주조 방법 |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US9890439B2 (ko) |
| EP (2) | EP3597329B1 (ko) |
| JP (1) | JP6275324B2 (ko) |
| KR (1) | KR101845505B1 (ko) |
| CN (1) | CN106536083B (ko) |
| BR (1) | BR112016023696B8 (ko) |
| CA (1) | CA2948750C (ko) |
| DE (1) | DE102014110826A1 (ko) |
| DK (1) | DK3119545T3 (ko) |
| ES (2) | ES2984524T3 (ko) |
| HR (2) | HRP20192115T1 (ko) |
| HU (2) | HUE046428T2 (ko) |
| MX (1) | MX361595B (ko) |
| PL (2) | PL3597329T3 (ko) |
| PT (1) | PT3119545T (ko) |
| RS (2) | RS65376B1 (ko) |
| RU (1) | RU2645824C1 (ko) |
| SI (1) | SI3119545T1 (ko) |
| WO (1) | WO2016016035A1 (ko) |
| ZA (1) | ZA201606111B (ko) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106077474A (zh) * | 2016-07-26 | 2016-11-09 | 柳州金特新型耐磨材料股份有限公司 | 一种后桥壳体热处理工艺 |
| US10378661B2 (en) | 2016-11-08 | 2019-08-13 | Mueller International, Llc | Valve body with integral bypass |
| US10661332B2 (en) | 2017-04-10 | 2020-05-26 | Mueller International, Llc | Monolithic bypass |
| KR102703076B1 (ko) * | 2018-12-04 | 2024-09-06 | 현대자동차주식회사 | 유로부가 형성된 주조품 제조 방법 및 그 방법에 의해 제조되는 주조품 |
| KR102726693B1 (ko) * | 2019-01-31 | 2024-11-06 | 현대자동차주식회사 | 유로부가 형성된 주조품 제조 방법 및 그 방법에 의해 제조되는 주조품 |
| CN110153445A (zh) * | 2019-05-31 | 2019-08-23 | 东莞市乔锋机械有限公司 | 一种高比强度比刚度材料增强的夹芯结构 |
| DE102021115727A1 (de) * | 2021-06-17 | 2022-12-22 | Fritz Winter Eisengiesserei Gmbh & Co. Kg | Verfahren zum Gießen von Gussteilen |
| CN115229121A (zh) * | 2022-06-22 | 2022-10-25 | 青岛宏新天机械有限公司 | 一种复杂内腔结构的液力脉动振荡器的制作方法 |
| CN116174660B (zh) * | 2023-04-25 | 2023-06-30 | 蓬莱三和铸造有限公司 | 一种用于矿车平衡轴的高精度铸造装置 |
| KR102704044B1 (ko) | 2023-06-16 | 2024-09-05 | 김영구 | 효율성 및 안전성이 개선된 주조 몰딩라인 제조시스템 |
| CN119772115B (zh) * | 2025-03-11 | 2025-05-23 | 四川法拉特不锈钢铸造有限公司 | 用于砂型铸造的造型装置 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1187768B (de) * | 1959-04-13 | 1965-02-25 | Howe Sound Co | Verfahren zum Herstellen von Giessereiformmasken |
| DE2044171C2 (de) | 1970-09-05 | 1972-05-31 | Lottermoser, Manfred, Dipl.-Phys., 3201 Barienrode | Verfahren zum härten von giessereifomteilen |
| DE2146031A1 (de) * | 1971-09-15 | 1973-03-22 | Eduard Dipl Ing Baur | Giessform und schalenfoermige trichter fuer giessformen |
| DE3107180C2 (de) * | 1981-02-26 | 1984-02-02 | C.T.Z. Plan GmbH Industrieplanung und -beratung, 6361 Niddatal | Verfahren zur Herstellung von durch Kühlung gebundenen Schalenformen und Kernen für das Gießen von Metallen |
| CH652428A5 (de) * | 1981-03-24 | 1985-11-15 | Canron Inc Crissier | Auf dem gleis fahrbare schotterplaniermaschine. |
| JPS5829566A (ja) | 1981-07-22 | 1983-02-21 | Toyota Motor Corp | フルモ−ルド鋳造法 |
| DE3323697C1 (de) * | 1983-07-01 | 1985-02-28 | Gerhard 5905 Freudenberg Müller-Späth | Verfahren zum Herstellen eines Giessstueckes in einer Giessform |
| US5086019A (en) * | 1986-09-16 | 1992-02-04 | Lanxide Technology Company, Lp | Reservoir feed method of making ceramic composite structures and structures made thereby |
| JPH0635047B2 (ja) * | 1987-11-06 | 1994-05-11 | トヨタ自動車株式会社 | 中子の除去方法 |
| JPH03465A (ja) * | 1989-05-26 | 1991-01-07 | Toyota Motor Corp | 中子除去方法 |
| EP0546210B2 (en) | 1991-05-24 | 2003-07-09 | Consolidated Engineering Company, Inc. | Method and apparatus for heat treating metal castings |
| JP2849213B2 (ja) | 1992-08-13 | 1999-01-20 | コンソリデイティッド エンジニアリング カンパニー オブ ジョージア,インコーポレイテッド | 金属キャスティングの熱処理および炉内砂回収 |
| JPH1122658A (ja) | 1997-07-04 | 1999-01-26 | Sanden Corp | スクロール型圧縮機 |
| DE19813847A1 (de) * | 1998-03-27 | 1999-09-30 | Wagner Heinrich Sinto Masch | Gießform und Verfahren zu deren Herstellung |
| US6910522B2 (en) * | 1999-07-29 | 2005-06-28 | Consolidated Engineering Company, Inc. | Methods and apparatus for heat treatment and sand removal for castings |
| CA2391349C (en) | 1999-07-29 | 2009-09-15 | Consolidated Engineering Company, Inc. | A method and apparatus for the heat treatment and sand core removal for castings |
| US6776219B1 (en) * | 1999-09-20 | 2004-08-17 | Metal Matrix Cast Composites, Inc. | Castable refractory investment mold materials and methods of their use in infiltration casting |
| CA2461797A1 (en) | 2001-09-14 | 2003-03-27 | Bernhard Stauder | Method for producing castings, molding sand and its use for carrying out said method |
| DE10209183A1 (de) * | 2002-03-04 | 2003-10-02 | Vaw Mandl & Berger Gmbh Linz | Formstoff für die Herstellung von Gießformteilen |
| US6766850B2 (en) * | 2001-12-27 | 2004-07-27 | Caterpillar Inc | Pressure casting using a supported shell mold |
| US6662854B2 (en) * | 2002-04-05 | 2003-12-16 | Ashland Inc. | Cold-box foundry binder systems having improved shakeout |
| CA2543327A1 (en) | 2003-10-28 | 2005-05-19 | Hos Hottinger Systems Gbr | Method for casting moulded parts |
| KR100901034B1 (ko) * | 2004-04-01 | 2009-06-04 | 신토고교 가부시키가이샤 | 감압 주형조형의 주탕 방법, 장치 및 주물 |
| DE102005046027A1 (de) | 2005-09-05 | 2007-03-08 | HOS Hottinger Systems GbR (vertretungsberechtigter Gesellschafter: Walter Leo Pöhlandt, 68782 Brühl) | Verfahren zum Gießen von Formteilen |
| JP5015841B2 (ja) | 2008-03-31 | 2012-08-29 | トヨタ自動車株式会社 | 成形型予熱装置及び成形型予熱方法 |
| US8656983B2 (en) * | 2010-11-22 | 2014-02-25 | Halliburton Energy Services, Inc. | Use of liquid metal filters in forming matrix drill bits |
| DE102012103884A1 (de) * | 2012-05-03 | 2013-11-07 | Fritz Winter Eisengiesserei Gmbh & Co. Kg | Verfahren zum Gießen eines mit mindestens einer Durchgangsöffnung versehenen Gussteils |
-
2014
- 2014-07-30 DE DE102014110826.4A patent/DE102014110826A1/de not_active Withdrawn
-
2015
- 2015-07-20 RS RS20240402A patent/RS65376B1/sr unknown
- 2015-07-20 RU RU2016141603A patent/RU2645824C1/ru active
- 2015-07-20 HR HRP20192115TT patent/HRP20192115T1/hr unknown
- 2015-07-20 RS RS20191524A patent/RS59702B1/sr unknown
- 2015-07-20 DK DK15738697T patent/DK3119545T3/da active
- 2015-07-20 PL PL19193631.9T patent/PL3597329T3/pl unknown
- 2015-07-20 EP EP19193631.9A patent/EP3597329B1/de active Active
- 2015-07-20 KR KR1020177002882A patent/KR101845505B1/ko active Active
- 2015-07-20 PL PL15738697T patent/PL3119545T3/pl unknown
- 2015-07-20 PT PT157386970T patent/PT3119545T/pt unknown
- 2015-07-20 HR HRP20240471TT patent/HRP20240471T1/hr unknown
- 2015-07-20 ES ES19193631T patent/ES2984524T3/es active Active
- 2015-07-20 HU HUE15738697A patent/HUE046428T2/hu unknown
- 2015-07-20 CA CA2948750A patent/CA2948750C/en active Active
- 2015-07-20 HU HUE19193631A patent/HUE066606T2/hu unknown
- 2015-07-20 WO PCT/EP2015/066546 patent/WO2016016035A1/de not_active Ceased
- 2015-07-20 MX MX2016012496A patent/MX361595B/es active IP Right Grant
- 2015-07-20 EP EP15738697.0A patent/EP3119545B1/de active Active
- 2015-07-20 SI SI201531007T patent/SI3119545T1/sl unknown
