KR20170051441A - 단결정의 제조방법 - Google Patents
단결정의 제조방법 Download PDFInfo
- Publication number
- KR20170051441A KR20170051441A KR1020177006467A KR20177006467A KR20170051441A KR 20170051441 A KR20170051441 A KR 20170051441A KR 1020177006467 A KR1020177006467 A KR 1020177006467A KR 20177006467 A KR20177006467 A KR 20177006467A KR 20170051441 A KR20170051441 A KR 20170051441A
- Authority
- KR
- South Korea
- Prior art keywords
- distance
- melt surface
- height position
- reference height
- house structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B15/00—Single-crystal growth by pulling from a melt, e.g. Czochralski method
- C30B15/20—Controlling or regulating
- C30B15/22—Stabilisation or shape controlling of the molten zone near the pulled crystal; Controlling the section of the crystal
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B15/00—Single-crystal growth by pulling from a melt, e.g. Czochralski method
- C30B15/20—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B15/00—Single-crystal growth by pulling from a melt, e.g. Czochralski method
- C30B15/20—Controlling or regulating
- C30B15/203—Controlling or regulating the relationship of pull rate (v) to axial thermal gradient (G)
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/02—Elements
- C30B29/06—Silicon
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
Description
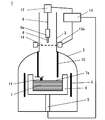
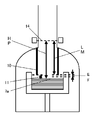
도 2는 본 발명에서 이용할 수 있는 단결정 제조장치에 있어서의 거리를 측정하는 개소 혹은, 미리 거리를 정하는 개소에 대하여 나타낸 개락도이다.
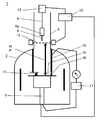
도 3은 실시예에 있어서의 단결정 제조장치를 이용하여, 탕면 간격을 측정하는 방법의 일예를 나타낸 개락도이다.
도 4는 실시예 1 및 비교예 1에 있어서의 탕면 간격의 목표값과의 오차의 결과를 나타낸 도면이다.
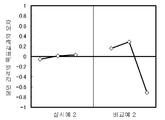
도 5는 실시예 2 및 비교예 2에 있어서의 탕면 간격의 목표값과의 오차의 결과를 나타낸 도면이다.
도 6은 실시예 3과 비교예 3에 있어서의 결정결함 밀도불균일의 결과를 나타내는 도면이다.


Claims (2)
- 초크랄스키법에 의해 도가니 내의 원료융액으로부터 와이어로 단결정을 인상하여 육성할 때에, 상기 원료융액의 융액면과, 이 융액면 상에 배치되는 로내 구조물의 하단부와의 간격을 소정의 거리로 조정하여, 단결정을 육성하는 단결정의 제조방법으로서,
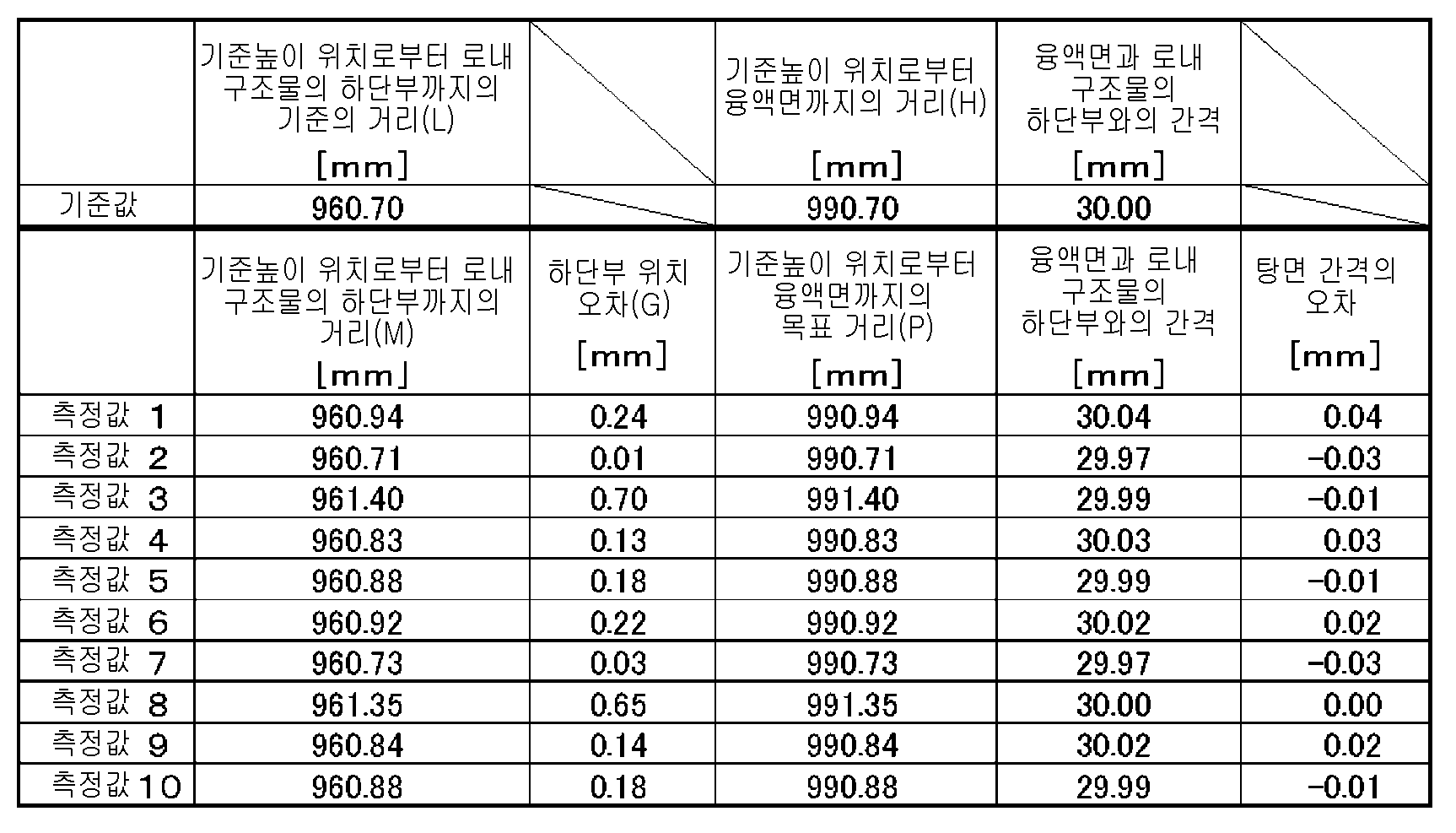
상기 융액면 상의 로내 구조물을 풀챔버에 설치한 상태에서, 상기 융액면 상의 소정의 높이에 있는, 기준높이 위치로부터 상기 로내 구조물의 하단부까지의 거리를 측정하고, 이 측정한 거리와, 미리 설정한 상기 기준높이 위치로부터 상기 로내 구조물의 하단부까지의 거리와의 차인 하단부 위치 오차를 구하고, 이 하단부 위치 오차와, 상기 기준높이 위치로부터 융액면 위치까지의 거리를 가산함으로써, 상기 융액면으로부터 상기 기준높이 위치까지의 목표 거리를 구하고, 상기 융액면의 초기 위치로부터 상기 기준높이 위치까지의 거리를 상기 목표 거리가 되도록 함으로써, 상기 간격을 소정의 거리로 조정하는 것을 특징으로 하는 단결정의 제조방법.
- 제1항에 있어서,
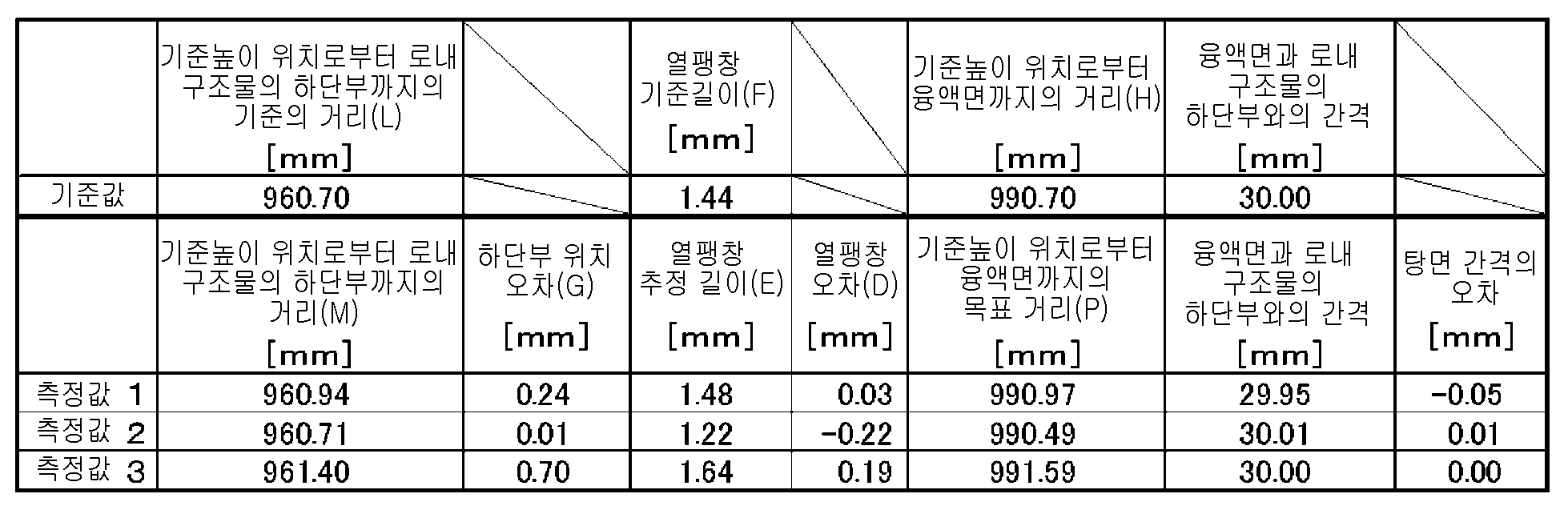
상기 목표 거리를 구할 때에, 상기 하단부까지의 거리를 측정한 상기 융액면 상의 로내 구조물이, 열팽창에 의해 변화하는 길이를 추정하고, 미리 상기 기준높이 위치로부터 상기 로내 구조물의 하단부까지의 거리를 설정할 때에, 미리 정한 상기 로내 구조물의 열팽창 기준길이와, 상기 추정한 길이와의 차인 열팽창 오차를 구하고, 이 열팽창 오차와, 상기 하단부 위치 오차와, 상기 기준높이 위치로부터 상기 융액면 위치까지의 거리를 각각 가산함으로써, 상기 목표 거리를 구하는 것을 특징으로 하는 단결정의 제조방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-186166 | 2014-09-12 | ||
| JP2014186166 | 2014-09-12 | ||
| PCT/JP2015/004258 WO2016038817A1 (ja) | 2014-09-12 | 2015-08-25 | 単結晶の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170051441A true KR20170051441A (ko) | 2017-05-11 |
| KR102241310B1 KR102241310B1 (ko) | 2021-04-16 |
Family
ID=55458592
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177006467A Active KR102241310B1 (ko) | 2014-09-12 | 2015-08-25 | 단결정의 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10094043B2 (ko) |
| JP (1) | JP6365674B2 (ko) |
| KR (1) | KR102241310B1 (ko) |
| CN (1) | CN106687625B (ko) |
| DE (1) | DE112015003765B4 (ko) |
| WO (1) | WO2016038817A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7040491B2 (ja) * | 2019-04-12 | 2022-03-23 | 株式会社Sumco | シリコン単結晶の製造時におけるギャップサイズ決定方法、および、シリコン単結晶の製造方法 |
| CN113913922B (zh) * | 2021-10-28 | 2023-01-10 | 双良硅材料(包头)有限公司 | 一种单晶炉液口距设置方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0504837A2 (en) * | 1991-03-20 | 1992-09-23 | Shin-Etsu Handotai Company Limited | Method and apparatus for producing silicon single crystal |
| JPH0559876B2 (ko) | 1987-07-21 | 1993-09-01 | Shinetsu Handotai Kk | |
| JPH0692784A (ja) | 1991-04-30 | 1994-04-05 | Mitsubishi Materials Corp | 液面制御方法 |
| JPH06293590A (ja) * | 1993-02-10 | 1994-10-21 | Shin Etsu Handotai Co Ltd | 半導体単結晶の引上装置及び引上方法 |
| JPH07277879A (ja) | 1994-03-31 | 1995-10-24 | Komatsu Electron Metals Co Ltd | Cz法による単結晶製造装置および融液レベル制御方法 |
| JPH07330484A (ja) | 1994-06-03 | 1995-12-19 | Nippon Steel Corp | シリコン単結晶の引上げ装置および製造方法 |
| JP2007290906A (ja) | 2006-04-25 | 2007-11-08 | Shin Etsu Handotai Co Ltd | 基準反射体と融液面との距離の測定方法、及びこれを用いた融液面位置の制御方法、並びにシリコン単結晶の製造装置 |
| US20110056427A1 (en) * | 2008-07-01 | 2011-03-10 | Shin-Etsu Handotai Co., Ltd. | Single-crystal manufacturing apparatus and single-crystal manufacturing method |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4784401B2 (ja) * | 2006-05-30 | 2011-10-05 | 株式会社Sumco | シリコン単結晶の育成プロセスにおける融液の液面位置監視装置 |
| JP4918897B2 (ja) * | 2007-08-29 | 2012-04-18 | 株式会社Sumco | シリコン単結晶引上方法 |
| JP5181178B2 (ja) | 2007-09-12 | 2013-04-10 | Sumco Techxiv株式会社 | 半導体単結晶製造装置における位置計測装置および位置計測方法 |
| JP6078974B2 (ja) | 2012-04-04 | 2017-02-15 | 株式会社Sumco | シリコン単結晶の製造方法 |
-
2015
- 2015-08-25 DE DE112015003765.9T patent/DE112015003765B4/de active Active
- 2015-08-25 JP JP2016547672A patent/JP6365674B2/ja active Active
- 2015-08-25 CN CN201580048867.7A patent/CN106687625B/zh active Active
- 2015-08-25 US US15/506,478 patent/US10094043B2/en active Active
- 2015-08-25 KR KR1020177006467A patent/KR102241310B1/ko active Active
- 2015-08-25 WO PCT/JP2015/004258 patent/WO2016038817A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0559876B2 (ko) | 1987-07-21 | 1993-09-01 | Shinetsu Handotai Kk | |
| EP0504837A2 (en) * | 1991-03-20 | 1992-09-23 | Shin-Etsu Handotai Company Limited | Method and apparatus for producing silicon single crystal |
| JPH0692784A (ja) | 1991-04-30 | 1994-04-05 | Mitsubishi Materials Corp | 液面制御方法 |
| JPH06293590A (ja) * | 1993-02-10 | 1994-10-21 | Shin Etsu Handotai Co Ltd | 半導体単結晶の引上装置及び引上方法 |
| JPH07277879A (ja) | 1994-03-31 | 1995-10-24 | Komatsu Electron Metals Co Ltd | Cz法による単結晶製造装置および融液レベル制御方法 |
| JPH07330484A (ja) | 1994-06-03 | 1995-12-19 | Nippon Steel Corp | シリコン単結晶の引上げ装置および製造方法 |
| JP2007290906A (ja) | 2006-04-25 | 2007-11-08 | Shin Etsu Handotai Co Ltd | 基準反射体と融液面との距離の測定方法、及びこれを用いた融液面位置の制御方法、並びにシリコン単結晶の製造装置 |
| US20110056427A1 (en) * | 2008-07-01 | 2011-03-10 | Shin-Etsu Handotai Co., Ltd. | Single-crystal manufacturing apparatus and single-crystal manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112015003765T5 (de) | 2017-07-13 |
| WO2016038817A1 (ja) | 2016-03-17 |
| CN106687625A (zh) | 2017-05-17 |
| DE112015003765B4 (de) | 2022-02-03 |
| JPWO2016038817A1 (ja) | 2017-06-01 |
| US20170260646A1 (en) | 2017-09-14 |
| JP6365674B2 (ja) | 2018-08-01 |
| US10094043B2 (en) | 2018-10-09 |
| CN106687625B (zh) | 2019-06-21 |
| KR102241310B1 (ko) | 2021-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9260796B2 (en) | Method for measuring distance between lower end surface of heat insulating member and surface of raw material melt and method for controlling thereof | |
| US9284660B2 (en) | Apparatus of producing silicon single crystal and method of producing silicon single crystal | |
| TWI588304B (zh) | Single crystal manufacturing method | |
| KR101901308B1 (ko) | 실리콘 융액면의 높이위치의 산출방법 및 실리콘 단결정의 인상방법 그리고 실리콘 단결정 인상장치 | |
| KR101623644B1 (ko) | 잉곳 성장장치의 온도제어장치 및 그 제어방법 | |
| JP4930487B2 (ja) | 融液面と炉内構造物の下端部との距離の測定方法、及びこれを用いた融液面位置の制御方法、並びに単結晶の製造方法及び単結晶製造装置 | |
| JP2011084421A (ja) | シリコン単結晶の引上げ方法 | |
| KR20170051441A (ko) | 단결정의 제조방법 | |
| JP2017075066A (ja) | 単結晶製造装置及び融液面位置の制御方法 | |
| KR101277396B1 (ko) | 잉곳 성장 제어장치 | |
| JP6256284B2 (ja) | 遮熱部材下端面と原料融液面との間の距離の測定方法及びシリコン単結晶の製造方法 | |
| TW201805491A (zh) | 在提拉單晶期間測定及調節單晶直徑的方法 | |
| KR101443492B1 (ko) | 잉곳 성장 제어장치 및 이를 구비한 잉곳 성장장치 | |
| US9200380B2 (en) | Single-crystal manufacturing method and single-crystal manufacturing apparatus | |
| US7470326B2 (en) | Apparatus for manufacturing silicon single crystal, method for manufacturing silicon single crystal, and silicon single crystal | |
| JP4930488B2 (ja) | 単結晶直径の検出方法、及びこれを用いた単結晶の製造方法、並びに単結晶製造装置 | |
| CN110273178A (zh) | 单晶硅的提拉方法 | |
| JPH07277879A (ja) | Cz法による単結晶製造装置および融液レベル制御方法 | |
| TW202138634A (zh) | 單結晶製造系統及單結晶製造方法 | |
| KR101528063B1 (ko) | 잉곳의 직경측정장치, 이를 포함하는 잉곳성장장치 및 잉곳성장방법 | |
| JP5567800B2 (ja) | シリコン単結晶引上げ装置及び引上げ方法 | |
| JP5161169B2 (ja) | シリコン単結晶引上げ装置及び引上げ方法 | |
| JP2016050157A (ja) | 単結晶の製造方法 | |
| JP2016121071A (ja) | 単結晶引き上げ方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170308 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20190520 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200824 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210225 |
|
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210412 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210413 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |