KR20170032928A - 박형 커버 글라스의 사이드 에지 연마장치 - Google Patents
박형 커버 글라스의 사이드 에지 연마장치 Download PDFInfo
- Publication number
- KR20170032928A KR20170032928A KR1020150130303A KR20150130303A KR20170032928A KR 20170032928 A KR20170032928 A KR 20170032928A KR 1020150130303 A KR1020150130303 A KR 1020150130303A KR 20150130303 A KR20150130303 A KR 20150130303A KR 20170032928 A KR20170032928 A KR 20170032928A
- Authority
- KR
- South Korea
- Prior art keywords
- cover glass
- thin cover
- abrasive tape
- side edge
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000006059 cover glass Substances 0.000 claims abstract description 145
- 238000005498 polishing Methods 0.000 claims abstract description 117
- 230000007246 mechanism Effects 0.000 claims abstract description 40
- 239000000463 material Substances 0.000 claims abstract description 5
- 239000003082 abrasive agent Substances 0.000 claims abstract description 4
- 238000000034 method Methods 0.000 claims description 18
- 230000003028 elevating effect Effects 0.000 claims description 13
- 238000001514 detection method Methods 0.000 claims description 6
- 238000004804 winding Methods 0.000 claims description 2
- 238000007517 polishing process Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 239000002245 particle Substances 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 239000006061 abrasive grain Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000005341 toughened glass Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007518 final polishing process Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000036632 reaction speed Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
- B24B21/06—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces involving members with limited contact area pressing the belt against the work, e.g. shoes sweeping across the whole area to be ground
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
- B24B21/06—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces involving members with limited contact area pressing the belt against the work, e.g. shoes sweeping across the whole area to be ground
- B24B21/08—Pressure shoes; Pressure members, e.g. backing belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
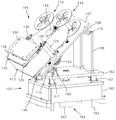
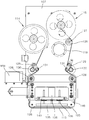
도 2 내지 도 4는 본 발명의 일실시예에 따른 박형 커버 글라스의 사이드 에지 연마장치의 일부 구성을 나타낸 사시도들이다.
도 5는 본 발명의 일실시예에 따른 박형 커버 글라스의 사이드 에지 연마장치의 연마 유닛을 나타낸 평면도이다.
도 6은 본 발명의 일실시예에 따른 박형 커버 글라스의 사이드 에지 연마장치의 연마 유닛의 일부 구성을 분해하여 나타낸 사시도이다.
도 7은 본 발명의 일실시예에 따른 박형 커버 글라스의 사이드 에지 연마장치로 박형 커버 글라스의 사이드 에지를 연마하는 과정을 설명하기 위한 것이다.
101 : 연마 유닛 102 : 지지 유닛
103 : 고정 유닛 104 : 이송 유닛
105 : 제어 유닛 107 : 지지 프레임
108, 110 : 제 1, 2 슬라이드 부재 109, 111 : 장홈
113 : 연마 테이프 114 : 언와인더
115 : 리와인더 116 : 구동기
117 : 구동 휠 118 : 구동 기어
119 : 구동 풀리 120, 121 : 감속 기어
123 : 종동 기어 125 : 지지 롤러
126, 129 : 가이드 롤러 127 : 회전축
128, 142 : 스프링 130 : 회전 롤러
131 : 가압 롤러 132 : 종동 풀리
133 : 벨트 135 : 가압부재
138 : 가압기구 140 : 압력센서
141 : 감지부 143 : 지지판
145 : 진동 유닛 146 : 진동 프레임
149 : 가이드 바 150 : 고정판
152 : 캠 기구 153 : 캠 팔로워
154 : 연결 로드 155 : 롤러
156 : 캠 휠 157 : 캠
159, 167 : 모터 160 : 베이스
162 : 승강부재 164 : 승강기구
165 : 스크류축 166 : 너트 부재
168 : 지지 기둥 169 : 지지 바
170, 171 : 제 1, 2 연결부재 174, 175 : 제 1, 2 이송기구
176 : 회전기구
Claims (10)
- 박형 커버 글라스를 고정하는 고정 유닛;
상기 고정 유닛에 고정된 박형 커버 글라스에 접촉하여 상기 박형 커버 글라스의 사이드 에지를 연마하기 위해 띠 형태의 자재에 연마재가 부착되어 형성되는 연마 테이프;
상기 연마 테이프가 감기는 언와인더;
상기 언와인더에서 풀려 나오는 상기 연마 테이프가 되감기는 리와인더;
상기 언와인더에서 풀려 나와 상기 리와인더에 되감기는 상기 연마 테이프의 이송 경로 상에 배치되어 상기 연마 테이프를 상기 박형 커버 글라스의 사이드 에지로 가압하는 가압부재; 및
상기 박형 커버 글라스의 사이드 에지에 대한 상기 연마 테이프의 가압력을 조절하도록 상기 가압부재를 진퇴시키는 가압기구;를 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 1 항에 있어서,
상기 박형 커버 글라스의 사이드 에지에 대한 상기 연마 테이프의 가압력을 검출할 수 있도록 상기 가압부재에 설치되는 압력센서; 및
상기 압력센서의 검출 신호를 수신하여 상기 가압기구의 동작을 제어하는 제어 유닛;을 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 2 항에 있어서,
상기 압력센서는 상기 가압부재가 상기 연마 테이프를 가압하는 가압력에 의해 압축되어 전압을 발생하는 압전소자를 구비하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 1 항에 있어서,
상기 박형 커버 글라스와 상기 연마 테이프 중 어느 하나가 다른 하나에 대해 마찰하도록 상기 박형 커버 글라스와 상기 연마 테이프 중 어느 하나에 진동을 가하는 진동 유닛;을 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 4 항에 있어서,
상기 진동 유닛은,
진동 프레임과,
상기 연마 테이프를 지지하기 위해 상기 가압부재의 양측에 배치되도록 상기 진동 프레임에 설치되는 한 쌍의 지지 롤러와,
상기 진동 프레임을 슬라이드 이동 가능하게 지지하는 가이드 바와,
상기 진동 프레임을 상기 가이드 바를 따라 왕복이동시키도록 상기 진동 프레임과 연결되는 캠 기구를 구비하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 1 항에 있어서,
상기 연마 테이프의 이송 경로 상에 상기 연마 테이프의 일면에 접하여 회전할 수 있게 설치되는 회전 롤러;
상기 연마 테이프의 타면에 접하여 상기 연마 테이프를 상기 회전 롤러로 가압할 수 있도록 상기 연마 테이프의 이송 경로 상에 설치되는 가압 롤러; 및
상기 회전 롤러에 회전력을 제공하는 구동기;를 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 1 항에 있어서,
상기 연마 테이프의 상기 박형 커버 글라스의 사이드 에지에 접촉하는 면이 지면에 대해 경사지게 배치되도록 상기 언와인더와, 상기 리와인더와, 상기 가압부재를 지면에 대해 경사지게 지지하는 지지 프레임;을 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 7 항에 있어서,
상기 연마 테이프의 상기 박형 커버 글라스의 사이드 에지에 접촉하는 면의 기울기가 변할 수 있도록 상기 지지 프레임을 경사 조절 가능하게 지지하는 지지 유닛;을 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 7 항에 있어서,
상기 지지 프레임을 지지하는 승강부재; 및
상기 승강부재를 승강시키는 승강기구;를 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치. - 제 1 항에 있어서,
상기 박형 커버 글라스의 상기 연마 테이프와 접촉하는 부분이 변하도록 상기 고정 유닛을 이동시키는 이송 유닛;을 더 포함하는 것을 특징으로 하는 박형 커버 글라스의 사이드 에지 연마장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150130303A KR20170032928A (ko) | 2015-09-15 | 2015-09-15 | 박형 커버 글라스의 사이드 에지 연마장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150130303A KR20170032928A (ko) | 2015-09-15 | 2015-09-15 | 박형 커버 글라스의 사이드 에지 연마장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170032928A true KR20170032928A (ko) | 2017-03-24 |
Family
ID=58500409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150130303A Ceased KR20170032928A (ko) | 2015-09-15 | 2015-09-15 | 박형 커버 글라스의 사이드 에지 연마장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170032928A (ko) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190006796A (ko) * | 2017-07-11 | 2019-01-21 | 주식회사 케이씨텍 | 순환 운동 유닛 및 이를 포함하는 기판 연마 장치 |
| KR20200020293A (ko) * | 2018-08-17 | 2020-02-26 | 주식회사 일각금속 | 휴대폰 케이스의 외면을 자동 연마할 수 있는 다축 연마장치 |
| CN113146445A (zh) * | 2021-04-28 | 2021-07-23 | 浙江谋皮环保科技有限公司 | 一种钢带侧边磨刷设备 |
| KR20220076695A (ko) * | 2020-12-01 | 2022-06-08 | 주식회사 에이치비테크놀러지 | 연마용 테이프 케이스 |
| KR20220076664A (ko) * | 2020-12-01 | 2022-06-08 | 주식회사 에이치비테크놀러지 | 연마용 테이프를 이용한 결함 연마장치 |
| CN120533566A (zh) * | 2025-07-29 | 2025-08-26 | 江苏迈奇重工机械有限公司 | 一种柱形石料循环打磨抛光装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080013746A (ko) | 2006-08-08 | 2008-02-13 | 소니 가부시끼 가이샤 | 연마 방법 및 연마 장치 |
| KR101025263B1 (ko) | 2008-11-28 | 2011-03-29 | 주식회사 엘지실트론 | 테이프 연마기 |
| KR20130114955A (ko) | 2012-04-10 | 2013-10-21 | 엘지디스플레이 주식회사 | 박형 글라스 연마 방법 |
-
2015
- 2015-09-15 KR KR1020150130303A patent/KR20170032928A/ko not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080013746A (ko) | 2006-08-08 | 2008-02-13 | 소니 가부시끼 가이샤 | 연마 방법 및 연마 장치 |
| KR101025263B1 (ko) | 2008-11-28 | 2011-03-29 | 주식회사 엘지실트론 | 테이프 연마기 |
| KR20130114955A (ko) | 2012-04-10 | 2013-10-21 | 엘지디스플레이 주식회사 | 박형 글라스 연마 방법 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190006796A (ko) * | 2017-07-11 | 2019-01-21 | 주식회사 케이씨텍 | 순환 운동 유닛 및 이를 포함하는 기판 연마 장치 |
| KR20200020293A (ko) * | 2018-08-17 | 2020-02-26 | 주식회사 일각금속 | 휴대폰 케이스의 외면을 자동 연마할 수 있는 다축 연마장치 |
| KR20220076695A (ko) * | 2020-12-01 | 2022-06-08 | 주식회사 에이치비테크놀러지 | 연마용 테이프 케이스 |
| KR20220076664A (ko) * | 2020-12-01 | 2022-06-08 | 주식회사 에이치비테크놀러지 | 연마용 테이프를 이용한 결함 연마장치 |
| CN113146445A (zh) * | 2021-04-28 | 2021-07-23 | 浙江谋皮环保科技有限公司 | 一种钢带侧边磨刷设备 |
| CN120533566A (zh) * | 2025-07-29 | 2025-08-26 | 江苏迈奇重工机械有限公司 | 一种柱形石料循环打磨抛光装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170032928A (ko) | 박형 커버 글라스의 사이드 에지 연마장치 | |
| TWI278926B (en) | Apparatus and method of polishing periphery of device wafer | |
| KR100405415B1 (ko) | 박판원판형가공물의양면연삭장치 | |
| JP5051613B2 (ja) | ガラス板の端面研削装置 | |
| KR101870258B1 (ko) | 무한궤도 방식의 연마장치 | |
| KR101587731B1 (ko) | 노광 장치 | |
| US8393935B2 (en) | Polishing apparatus | |
| JP2012020390A (ja) | 板状部材研磨装置 | |
| TW201938320A (zh) | 研磨裝置 | |
| KR20190059570A (ko) | 기판 절단 장치 | |
| KR20190042615A (ko) | 유리판의 분할 기계 | |
| KR101144978B1 (ko) | 보호필름 부착기 | |
| CN217076031U (zh) | 一种钢格板纠偏送料装置 | |
| KR101615533B1 (ko) | 연마테이프를 이용한 카셋트 방식의 연마장치 | |
| JP2005335002A (ja) | スキージ研磨装置 | |
| JP5352216B2 (ja) | ウェハ周辺部研磨装置 | |
| JP5758680B2 (ja) | バリ取り装置 | |
| JP2579845B2 (ja) | 面取り用研削装置 | |
| JP2006181697A (ja) | 平面研磨装置及び平面研磨方法 | |
| KR102067984B1 (ko) | 기판 절단 장치 | |
| KR101546657B1 (ko) | 필름 커팅을 위한 다이 커팅 프레스 장치 | |
| JP4078183B2 (ja) | デバイスウェハの周辺部研磨装置 | |
| CN109553287B (zh) | 划片设备及划片方法 | |
| JP3046570B2 (ja) | 研磨材及び研磨装置 | |
| KR102067985B1 (ko) | 기판 절단 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20150915 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20161221 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170227 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20161221 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| PG1501 | Laying open of application |