- 2015-07-20 CN CN201580040068.5A patent/CN106536083B/zh active Active
- 2015-07-20 BR BR112016023696A patent/BR112016023696B8/pt active IP Right Grant
- 2015-07-20 ES ES15738697T patent/ES2759264T3/es active Active
- 2015-07-20 JP JP2017505184A patent/JP6275324B2/ja active Active
- 2015-07-20 US US15/315,079 patent/US9890439B2/en active Active
-
2016
- 2016-09-02 ZA ZA2016/06111A patent/ZA201606111B/en unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101845505B1 (ko) | 주물 주조 방법 | |
| CA1193067A (en) | Apparatus for and method of reclaiming used foundry sand | |
| EP0141666B1 (en) | Method of reclaiming sand used in evaporative casting process | |
| EP0025818A1 (en) | Method of casting shell molds | |
| US12337377B2 (en) | Method for casting castings | |
| JP6126746B2 (ja) | 軽金属溶湯から鋳造された鋳造物を鋳型から離型する方法 | |
| EP0835704A1 (en) | Method of regenerating casting sand | |
| CN105903898B (zh) | 壳模烧结方法及装置 | |
| JPWO1997026097A1 (ja) | 鋳物砂の再生方法 | |
| CN205834112U (zh) | 壳模烧结装置 | |
| BR112023025405B1 (pt) | Processo para fundir peças fundidas | |
| KR20220116591A (ko) | 금속으로된 주물을 열처리하는 향상된 방법 | |
| RU2308352C2 (ru) | Способ теплоизоляции жидкого металла | |
| Dereń et al. | Influence of reclamation process on the ecological quality of reclaim sand | |
| US3590903A (en) | Production of metal castings | |
| SU865491A1 (ru) | Способ прокалки керамических изделий и установка дл его осуществлени | |
| JPH03161144A (ja) | 鋳型粘結材の完全燃焼方法 | |
| JPS5817126B2 (ja) | 活性炭再生装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20170201 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| AMND | Amendment | ||
| A302 | Request for accelerated examination | ||
| PA0302 | Request for accelerated examination |
Patent event date: 20170308 Patent event code: PA03022R01D Comment text: Request for Accelerated Examination |
|
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170407 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20171128 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170407 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20171128 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20171011 Comment text: Amendment to Specification, etc. Patent event code: PX09012R01I Patent event date: 20170202 Comment text: Amendment to Specification, etc. |
|
| PX0701 | Decision of registration after re-examination |
Patent event date: 20180307 Comment text: Decision to Grant Registration Patent event code: PX07013S01D Patent event date: 20180227 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20171128 Comment text: Decision to Refuse Application Patent event code: PX07011S01I Patent event date: 20171011 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I Patent event date: 20170202 Comment text: Amendment to Specification, etc. Patent event code: PX07012R01I |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20180329 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20180330 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20210223 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20210223 Start annual number: 4 End annual number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20220317 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220317 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240222 Start annual number: 7 End annual number: 7 |