KR20170035818A - 수정 기어링 기하구조를 가지는 워크피스를 제작하는 방법 - Google Patents
수정 기어링 기하구조를 가지는 워크피스를 제작하는 방법 Download PDFInfo
- Publication number
- KR20170035818A KR20170035818A KR1020160121892A KR20160121892A KR20170035818A KR 20170035818 A KR20170035818 A KR 20170035818A KR 1020160121892 A KR1020160121892 A KR 1020160121892A KR 20160121892 A KR20160121892 A KR 20160121892A KR 20170035818 A KR20170035818 A KR 20170035818A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- workpiece
- modification
- dresser
- machining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F19/00—Finishing gear teeth by other tools than those used for manufacturing gear teeth
- B23F19/002—Modifying the theoretical tooth flank form, e.g. crowning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/02—Grinding discs; Grinding worms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/16—Hobs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
- B23F23/12—Other devices, e.g. tool holders; Checking devices for controlling workpieces in machines for manufacturing gear teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
- B23F23/12—Other devices, e.g. tool holders; Checking devices for controlling workpieces in machines for manufacturing gear teeth
- B23F23/1225—Arrangements of abrasive wheel dressing devices on gear-cutting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/02—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/02—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding
- B23F5/04—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding the tool being a grinding worm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/20—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/075—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels for workpieces having a grooved profile, e.g. gears, splined shafts, threads, worms
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/04—Program control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/042—Program control other than numerical control, i.e. in sequence controllers or logic controllers using digital processors
- G05B19/0426—Programming the control sequence
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35035—Design gear, tooth surfaces
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36196—Grinding cycle
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Gear Processing (AREA)
- Turning (AREA)
Abstract
Description
도 1은 전체 너비에 걸쳐 드레싱되지 않은 웜에 대해 수직인 방향의 벡터들을 가지는 웜 스레드(worm thread)의 프랭크(flank)의 부분을 개략적으로 도시한다. 벡터들의 수는 시뮬레이션 계산에 비해 여기서는 상당히 축소되었다. 여기서 개략적으로 도시되는 평면(4)은 벡터들이 배치되어 있는 전체적으로 곡선인 비 수정 웜의 프랭크에 대응한다. 벡터들(1 및 1')은 접촉 라인이 이미 넘어가 있으므로 전적으로 단축되어 있다. 벡터들(2 및 2')은 이미 적어도 한번 단축되었지만, 아직 접촉 라인이 넘어가 있지 않았다. 벡터들(3 및 3')은 아직 단축되지 않았고 그러므로 여전히 선택된 허용차(allowance)에 대응하는 길이를 가진다.
도 2는 예로서 여기서 기술되는 방법으로 워크피스 상에 선형의 팁 릴리프(tip relief)를 만드는 데 필요한 인벌루트 웜(involute worm) 상에서의 위상 표면 수정(topological surface modification)을 도시한다. 22는 접촉 경로를 표시하고; 25 내지 27은 드레서 및 웜 사이의 상이한 접촉 라인들을 표시한다.
도 3은 도 2와 동일하지만, 22에 대하여 약간 오프셋(offset)되어 연삭 중에 상이한 시프트(shift) 위치에 대응하는 추가 접촉 경로(23)가 있는 위상 표면 수정을 도시한다.
도 4는 예로서 여기서 기술되는 방법으로 워크피스 상에 선형의 팁 릴리프를 만드는 데 필요한 비 인벌루트 웜(non-involute worm) 상에서의 위상 표면 수정을 도시한다. 32는 접촉 경로를 표시하고; 35 내지 37은 드레서 및 웜 사이의 상이한 접촉 라인들을 표시한다.
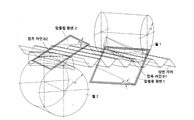
도 5는 공통 랙(common rack) 및 2개의 기어링(gearing)들의 맞물림 평면(engagement plane)들을 포함하는 연속 창성 기어열(gear train)에서의 양 기어링들에 대한 표현을 도시한다. 더 양호한 실례를 위하여, 2개의 기어링들의 상대 위치는 연속 창성 기어열에서의 상대 위치에 대응하지 않는다. 본 도면은 또한 창성 랙(generating rack)에 대한 원통형 기어링의 상태 위치를 도시한다(출처는 1983년 베를린, Niemann, G; Winter, H: Maschinenelemente Band 3 2. Auflage, [Machine Elements Vol. 3, 2nd Edition] Springer Verlag).
도 6은 자신들을 창성하는 랙을 가지는 원추형 기어링에 대한 표현을 도시한다. 랙은 나선각(helix angle)
도 7은 횡절면(transverse section)에서의 우 프랭크의 창성 비대칭 랙과의 맞물림을 도시한다. 횡절면에서의 프로파일 각(
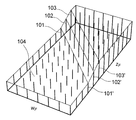
도 8은 전체 너비에 걸쳐 연삭되지 않은 워크피스에 대해 수직인 방향의 벡터들을 가지는 워크피스 치(tooth)의 플랭크의 부분을 개략적으로 도시한다. 벡터들의 수는 시뮬레이션 계산에 비해 여기서는 상당히 축소되었다. 여기서 개략적으로 도시되는 평면(104)은 벡터들이 배치되어 있는 전체적으로 곡선인 비 수정 워크피스의 프랭크에 대응한다. 벡터들(101 및 101')은 접촉 경로가 이미 넘어 지나갔으므로 전적으로 단축되어 있다. 벡터들(102 및 102')은 이미 적어도 한번 단축되었지만, 아직 접촉 경로가 넘어 지나가지 않았다. 벡터들(103 및 103')은 아직 단축되지 않았고 그러므로 여전히 선택된 허용차에 대응하는 길이를 가진다.
