KR20170048954A - 레이저 클래딩 시스템 및 이를 이용한 레이저 클래딩 방법 - Google Patents
레이저 클래딩 시스템 및 이를 이용한 레이저 클래딩 방법 Download PDFInfo
- Publication number
- KR20170048954A KR20170048954A KR1020150149686A KR20150149686A KR20170048954A KR 20170048954 A KR20170048954 A KR 20170048954A KR 1020150149686 A KR1020150149686 A KR 1020150149686A KR 20150149686 A KR20150149686 A KR 20150149686A KR 20170048954 A KR20170048954 A KR 20170048954A
- Authority
- KR
- South Korea
- Prior art keywords
- cladding
- laser
- cladding layer
- workpiece
- base plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B29C67/0085—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/12—Trimming or finishing edges, e.g. deburring welded corners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B29C67/0088—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Plasma & Fusion (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
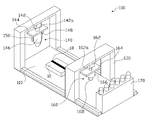
도 2는 본 발명의 일실시예에 따른 레이저 클래딩 시스템을 개략적으로 도시하는 구성도.
도 3은 도 2에 도시된 레이저 클래딩 수단의 측면도.
도 4는 도 2에 도시된 가공수단의 측면도.
도 5a와 도 5b는 본 발명의 일실시예에 따른 레이저 클래딩 시스템의 작동 상태도.
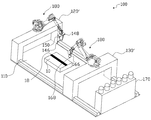
도 6은 본 발명의 변형실시예에 따른 레이저 클래딩 시스템을 개략적으로 도시하는 구성도.
120; 제1 이동프레임
122; 레일
130; 제2 이동프레임
132; 레일
140; 레이저 클래딩 수단
142; 실린더
142a; 실린더로드
144; 지지플레이트
146; 레이저 헤드
148; 클래딩 소재 공급부재
150; 측정수단
160; 가공수단
162; 실린더
162a; 실린더 로드
164; 지지플레이트
166; 본체
168; 엔드 밀
170; 자동공구교환수단
Claims (5)
- 소정 위치에 소재가 안착되는 베이스 플레이트;
상기 베이스 플레이트 상에 상호 이격되게 설치된 제1 및 제2 이동프레임;
상기 제1 이동프레임에 설치되어 상기 소재의 표면에 클래딩 층을 형성하는 레이저 클래딩 수단;
상기 클래딩 수단의 일측에 설치되어 상기 클래딩 층의 두께를 측정하는 측정수단; 및,
상기 제2 이동프레임에 설치되어 상기 클래딩 층의 표면에 존재하는 미세 버(Burr)를 엔드 밀로 가공하는 가공수단;을 포함하여 이루어지는 것을 특징으로 하는 레이저 클래딩 시스템.
- 청구항 1에 있어서, 상기 레이저 클래딩 수단은,
상기 제1 이동프레임의 상측 하부면에 설치된 레일에 결합된 실린더와, 상기 실린더에 구비된 실린더 로드의 단부에 결합된 지지플레이트에 설치되어 상기 소재의 표면에 레이저 빔을 발진하는 레이저 헤드와, 상기 지지플레이트에 상기 레이저 헤드로부터 소정 거리 이격되게 설치되어 상기 소재의 표면에 클래딩 분말 및 보조 가스를 동시에 공급하는 클래딩 소재 공급부재로 이루어지는 것을 특징으로 하는 레이저 클래딩 시스템.
- 청구항 1에 있어서,
상기 측정수단은 3D 스캐닝 또는 CCD 카메라 중 어느 하나인 것을 특징으로 하는 레이저 클래딩 시스템.
- 청구항 1에 있어서,
상기 베이스 플레이트의 일측 소정 위치에는 상기 가공수단에 구비된 엔드 밀을 자동으로 교체할 수 있는 자동공구교환수단(automatic tool changer:ATC)가 설치되는 것을 특징으로 하는 레이저 클래딩 시스템.
- 청구항 1 내지 청구항 4 중 어느 한 항의 레이저 클래딩 시스템을 이용한 레이저 클래딩 방법에 있어서,
상기 베이스 플레이트의 소정 위치에 소재를 안착시키는 단계;
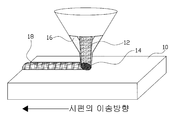
상기 제1 이동프레임에 설치된 레이저 클래딩 수단을 이용하여 상기 소재의 표면에 클래딩 분말 및 보조가스를 동시에 공급하면서 레이저 빔을 발진하여 소재의 표면과 클래딩 분말이 용융되도록 하여 클래딩 층을 형성하는단계;
상기 클래딩 층의 두께를 상기 측정수단을 이용해 측정하는 단계;
상기 소재의 표면에 형성된 클래딩 층의 표면에 존재하는 미세 버(Burr)가 제거되도록 상기 가공수단으로 상기 클래딩 층의 표면을 가공하는 단계; 및,
상기 소재의 클래딩 성형이 완료될 때까지 상기 클래딩 층 형성단계 내지 상기 가공단계를 반복하는 단계를 포함하는 레이저 클래딩 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150149686A KR20170048954A (ko) | 2015-10-27 | 2015-10-27 | 레이저 클래딩 시스템 및 이를 이용한 레이저 클래딩 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150149686A KR20170048954A (ko) | 2015-10-27 | 2015-10-27 | 레이저 클래딩 시스템 및 이를 이용한 레이저 클래딩 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170048954A true KR20170048954A (ko) | 2017-05-10 |
Family
ID=58743882
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150149686A Ceased KR20170048954A (ko) | 2015-10-27 | 2015-10-27 | 레이저 클래딩 시스템 및 이를 이용한 레이저 클래딩 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170048954A (ko) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107686989A (zh) * | 2017-07-21 | 2018-02-13 | 浙江工业大学 | 一种用于激光制造的电磁场调控装置 |
| CN109590678A (zh) * | 2018-11-12 | 2019-04-09 | 中国航天空气动力技术研究院 | 3d打印复合材料空间压力容器金属内衬的制作方法及设备 |
| CN110682099A (zh) * | 2019-10-10 | 2020-01-14 | 河北瑞兆激光再制造技术股份有限公司 | 一种复杂应力条件下轴修复装置 |
| WO2022265327A1 (ko) * | 2021-06-15 | 2022-12-22 | 주식회사 코렌텍 | 적층공정을 이용한 이탈공차 보완방법 |
| KR102507407B1 (ko) * | 2022-12-09 | 2023-03-08 | 터보파워텍(주) | 3d프린팅 레이저 클래딩에 의한 가스터빈 고온부품 열차폐코팅용 고정장치 |
| CN115815842A (zh) * | 2022-12-15 | 2023-03-21 | 江苏大学 | 一种旋转磁场辅助激光熔覆及激光打孔装置及方法 |
| CN116197794A (zh) * | 2023-01-19 | 2023-06-02 | 宁夏苏宁新能源设备有限公司 | 连续式液压缸套修复系统 |
| CN116728001A (zh) * | 2023-08-16 | 2023-09-12 | 西南交通大学 | 一种晶粒梯度细化的高完整性金属材料表面加工方法 |
-
2015
- 2015-10-27 KR KR1020150149686A patent/KR20170048954A/ko not_active Ceased
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107686989A (zh) * | 2017-07-21 | 2018-02-13 | 浙江工业大学 | 一种用于激光制造的电磁场调控装置 |
| CN109590678A (zh) * | 2018-11-12 | 2019-04-09 | 中国航天空气动力技术研究院 | 3d打印复合材料空间压力容器金属内衬的制作方法及设备 |
| CN110682099A (zh) * | 2019-10-10 | 2020-01-14 | 河北瑞兆激光再制造技术股份有限公司 | 一种复杂应力条件下轴修复装置 |
| WO2022265327A1 (ko) * | 2021-06-15 | 2022-12-22 | 주식회사 코렌텍 | 적층공정을 이용한 이탈공차 보완방법 |
| KR20220168078A (ko) * | 2021-06-15 | 2022-12-22 | 주식회사 코렌텍 | 적층공정을 이용한 이탈공차 보완방법 |
| KR102507407B1 (ko) * | 2022-12-09 | 2023-03-08 | 터보파워텍(주) | 3d프린팅 레이저 클래딩에 의한 가스터빈 고온부품 열차폐코팅용 고정장치 |
| CN115815842A (zh) * | 2022-12-15 | 2023-03-21 | 江苏大学 | 一种旋转磁场辅助激光熔覆及激光打孔装置及方法 |
| CN116197794A (zh) * | 2023-01-19 | 2023-06-02 | 宁夏苏宁新能源设备有限公司 | 连续式液压缸套修复系统 |
| CN116728001A (zh) * | 2023-08-16 | 2023-09-12 | 西南交通大学 | 一种晶粒梯度细化的高完整性金属材料表面加工方法 |
| CN116728001B (zh) * | 2023-08-16 | 2023-11-03 | 西南交通大学 | 一种晶粒梯度细化的高完整性金属材料表面加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170048954A (ko) | 레이저 클래딩 시스템 및 이를 이용한 레이저 클래딩 방법 | |
| US11813791B2 (en) | Method and system for producing a workpiece using additive manufacturing techniques | |
| US10688581B2 (en) | 3D metal printing device and process | |
| US11975481B2 (en) | Adaptive closed-loop control of additive manufacturing for producing a workpiece | |
| CN105039971B (zh) | 模具再制造激光3d打印机及方法 | |
| CN105945281B (zh) | 零件与模具的熔积成形加工制造方法 | |
| US10994355B2 (en) | Metal laminating and molding method | |
| WO2018228919A1 (de) | Vorrichtung und ein verfahren für den lagenweisen additiven materialaufbau | |
| US20190134911A1 (en) | Apparatus and methods for build surface mapping | |
| CN112236289A (zh) | 用于自动工具路径生成的方法和系统 | |
| CN105008073A (zh) | 建立用于增材制造的平台 | |
| KR101790154B1 (ko) | Cam 파일을 자동 생성하는 레이저 클래딩 방법 및 시스템 | |
| JP2018531815A (ja) | 工作物の製造における、付加製造機械を含む機械のチェーンの制御の改善、またはそれに関する改善 | |
| KR101492339B1 (ko) | 레이저 클래딩의 제어 방법 및 레이저 클래딩 시스템 | |
| KR101673062B1 (ko) | 레이저 클래딩 과정에서 생성되는 용융 풀의 높이 측정 방법 | |
| CN109514181B (zh) | 用于制造切削工具的方法和机器设备 | |
| Tuteski et al. | Mold design and production by using additive manufacturing (AM)–present status and future perspectives | |
| CN106032064B (zh) | 一种基于fdm技术的3d打印后处理工艺 | |
| CA2913288C (en) | 3d metal printing device and process | |
| Wagiman et al. | Effect of GMAW-CMT heat input on weld bead profile geometry for freeform fabrication of aluminium parts | |
| KR102002297B1 (ko) | 레이저 클래딩 시스템을 이용한 작업 대상물의 작업경로 생성 방법 | |
| KR20150053884A (ko) | 레이저 클래딩 시스템을 이용한 작업 대상물의 작업경로 생성 방법 | |
| US11554412B2 (en) | Mold processing system and mold processing method | |
| US20180243987A1 (en) | System and method for additively manufacturing an article incorporating materials with a low tear strength | |
| Chougule et al. | Design & manufacturing of components of modified bench vise on rapid prototype machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T12-X000 | Administrative time limit extension not granted |
St.27 status event code: U-3-3-T10-T12-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |