KR20170054583A - 피어싱 금형 - Google Patents
피어싱 금형 Download PDFInfo
- Publication number
- KR20170054583A KR20170054583A KR1020150132257A KR20150132257A KR20170054583A KR 20170054583 A KR20170054583 A KR 20170054583A KR 1020150132257 A KR1020150132257 A KR 1020150132257A KR 20150132257 A KR20150132257 A KR 20150132257A KR 20170054583 A KR20170054583 A KR 20170054583A
- Authority
- KR
- South Korea
- Prior art keywords
- punch
- cam
- mold
- workpiece
- lower mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/14—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D31/00—Other methods for working sheet metal, metal tubes, metal profiles
- B21D31/02—Stabbing or piercing, e.g. for making sieves
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
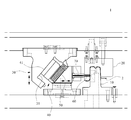
상기 피어싱 금형은, 상면이 워크피스의 하면과 맞물리는 형상을 가지고 상부에 워크피스가 안착되는 하형; 상기 하형의 상부에서 상하방향으로 이동하는 상형; 상기 상형을 따라 상하로 이동하며 하형을 향하는 방향의 하측 모서리가 모따기되어 형성된 제1경사면을 구비하는 캠드라이버; 상기 캠드라이버의 하부에 위치하고 상기 제1경사면과 평행한 제2경사면을 구비하며, 캠드라이버가 하부로 이동함에 의해 제2경사면이 캠드라이버의 제1경사면에 의해 가압되어 하형에 가까워지도록 수평하게 이동하는 캠슬라이드; 상기 캠슬라이드를 하형에서 멀어지는 방향으로 이동시키는 복귀스프링; 및 상기 캠슬라이드에서 하형을 향하는 방향으로 돌출 형성되는 펀치;를 포함하여 이루어지되, 상기 캠슬라이드와 펀치 사이에는 완충스프링이 위치한다.
Description
도 2는 상기 피어싱 금형의 보호관에 관한 설명도이다.
20 : 상형 30 : 캠드라이버
31 : 제1경사면 40 : 캠슬라이드
41 : 제2경사면 50 : 복귀스프링
60 : 펀치 70 : 완충스프링
80 : 보호관 81 : 연결스프링
82 : 캡 83 : 탄성판
Claims (3)
- 워크피스에 구멍을 뚫기 위한 피어싱 금형에 있어서,
상면이 워크피스의 하면과 맞물리는 형상을 가지고 상부에 워크피스가 안착되는 하형(10);
상기 하형(10)의 상부에서 상하방향으로 이동하는 상형(20);
상기 상형(20)을 따라 상하로 이동하며 하형(10)을 향하는 방향의 하측 모서리가 모따기되어 형성된 제1경사면(31)을 구비하는 캠드라이버(30);
상기 캠드라이버(30)의 하부에 위치하고 상기 제1경사면(31)과 평행한 제2경사면(41)을 구비하며, 캠드라이버(30)가 하부로 이동함에 의해 제2경사면(41)이 캠드라이버(30)의 제1경사면(31)에 의해 가압되어 하형(10)에 가까워지도록 수평하게 이동하는 캠슬라이드(40);
상기 캠슬라이드(40)를 하형(10)에서 멀어지는 방향으로 이동시키는 복귀스프링(50); 및
상기 캠슬라이드(40)에서 하형(10)을 향하는 방향으로 돌출 형성되는 펀치(60);를 포함하여 이루어지되,
상기 캠슬라이드(40)와 펀치(60) 사이에는 완충스프링(70)이 위치하는 것을 특징으로 하는 피어싱 금형.
- 제1항에 있어서,
상기 펀치(60)는 보호관(80)에 의해 둘러싸이고,
상기 보호관(80)은 연결스프링(81)을 통해 캠슬라이드(40)에 접합되며, 하형(10)을 향하는 방향의 단부에는 중앙 관통공이 형성된 캡(82)이 구비되어 있는 것을 특징으로 하는 피어싱 금형.
- 제2항에 있어서,
상기 캡(82)의 외측면에는 탄성판(83)이 부착되어 있는 것을 특징으로 하는 피어싱 금형.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150132257A KR101762125B1 (ko) | 2015-09-18 | 2015-09-18 | 피어싱 금형 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150132257A KR101762125B1 (ko) | 2015-09-18 | 2015-09-18 | 피어싱 금형 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170054583A true KR20170054583A (ko) | 2017-05-18 |
| KR101762125B1 KR101762125B1 (ko) | 2017-07-27 |
Family
ID=59049271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150132257A Expired - Fee Related KR101762125B1 (ko) | 2015-09-18 | 2015-09-18 | 피어싱 금형 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101762125B1 (ko) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110193557A (zh) * | 2019-05-28 | 2019-09-03 | 瑞鹄汽车模具股份有限公司 | 一种活动镶块整形机构及整形方法 |
| CN110238281A (zh) * | 2019-06-19 | 2019-09-17 | 深圳数码模汽车技术有限公司 | 一种具有摆杆脱料机构的连续模装置及脱料方法 |
| CN110405104A (zh) * | 2019-09-05 | 2019-11-05 | 深圳数码模汽车技术有限公司 | 一种汽车座椅座盆零件同步侧翻孔侧整形模具及方法 |
| KR102319975B1 (ko) * | 2021-07-05 | 2021-11-01 | 김원홍 | 승용차용 서스펜션에 장착되는 이너 튜브의 제조 설비 |
| KR102344702B1 (ko) * | 2021-07-05 | 2021-12-30 | 김원홍 | 승용차용 서스펜션에 장착되는 이너 튜브의 제조 방법 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3540308B2 (ja) * | 2002-05-16 | 2004-07-07 | ユミックス株式会社 | スライドカム型 |
-
2015
- 2015-09-18 KR KR1020150132257A patent/KR101762125B1/ko not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110193557A (zh) * | 2019-05-28 | 2019-09-03 | 瑞鹄汽车模具股份有限公司 | 一种活动镶块整形机构及整形方法 |
| CN110238281A (zh) * | 2019-06-19 | 2019-09-17 | 深圳数码模汽车技术有限公司 | 一种具有摆杆脱料机构的连续模装置及脱料方法 |
| CN110405104A (zh) * | 2019-09-05 | 2019-11-05 | 深圳数码模汽车技术有限公司 | 一种汽车座椅座盆零件同步侧翻孔侧整形模具及方法 |
| CN110405104B (zh) * | 2019-09-05 | 2024-04-02 | 深圳数码模汽车技术有限公司 | 一种汽车座椅座盆零件同步侧翻孔侧整形模具及方法 |
| KR102319975B1 (ko) * | 2021-07-05 | 2021-11-01 | 김원홍 | 승용차용 서스펜션에 장착되는 이너 튜브의 제조 설비 |
| KR102344702B1 (ko) * | 2021-07-05 | 2021-12-30 | 김원홍 | 승용차용 서스펜션에 장착되는 이너 튜브의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101762125B1 (ko) | 2017-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101762125B1 (ko) | 피어싱 금형 | |
| CN207479349U (zh) | 带有阶梯式驱动斜楔机构的侧整形模具 | |
| KR101588155B1 (ko) | 프레스 성형 방법 | |
| CN207222838U (zh) | 一种准确定位的螺母冲铆装置 | |
| KR20110095748A (ko) | 두 개 이상의 유압 펀치가 작동하는 프레스 금형 | |
| JP2014113620A (ja) | プレス成形装置 | |
| KR20160077452A (ko) | 프레스 성형 장치 | |
| CN101347809B (zh) | 一种向上翻孔的模具 | |
| CN107252846A (zh) | 一种电脑扣板加工模具 | |
| JP2010260078A5 (ko) | ||
| WO2007082000A3 (en) | Formation tool for a punching machine | |
| CN103551460B (zh) | 一种冲压件整形模具 | |
| CN103008484B (zh) | 零件水平方向的两端部同步收口装置 | |
| CN107096830A (zh) | 一种带孔电脑扣板冲压模具 | |
| CN205056836U (zh) | 高强度钢板热冲压成形零件修边冲孔模具 | |
| CN107199281A (zh) | 一种便于定位的电脑扣板冲压模具 | |
| KR20180111191A (ko) | 다단식 벤딩장치 | |
| US20100024510A1 (en) | Press die set for forming flange and flange forming method | |
| CN107127253A (zh) | 一种u型电脑盖板加工模具 | |
| JP5879144B2 (ja) | プレス加工方法及びプレス金型 | |
| CN105127294B (zh) | 一种汽车零件近边对称翻孔模 | |
| CN214977029U (zh) | 冲废料模具 | |
| KR101543847B1 (ko) | 버링부 가공장치 및 방법 | |
| CN104492883B (zh) | 一种铰链弯曲工装 | |
| KR20160022384A (ko) | 복수의 저항 용접 요소들을 세팅하기 위한 도구 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| X091 | Application refused [patent] | ||
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PE0801 | Dismissal of amendment |
St.27 status event code: A-2-2-P10-P12-nap-PE0801 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20200612 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| LAPS | Lapse due to unpaid annual fee | ||
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20210722 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20210722 |