도 9는 여기에서 예들로서 기재되는 이동 장치를 가지는 기어 제작 기계를 개략적으로 도시한다.



Claims (23)
- 창성 방법(generating method)에 의해 수정 기어링 기하구조(gearing geometry)를 가지는 워크피스(workpiece)를 제작하는 방법으로서, 상기 워크피스는 수정 기어링 기하구조를 가지는 툴(tool)에 의해 적어도 하나의 기계 가공 행정에서 창성 기계 가공되고, 상기 툴은 위상 수정을 가지는, 상기 방법에 있어서:
상기 워크피스와의 접촉 경로는 상기 기계 가공 행정 동안 상기 툴 상에서 시프트(shift)되지 않는 것을 특징으로 하는 방법. - 제 1 항에 있어서,
원통형 워크피스가 기계 가공되고 상기 기계 가공은 축방향(axial) 창성 방법에 의해 이루어지는 방법. - 제 1 항에 있어서,
원추형 워크피스가 기계 가공되고 상기 기계 가공은 대각(diagonal) 창성 방법에 의해 이루어지고, 대각비(diagonal ratio)는 상기 툴 상의 접촉 경로가 상기 기계 가공 행정 동안 시프트되지 않도록 선택되고; 바람직하게는 원통형 기초 형태를 가지는 툴이 사용되고 상기 기계 가공은 하나의 플랭크 상에서 이루어지거나; 또는 바람직하게는 원추형 기초 형상을 가지는 툴이 사용되고 상기 기계 가공은 2개의 플랭크들 상에서 이루어지고; 상기 툴의 원추각 및 상기 대각비는 더 바람직하게는 상기 접촉 경로가 2-플랭크(two-flank) 기계 가공 동안 우 및 좌 플랭크들 상에서 시프트되지 않도록 선택되는 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 툴의 면 기하구조의 위상 수정은 창성 패턴(pattern)에서 적어도 국지적으로 상기 툴의 제 1 방향으로 상수 값을 가지고 상기 제 1 방향에 수직으로 연장되는 상기 툴의 제 2 방향으로 함수(FFt1)에 의해 제공되고;
그리고/또는 상기 창성 패턴에서의 상기 툴의 제 1 방향으로의 상기 툴의 상기 면 기하구조의 상기 위상 수정은 적어도
툴 너비 방향에서의 계수들이 상수 부분에 대해 FFtC,1, 1차 부분에 대해 FFtL,1, 그리고/또는 2차 부분에 대해 FFtQ,1인 계수 함수들이 제공되는 상수, 1차 또는 2차 함수로서 근사적으로 나타내어질 수 있고;
상기 제 1 방향은 바람직하게는 드레싱 동안의 드레서의 동작 라인의 방향에 대응하는 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 워크피스의 희망하는 프로파일 수정은 특정되고 상기 워크피스 상에서 상기 창성 기계 가공에 의해서 제작되고; 상기 희망하는 프로파일 수정 및/또는 상기 희망하는 수정의 속성들은 바람직하게는 특정 조건들 내에서 자유로이 특정 가능하고; 그리고/또는 상기 프로파일 수정의 다음의 속성들:
- 크라우닝(crowning);
- 프로파일 각 편위(angle deviation);
- 팁 릴리프(tip relief);
- 루트 릴리프(root relief);
중 하나, 바람직하게는 상기 속성들 중 복수의 속성들, 그리고 더 바람직하게는 상기 속성들 중 모두는 특정 가능하고;
바람직하게는 다음의 데이터:
- 상기 크라우닝의 크기;
- 상기 프로파일 각 편위의 크기;
- 상기 팁 릴리프의 양 및 위치;
- 상기 루트 릴리프의 양 및 위치
가 특정될 수 있고,
더 바람직하게는, 상기 속성들 중 적어도 하나에 대해 그리고/또는 상기 속성들의 데이터에 대하여 입력 박스(input box)들을 가지는 적어도 하나의 입력 마스크(input mask)가 제공되고;
그리고/또는 상기 희망하는 프로파일 수정은 연속 수정(continuous modification)으로서 그리고/또는 복수의 롤링 각(rolling angle)들로 자유로이 특정 가능한 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 툴의 상기 위상 수정은 상기 드레싱 동안 상기 툴에 대한 상기 드레서의 위치가 상기 툴의 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 변동됨으로써 제작되는 방법. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 창성 방법은 상기 툴 상에서 규정된 접촉 경로로 실행되고; 상기 위상 수정 및/또는 상기 접촉 경로는 상기 접촉 경로를 따른 상기 툴 상에서의 상기 위상 수정이 상기 워크피스 상에 희망하는 프로파일 수정을 제작하는 형상을 가지도록 선택되고; 상기 위상 수정은 바람직하게는 상기 접촉 경로에 따라 선택되거나 또는 상기 접촉 경로는 바람직하게는 상기 접촉 경로를 따른 상기 툴 상의 상기 위상 수정이 상기 워크피스 상에 희망하는 프로파일 수정을 제작하는 형상을 가지도록 상기 위상 수정에 따라 선택되고; 그리고/또는 규정된 접촉 경로에 있어서의 상기 기계 가공은 바람직하게는 상기 툴의 규정된 초기 시프트 위치에 있어서의 기계 가공을 포함하고; 원통형 워크피스의 기계 가공 중에, 상기 초기 시프트 위치는 더 바람직하게는 유지되고 그리고/또는 원추형 워크피스의 기계 가공 중에 상기 툴은 상기 초기 시프트 위치에서부터 시작하여, 상기 접촉 경로가 시프트되지 않는 그러한 대각비만큼 시프트되는 방법. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
- 상기 워크피스 상에 희망하는 프로파일 수정을 특정하는 단계;
- 상기 워크피스 상에 상기 희망하는 프로파일 수정을 제작하는 데 필요한 규정된 접촉 경로를 따라 상기 툴의 수정을 결정하는 단계;
- 상기 접촉 경로를 따라 이 방식으로 결정되는 상기 수정에 대응하는 상기 툴의 위상 수정을 결정하고; 그리고/또는 상기 접촉 경로를 따라 이 방식으로 결정되는 상기 수정에 대응하는 위상 수정을 제공하는 데 적합하게 상기 툴의 드레싱 동안 상기 툴에 대한 상기 드레서의 위치의 변동을 결정하는 단계를 포함하고,
상기 위상 수정은 바람직하게는 드레싱 동안 상기 툴에서부터의 상기 드레서의 위치가 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 변동됨으로써 제작되고; 그리고 상기 변동은 바람직하게는 각각 상기 툴의 특정한 회전각 및/또는 툴 너비 위치로 제공되는 상기 드레서의 상기 툴과의 동작 라인 및 상기 툴의 상기 워크피스와의 상기 접촉 경로 사이의 교차 지점에서 특정한 수정이 일어나도록 발생하거나 또는 결정되고; 그리고
상기 규정된 접촉 경로는 바람직하게는 규정된 초기 시프트 위치에 의해서 특정되는 방법. - 제 8 항에 있어서,
상기 워크피스 상에 상기 희망하는 수정을 제작하는 데 적합한 접촉 경로를 따른 상기 툴의 상기 수정을 결정하기 위해, 각각의 접촉 경로들을 형성하는 상기 툴 및 상기 워크피스 사이의 접촉 지점들의 결정이 상기 창성 기계 가공 중에 먼저 발생하고; 그리고/또는
위상 수정을 제공하는 데 적합한 상기 툴에 대한 상기 드레서의 상기 위치의 변동을 결정하기 위해, 상기 드레서의 상기 툴로의 동작 라인은 상기 툴의 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 결정되고; 상기 동작 라인의 방향은 바람직하게는 특히 인벌루트 기어링들에 대하여 일정한 것으로 취해지거나; 또는 상기 동작 라인의 방향에 대한 수정의 영향은 특히 비 인벌루트 기어링들에 대하여 고려되는 방법. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
기계 가공 키네마틱스(kinematics)는 상기 툴의 상기 위상 수정에 의해 제작되는 상기 워크피스 상의 수정 상에 상기 기계 가공 키네마틱스의 수정에 의해 제작되는 수정을 중첩(superpose)하기 위하여 상기 창성 방법의 프레임워크(framework) 내에서 수정되는 방법. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 툴을 드레싱하기 위하여 수정 드레서가 사용되고; 그리고 상기 드레서의 상기 수정에 의해 제작되는 상기 툴의 상기 수정은 자체에 중첩되고 상기 드레서의 상기 툴에 대한 위치가 드레싱 동안 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 변동됨으로써 제작되는 위상 수정을 가지고; 상기 위상 변동은 바람직하게는 상기 워크피스와의 선택된 접촉 경로를 따른 상기 툴 상의 수정들의 중첩이 상기 워크피스 상에 희망하는 프로파일 수정을 제작하는 데 필요한 상기 접촉 경로를 따른 수정에 대응하도록 선택되는 방법. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
상이한 매크로 기하구조(macrogeometry)를 가지는 툴, 특히 상이한 직경 및/또는 상이한 수의 스레드(thread)들을 가지는 툴을 위해 설계된, 상기 툴을 드레싱하기 위한 드레서가 사용되고; 비 정합 드레서에 의해 제작되는 상기 워크피스와의 선택된 접촉 경로에서의 상기 툴의 면 기하구조의 수정은 드레싱 동안 상기 드레서의 상기 툴에 대한 위치가 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 적절하게 변동되므로 보상되고; 그리고 상기 창성 기계 가공 방법은 바람직하게는 상기 선택된 접촉 경로를 사용하여 수행되는 방법. - 제 1 항 내지 제 12 항 중 어느 한 항에 있어서,
적절하게 드레싱된 툴에 의해 희망하는 기어링 기하구조를 가지는 워크피스를 제조하기 위하여,
- 상기 워크피스의 희망하는 프로파일 수정을 특정하는 단계;
- 드레싱 공정의 수정 없이 드레서 및 툴의 복수의 결합들로부터, 상기 희망하는 프로파일 수정에서부터 가장 작은 편위들을 발생시키는 결합을 선택하는 단계;
상기 편위들을 보상하기 위한 상기 툴의 위상 수정을 제작하기 위하여 라인 접촉되어 있는 상기 드레서에 의해 상기 툴을 수정 드레싱하는 단계; 및
상기 희망하는 프로파일 수정을 제작하기 위해 상기 기계 가공 행정에 걸쳐 변경되지 않은 접촉 경로를 가지는 상기 드레싱된 툴에 의해 상기 워크피스를 기계 가공하는 단계를 포함하고,
상기 드레서들 및/또는 툴들은 바람직하게는 적어도 부분적으로 특정되거나 이미 존재하는 범위인 방법. - 제 1 항 내지 제 13 항 중 어느 한 항에 있어서,
적절하게 드레싱된 툴에 의해 희망하는 기어 기하구조를 가지는 하나 이상의 워크피스들을 제조하기 위하여, 하나 이상의 기계 가공 단계들을 수행한 후에, 상기 툴은 동일한 워크피스에서 또는 추가 워크피스들에서 추가 기계 가공 단계들이 수행되기 전에 각각 드레싱되고,
이후의 드레싱 공정에서, 상기 툴의 상이한 위상 수정은 이전의 드레싱 공정에 대하여 제작되는 것을 특징으로 하는 방법. - 제 1 항 내지 제 14 항 중 어느 한 항에 있어서,
하나 이상의 워크피스들의 기계 가공 동안, 적어도 하나의 행정은 상기 툴의 제 1 초기 시프트 위치로 그리고/또는 제 1 접촉 경로로 수행되고 적어도 하나의 제 2 행정은 상기 툴의 시프트된 제 2 초기 시프트 위치로 그리고/또는 시프트된 제 2 접촉 경로로 수행되고,
상기 제 1 초기 시프트 위치 및/또는 상기 제 1 접촉 경로는 바람직하게는 상기 제 2 초기 시프트 위치 및/또는 상기 제 2 접촉 경로보다는 이상적인 초기 시프트 위치 및/또는 이상적인 접촉 경로에 대하여 더 적게 시프트되고; 상기 제 1 초기 시프트 위치는 바람직하게는 상기 이상적인 시프트 위치에 대응하고 그리고/또는 상기 제 1 접촉 경로는 상기 이상적인 접촉 경로에 대응하고;
그리고/또는 거친 기계 가공(rough machining) 단계는 바람직하게는 상기 제 2 초기 시프트 위치로 그리고/또는 상기 제 2 접촉 라인으로 수행되고 미세 기계 가공(fine machining) 단계는 상기 제 1 초기 시프트 위치로 그리고/또는 상기 제 1 접촉 라인으로 수행되는 방법. - 제 1 항 내지 제 15 항 중 어느 한 항에 있어서,
상기 툴의 상기 수정은 창성 패턴에서 적어도 국지적으로 상기 툴의 제 1 방향으로 1차 및/또는 2차 함수에 의해 상기 적어도 근사적으로 기술될 수 있고; 상기 1차 및/또는 2차 함수들의 계수들은 상수 부분에 대해 FFtC,1, 1차 부분에 대해 FFtL,1, 그리고/또는 2차 부분에 대해 FFtQ,1인 계수 함수들에 의해 상기 제 1 방향에 수직으로 연장되는 상기 툴의 제 2 방향으로 형성되고;
상기 상수 부분에 대한 상기 계수 함수(FFtC,1)는 희망하는 프로파일 수정이 상기 창성 기계 가공 시에 특정된 시프트 위치에서 그리고/또는 특정된 접촉 경로를 따라 정확하게 제작되도록 결정되고; 그리고 상기 1차 부분에 대한 상기 계수 함수(FFtL,1) 및/또는 상기 2차 부분에 대한 상기 계수 함수(FFtQ,1)는 창성 기계 가공 중에 적어도 하나의 시프트된 초기 시프트 위치 및/또는 접촉 경로 그리고/또는 초기 시프트 위치들 및/또는 접촉 경로들의 적어도 하나의 대역(band) 또는 범위(range)로 상기 워크피스에서 발생하는 상기 희망하는 프로파일 수정으로부터의 편위가 최소가 되도록 결정되고;
상기 결정은 바람직하게는 곡선 맞춤(curve fitting)에 의해 발생하고, 그리고/또는 상기 편위들은 바람직하게는 상기 프로파일에 따라 상이한 공차들을 고려하기 위하여 상기 창성 경로에 따라 상이하게 가중되고; 그리고/또는 상기 시프트된 초기 시프트 위치들 및/또는 접촉 경로들의 간격 또는 상기 대역의 폭은 바람직하게는 상기 워크피스 상에 발생하는 편위가 모든 접촉 경로들에서 미리 규정된 공차 내에 계속해서 있도록 반복해서 결정되는 방법. - 제 1 항 내지 제 16 항 중 어느 한 항에 있어서,
상기 툴은 제 1 위상 수정을 가지는 적어도 하나의 영역 및 제 2 위상 수정을 가지는 제 2 영역을 가지고, 제 1 초기 시프트 위치에서의 상기 워크피스와의 접촉 경로를 따른 상기 제 1 위상 수정은 제 2 초기 시프트 위치에서의 상기 워크피스와의 접촉 경로를 따른 상기 제 2 위상 수정과 동일하고;
적어도 하나의 행정은 하나 이상의 워크피스들의 기계 가공 중에 상기 툴의 상기 제 1 초기 시프트 위치로 수행되고 적어도 하나의 제 2 행정은 상기 툴의 상기 제 2 초기 시프트 위치로 수행되고;
그리고/또는 상기 제 1 초기 시프트 위치에서의 상기 제 1 영역 및 상기 제 2 초기 시프트 위치에서의 상기 제 2 영역 각각은 바람직하게는 상기 워크피스와의 각각의 완전한 접촉 경로를 포함하고;
그리고/또는 상기 제 1 위상 수정은 상기 제 2 위상 수정과 동일한 방법. - 제 1 항 내지 제 17 항 중 어느 한 항에 있어서,
상기 툴의 희망하는 프로파일 수정이 특정되고 이 희망하는 수정의 제작 및/또는 상기 드레서의 상기 툴에 대한 위치의 적절한 변동에 적합한 상기 툴의 수정은 드레싱 동안 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 결정되고;
상기 툴의 상기 수정은 특정한 접촉 경로 그리고 특히 상기 툴의 특정한 초기 시프트 위치에 있어서의 창성 연삭 중에 상기 툴의 면의 상기 워크피스의 면으로의 매핑(mapping)을 나타내는 연관 함수(association function)의 역함수에 의해 상기 워크피스의 상기 희망하는 프로파일 수정으로부터 상기 워크피스 및 상기 툴 사이의 접촉 라인을 따라 결정되고; 상기 결정은 바람직하게는 창성 연삭 중에 상기 툴의 상기 면의 상기 워크피스의 상기 면으로의 매핑을 분석적으로 나타내는 함수를 사용하여 발생하는 방법. - 제 1 항 내지 제 18 항 중 어느 한 항에 있어서,
상기 툴은 프로파일 롤러 드레서 및/또는 폼 롤러(form roller) 드레서에 의해 수정 방식으로 드레싱되고,
상기 드레싱은 바람직하게는 상기 툴과의 라인 접촉으로 발생하고; 그리고/또는
더 바람직하게는 상기 프로파일 롤러 드레서 및/또는 폼 롤러 드레서는 상기 수정이 하나의 행정 내에서 총 치 깊이(total tooth depth)에 걸쳐 발생하도록 상기 드레싱 동안 근(root) 영역에서부터 선단(tip) 영역까지 상기 툴의 치와 접촉되고;
또는 대안으로
상기 프로파일 롤러 드레서 및/또는 폼 롤러 드레서는 상기 특정한 수정이 복수의 행정들 내에서 그리고 상기 드레서의 각각의 상이한 상대 측위(relative positioning)에서 상기 총 치 깊이에 걸쳐 발생하도록 드레싱 동안 단지 부분적으로만 상기 근 및 상기 선단 사이의 영역들에서 상기 툴의 상기 치와 접촉되고;
그리고/또는 상기 툴의 상기 위상 수정의 상기 제작은 상기 종래의 드레싱 키네마틱스에 대한 축방향 이동들의 다음의 정정들:
a) 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 상기 드레서의 상기 툴로부터의 축방향 간격의 변동(인피드(infeed));
b) 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 상기 툴의 또는 상기 드레서의 축방향 이송의 변동 (시프트);
c) 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 상기 툴의 그리고 상기 드레서의 축방향 교차각의 변동 (피봇); 및
d) 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 툴 속도의 변동;
중 하나 이상이 수행됨으로써 발생하고;
그리고/또는 상기 툴의 상기 수정 드레싱은 상기 드레서가 대체로 상기 툴의 각 위치(angular position)에 따라 그리고/또는 상기 툴 너비 위치에 따라 이송됨으로써 또는 상기 툴이 대체로 자체의 각 위치에 따라 그리고/또는 상기 툴 너비 위치에 따라 상기 드레서 상으로 이송되거나 또는 그 역으로 이송됨으로써 발생하고;
그리고/또는 적어도 3개의 자유도들 및 바람직하게는 4개 또는 5개의 자유도들은 상기 희망하는 수정을 제작하기 위하여 상기 드레서와 상기 툴 사이의 상대 측위 중에 사용되고, 상기 자유도들은 바람직하게는 상기 희망하는 수정을 제작하기 위하여 서로 독자적으로 세팅 가능하고, 그리고/또는 이는 바람직하게는 다음의 5개의 자유도들: 상기 툴의 회전각; 상기 툴의 축방향 위치; 상기 드레서의 y 위치; 중심 거리 및/또는 축방향 교차각 중 적어도 3개, 4개 또는 모두의 경우이고, 상기 툴의 상기 축방향 위치, 즉 상기 툴 너비 위치는 바람직하게는 상기 드레서의 상기 접촉 라인을 변위(displace)시키는 데 사용되고, 그리고 나머지 4개의 자유도들 중 2개, 3개 또는 4개는 상기 접촉 라인을 따라 상기 특정되는 수정을 제작하기 위하여 서로 독자적으로 세팅되는 방법. - 제 1 항 내지 제 19 항 중 어느 한 항에 따른 방법을 수행하기 위한 툴로서, 상기 툴은 제 1 위상 수정을 가지는 적어도 하나의 제 1 영역을 가지는, 상기 툴에 있어서,
상기 툴은 바람직하게는 제 2 위상 수정을 가지는 제 2 영역을 가지고; 제 1 초기 시프트 위치에서의 상기 워크피스와의 접촉 경로를 따른 상기 제 1 위상 수정은 상기 워크피스의 제 2 초기 시프트 위치에서의 상기 워크피스와의 접촉 경로를 따른 상기 제 2 위상 수정과 동일하고;
상기 제 1 초기 시프트 위치에서의 상기 제 1 영역 및/또는 상기 워크피스의 상기 제 2 초기 시프트 위치에서의 상기 제 2 영역 각각은 바람직하게는 상기 워크피스와의 각각의 완전한 접촉 경로를 포함하고;
그리고/또는 상기 제 1 위상 수정은 바람직하게는 상기 제 2 위상 수정과 동일한 것을 특징으로 하는 툴. - 제 1 항 내지 제 20 항 어느 한 항에 따른 방법을 수행하는 기어 제조 기계로서, 상기 기어 제조 기계는 워크피스의 희망하는 수정이 특정 가능하게 하는 입력 기능을 포함하고, 상기 기어 제조 기계는 바람직하게는 드레싱 동안 상기 툴의 상기 회전각에 따라 그리고/또는 상기 툴 너비 위치에 따라 이 희망하는 수정의 제작 및/또는 상기 드레서의 상기 툴에 대한 위치의 적절한 변동에 적합한 상기 툴의 수정을 결정하는 결정 기능을 가지고; 그리고/또는 바람직하게는 상기 툴 상의 드레싱 동안 상기 워크피스의 이 희망하는 수정의 제작에 적합한 상기 툴의 수정을 제작하는 드레싱 기능을 포함하는 기어 제조 기계.
- 특히 기어 제조 기계 상의 설치를 위해, 그리고/또는 기어 제조 기계 상에서 사용하기 위한 데이터에 대한 출력 기능을 가지고, 워크피스의 희망하는 수정에 대한 데이터를 입력하기 위한 입력 기능을 가지고, 그리고 상기 희망하는 수정의 제작에 적합한 툴의 위상 수정; 그리고/또는 기계 가공 행정에 걸쳐 변경되지 않은 접촉 경로를 가지는 위상 수정 툴에 의한 창성 기계 가공에 의해서 상기 워크피스의 상기 희망하는 수정이 제작될 수 있도록 드레싱 동안 상기 툴의 회전각에 따라 그리고/또는 툴 너비 위치에 따라 드레서의 상기 툴에 대한 위치의 적절한 변동을 결정하는 기능을 가지고, 상기 기능들은 바람직하게는 제 1 항 내지 제 21 항 중 어느 한 항에 따른 방법을 구현하는 컴퓨터 프로그램.
- 제 21 항에 따른 기어 제조 기계 또는 제 22 항에 따른 컴퓨터 프로그램으로서, 상기 입력 기능은 상기 워크피스의 희망하는 프로파일 수정의 특정을 가능하게 하고; 상기 희망하는 프로파일 수정 및/또는 상기 희망하는 프로파일 수정의 속성들은 바람직하게는 특정 조건들 내에서 자유로이 특정 가능하고; 그리고/또는 상기 프로파일 수정의 다음의 속성들:
- 크라우닝;
- 프로파일 각 편위;
- 팁 릴리프;
- 루트 릴리프;
중 적어도 하나가 특정 가능하고;
바람직하게는 다음의 데이터:
- 상기 크라우닝의 크기;
- 상기 프로파일 각 편위의 크기;
- 상기 팁 릴리프의 양 및 위치;
- 상기 루트 릴리프의 양 및 위치
가 특정될 수 있고,
더 바람직하게는, 상기 속성들 중 적어도 하나에 대해 그리고/또는 상기 속성들의 데이터에 대하여 입력 박스들을 가지는 적어도 하나의 입력 마스크가 제공되고;
그리고/또는 상기 희망하는 프로파일 수정은 연속 수정으로서 그리고/또는 복수의 롤링 각들로 자유로이 특정 가능한 기어 제조 기계 또는 컴퓨터 프로그램.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015012308.4 | 2015-09-23 | ||
| DE102015012308.4A DE102015012308A1 (de) | 2015-09-23 | 2015-09-23 | Verfahren zur Herstellung eines Werkstückes mit modifizierter Verzahnungsgeometrie |
| EP16183528.5 | 2016-08-10 | ||
| EP16183528.5A EP3147059B1 (de) | 2015-09-23 | 2016-08-10 | Verfahren zur herstellung eines werkstückes mit modifizierter verzahnungsgeometrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170035818A true KR20170035818A (ko) | 2017-03-31 |
| KR102684904B1 KR102684904B1 (ko) | 2024-07-15 |
Family
ID=56855266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160121892A Active KR102684904B1 (ko) | 2015-09-23 | 2016-09-23 | 수정 기어링 기하구조를 가지는 워크피스를 제작하는 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10773356B2 (ko) |
| EP (1) | EP3147059B1 (ko) |
| JP (1) | JP7058069B2 (ko) |
| KR (1) | KR102684904B1 (ko) |
| CN (1) | CN107020422B (ko) |
| DE (1) | DE102015012308A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170007198A (ko) * | 2015-07-10 | 2017-01-18 | 리브에르-베르잔테크니크 게엠베하 | 툴을 드레싱하는 방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015000908A1 (de) * | 2015-01-23 | 2016-07-28 | Liebherr-Verzahntechnik Gmbh | Verfahren und Vorrichtung zur Verzahnbearbeitung eines Werkstückes durch ein Diagonalwälzverfahren |
| DE102015000974A1 (de) * | 2015-01-23 | 2016-07-28 | Liebherr-Verzahntechnik Gmbh | Verfahren und Vorrichtung zur Verzahnbearbeitung eines Werkstückes durch ein Diagonalwälzverfahren |
| DE102018109067A1 (de) * | 2018-04-17 | 2019-10-17 | Klingelnberg Gmbh | Verfahren zum Wälzschleifen eines Zahnrad-Werkstücks und Schleifmaschine mit einer Steuerung zum Wälzschleifen eines Zahnrad-Werkstücks |
| EP3745222A1 (de) * | 2019-05-28 | 2020-12-02 | Flender GmbH | Herstellungsverfahren für eine verzahnung, werkzeug und maschinenkomponente |
| JP6941751B1 (ja) * | 2021-06-10 | 2021-09-29 | 豊精密工業株式会社 | 歯車製造装置及び歯車製造方法 |
| DE102023000427A1 (de) * | 2023-02-10 | 2024-08-14 | Gleason Switzerland Ag | Verfahren des Wälzschleifens von Verzahnungen und Profilierverfahren |
| CN116810054B (zh) * | 2023-06-15 | 2026-01-02 | 中国第一汽车股份有限公司 | 一种变速箱油泵齿轮的加工方法及油泵齿轮夹紧装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013220530A (ja) * | 2012-04-17 | 2013-10-28 | Liebherr-Verzahntechnik Gmbh | ワークの製造方法、並びに、該製造方法を実行するための工具、歯切装置及びコンピュータプログラム |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5375591A (en) * | 1976-12-15 | 1978-07-05 | Kobe Steel Ltd | Method of dressing thread surface of screw formed grinder wheel |
| CH654782A5 (de) * | 1982-03-19 | 1986-03-14 | Maag Zahnraeder & Maschinen Ag | Verfahren und vorrichtung zum kompensieren der abnuetzung eines zustellbaren schleifscheibenabrichtwerkzeuges. |
| CH664717A5 (de) * | 1984-11-03 | 1988-03-31 | Maag Zahnraeder & Maschinen Ag | Verfahren und vorrichtung zur herstellung evolventenfoermiger zahnflanken. |
| CN1053852C (zh) * | 1992-12-16 | 2000-06-28 | 国营江南光学仪器厂 | 展成式电火花精密加工设备 |
