KR20170047332A - 분괴 공정이나 정정 공정을 생략하여도 열간 압연 후의 표면 성상이 우수한 열간 압연용 티타늄 주조편 및 그 제조 방법 - Google Patents
분괴 공정이나 정정 공정을 생략하여도 열간 압연 후의 표면 성상이 우수한 열간 압연용 티타늄 주조편 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20170047332A KR20170047332A KR1020177008239A KR20177008239A KR20170047332A KR 20170047332 A KR20170047332 A KR 20170047332A KR 1020177008239 A KR1020177008239 A KR 1020177008239A KR 20177008239 A KR20177008239 A KR 20177008239A KR 20170047332 A KR20170047332 A KR 20170047332A
- Authority
- KR
- South Korea
- Prior art keywords
- casting
- titanium
- hot rolling
- layer
- electron beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 title claims abstract description 110
- 229910052719 titanium Inorganic materials 0.000 title claims abstract description 108
- 239000010936 titanium Substances 0.000 title claims abstract description 108
- 238000005098 hot rolling Methods 0.000 title claims abstract description 91
- 238000004519 manufacturing process Methods 0.000 title description 23
- 230000001747 exhibiting effect Effects 0.000 title 1
- 238000005266 casting Methods 0.000 claims abstract description 135
- 229910001069 Ti alloy Inorganic materials 0.000 claims abstract description 24
- 238000000034 method Methods 0.000 claims description 82
- 238000010894 electron beam technology Methods 0.000 claims description 64
- 239000010410 layer Substances 0.000 claims description 56
- 238000002844 melting Methods 0.000 claims description 50
- 230000008018 melting Effects 0.000 claims description 50
- 239000002344 surface layer Substances 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 43
- 238000010438 heat treatment Methods 0.000 claims description 41
- 230000008569 process Effects 0.000 claims description 38
- 238000001816 cooling Methods 0.000 claims description 23
- 239000013078 crystal Substances 0.000 claims description 15
- 230000009466 transformation Effects 0.000 claims description 13
- 238000004898 kneading Methods 0.000 claims description 2
- 239000000155 melt Substances 0.000 abstract description 3
- 238000012360 testing method Methods 0.000 description 31
- 230000015556 catabolic process Effects 0.000 description 16
- 238000005520 cutting process Methods 0.000 description 10
- 230000007547 defect Effects 0.000 description 10
- 238000005242 forging Methods 0.000 description 10
- 230000001678 irradiating effect Effects 0.000 description 9
- 238000005096 rolling process Methods 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 238000007711 solidification Methods 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 230000008023 solidification Effects 0.000 description 4
- 239000002253 acid Substances 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000005660 chlorination reaction Methods 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- 229910021366 Ti-1Cu Inorganic materials 0.000 description 1
- 229910021369 Ti-1Cu-0.5Nb Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000011978 dissolution method Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical group [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/06—Casting non-ferrous metals with a high melting point, e.g. metallic carbides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D15/00—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F3/00—Changing the physical structure of non-ferrous metals or alloys by special physical methods, e.g. treatment with neutrons
- C22F3/02—Changing the physical structure of non-ferrous metals or alloys by special physical methods, e.g. treatment with neutrons by solidifying a melt controlled by supersonic waves or electric or magnetic fields
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Metal Rolling (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Continuous Casting (AREA)
- Chemical Kinetics & Catalysis (AREA)
Abstract
Description
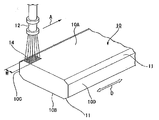
도 2는, 본 발명의 열간 압연용 티타늄 주조편의 제조 방법의 실시 형태에 제공되는 소재(직사각형 티타늄 주조편)의 일례의 개요와 그에 대한 전자빔 조사 상황을 나타내는 모식적인 사시도이다.
도 3은, 본 발명의 열간 압연용 티타늄 주조편의 제조 방법의 실시 형태에 있어서 소재의 직사각형 티타늄 주조편의 표면층의 추이의 일례를 단계적으로 나타내는 모식적 단면도이다.
도 4는, 본 발명의 열간 압연용 티타늄 주조편의 표면 부근의 전자빔 조사 방향으로부터 수직 방향의 단면 조직의 일례를 나타내는 모식도이다.
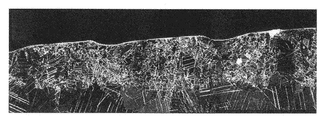
도 5는, 본 발명의 열간 압연용 티타늄 주조편의 표층 부분에 있어서의 미세화층과 주조 응고 조직을 나타내는 단면 관찰 사진이다.


Claims (7)
- 티타늄으로 이루어지는 열간 압연용 티타늄 주조편이며,
압연면으로 되는 표면에, 용융시키고 재응고시킴으로써 형성된 모층보다도 미세 입자로 이루어지는 조직 미세화층을 갖고,
상기 조직 미세화층의 두께가 깊이 5㎜ 이상, 9㎜ 미만이며, 또한 상기 미세 조직의 평균 두께의 1/2의 위치에 있어서의 입경이 1㎜ 이상인 결정립의 비율이 15% 미만인, 열간 압연용 티타늄 주조편. - 제1항에 있어서,
공업용 순티타늄 혹은 티타늄 합금으로 이루어지는, 열간 압연용 티타늄 주조편. - 제1항 또는 제2항에 있어서,
티타늄으로 이루어지는 주조편 소재에 있어서, 열간 압연의 압연면으로 되는 표면을 전자빔 조사에 의해 가열하여, 표면으로부터 깊이 5㎜ 이상, 9㎜ 미만까지의 영역을 β변태점 이상으로 가열하는 표층 가열 처리 공정과, 표층 가열 처리 공정 후, β변태점보다 낮은 온도로 냉각하는 냉각 공정을 갖는, 열간 압연용 티타늄 주조편의 제조 방법. - 제3항에 있어서,
상기 표층 가열 처리 공정에 있어서, 전자빔의 조사 총을, 주조편 소재의 표면과 평행한 방향으로 연속적으로 이동시키면서 전자빔 조사를 행하는, 열간 압연용 티타늄 주조편의 제조 방법. - 제3항에 있어서,
상기 냉각 공정이, 주조편 소재의 모재측으로부터의 열제거에 의해 행해지는, 열간 압연용 티타늄 주조편의 제조 방법. - 제3항에 있어서,
상기 주조편 소재가, DC 슬래브 주조법에 의해 주조한 것인, 열간 압연용 티타늄 주조편의 제조 방법. - 제3항에 있어서,
상기 주조편 소재가, 주조 상태의 주조 표면을 갖는, 열간 압연용 티타늄 주조편의 제조 방법.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/076103 WO2016051511A1 (ja) | 2014-09-30 | 2014-09-30 | 分塊工程や精整工程を省略しても熱間圧延後の表面性状に優れた熱間圧延用チタン鋳片およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170047332A true KR20170047332A (ko) | 2017-05-04 |
| KR101953042B1 KR101953042B1 (ko) | 2019-02-27 |
Family
ID=55530460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177008239A Active KR101953042B1 (ko) | 2014-09-30 | 2014-09-30 | 분괴 공정이나 정정 공정을 생략하여도 열간 압연 후의 표면 성상이 우수한 열간 압연용 티타늄 주조편 및 그 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10570492B2 (ko) |
| EP (1) | EP3178584A4 (ko) |
| JP (1) | JP5888432B1 (ko) |
| KR (1) | KR101953042B1 (ko) |
| CN (1) | CN106715005B (ko) |
| EA (1) | EA029618B1 (ko) |
| UA (1) | UA115957C2 (ko) |
| WO (1) | WO2016051511A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021020808A1 (ko) * | 2019-07-26 | 2021-02-04 | 주식회사 포스코 | 티타늄 슬라브 및 그 제조방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3702057B1 (en) * | 2017-10-26 | 2023-04-26 | Nippon Steel Corporation | Production method for hot-rolled titanium plate |
| EP3712282B1 (en) * | 2018-02-07 | 2023-08-09 | Nippon Steel Corporation | Titanium alloy material |
| KR102826211B1 (ko) * | 2020-01-21 | 2025-06-27 | 닛폰세이테츠 가부시키가이샤 | 가공 티타늄재 및 그 제조 방법 |
| WO2022185409A1 (ja) * | 2021-03-02 | 2022-09-09 | 日本製鉄株式会社 | 熱間加工用α+β型チタン合金鋳塊 |
| KR20230057535A (ko) | 2021-10-21 | 2023-05-02 | 한국생산기술연구원 | Fcc 상이 균일 분산된 적층 성형 타이타늄 소재부품 제조 방법 및 적층 성형 타이타늄 소재 부품 |
| KR20230067241A (ko) * | 2021-11-09 | 2023-05-16 | 에스케이온 주식회사 | 배터리 모듈 |
| CN115156330B (zh) * | 2022-07-08 | 2025-08-05 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种大气环境下热轧制备钛/钢复合板的方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6256561A (ja) * | 1985-09-06 | 1987-03-12 | Honda Motor Co Ltd | TiまたはTi合金の表面硬化方法 |
| JP2007332420A (ja) | 2006-06-15 | 2007-12-27 | Nippon Steel Corp | チタン材の製造方法および熱間圧延用素材 |
| WO2010090352A1 (ja) | 2009-02-09 | 2010-08-12 | 新日本製鐵株式会社 | 熱間圧延用チタン素材およびその製造方法 |
| KR20110111457A (ko) * | 2009-02-09 | 2011-10-11 | 신닛뽄세이테쯔 카부시키카이샤 | 열간 압연용 티타늄 슬래브, 그 용제 방법 및 압연 방법 |
| WO2012144561A1 (ja) * | 2011-04-22 | 2012-10-26 | 新日本製鐵株式会社 | 熱間圧延用チタンスラブおよびその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4690875A (en) * | 1984-01-12 | 1987-09-01 | Degussa Electronics Inc., Materials Division | High vacuum cast ingots |
| US7617863B2 (en) * | 2006-08-11 | 2009-11-17 | Rti International Metals, Inc. | Method and apparatus for temperature control in a continuous casting furnace |
| EP2674506B1 (en) * | 2011-02-10 | 2017-04-12 | Nippon Steel & Sumitomo Metal Corporation | Abrasion-resistant titanium alloy member having excellent fatigue strength |
| EA029486B1 (ru) * | 2013-04-01 | 2018-04-30 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Титановая отливка для горячей прокатки и способ ее изготовления |
-
2014
- 2014-09-30 WO PCT/JP2014/076103 patent/WO2016051511A1/ja not_active Ceased
- 2014-09-30 EA EA201790499A patent/EA029618B1/ru not_active IP Right Cessation
- 2014-09-30 US US15/513,856 patent/US10570492B2/en active Active
- 2014-09-30 UA UAA201702957A patent/UA115957C2/uk unknown
- 2014-09-30 JP JP2014549245A patent/JP5888432B1/ja active Active
- 2014-09-30 CN CN201480082160.3A patent/CN106715005B/zh active Active
- 2014-09-30 EP EP14903062.9A patent/EP3178584A4/en not_active Withdrawn
- 2014-09-30 KR KR1020177008239A patent/KR101953042B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6256561A (ja) * | 1985-09-06 | 1987-03-12 | Honda Motor Co Ltd | TiまたはTi合金の表面硬化方法 |
| JP2007332420A (ja) | 2006-06-15 | 2007-12-27 | Nippon Steel Corp | チタン材の製造方法および熱間圧延用素材 |
| WO2010090352A1 (ja) | 2009-02-09 | 2010-08-12 | 新日本製鐵株式会社 | 熱間圧延用チタン素材およびその製造方法 |
| KR20110111457A (ko) * | 2009-02-09 | 2011-10-11 | 신닛뽄세이테쯔 카부시키카이샤 | 열간 압연용 티타늄 슬래브, 그 용제 방법 및 압연 방법 |
| WO2012144561A1 (ja) * | 2011-04-22 | 2012-10-26 | 新日本製鐵株式会社 | 熱間圧延用チタンスラブおよびその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021020808A1 (ko) * | 2019-07-26 | 2021-02-04 | 주식회사 포스코 | 티타늄 슬라브 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170283928A1 (en) | 2017-10-05 |
| KR101953042B1 (ko) | 2019-02-27 |
| CN106715005B (zh) | 2018-12-11 |
| EA029618B1 (ru) | 2018-04-30 |
| UA115957C2 (uk) | 2018-01-10 |
| EP3178584A1 (en) | 2017-06-14 |
| EA201790499A1 (ru) | 2017-06-30 |
| CN106715005A (zh) | 2017-05-24 |
| JP5888432B1 (ja) | 2016-03-22 |
| US10570492B2 (en) | 2020-02-25 |
| JPWO2016051511A1 (ja) | 2017-04-27 |
| EP3178584A4 (en) | 2018-03-14 |
| WO2016051511A1 (ja) | 2016-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101953042B1 (ko) | 분괴 공정이나 정정 공정을 생략하여도 열간 압연 후의 표면 성상이 우수한 열간 압연용 티타늄 주조편 및 그 제조 방법 | |
| JP5754559B2 (ja) | 熱間圧延用チタン鋳片およびその製造方法 | |
| CN102307685B (zh) | 热轧用钛板坯、其熔炼方法以及轧制方法 | |
| JP2014233753A (ja) | 分塊工程や精整工程を省略しても熱間圧延後の表面性状に優れた工業用純チタンインゴットおよびその製造方法 | |
| WO2014163086A1 (ja) | 熱間圧延用チタン鋳片およびその製造方法 | |
| KR20130133050A (ko) | 열간 압연용 티탄 슬래브 및 그 제조 방법 | |
| JP2007332420A (ja) | チタン材の製造方法および熱間圧延用素材 | |
| JP6075384B2 (ja) | 熱間圧延用チタン鋳片およびその製造方法 | |
| WO2019082352A1 (ja) | チタン熱間圧延板の製造方法 | |
| CN106715755B (zh) | 难以产生表面瑕疵的热轧用钛铸坯及其制造方法 | |
| JP6171836B2 (ja) | 熱間圧延用チタン合金スラブおよびその製造方法 | |
| TWI730190B (zh) | 鈦熱軋板的製造方法 | |
| KR101953487B1 (ko) | 표면 결함이 발생하기 어려운 열간 압연용 티타늄 주조편 및 그 제조 방법 | |
| JP2019093439A (ja) | チタン材の熱間圧延方法 | |
| WO2016051482A1 (ja) | 熱間圧延用チタン鋳片およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20170327 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180102 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20181226 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190221 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190221 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20220119 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240119 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20250108 Start annual number: 7 End annual number: 7 |