| DE4329360C2 (de) * | 1993-09-01 | 1996-09-26 | Gleason Works | Verfahren zum Feinbearbeiten von Zahnrädern mit einem innenverzahnten Werkzeug, das zum Abrichten in der Feinbearbeitungsmaschine verbleibt |
| DE19624842C2 (de) | 1996-06-21 | 2000-08-10 | Reishauer Ag | Verfahren zum flexiblen Profilieren von Schleifschnecken, ein Profilierwerkzeug und eine Vorrichtung zur Durchführung des Verfahrens |
| US6491568B1 (en) * | 1997-02-21 | 2002-12-10 | Reishauer Ag | Profiling methods and apparatus for generation of modified grinding worms |
| DE19706867C5 (de) | 1997-02-21 | 2014-12-11 | Reishauer Ag | Profiliermethoden zur Erzeugung modifizierter Schleifschnecken |
| DE69917012T2 (de) | 1998-03-18 | 2005-04-28 | The Gleason Works | Schneckenförmige schleifscheibe und verfahren zum abrichten |
| DE19911235B4 (de) * | 1999-03-15 | 2007-08-16 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren zur Bearbeitung der Flanken im wesentlichen zylindrischer, aber breitenballig modifizierter Verzahnungen im kontinuierlichen Diagonal-Wälzverfahren |
| DE10131060A1 (de) * | 2001-06-27 | 2003-01-09 | Zahnradfabrik Friedrichshafen | Vorrichtung zum Herstellen und Bearbeiten der Gerad- bzw. Schrägverzahnung von Werkstücken |
| DE10208531B4 (de) | 2002-02-27 | 2009-06-04 | Reishauer Ag | Verfahren zur Modifikation von Flankenlinien und/oder zur Korrektur von Flankenlinienabweichungen eines Zahnrads |
| DE10220513B4 (de) * | 2002-05-08 | 2004-04-15 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren zum Abrichten oder Profilieren einer zylindrischen oder im wesentlichen zylindrischen Schleifschnecke |
| DE102004057596B4 (de) | 2004-04-22 | 2009-06-04 | Reishauer Ag | Profilierzahnrad und Verfahren zum Profilieren einer Schleifschnecke |
| JP4220944B2 (ja) | 2004-07-15 | 2009-02-04 | 三菱重工業株式会社 | 歯車研削盤 |
| JP2006035340A (ja) | 2004-07-23 | 2006-02-09 | Mitsubishi Heavy Ind Ltd | 歯車研削装置及び歯車研削方法 |
| DE202005014619U1 (de) * | 2005-09-13 | 2005-12-29 | Fette Gmbh | Werkzeuganordnung für die Herstellung einer Schrägverzahnung bei Stirnrädern |
| JP4648219B2 (ja) | 2006-02-28 | 2011-03-09 | 三菱重工業株式会社 | 歯車研削盤 |
| EP1995010B1 (de) | 2007-05-22 | 2012-10-31 | GLEASON-PFAUTER, Maschinenfabrik GmbH | Diagonalwälzverfahren zur Erzeugung von Flanken mit vorgegebener Schränkung bei vorgegebener Breitenballigkeit |
| CN102223978B (zh) | 2008-11-25 | 2014-10-01 | 格里森-普法特机械制造有限公司 | 使用对角展成工艺加工大致圆柱形鼓形修正齿轮的齿侧的方法 |
| DE102010026412A1 (de) * | 2010-07-07 | 2012-01-12 | Stoyan Radev | Verfahren zur Fertigung periodischer Zahnflankenmodifikationen, Werkzeugmaschine und computerlesbares Medium |
| DE102013015232A1 (de) * | 2013-09-13 | 2015-03-19 | Liebherr-Verzahntechnik Gmbh | Verfahren zur Herstellung eines Abrichtwerkzeuges, Abrichtwerkzeug und Verfahren zum Abrichten einer Schleifschnecke |
| DE102015000907A1 (de) | 2015-01-23 | 2016-07-28 | Liebherr-Verzahntechnik Gmbh | Verfahren zur Verzahnbearbeitung eines Werkstückes durch ein Diagonalwälzverfahren |
-
2015
- 2015-09-23 DE DE102015012308.4A patent/DE102015012308A1/de active Pending
-
2016
- 2016-08-10 EP EP16183528.5A patent/EP3147059B1/de active Active
- 2016-09-08 JP JP2016175610A patent/JP7058069B2/ja active Active
- 2016-09-22 US US15/273,623 patent/US10773356B2/en active Active
- 2016-09-23 KR KR1020160121892A patent/KR102684904B1/ko active Active
- 2016-09-23 CN CN201610847267.3A patent/CN107020422B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013220530A (ja) * | 2012-04-17 | 2013-10-28 | Liebherr-Verzahntechnik Gmbh | ワークの製造方法、並びに、該製造方法を実行するための工具、歯切装置及びコンピュータプログラム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170007198A (ko) * | 2015-07-10 | 2017-01-18 | 리브에르-베르잔테크니크 게엠베하 | 툴을 드레싱하는 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3147059A2 (de) | 2017-03-29 |
| US10773356B2 (en) | 2020-09-15 |
| EP3147059B1 (de) | 2020-08-05 |
| JP2017109298A (ja) | 2017-06-22 |
| US20170080546A1 (en) | 2017-03-23 |
| KR102684904B1 (ko) | 2024-07-15 |
| EP3147059A3 (de) | 2017-11-01 |
| DE102015012308A1 (de) | 2017-03-23 |
| CN107020422B (zh) | 2021-05-04 |
| CN107020422A (zh) | 2017-08-08 |
| JP7058069B2 (ja) | 2022-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170035818A (ko) | 수정 기어링 기하구조를 가지는 워크피스를 제작하는 방법 | |
| KR102577122B1 (ko) | 정정된 기어 치 기하구조 및/또는 수정된 면 구조를 가지는 워크피스의 제조를 위한 방법 | |
| KR102507478B1 (ko) | 툴을 드레싱하는 방법 | |
| KR102596366B1 (ko) | 대각 창성 방법에 의한 워크피스의 기어 제조 기계 가공을 위한 방법 및 장치 | |
| KR102518347B1 (ko) | 툴을 드레싱하는 방법 | |
| KR20160091274A (ko) | 대각 창성 방법에 의한 워크피스의 기어 제조 기계 가공을 위한 방법 | |
| KR102619354B1 (ko) | 변형된 표면 기하구조를 갖는 톱니형 공작물을 생성하는 방법 | |
| KR102616618B1 (ko) | 변형된 표면 기하구조를 갖는 톱니형 공작물을 생성하는 방법 | |
| KR102593364B1 (ko) | 대각 창성 방법에 의한 워크피스의 기어 제조 기계 가공을 위한 방법 및 장치 | |
| KR102561731B1 (ko) | 원하는 기어 기하구조를 갖는 공작물을 생성하는 방법 | |
| KR102637469B1 (ko) | 변형된 표면 기하구조를 갖는 톱니형 공작물을 생성하는 방법 | |
| JP6408485B2 (ja) | 不等リードねじを有するロータを機械加工する方法 | |
| JP2017052086A (ja) | 1つ以上のワークピースを製造する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160923 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210324 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20160923 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230522 Patent event code: PE09021S01D |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Final Notice of Reason for Refusal Patent event date: 20231206 Patent event code: PE09021S02D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240419 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20240620 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20240710 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20240711 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |