KR20170056348A - 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 - Google Patents
박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 Download PDFInfo
- Publication number
- KR20170056348A KR20170056348A KR1020150159920A KR20150159920A KR20170056348A KR 20170056348 A KR20170056348 A KR 20170056348A KR 1020150159920 A KR1020150159920 A KR 1020150159920A KR 20150159920 A KR20150159920 A KR 20150159920A KR 20170056348 A KR20170056348 A KR 20170056348A
- Authority
- KR
- South Korea
- Prior art keywords
- thin film
- electrode
- film forming
- gas
- electrodes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images















Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/12—Deposition of organic active material using liquid deposition, e.g. spin coating
-
- H01L51/56—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/0255—Discharge apparatus, e.g. electrostatic spray guns spraying and depositing by electrostatic forces only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
- B05B5/032—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying for spraying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/053—Arrangements for supplying power, e.g. charging power
- B05B5/0533—Electrodes specially adapted therefor; Arrangements of electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
-
- H01L21/203—
-
- H01L21/683—
-
- H01L51/0008—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/053—Arrangements for supplying power, e.g. charging power
- B05B5/0533—Electrodes specially adapted therefor; Arrangements of electrodes
- B05B5/0536—Dimensional characteristics of electrodes, e.g. diameter or radius of curvature of a needle-like corona electrode
-
- H01L2251/56—
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Electroluminescent Light Sources (AREA)
Abstract
박막 형성 재료를 분무시키는 복수의 전극 및 상기 복수의 파이프 전극과 마주보도록 배치되어 있고, 박막을 형성할 기판을 거치하는 기판 거치대를 포함하고, 복수의 전극 각각은 상기 분무되는 박막 형성 재료를 건조시키기 위한 가스가 분사되는 가스 분사유로를 포함하고, 이웃하는 복수의 전극 간 간격을 L 이라 하고, 복수의 전극으로부터 거치된 기판까지의 최단 거리를 Z라 하면, Z ≥ 5L 를 만족하는 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법을 제공한다.
Description
박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법에 관한 것이다.
유기 전기 발광 소자(이하 유기 EL 소자라 한다.)는 유기 재료로 제작한 박막 양면에 전극을 설치하고 그 전극 사이에 전압을 인가하여 양면 전극에서 유기 박막 속으로 주입된 전자와 정공의 재결합으로 생기는 발광을 이용하는 전류 구동형 발광 소자로써 저전압으로 높은 발광 휘도를 얻을 수 있고, 자체적으로 발광하며 가시성이 높아 경량 박형 디스플레이나 조명 등에 대한 응용 연구가 활발히 이루어지고 있다.
현재 유기 EL 소자 제작에 주로 사용되고 있는 유기 박막의 제작 법은 진공 증착법으로 대표되는 건식 프로세스와 스핀 코트법으로 대표되는 습식 프로세스가 있다. 건식 프로세스는 비교적 저분자 유기 재료를 이용한 제막 프로세스로 두께의 조절이 용이하고, 적당한 크기의 구멍을 가지는 마스크를 이용하여 도포 영역을 구분 지을 수 있으며, 성질이 다른 유기 재료를 적층하는 구조를 쉽게 제작할 수 있는 특징을 가지고 있다. 그 중에서도 특히 적층 구조를 쉽게 제작할 수 있는 "다층화 기술"은 매우 중요하며 이 기술을 통해 유기 EL소자의 발광 효율과 소자 수명이 비약적으로 향상되면서 유기 EL 소자는 실용 가능한 디스플레이로써 많은 어플리케이션에 채용되기에 이르렀다. 그러나 이 기술에는 진공 장치가 필요하기 때문에 장치의 초기 도입이나 유지에 고액의 비용이 든다는 점, 대형 기판에는 사용이 어려운 점 등으로 인해 생산성의 향상, 즉 제조 비용 절감에 제약이 따르고 있다.
한편, 습식 프로세스는 제막성이나 내열성 등 물리적인 안정성이 뛰어난 고분자 재료에 적용 가능한 것과 장치가 단순하고 진공 등 특수 환경을 필요로 하지 않는 등 대량 생산에 적합한 프로세스로 저가 제품 제조에 적합하다고 여겨지고 있다. 그러나 고효율, 긴 수명을 실현시키기 위해서는, 앞에서 기술한 것과 같이, 상이한 성질의 재료를 이용한 적층 구조 제작이 중요한 요소이나, 습식 프로세스는 상층 박막 형성 재료의 용매가 하층 유기 재료에 녹아 들면서 침투에 의한 하층 박리를 일으키는 문제가 있고, 이를 방지할 필요가 있다. 이를 위해 가교 경화제 등 첨가제를 사용하는 경우도 있으나, 이러한 첨가제는 발광 기능을 저해하는 것으로 알려져 있어서, 소자의 기능에 손실을 유발하지 않는 고성능의 다층 구조를 실현함에 있어서 많은 곤란을 겪고 있다.
간단하게 패턴 제작이 가능하다는 점을 내세워 일렉트로 스프레이법(eletro-spray 법, 이하 ES법이라 한다.)을 유기 EL 소자 제작에 이용하는 안이 여럿 제안되고 있다. ES법은 기능성 재료의 용해 액을 도전성 기판과 그 용액을 방출하는 노즐 사이에 고전압을 인가함으로써 분사하여 기판에 부착시키는 방법이다. 이 방법은 대전된 용해 액이 미세한 나노 오더(nanoorder) 수준의 액체 방울로 변하며 상호 반발, 분산되어 세밀한 나노 오더 수준의 액체 방울을 형성하고, 이 때 급격하게 일어나는 표면적 증가에 따라 용매가 증발하여 용액 내의 용질(유기 재료)만이 거의 건조된 상태에서 기판에 부착되어 균일한 층을 만들기 때문에 복층(復層)의 적층에도 유용하다.
대량 생산에 적용 가능하며, 균일한 나노 오더 층을 안정적으로 형성할 수 있는 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법을 마련하고자 한다.
일 실시예에 따르면, 박막 형성 재료를 분무시키는 복수의 전극 및 상기 복수의 파이프 전극과 마주보도록 배치되어 있고, 박막을 형성할 기판을 거치하는 기판 거치대를 포함하고, 상기 복수의 전극 각각은 상기 분무되는 박막 형성 재료를 건조시키기 위한 가스가 분사되는 가스 분사유로를 포함하고, 이웃하는 상기 복수의 전극 간 간격을 L 이라 하고, 상기 복수의 전극으로부터 거치된 상기 기판까지의 최단 거리를 Z라 하면, Z ≥ 5L 를 만족하는 박막 형성 장치가 제공된다.
상기 L 은 5 내지 20 mm 의 값을 가질 수 있고, 상기 Z 는 30 mm 이상의 값을 가질 수 있다.
상기 형성된 박막의 두께 편차를 δ(%) 라 하면,
가스 분사유로는 질소(N2), 아르곤(Ar), 헬륨(He), 네온(Ne), 제논(Xe), 크립톤(Kr) 중 적어도 하나를 포함하는 가스를 분사시킬 수 있다.
상기 가스 분사유로는 상기 전극의 중심축을 따라 연장될 수 있다.
상기 전극은 파이프 형상으로 형성되고, 상기 중심축에 수직하는 평면으로 자른 상기 가스 유로의 단면은 원형 형상을 가질 수 있다.
상기 전극의 전단은 원통형 형상을 가지고, 상기 중심축을 기준으로 자른 상기 가스 유로의 단면은 원형 형상을 가질 수 있다.
상기 전극의 표면에는 도금층이 형성될 수 있다.
상기 도금층은 스테인리스 스틸, 텅스텐, 금, 백금 중 적어도 어느 하나를 포함할 수 있다.
상기 박막 형성 장치는 상기 박막 형성 재료가 담긴 전극 조를 더 포함하고, 상기 전극의 적어도 일부는 상기 전극 조에 침지되어 있을 수 있다.
상기 전극의 높이는 상기 박막 형성 재료가 담긴 높이보다 0.15mm 내지 4mm 더 높을 수 있다.
한편, 상기 기판 거치대는 상기 복수의 전극 아래에 배치될 수도 있다.
한편, 다른 일 실시예에 따르면, 상기 박막 형성 장치를 사용하여 적어도 하나의 유기막을 형성하는 단계를 포함하는 유기 발광 소자의 제조 방법이 제공된다.
대량 생산에 적용 가능하며, 품질이 향상된 박막을 균일하고 안정적으로 형성할 수 있는 박막 형성 장치를 마련할 수 있다.
도 1은 제1 실시예에 따른 박막 형성 장치의 개요도이고,
도 2는 제1 실시예에 따른 박막 형성 장치의 전극을 나타낸 단면도이고,
도 3은 도 2의 전극을 중심축에 수직하는 평면으로 자른 단면을 나타낸 도면이고,
도 4는 도 2의 전극 단부를 확대한 도면이고,
도 5는 가스 분사유로로부터 분사된 가스의 위치별 속도 프로파일을 나타낸 모식도이고,
도 6은 제1 실시예의 박막 형성 장치에서, 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 속도비를 나타낸 그래프이고,
도 7은 제1 실시예의 박막 형성 장치에서, 복수의 전극으로부터 거치된 상기 기판까지의 최단 거리에 따라 형성되는 박막의 형태를 개략적으로 나타낸 그래프이고,
도 8은 제1 실시예의 박막 형성 장치에서, L=10mm, Z=20mm 일 경우 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프이고,
도 9는 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=10mm, Z=50mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 10은 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=10mm, Z=100mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 11은 제1 실시예의 박막 형성 장치에서, L=2mm, Z=5mm 일 경우 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프이고,
도 12는 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=2mm, Z=10mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 13은 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=2mm, Z=15mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 14는 L의 변화에 따른 Z에 대한 δ 의 관계를 나타낸 그래프이고,
도 15는 표 1에 나타난 L과 B의 상관관계를 나타낸 그래프이고,
도 16은 제2 실시예의 박막 형성 장치를 나타낸 개요도이고,
도 17은 도 16의 전극 단부를 확대한 도면이다.
도 2는 제1 실시예에 따른 박막 형성 장치의 전극을 나타낸 단면도이고,
도 3은 도 2의 전극을 중심축에 수직하는 평면으로 자른 단면을 나타낸 도면이고,
도 4는 도 2의 전극 단부를 확대한 도면이고,
도 5는 가스 분사유로로부터 분사된 가스의 위치별 속도 프로파일을 나타낸 모식도이고,
도 6은 제1 실시예의 박막 형성 장치에서, 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 속도비를 나타낸 그래프이고,
도 7은 제1 실시예의 박막 형성 장치에서, 복수의 전극으로부터 거치된 상기 기판까지의 최단 거리에 따라 형성되는 박막의 형태를 개략적으로 나타낸 그래프이고,
도 8은 제1 실시예의 박막 형성 장치에서, L=10mm, Z=20mm 일 경우 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프이고,
도 9는 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=10mm, Z=50mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 10은 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=10mm, Z=100mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 11은 제1 실시예의 박막 형성 장치에서, L=2mm, Z=5mm 일 경우 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프이고,
도 12는 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=2mm, Z=10mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 13은 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=2mm, Z=15mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이고,
도 14는 L의 변화에 따른 Z에 대한 δ 의 관계를 나타낸 그래프이고,
도 15는 표 1에 나타난 L과 B의 상관관계를 나타낸 그래프이고,
도 16은 제2 실시예의 박막 형성 장치를 나타낸 개요도이고,
도 17은 도 16의 전극 단부를 확대한 도면이다.
이하, 실시예에 대하여 본 기술분야에서 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 상세히 설명한다. 그러나 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시예에 한정되지 않는다.
도면에서 여러 층 및 영역을 명확하게 표현하기 위하여 두께를 확대하여 나타내었다. 명세서 전체를 통하여 유사한 부분에 대해서는 동일한 도면 부호를 붙였다. 층, 막, 영역, 판 등의 부분이 다른 부분 "위에" 있다고 할 때, 이는 다른 부분 "바로 위에" 있는 경우 뿐만 아니라 그 중간에 또 다른 부분이 있는 경우도 포함한다. 반대로 어떤 부분이 다른 부분 "바로 위에" 있다고 할 때에는 중간에 다른 부분이 없는 것을 뜻한다.
이하에서는 우선 도 1을 참조하여 제1 실시예에 따른 박막 형성 장치(10)의 개략적인 구조를 설명한다.
도 1은 제1 실시예에 따른 박막 형성 장치의 개요도이다.
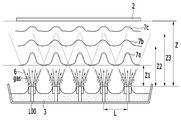
제1 실시예에 따른 박막 형성 장치는 기판(2)을 장착하는 기판 거치대(1), 기판 거치대(1)와 마주하고 있으며, 복수의 전극(100)이 소정의 배열로 배치되어 있으며, 박막 형성 재료가 담긴 전극 조(4)를 포함한다.
기판 거치대(1)는 박막을 형성할 기판(2)을 전극(100)과 대향되는 위치에 배치하기 위한 장치로써, 흡인 장치 등의 고정 장치(미도시)를 이용하여 기판(2)을 장착하여 박막 형성 영역에 투입하여 도 1에 도시된 바와 같이 전극(100)의 위에 오도록 배치할 수 있다.
제1 실시예에서 기판 거치대(1)는 도 1을 기준으로 전극(100)의 위에 오도록 기판(2)을 배치하여, 박막 형성 재료(3)가 기판(2) 표면을 향해 올라오는, 이른 바 "업 플로우(up-flow)" 방식의 박막 형성이 가능하지만, 기판(2)과 전극(100)의 위치가 반드시 이에 제한되는 것은 아니고, 전극(100)과 기판(2)이 서로 대향되는 배치를 전제로 기판 거치대(1) 및 이에 거치된 기판(2)의 위치를 다양하게 설정할 수 있다.
전극 조(4)는 행렬 등의 형태로 배열되어 있는 복수의 전극(100)을 포함하고 액상인 박막 형성 재료(3)가 소정의 높이로 채워질 수 있도록 둘레에 벽이 형성되어 있을 수 있다. 한편, 전극 조(4)에는 수위 조절부(미도시)가 설치되어 박막 형성 재료(3)의 수위를 일정하게 조절할 수도 있다.
전극(100)은 전극 조(4) 내에 일정한 간격으로 배치될 수 있고, 테일러 콘(Taylor cone)을 형성할 수 있도록 날카롭고 뾰족한 다양한 형상을 가질 수 있다. 전극(100)의 간격은 일정하지 않을 수 있고, 소정의 패턴으로 변경될 수도 있다. 전극 조(4)는 전극(100)에 전위를 인가할 수 있도록 그 자체를 도체로 형성하거나, 전극(100)과 접촉하는 부분만 도체로 형성할 수 있다.
전극(100)에 소정의 전압(Vp)을 인가함에 따라, 기판(2)과 대향된 전극(100)의 단부에는 박막 형성 재료(3)가 맺히게 되고, 전극(100)들이 형성하는 강한 전기장에 의하여 박막 형성 재료(3)가 미세한 액체 방울(5)의 형상으로 전극(100)으로부터 분무된다. 분무된 액체 방울(5)들은 기판(2)의 표면에 쌓임으로써 박막을 형성하게 된다.
제1 실시예에서 전극(100)에 인가되는 전압은, 특별히 제한되는 것은 아니나, 예를 들어 3 내지 50 kV, 예를 들어 3 내지 30kV, 예를 들어 5 내지 25kV 일 수 있다.
제1 실시예에 따른 박막 형성 장치(10)는 전극(100) 위에 일렬로 서로 연결되어 있거나, 사방으로 연결되어 그물 모양을 형성하는 복수의 고리 전극(미도시)이 오도록 배치되어 있을 수 있고, 전극(100)과 기판(2) 사이에 그리드 전극(미도시) 또는 렌즈 전극(미도시)이 배치되어 있을 수도 있다. 복수의 고리 전극(미도시) 및/또는 렌즈 전극 및/또는 그리드 전극(미도시)이 더 배치될 경우, 박막 형성 장치(10) 내부에 형성된 전기장을 다양하게 조절할 수 있어, 분무된 액체 방울(5)들의 진행 방향을 다양하게 유도할 수 있다.
제1 실시예의 박막 형성 장치(10)는 상기 살펴본 바와 같이 전극(100)에 소정의 전압(Vp)을 인가하여 전극(100)과 기판(2) 사이에 전기장을 형성하고, 전기장을 따라 박막 형성 재료(3)를 액체 방울(5)의 형태로 진행시키는, 이른 바 전기 분사(Electrospraying) 방식의 박막 형성을 이용한 정전 증착(ElectroStatic Deposition: ESD) 장치로서, 박막 형성 장치(10)의 구체적인 작동에 대해서는 후술한다.
한편, 전극(100)은 도 1에 도시된 바와 같이 박막 형성 재료(3)뿐만 아니라 화살표 방향으로 가스를 분사할 수 있다. 분사된 가스는 전극(100) 단부에서 분무되는 액체 방울(5)들에 분사되어, 액체 방울(5) 내부의 수분 또는 용매들을 건조시키는 한편, 기판(2)을 향해 분사되는 방향을 가이드할 수 있다. 전극(100)에 의해 분사되는 가스 및 이에 의한 구체적인 효과는 후술한다.
그러면, 도 2 내지 도 4를 참조하여 제1 실시예에 따른 박막 형성 장치의 전극(100)에 대하여 좀 더 상세하게 설명한다.
도 2는 제1 실시예에 따른 박막 형성 장치의 전극을 나타낸 단면도이고, 도 3은 도 2의 전극을 중심축에 수직하는 평면으로 자른 단면을 나타낸 도면이다.
제1 실시예의 박막 형성 장치(10)에서, 전극(100)은 수 내지 수백 마이크로미터 크기의 직경을 갖는 막대, 침, 또는 파이프형 구조체로 형성될 수 있다. 전극 조(4)는 이러한 전극(100)을 수용할 수 있도록, 소정의 배열을 갖는 복수의 끼움홀들이 형성되어 있다. 복수의 전극(100)은 각각의 끼움홀들에 끼워져 전극 조(4)에 고정될 수 있다.
다만, 전극(100)의 크기가 수 내지 수십 마이크로미터 크기로 비교적 작거나, 크기가 다른 전극(100)을 다양하게 사용하여야 할 경우, 도 2에 도시된 바와 같이 끼움홀에 끼워져 고정될 수 있는 수용부재(110)가 사용될 수 있다. 수용부재(110)는 수용홀을 포함하여, 전극(100)이 수용될 수 있는 공간을 제공한다.
수용부재(110) 또한 전극 조(4)와 마찬가지로 그 자체를 도체로 형성하거나, 적어도 전극 조(4) 및 전극(100)과 접촉한 부분만 도체로 형성될 수 있다.
이와 같이 제1 실시예는 수용부재(110)를 통해 단일 규격을 갖는 끼움홀(41)들이 형성된 전극 조(4)의 경우에도 크기가 비교적 작거나, 다양한 크기를 갖는 전극(100)을 탈착, 또는 부착 가능하므로, 박막 형성 공정들에 따라 박막 형성 조건을 다양하게 조절할 수 있다.
한편, 도 2를 참조하면, 제1 실시예에서 전극(100)은 전극(100)의 중심을 관통하는 중심축을 따라 길게 연장된 구조체이고 도 3에 도시된 바와 같이, 중심축에 수직하는 평면으로 자른 단면 형상이 원호를 나타내어, 전체적으로 볼 때 원형 파이프 형상을 가질 수 있다. 다만, 제1 실시예가 반드시 이러한 형상으로 제한되는 것은 아니다.
전극(100)은 몸체(101)와, 몸체(101)의 중심축을 따라 길게 연장된 통로인 가스 분사유로(102)를 포함하는 단일 파이프(single pipe) 형상을 가질 수 있다.
몸체(101)는 스테인레스 스틸, 텅스텐 및 백금 등의 도체로 형성될 수도 있고, 유리 등의 부도체에 도체 도금층이 형성되어 전체적으로 도전성을 가질 수 있다. 한편으로, 몸체(101)는 예를 들어 니켈 등으로 제작된 수 내지 수십 마이크로 미터 두께의 마이크로 튜브 또는, 마이크로 튜브에 도금층이 형성된 구조일 수도 있다.
한편, 도 3을 참조하면 몸체(101)의 표면에는 도금층(103)이 형성될 수 있다. 도금층(103)은 스테인리스 스틸, 텅스텐, 금, 백금 중 적어도 어느 하나를 포함하는 금속층일 수 있다. 도금층(103)은 몸체(101)의 외주면과, 가스 분사유로(102)가 위치한 몸체(101)의 내주면에 각각 형성될 수 있다. 이에 따라 몸체(101)의 도전성을 강화하는 한편, 후술할 분사 가스의 지속적인 분사에 의해 발생될 수 있는 몸체(101) 내주면의 손상 또한 미연에 방지할 수 있다.
한편, 가스 분사유로의 폭 D 은 특별히 제한되지는 않으나, 후술할 분사 가스가 원활하게 공급될 수 있으면서, 전체 전극(100)의 크기를 증가시키지 않는 크기로, 예를 들어 10 μm 내지 500 μm, 예를 들어 10 μm 내지 300 μm, 예를 들어 10 μm 내지 250 μm 로 형성될 수 있다.
도 4는 도 2의 전극 단부를 확대한 도면이다.
이하에서는 전극(100)의 양 단부 중에서 도 4에 의해 확대된 전극(100)의 단부, 즉, 액체 방울(5)이 분무되고, 분사 가스가 분사되는 단부를 편의 상 "전단(前段)"으로 정의한다.
전극(100)의 전단은 도 4에 도시된 바와 같이 평평한 원형 파이프 형상을 가질 수 있으나, 반드시 이에 제한되는 것은 아니며, 끝이 잘려 나간 원뿔이나 각뿔의 형태(반첨예형), 원통 또는 다각통의 형태, 반구형 또는 반타원형, 가운데가 반구형으로 파인 구공형이나 원뿔 등의 모양으로 오목하게 패인 형태(칼데라형)로 형성될 수도 있다.
도 4를 참조하면, 박막 형성 재료(3)는 전극(100)의 전단에 맺혀 있다가 액체 방울(5)의 형태로 분사된다. 제1 실시예에서는 전극(100)의 전단이 원통형 형상을 가지므로, 박막 형성 재료(3)는 전술한 도 4를 기준으로 원호 형상을 갖는 전극(100)의 전단면에 맺혀있다가 기판을 향해 방사 방향으로 분무된다.
이때, 전극(100)의 높이는 박막 형성 재료(3)의 높이보다 소정 값만큼 높게 형성할 수 있다. 예를 들어 전극(100)의 높이와 박막 형성 재료(3)의 높이의 차(H)는 0.15mm 내지 4mm, 예를 들어 0.8mm 내지 1.5 mm로 설정할 수 있다.
전극(100)의 전단을 공급된 박막 형성 재료(3)의 액면보다 0.15mm 내지 4mm 더 높이 두면, 박막 형성 기능을 보다 효과적으로 발현시킬 수 있다. 분무되는 액체 방울(5)은 전극(100)보다 낮은 위치에 있는 박막 형성 재료(3)가 전극(100)의 전단까지 상승한 후에 전극(100)의 전단에 집중되는 전기장에 의해 테일러 콘을 형성하여 분무되기 때문이다.
즉, 전극(100)의 전단은 전기장 집중이 일어날 정도로 박막 형성 재료(3)보다 높은 위치에 있는 편이 좋지만 전극(100) 전단의 위치가 너무 높으면 박막 형성 재료(3)가 완전히 상승할 수 없다. 따라서 전극(100)의 전단은 박막 형성 재료(3)의 액면 상승이 가능하고 또한 전기장 집중이 일어날 수 있는 범위 내의 높이로 조절될 수 있는 것이다.
가스 분사 유로(102)는 가스 공급부(미도시)와 연결되어, 전극(100)의 전단으로부터 기판을 향해 가스를 분사한다. 제1 실시예에서 분사 가스는, 불활성 가스 또는 액체 방울(5)들과의 반응성이 없는 안정성이 높은 가스를 포함할 수 있으며, 예를 들어, 분사 가스는 전체 부피의 약 90% 이상을 차지하는 고농도 질소(N2) 가스 또는 고농도의 아르곤(Ar) 가스, 네온(Ne) 가스, 헬륨(He) 가스, 제논(Xe) 가스, 크립톤(Kr) 가스 등의 불활성 가스이거나, 또는 이들의 혼합 가스일 수도 있고, 전체 부피의 약 78% 가량을 차지하는 질소(N2) 가스와, 전체 부피의 약 1% 가량을 차지하는 아르곤(Ar) 가스를 모두 포함하는 공기(air)일 수도 있다.
한편, 전극(100) 전단에서 분사된 시점에서의 분사 가스의 온도는 전극(100) 전단으로부터 분무된 시점에서의 액체 방울(5) 온도보다 고온일 수 있다. 일반적으로 전극(100) 전단에서 분무되는 액체 방울(5)들은 전극(100)에 인가된 전압에 따라 다양한 크기를 가질 수 있으나, 액체 방울(5)들에 다량의 용매 또는 수분이 함유되어 있는 경우 비교적 큰 크기의 액체 방울(5)로 분무될 수 있어, 동일 전압을 인가할 경우에도 분무되는 액체 방울(5)들의 크기가 서로 균일하지 않을 수 있다.
그러나 제1 실시예에서와 같이 분사 시점의 분사 가스의 온도를 분무 시점의 액체 방울(5)보다 고온으로 설정함으로써, 분사 가스가 전극(100) 전단으로부터 막 분사된 액체 방울(5) 내부에 잔류하는 수분이나 용매를 효과적으로 증발시켜 제거함으로써, 결과적으로 분사되는 액체 방울(5)의 크기를 균일한 수준으로 유지할 수 있다.
이에 따라 형성되는 박막의 두께 균일성을 향상시킬 수 있으며, 예를 들어 유기 발광 표시 소자 박막의 형성인 경우에는 재료 내부의 용매 또는 수분의 제거에 따라 발광 성능을 향상시킬 수 있다. 즉, 제1 실시예에 따르면 품질이 향상된 박막을 형성할 수 있는 박막 형성 장치(10)가 제공된다.
그러면, 이러한 박막 형성 장치(10)의 구체적인 작동에 대하여 설명한다.
본 실시예에 따른 박막 형성 장치(10)는 레일리(Rayleigh) 불안정을 이용한 정전 증착(ElectroStatic Deposition: ESD) 장치이다. 레일리 불안정이란, 액면이 대전되어 있을 경우 표면 전하에 의한 정전 반발력이 표면 장력에 의해 액 표면이 줄어드는 것을 저해하는 현상이다(L. Rayleigh;Phil.Mag.,14(1882)184 참조). 대전된 표면 전하에 의한 반발력이 표면 장력보다 강해지면 액은 분열하여 전하를 동반한 매우 작은 액체 방울을 방출하는 현상이다. 또, ESD(ElectroStatic Deposition)라는 것은 바늘 첨단부에 고전압을 인가하여 매우 작은 액체 방울을 방출시킴으로써 대상 기판에 퇴적시키는 박형 도포 기술을 말한다.
원통형 바늘에 고전압을 인가할 경우 바늘의 첨단부에서는 레일리 불안정 현상이 일어난다. 즉, 고전압이 발생시키는 전하가 표면에 머무르면서 바늘 첨단부에서 액의 곡률을 형성시키는 표면 장력보다 강한 정전 반발력을 띄게 되면, 바늘 첨단부에서는 액의 표면이 凸형에서 凹형으로 변하게 된다. 그 결과 凹형 첨단부는 테일러 콘(Taylor cone)이라는 부르는 원뿔형이 되며 이 테일러 콘의 정점에서 매우 작은 액체 방울이 방출되는데 이러한 현상을 전기 분사(Electrospraying)라고 한다(A.Jaworek, A.T.SobcZyk, "Electrospraying route to nanotechnology: An overview", Journal of Electrostatics 66(2008) p197-219 참조). 이렇게 방출된 액체 방울은 적정 조건과 측정 방법을 이용할 경우, 1㎛ 내지 7㎛로 분사 가능하다(P.164L: Late-News Poster: The Study of Film Formation Process by Using an Electrospray Method to Manufacture High-Productivity OLED Devices Yoshiyuki Seike, Asahi Sunac corporation, Aichi, Japan).
마이크로미터 단위의 크기로 분사된 액체 방울은 비표면적이 대단히 크기 때문에 빠른 속도로 건조가 진행된다. 따라서 액체 방울은 건조를 통해 전하를 유지한 채로 표면적이 줄어들게 되고, 건조가 진행되면 전하 밀도가 커지면서 정전 반발력이 증대되어 미립화를 반복한다. 그러나 1μm 이하가 되면 표면 전하가 형성하는 강한 전계에 의한 코로나 방전으로 전하를 잃게 되어 더 이상 분열이 일어나지 않게 된다. 액체 방울이 고형분을 함유하는 경우는 액체 방울이 모두 증발하여 고체 미립자가 된다.
이와 같은 방법으로 형성된 미립자를 기판 등의 면에 부착시킴으로써 퇴적시켜 층을 만드는 프로세스를 ESD라고 한다. 이러한 ESD를 이용하여 나노 단위의 얇은 막을 형성할 수 있다. 퇴적될 때 액체는 휘발되기 때문에 상이한 조성의 액으로 ESD를 통해서 여러 층을 형성하면 인접한 층에 액이 스며들어 섞이는 현상없이 층을 형성할 수 있어서 유기 전기 발광 소자 제조용 저분자 재료 도포에 있어서 대단히 유망한 방법이라 할 수 있다.
한편, 정전 분무에는 강한 전압을 인가함에 따라 여러 분무 형태가 존재한다.
예를 들어, 임계 인가 전압 이상에서 하나의 테일러 콘을 가지는 단일 스프레이 모드(Single Spray mode)로 시작하여, 이보다 강한 전압을 인가함에 따라 발생하는 진동식 제트 모드(Oscillating-Jet mode) 및, 세차(歲差) 모드(Precession mode)를 거쳐, 이보다 더욱 강한 전압을 인가하여 최종적으로 다중 스프레이 모드(Multi Spray mode)가 되어 복수의 테일러 콘에서 액체 방울을 분무하게 된다.
상기의 분무 형태 중 다중 스프레이 모드(Multi Spray mode)의 경우 분무 효율 면에서 대량 생산에 적합하지만, 매우 강한 전압을 유지하여야 하므로 다중 스프레이 모드(Multi Spray mode)를 안정적으로 유지하기 어려운 편이며, 이에 따라 분무 형태가 진동식 제트 모드(Oscillating-Jet mode) 또는 세차(歲差) 모드(Precession mode)로 변화하게 되면서 안정적으로 균일한 크기의 작은 액체 방울을 분무하지 않고, 때때로 크고 거친 액체 방울들을 발생시킴으로써, 형성되는 박막의 두께가 불균일하게 된다.
다만, 제1 실시예에서는 강한 전압을 인가하여 다중 스프레이 모드(Multi Spray mode)을 유지하는 한편, 단일 파이프(single pipe) 형상의 전극(100)을 이용하여 전극(100) 내부로부터 외부로 가스를 분사하는 구조를 제시한다. 이에 따라 분무 형태가 제트 모드(Oscillating-Jet mode) 또는 세차(歲差) 모드(Precession mode)로 변화하더라도 분사 가스에 의해 액체 방울(5)의 크기를 균일하게 조절할 수 있다.
이와 같이 제1 실시예에 따른 박막 형성 장치(5)의 단일 파이프(single pipe) 형상의 전극(100)을 이용하여 가스를 분사하는 구조는, 예를 들어 박막 형성 재료와 가스를 동시에 공급해야 하는 이중관(double-pipe) 또는 다중관(multiple-pipe) 등의 복잡한 구조를 갖는 노즐이나, 예를 들어 정전 분무를 위한 전극과 별도로 가스 또는 건조 기체 송풍 수단을 갖는 복잡한 구조에 비해 매우 간단한 구조만으로 분무되는 액체 방울(5)의 크기를 비교적 균일하게 유지할 수 있어, 결론적으로 형성되는 박막의 품질을 향상시킬 수 있으며, 대량 생산에도 적합하다.
도 1의 제1 실시예에 따른 박막 형성 장치(10)에서 복수의 전극(100)에 인가되는 전압(Vp)은 상기 다중 스프레이 모드(Multi Spray mode)을 유지할 수 있는 한편, 전극(100) 전단에 코로나 방전이 발생하는 영역에 해당하는 비교적 높은 전압으로, 예를 들면 3kV 내지 50kV, 예를 들어 5kV 내지 30kV 일 수 있다. 전극(100)에 인가되는 전압(Vp)이 상기 범위 내일 경우, 전극(100) 전단에 맺혀 있던 액체 방울(5)들은 코로나 방전을 통해 내의 수분 또는 용매 중 일부가 제거되면서 기판을 향해 방사 방향으로 분무될 수 있다.
한편, 복수의 전극(100)으로부터 분사되는 분사 가스의 분사 속도는 특별히 제한되지는 않으나, 예를 들어 액체 방울(5)이 전극(100) 전단으로부터 분무되는 속도의 1 배 내지 100 배, 예를 들어 3 배 내지 20 배일 수 있다.
즉, 분사 가스의 풍속이 적어도 액체 방울(5)의 분무 속도와 같거나 크게 제어되므로, 분사 가스가 분무되는 액체 방울(5)에 도달하여 액체 방울(5) 내부에 잔류하는 수분 또는 용매를 증발시킬 수 있으며, 이에 따라 잔류 수분 또는 용매가 증발된 액체 방울(5)은 미세한 나노 오더 수준의 고체 분무 입자(6)들로 분산될 수 있다.
그러면, 이하에서는 상기 전극(100)에 의해 분산된 고체 분무 입자(6)들이 균일하게 분포되는 조건에 대하여 설명한다.
도 5는 가스 분사유로로부터 분사된 가스의 위치별 속도 분포를 나타낸 모식도이다.
도 5에서 수직 방향으로 연장된 축은 전극(100) 중심부를 수직으로 관통하는 중심축이고, Z는 상기 중심축과 평행한 방향으로 전극(100) 전단과 이격된 거리이고, r은 상기 중심축과 수직한 방향으로, 상기 중심축으로부터 이격된 거리를 나타낸다. 또한, Uo, Uo(Z), Uo(r,Z) 는 각각 중심축과 평행한 방향으로 이격된 각 지점에서 분무 입자(6)들의 속도를 나타낸 것이다.
이하에서 제1 실시예의 박막 형성 장치(10)에서, 단일 파이프 형상의 전극(100) 내부에서 분사 가스가 분사되는 방식의 경우, 전술한 액체 방울(5)의 다중 스프레이 모드(Multi spray mode) 구동을 용이하게 보완할 수 있지만, 가스 분사유로를 통해 분사 가스가 일정 풍속 이상으로 박막 형성 장치(10) 내부에 계속 분사되는 방식이므로, 분산된 고체 분무 입자(6)들이 분사 가스에 의해 분무 방향이 유도되므로, 박막 형성 장치(10) 내부 분무 입자(6)들의 분무 분포가 전극(100)으로부터의 거리에 따라 달라지는 양상을 나타낸다.
도 6을 참조하면, 전극(100)으로부터 비교적 가까운 거리(Z0)까지는 분사 가스에 의해 영향을 받은 분무 입자(6)들이 분사 가스의 일정한 분사 속도에 맞추어 일정한 속도(이하, 초기 속도라 함) Uo 로 직진한다. 즉, 분무 입자(6)들은 분사 가스에 의해 초기 속도 Uo 로 직분사되는 양상을 나타내며, 전극(100) 전단으로부터 분무 입자(6)들이 분사 가스에 의해 직분사되는 임계점까지의 거리를 임계 거리(Zo) 라고 한다.
임계 거리(Zo)는 분사 가스의 분사력이 온전한 영향을 미치는 거리로, 일반적으로 가스 분사유로의 폭의 8 내지 10 배의 거리를 가질 수 있다.
그러나 분무 입자(6)들이 임계 거리(Zo)를 지나게 되면, 분사 가스에 의한 영향력은 점차 감소하게 된다. 이 경우, 분무 입자(6)들 중, 중심축 위에서 중심축을 따라 분사되는 입자들의 속도인 중심 분사 속도(이하, 중심 속도라 한다) Uo(Z)는 Z 에 반비례하는 양상을 나타낸다. 즉, 중심 속도 Uo(Z)는 r = 0 일 경우 중심축을 따라 분사되는 분무 입자(6)들의 속도를 나타낸 것이다.
또한, 전극(100)은 분무 입자(6)들을 방사 방향으로 분무하므로, 임계거리(Zo)를 지나 이동하는 분무 입자(6)들의 분사 속도는 Z 뿐만이 아닌 r 에도 영향을 받게 된다. 즉, 임계 거리(Zo)를 지난 분무 입자(6)들의 속도 프로파일은 r, Z에 모두 영향을 받으므로, U(r, Z) 과 같은 식으로 표현될 수 있다.
도 6은 제1 실시예의 박막 형성 장치에서, 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 속도비를 나타낸 그래프이다.
도 6에서 y축은 임계 거리(Zo)를 지난 분무 입자(6)의 속도 프로파일 U(r,Z)를 중심 속도 Uo(Z)로 나눈 값으로, 중심 속도 Uo(Z)가 제일 빠르므로, 중심 속도 Uo(Z) 대비 중심축으로부터 멀어질수록 속도가 어떻게 분포되는지를 알 수 있다.
즉, 중심 속도 Uo(Z)는 r= 0 인 경우로, 즉, 분무 입자(6)들이 중심축을 따라 이동하는 속도인 중심 속도의 경우가 제일 빠른 속도를 가지며, 중심축으로부터 멀어질수록 속도가 점점 줄어들어 도 6의 그래프와 같이, 정규 분포의 형상을 나타냄을 알 수 있다.
상기 도 6의 그래프 형상은 기판에 형성될 박막의 형상과도 대응된다. 즉, 기판을 전극(100)과 Z 만큼 이격된 위치에 배치하게 될 경우, Z가 기판 상에는 도 6의 그래프에 상응하는 형상의 박막이 형성된다.
도 7은 제1 실시예의 박막 형성 장치에서, 복수의 전극으로부터 거치된 상기 기판까지의 최단 거리(Z)에 따라 형성되는 박막의 형태를 개략적으로 나타낸 그래프이다.
도 7을 참조하면, 전술한 도 5 및 도 6 과 달리, 복수의 전극(100)에 의해 분무 입자(6)들의 분무가 이루어지는 경우, 분무 입자(6)들의 속도 프로파일 U(r, Z)은 전극으로부터 기판까지의 최단 거리(Z)에 영향을 받는다.
예를 들어, 임계점 이상의 제1구간(Z1)에서는 각각의 전극(100)에 의한 속도 분포에 상응하는, 비교적 큰 두께 편차를 갖는 제1형상(7a)의 박막이 형성될 수 있다. 그러나 제1구간(Z1)보다 먼 제2구간(Z2)에서는 이웃한 전극(100)들간 서로 중첩되는 영역이 발생하는 한편, 전극(100)과 기판(2) 사이의 거리가 멀어진 관계로, 제1형상(7a)에 비해 두께 편차가 다소 보완된 제2형상(7b)의 박막이 형성될 수 있다. 또한, 제2구간(Z2)보다 먼 제3구간(Z3)에서는 다수의 전극(100)들간 중첩 영역과, 전극(100)과 기판(2) 사이의 거리가 전술한 제2 구간(Z2) 대비 더 멀어져, 제2형상(7b) 대비 더욱 편차가 보완된 제3형상(7c)의 박막이 형성될 수 있다.
이와 같이 복수의 전극(100)에 의해 분무 입자(6)들의 분무가 이루어지는 경우, 전극으로부터 기판까지의 최단 거리(Z)를 충분히 확보할수록 비교적 두께 편차가 보완된 박막을 형성할 수 있다.
한편, 분무 입자(6)들의 속도 프로파일 U(r, Z)은 복수의 전극 간 거리(L)에도 영향을 받을 수 있다. 복수의 전극 간 거리(L)를 짧게 설정하게 되면, 복수의 전극(100)들에 의해 분무되는 분무 입자(6)들의 분포 영역이 중첩되므로, 기판까지의 최단 거리(Z)를 보다 짧게 설정하여도 균일한 두께를 갖는 박막을 형성할 수 있다.
다만, 전극(100) 사이의 거리가 가까워질수록, 정전기적 간섭 현상 현상이 크게 증가하므로 분무 입자(6)들의 분무에 필요한 최소 인가 전압이 크게 상승하게 된다. 즉, 인접한 두 전극(100) 사이에서 액체 방울들이 분무 입자(6)화 하기 어려우며, 이에 따라 전술한 다중 스프레이 모드(multi-spray mode) 조건을 유지하기 어려워진다.
따라서, 제1 실시예에서는 복수의 전극 간 거리 L 를 일정하게 유지하는 한편, 전극(100)이 다중 스프레이 모드(multi-spray mode) 조건을 유지하기 용이하도록 예를 들어 2mm 이상, 예를 들어 5mm 이상, 예를 들어 10mm 이상 상호 이격되도록 배치한다.
한편, 하나의 전극(100)에 의해 분무되는 분무 입자(6)의 속도 프로파일 U(r, Z)은 아래와 같은 식으로 정리될 수 있다.

식 1에서, r은 도 5에 개시된 중심축과 수직한 방향으로 상기 중심축으로부터 이격된 거리를, Z는 상기 복수의 전극으로부터 거치된 상기 기판까지의 최단 거리를, Uo(Z)는 중심 속도를, σ는 속도 프로파일의 표준 편차를 각각 의미한다.
여기에서, 중심 속도는 아래와 같이 정리될 수 있다.

식 2에서, Zo는 임계 거리를, Uo는 초기 속도를 각각 의미한다.
표준 편차 σ 는 아래와 같이 정리된다.

식 3에서, D는 가스 분사유로의 폭을 의미한다.
상기 식 2와 상기 식 3을 식 1에 대입하면, 아래 식 4를 얻을 수 있다.

임계 거리 Zo는 분사 가스의 분사력이 온전한 영향을 미치는 거리로, 일반적으로 가스 분사유로의 폭 D 의 8 내지 10 배의 거리를 가지며, 제1 실시예에서는 10 배로 가정하여 아래와 같은 식 5를 구성한다.
식 5를 식 4에 대입하여 D와 Zo를 제거하고, 속도 프로파일 U(r, Z)의 초기 속도에 대한 상대치로 나타내면, 아래와 같은 식으로 정리될 수 있다.
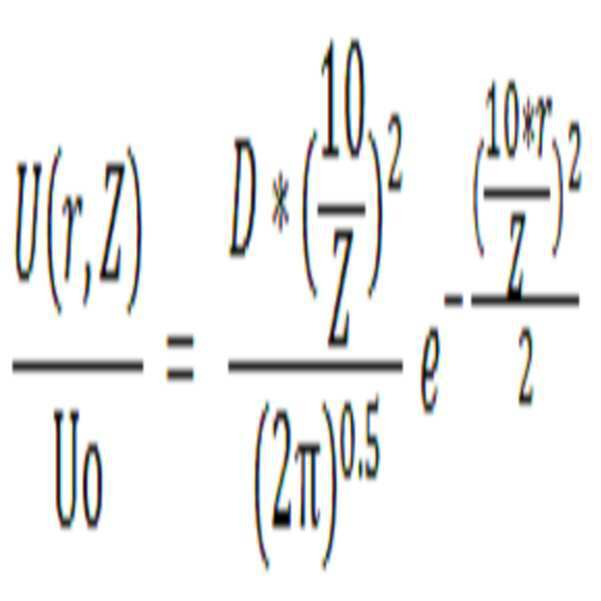
상기 식 6으로부터 산출된 속도 프로파일 U(r, Z)의 초기 속도에 대한 상대값으로, 하나의 전극(100)에 의한 분무 입자(6)들의 속도 분포를 나타낸다.
다만, 상기 식 6은 박막 형성 장치 내부에 전극이 하나인 경우를 가정한 것이고, 상기 식 6의 이웃하는 전극 간 일정한 간격 L 로 연속적으로 이격된 복수의 전극들마다 각각 나타나는 것이므로, 도 8에 도시된 바와 같이 각 전극별 속도 분포들이 다수 중첩되면서 제2형상(7b), 더 나아가 제3형상(7c)과 같은 형상으로 속도 분포의 편차가 상호 보완되는 모습을 보인다. 제1 실시예에서는 편의 상, 복수의 전극들에 의해 상호 중첩되어 표현되는 속도 분포를, "총 속도 분포"로 정의한다.
도 8은 제1 실시예의 박막 형성 장치에서, L=10mm, Z=20mm 일 경우 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프이다.
예를 들어, L=10 mm, Z=20 mm 로 설정된 경우, 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리 r 에 대한 총 속도 분포는 도 8에 도시된 바와 같이 상당히 큰 편차를 보이며, 최대값과 최소값간의 편차가 약 1.4를 나타낸다. 즉, 도 8의 조건에 따르면 r에 대한 총 속도 분포의 편차는 최대 140%까지 발생될 수 있으며, 이에 따라 형성되는 박막의 두께도 도 8의 그래프 형상에 상응하여 편차가 매우 크다.
도 9는 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=10mm, Z=50mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이다.
도 9의 (a), (b)에 도시된 바와 같이 Z를 50mm로 증가시킬 경우 전술한 도 8 대비 매우 줄어든 편차를 나타냄을 알 수 있다. 이 경우, 총 속도 분포의 편차는 도 9의 (b)에 나타난 배와 같이 약 0.03, 즉, r에 대한 총 속도 분포의 편차는 최대 3% 정도로 상당히 줄어드는 것을 확인할 수 있다.
도 10은 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=10mm, Z=100mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이다.
한편, 도 10의 (a), (b)에 도시된 바와 같이 Z를 100mm로 증가시킬 경우 전술한 도 8은 물론, 도 9의 (a), (b)와 대비하여, 편차가 0에 수렴하는, 즉, r에 대한 총 속도 분포의 편차가 발생하지 않는 것을 확인할 수 있다.
이와 같이, Z를 L의 약 5배 이상의 크기로 증가시키는 경우, 총 속도 분포의 편차를 감소시킬 수 있음을 확인할 수 있다.
한편, 도 8 내지 도 10의 조건에서, 각각 D 값을 10μm, 30μm, 100μm로 바꾸어 측정할 경우에도, 상기, 도 8 내지 도 10과 각각 동일한 결과를 얻을 수 있다.
이는 D 값이 전술한 식 6에 나타난 바와 같이 개별 전극 별 속도 분포에는 영향을 미치지만, 제1 실시예에서와 같이 복수의 전극이 배치되는 총 속도 분포의 경우 복수의 전극 간 속도 분포가 서로 중첩 및 보완됨으로써 D 가 영향을 미치지 못하게 되었음을 알 수 있다.
도 11은 제1 실시예의 박막 형성 장치에서, L=2mm, Z=5mm 일 경우 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프이다.
예를 들어, 전술한 도 8 대비 L=2 mm 로, Z=5 mm 로 각각 간격을 좁힌 경우, 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리 r 에 대한 총 속도 분포치는 전술한 도 8과 유사하게 상당히 큰 편차, 예를 들어 약 1.2를 나타낸다. 즉, 도 11 의 조건에 따르면 r에 대한 총 속도 분포의 편차는 최대 120%까지 발생될 수 있다.
도 12는 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=2mm, Z=10mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이다.
도 12의 (a), (b)에 도시된 바와 같이 Z를 10mm로 증가시킬 경우 전술한 도 11 대비 매우 줄어든 편차를 나타냄을 알 수 있다. 이 경우, 속도 분포의 편차는 도 12의 (b)에 나타난 배와 같이 약 0.04, 즉, r에 대한 총 속도 분포의 편차는 최대 4% 정도로 상당히 줄어드는 것을 확인할 수 있다.
도 13은 제1 실시예의 박막 형성 장치에서 가스 분사유로로부터 분사된 가스의 중심축으로부터 이격된 거리에 따른 총 속도 분포를 나타낸 그래프로, (a)는 L=2mm, Z=15mm 일 경우의 그래프를, (b)는 (a) 그래프를 y축 방향으로 확대한 그래프이다.
도 13의 (a), (b)에 도시된 바와 같이 Z를 15mm로 증가시킬 경우 전술한 도 10의 (a), (b)와 유사하게 편차가 0에 수렴하는, 즉, r에 대한 속도 분포의 편차가 발생하지 않는 것을 확인할 수 있다.
이와 같이, Z를 L의 약 5배 이상의 크기로 증가시키는 경우, 총 속도 분포의 편차를 감소시킬 수 있음을 확인할 수 있다.
한편, 도 11 내지 도 13의 조건에서, 각각 D 값을 10μm, 30μm, 100μm로 바꾸어 측정할 경우에도, 상기, 도 11 내지 도 13과 각각 동일한 결과를 얻을 수 있는데, 이는 전술한 도 8 내지 도 10의 경우와 동일한 원인에 기인한 것으로 분석된다.
상기에서 살펴본 바와 같이, 복수의 전극들이 이루는 총 속도 분포는 L 과 Z에 따라 달라지며, Z 가 커질수록 총 속도 분포 편차가 줄어드는 양상을 나타낸다. 또한 상기 L을 10mm 또는 2mm으로 설정한 경우 모두, Z를 L의 약 5배 이상으로 설정할 경우 총 속도 분포 편차가 약 4% 이하로 상당히 줄어드는 것을 확인할 수 있다.
한편, 형성되는 박막의 두께 편차는 상기 살펴본 총 속도 분포 편차에 상응하므로, 박막 두께 편차 또한 L과 Z에 영향을 받는다는 것을 알 수 있다.
도 14는 L의 변화에 따른 Z에 대한 δ 의 관계를 나타낸 그래프이다.
도 14에서는 L을 각각 2mm, 5mm, 10mm, 20mm로 고정할 경우, Z의 변화에 따른 박막의 두께 편차 δ를 나타낸 것이다. 도 14을 참조하면, Z 값이 증가함에 따라 두께 편차 δ는 대수적으로 감소하는 모습을 나타내며, y축을 로그(logarithm) 단위로 표시할 경우 직선성(linearity)을 나타냄을 알 수 있다.
즉, δ를 Z에 대한 근사식으로 표현하면 아래와 같다.
상기 식 7에서, A와 B는 각각 도 14의 그래프로부터 얻어진 값으로, A는 상수이나, B는 L 에 따라 변화하는 양상을 나타낸다.
상기 A와 B 은 아래 표 1로 나타낼 수 있다.
| L = 2 mm | L = 5mm | L = 10mm | L = 20mm | |
| A | 40840 | 40840 | 40840 | 40840 |
| B | 0.984 | 0.386 | 0.193 | 0.097 |
도 15는 표 1에 나타난 L과 B의 상관관계를 나타낸 그래프이다.
상기 표 1로부터 나타나는 L과 B의 관계는 도 15와 같으며, 이를 B에 대하여 표현하면 아래와 같다.
여기서 -1.006은 -1 과 근사하는 값이므로, 식 8은 아래와 같은 근사식으로 표현될 수 있다.

식 9를 식 7에 대입하고, A는 40840을 더 대입하여 정리하면, 아래와 같이 Z와 L 에 대한 박막 두께 편차 δ의 식 10을 얻을 수 있다.

따라서, 제1 실시예의 박막 형성 장치(10)에 있어서, Z와 L을 적절히 조절함으로써 두께의 편차 δ 가 최소화된 박막을 형성할 수 있다. 예컨대, 일반적으로 유기 발광 표시 소자에서 우수한 발광 특성을 갖기 위해서는 2% 이하의 두께 편차 δ 를 유지해야 하는 바, 예를 들어 Z ≥ 5L, 예를 들어 Z ≥ 5.06L 로 조절하여 이를 달성할 수 있다. 한편, 두께 편차 δ 를 1% 이하로 조절해야 한다면, 예를 들어 Z ≥ 5.4L, 예를 들어 Z ≥ 5.42L 이상으로 조절하여 이를 달성할 수 있다.
즉, 제1 실시예에 따른 박막 형성 장치(10)는 전극 전단으로부터 기판까지의 거리 Z와 이웃하는 전극 간 거리 L을 조절함으로써 형성되는 박막의 두께 편차를 조절할 수 있으며, 예를 들어 전극 전단으로부터 기판까지의 거리 Z 를 이웃하는 전극 간 거리 L의 5배 이상으로 조절함으로써, 두께의 편차가 최소화되는 박막을 형성할 수 있는 것이다.
이하에서는 제2 실시예에 따른 박막 형성 장치(20)에 대하여 설명한다. 박막 형성 장치(20)를 설명함에 있어, 전술한 제1 실시예에 따른 박막 형성 장치(10)와 동일한 구성에 대해서는 설명을 생략한다.
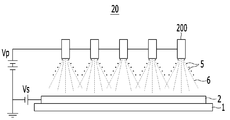
도 16은 제2 실시예의 박막 형성 장치를 나타낸 개요도이고, 도 17은 도 16의 전극 단부를 확대한 도면이다.
도 16을 참조하면, 박막 형성 장치(20)는 전술한 제1 실시예의 박막 형성 장치(10)와 달리 전극 조에 박막 형성 재료가 채워지는 것이 아닌, 도 17에 도시된 바와 같이 전극(200)의 외주면으로부터 박막 형성 재료가 흘러내리는 구조로 구성되어 있다.
즉, 박막 형성 장치(20)는 전극(200)이 상부에 배치되고, 기판(2)이 박막 형성 장치(20)의 아래에 배치되어, 박막 형성 장치(20)로부터 분사되는 액체 방울(5)들이 아래를 향해 이동하는, 이른 바 "다운 플로우(down-flow)" 방식의 박막 형성이 가능하다.
한편, 박막 형성 재료가 전극(200)의 외주면에 부착되어 흘러내릴 수 있도록, 전극(200) 근처에는 박막 형성 재료가 담긴 박막 형성 재료 공급부(미도시)가 위치되어 있을 수 있다. 박막 형성 재료 공급부(미도시)는 전극(200)의 외주면을 향해 박막 형성 재료(3)를 주기적으로 분사하는 등의 방법으로 전극(200) 외주면이 박막 형성 재료(3)로 적셔지도록 조절할 수 있다.
전극(200) 외주면으로부터 흘러내려온 박막 형성 재료(3)는 전극(200)의 전단면에 맺혀 있다가 액체 방울(5)의 형태로 분무된다. 상기 분무의 형태는 전극(200)에 소정의 전압(Vp)을 인가한 결과로 발생된 분무와, 전극(200)의 전단면에 맺쳐있던 박막 형성 재료(3)가 중력가속도에 의해 자유낙하 하면서 발생된 분무를 포함한다.
분사 가스는, 상기 분무되어 떨어지는 액체 방울(5)들에 분사되어, 액체 방울(5) 내부에 잔류하던 수분이나 용매를 효과적으로 증발시켜 제거할 수 있다.
일반적으로 다운 플로우(down flow) 방식의 박막 형성 공정에서, 중력 가속도에 의해 자유 낙하되는 일부 액체 방울들은, 전극(200) 전단에서 코로나 방전에 충분히 영향을 받지 못하여, 코로나 방전에 의해 분무되는 나머지 액체 방울들과 달리 잔존하는 수분 또는 용매가 많은 편이다. 이에 따라 형성되는 박막의 품질이 저하되고, 박막 표면이 불균일하게 형성될 수도 있다.
다만, 제2 실시예에 따른 박막 형성 장치(20)는 상기 자유 낙하되는 일부 액체 방울에 잔존하는 수분 또는 용매를 증발시켜 제거함으로써, 다운 플로우(down flow) 방식의 박막 형성 공정을 이용하더라도, 전술한 제1 실시예에 따른 업 플로우(up flow) 방식의 박막 형성 공정과 차이가 없는 우수한 박막을 형성할 수 있다.
즉, 제2 실시예에 따르면, 다운 플로우(down flow) 방식의 박막 형성 공정을 이용하더라도 품질이 향상된 박막을 균일하고 안정적으로 형성할 수 있는 박막 형성 장치(20)를 마련할 수 있다.
이하에서는 제1 실시예의 박막 형성 장치(10)의 효율 및 대량 생산 적용 가능성에 대하여, 하기 분무 성능에 대한 실험예들을 바탕으로 좀 더 자세히 설명한다.
실험예 1
직경 100mm, 두께 30mm의 테플론(Teflon?) 용기 중앙에, 내경이 330μm, 외경이 630μm 인 스테인리스 스틸 소재의 단일 파이프(single pipe)형 전극을 설치한다. 파이프 전극의 하측은 테플론 용기를 관통하도록 설치되며, 파이프 전극 상단부는 테플론 용기 상부면으로 돌출된다. 파이프 전극 하단부는 가스 공급 장치와 연결된다.
한편, 파이프 전극의 위에는 기판으로 스테인리스 스틸 소재의 금속판을 파이프 전극으로부터 35 mm 떨어진 위치에 배치한다. 상기 금속판은 어스 전압(0V)으로 접지되어 있으며, 파이프 전극과 마주하는 표면에는 유성 펜이 칠해져 있다.
이후 테플론 용기에 이소프로필 알코올(Isopropyl alcohol, 이하 IPA)을 채워넣되, 파이프 전극의 돌출된 전단이 IPA의 계면보다 1mm 돌출되도록 유량을 조절한다. 이후, 파이프 전극에 양 전위(positive potential)로, 20kV의 전압을 인가한다. 이에 동시에, 상기 연결된 가스 공급 장치로부터 대기 중의 공기(air)를 공급받아 파이프 전극 상단부를 통해 80 psi 의 압력으로 상기 공기를 1 분 동안 분사하면서, 파이프 전극 전단으로부터 분무되는 IPA의 분무 상태를 육안으로 관찰한다.
분무가 종료되면, "IPA의 총 분무량 = 테플론 용기의 단면적 × (분무 개시 시의 IPA 유량 높이 - 분무 종료 시의 IPA 유량 높이) % 총 분무 시간" 을 계산하여, 그 결과를 표 2에 나타낸다.
또한, 분무 종료 후 IPA 액체 방울의 흔적이 남겨진 기판을 분리하여 광학 현미경을 통해 관찰함으로써, 분사된 IPA 액체 방울의 크기를 측정하고 그 결과를 표 2에 나타낸다.
실험예 2
파이프 전극으로부터 분사되는 질소 가스의 압력을 40 psi로 감소시킨 점을 제외하고는 전술한 실험예 1 과 동일한 조건에서 실험을 수행하면서 분무 상태를 육안으로 관찰하고, 분무 종료 후 IPA의 총 분무량 및 분사된 IPA 액체 방울의 크기를 측정하여 그 결과를 표 2에 나타낸다.
실험예 3
파이프 전극에 인가되는 전압을 23kV로 증가시킨 점을 제외하고는 전술한 실험예 1과 동일한 조건에서 실험을 수행하면서 분무 상태를 육안으로 관찰하고, 분무 종료 후 IPA의 총 분무량 및 분사된 IPA 액체 방울의 크기를 측정하여 그 결과를 표 2에 나타낸다.
비교예 1
내경이 200μm, 외경이 400μm 인 스테인리스 스틸 소재의 단일 파이프(single pipe)형 전극에 시린지 펌프(SYRINGE PUMP)를 연결한다. 시린지 펌프에는 전술한 실험예 1과 동일한 IPA가 충전되어 있다. 파이프 전극은 위로부터 아래를 향해 IPA를 분사하도록 배치되고, 파이프 전극의 아래에는 기판으로 전술한 실험예 1과 동일한 금속판을 파이프 전극으로부터 70mm 떨어진 위치에 배치한다.
이후, 시린지 펌프에 일정한 압력을 가하는 동시에, 파이프 전극에 양 전위(positive potential)로, 8.7kV의 전압을 인가하면, 일정한 압력에 의해 IPA는 일정 유압으로 시린지 펌프 외부로 흘러나오게 되며, 흘러나온 IPA는 상기 인가된 전압에 의해 정전 분무된다. 이때, 상기 수행 중인 정전 분무 상태를 육안으로 관찰하고, 분무 종료 후 시린지 펌프 내부의 IPA 감소량을 계산하여 IPA의 총 분무량을 산출해 내고, 분무 종료 후 IPA 액체 방울의 흔적이 남겨진 기판을 분리하여 광학 현미경을 통해 관찰함으로써, 분사된 IPA 액체 방울의 크기를 측정하고 그 결과를 표 2에 나타낸다.
비교예 2
내경이 330μm, 외경이 630μm 인 스테인리스 스틸 소재의 제1 파이프 구조체에 내경이 200μm, 외경이 400μm 인 스테인리스 스틸 소재의 제2 파이프 구조체가 삽입되어, 전체적으로 볼 때 이중관(double-pipe) 형상을 갖는 파이프 전극을 사용하되, 제1 파이프 구조체에는 전술한 비교예 1의 시린지 펌프가 연결되고, 제1 파이프 구조체와 제2 파이프 구조체 사이에는 전술한 실험예 1의 가스 공급 장치가 연결된다.
파이프 전극은 위로부터 아래를 향해 IPA를 분사하도록 배치되고, 파이프 전극의 아래에는 기판으로 전술한 실험예 1과 동일한 금속판을 파이프 전극으로부터 70mm 떨어진 위치에 배치한다.
이후, 시린지 펌프에 일정한 압력을 가하는 동시에, 파이프 전극에 양 전위(positive potential)로, 9.4kV의 전압을 인가하면, 일정한 압력에 의해 IPA는 일정 유압으로 시린지 펌프 외부로 흘러나오게 되며, 흘러나온 IPA는 상기 인가된 전압에 의해 정전 분무된다. 이와 동시에 공기(air)가 40 psi 의 압력으로 제1 파이프 구조체 및 제2 파이프 구조체 사이로부터 1분 동안 분사된다.
이때, 상기 수행 중인 정전 분무 상태를 육안으로 관찰하고, 분무 종료 후 시린지 펌프 내부의 IPA 감소량을 계산하여 IPA의 총 분무량을 산출해 내고, 분무 종료 후 IPA 액체 방울의 흔적이 남겨진 기판을 분리하여 광학 현미경을 통해 관찰함으로써, 분사된 IPA 액체 방울의 크기를 측정하고 그 결과를 표 2에 나타낸다.
비교예 3
파이프 전극의 돌출된 전단이 IPA의 계면보다 1mm 낮게 배치되어, 파이프 전극이 IPA에 잠기도록 유량을 조절하며, 파이프 전극에 전압을 인가하지 않은 채 80 psi 의 압력으로 상기 공기를 1 분 동안 분사하는 것을 제외하고는 전술한 실험예 1과 동일한 조건에서 실험을 수행하면서 분무 상태를 육안으로 관찰하고, 분무 종료 후 IPA의 총 분무량 및 분사된 IPA 액체 방울의 크기를 측정하여 그 결과를 표 2에 나타낸다.
| 실시예1 | 실시예2 | 실시예3 | 비교예1 | 비교예2 | 비교예3 | |
| Z | 35㎜ | 35㎜ | 35㎜ | 70㎜ | 70㎜ | 35㎜ |
| 인가 전압 | 20kV | 20kV | 23kV | 8.7kV | 9.4kV | 0kV |
| 분사 가스 압력 | 80psi | 40psi | 80psi | - | 40psi | 80psi |
| 분무량 | 1000 μL/min |
300 μL/min |
2000 μL/min |
30 μL/min |
50 μL/min |
5000 μL/min |
| 분무된 액체 방울 크기 |
100μm 이하 |
100μm 이하 |
100μm 이하 |
100μm 이하 |
100μm 이하 |
500μm 이하 |
실험예 1의 경우, 파이프 전극의 주변을 둘러싼 IPA가 파이프 전극의 표면을 따라 상승하며, 파이프 전극의 원호 형상의 전단면을 따라 액체 방울들이 맺혀 다중 스프레이 모드(multi spray mode)로 분무되는 것을 육안으로 확인할 수 있다. 또한 파이프 전극과 기판 사이에는 상당히 미세한 크기의 입자들이 운무(雲霧)를 형성하고 있는데, 상기 운무는 분무된 액체 방울들의 집합체인 것으로 파악되며, 상기 운무는 분사 가스에 의해 신속하게 이동하는 모습을 육안으로 관찰할 수 있다.
표 2를 참조하면, 실험예 1의 경우 실제 분무된 액체 방울의 크기는 100 μm 이하로 매우 미세한 크기를 가짐을 알 수 있으며, 분무량이 1000μL/min으로, 비교예 1 이나 비교예 2 대비 매우 큰 값을 갖는 것을 알 수 있는데, 이는 분사 가스에 의하여 액체 방울들의 신속한 분무가 이루어지기 때문인 것으로 파악된다.
실험예 2의 경우, 실험예 2와 동일하게 파이프 전극의 원호 형상의 전단면을 따라 액체 방울들이 맺혀 다중 스프레이 모드(multi spray mode)로 분무되는 것을 육안으로 확인할 수 있으며, 전술한 실험예 1보다는 운무의 이동 속도가 비교적 느린 것을 확인할 수 있다. 이는 실험예 1에 비해 분사 가스의 압력이 감소하였기 때문인 것으로 파악된다.
표 2를 참조하면, 실험예 2의 경우도 실제 분무된 액체 방울의 크기는 100 μm 이하로 매우 미세한 크기를 가지며, 분무량이 300μL/min으로, 비교예 1 이나 비교예 2 대비 상당히 큰 값을 갖는 것을 알 수 있는데, 이는 분사 가스에 의하여 액체 방울들의 신속한 분무가 이루어지기 때문인 것으로 파악된다.
실험예 3의 경우, 실험예 1와 동일하게 파이프 전극의 원호 형상의 전단면을 따라 액체 방울들이 맺혀 다중 스프레이 모드(multi spray mode)로 분무되는 것을 육안으로 확인할 수 있으며, 전술한 실험예 1 의 운무보다 더욱 진한 운무가 형성됨을 확인할 수 있다. 이는 전술한 실험예 1 대비 강한 인가 전압이 파이프 전극에 인가되어 IPA가 파이프 전극 전단에서 분무되는 양이 증가하였기 때문인 것으로 파악된다.
표 2를 참조하면, 실험예 3의 경우도 실제 분무된 액체 방울의 크기는 100 μm 이하로 매우 미세한 크기를 가지며, 분무량이 2000μL/min으로, 비교예 1 이나 비교예 2 대비 매우 큰 값을 갖는 것을 알 수 있는데, 이는 분사 가스에 의하여 액체 방울들의 신속한 분무가 이루어지기 때문인 것으로 파악된다.
한편, 비교예 1의 경우 파이프 전극 표면에서 다중 스프레이 모드(multi spray mode)로 분무되나, 전술한 실험예 1 내지 3 대비하여 파이프 전극의 원호 형상 전단면에 맺힌 액체 방울들의 수는 많지 않음을 확인할 수 있다. 또한, 전극과 기판 사이에 운무가 형성되지만, 상기 운무의 이동 속도는 비교적 느린 것으로 관찰된다. 이는 전술한 실험예 1 내지 3 과 비교할 때 분사 가스 등과 같이 상기 운무를 기판 쪽으로 이동시킬 수단이 없기 때문인 것으로 파악된다.
표 2를 참조하면, 분무되는 액체 방울의 크기는 100 μm 이하로 매우 미세하지만, 분무량은 30μL/min 으로 매우 적은 편이므로, 이와 같은 구조를 대량 생산에 적용하기는 어려울 것으로 보인다.
비교예 2의 경우 제1 파이프 구조체 표면에서 다중 스프레이 모드(multi spray mode)로 분무되는 것을 관찰할 수 있으나, 비교예 1과 마찬가지로 파이프 전극의 원호 형상 전단면에 맺힌 액체 방울들의 수는 많지 않음을 확인할 수 있다. 다만, 비교예 1과 대비하여 전극과 기판 사이에 형성된 운무의 이동 속도가 빨라지는 것을 관찰할 수 있는데, 이는 분사된 가스가 상기 운무를 기판 쪽으로 이동하는 것을 촉진하기 때문인 것으로 파악된다.
다만, 표 2를 참조하면, 분무되는 액체 방울의 크기는 100 μm 이하로 매우 미세하지만, 분무량은 50μL/min 으로 전술한 실험예 1 내지 3에 비해 매우 적어 대량 생산에 적용하기는 어려울 것으로 보인다.
비교예 3의 경우 파이프 전극 표면에서 분사 가스에 의해 흩날리는 형태로 분무되는 것을 관찰할 수 있으며, 전술한 실험예 1 내지 3과 달리 분무되는 입자의 크기가 고르지 못한 것을 육안으로 확인할 수 있다. 특히 비교예 3의 경우 전극과 기판 사이에는 조대한 액체 방울이 간헐적으로 분사되는 것을 확인할 수 있으며, 전술한 실험예 1 내지 3과 같은 밀도의 운무는 발생하지 않는다. 이는 파이프 전극에 전압을 인가하지 않은 채 분사 가스만으로 IPA를 단순 분사하였기 때문인 것으로 파악된다.
표 2를 참조하면, 분무되는 액체 방울의 크기는 500 μm 이하이며, 육안으로부터 관찰된 액체 방울들의 편차가 상당히 커서, 분무량이 5000μL/min 으로 매우 높은 수준임에도, 전술한 실험예 1 내지 3에 대비 박막 형성 공정으로 적용하기는 어려울 것으로 보인다.
종합하면, 실험예 1 내지 3의 경우, 분무되는 액체 방울의 크기는 100 μm 이하로 매우 미세하므로, 예를 들어 유기 박막 표시 소자 등에 사용되는 유기 박막의 형성에 적용할 경우 표시 특성이 우수한 박막을 제조할 수 있다. 즉, 제1 실시예에 따른 박막 형성 장치(10)는 고정세, 고품질의 박막 형성이 가능하다.
또한, 실험예 1 내지 3 모두 분무량이 300μL/min 이상으로 상당히 큰 값을 가지므로, 박막의 대량 생산에도 유리한 특징이 있다. 즉, 제1 실시예에 따른 박막 형성 장치(10)는 단일 파이프(single pipe) 형상을 갖는, 비교적 간단한 전극 구조를 가지면서도, 분무량이 우수하여 ESD를 이용한 박막의 대량 생산에 적용하기 유리하다.
이상에서 본 발명의 바람직한 실시예들에 대하여 상세하게 설명하였지만 본 발명의 권리 범위는 이에 한정되는 것은 아니고 다음의 청구 범위에서 정의하고 있는 본 발명의 기본 개념을 이용한 당업자의 여러 변형 및 개량 형태 또한 본 발명의 권리 범위에 속하는 것이다.
1: 기판 거치대
2: 기판
3: 박막 형성 재료 4: 전극 조
5: 액체 방울 6: 분무 입자
7a, 7b, 7c: 제1 내지 제3 형상 10, 20: 박막 형성 장치
100, 200: 전극 101, 201: 몸체
102, 202: 가스 분사유로 110: 수용부재
3: 박막 형성 재료 4: 전극 조
5: 액체 방울 6: 분무 입자
7a, 7b, 7c: 제1 내지 제3 형상 10, 20: 박막 형성 장치
100, 200: 전극 101, 201: 몸체
102, 202: 가스 분사유로 110: 수용부재
Claims (15)
- 박막 형성 재료를 분무시키는 복수의 전극 및
상기 복수의 파이프 전극과 마주보도록 배치되어 있고, 박막을 형성할 기판을 거치하는 기판 거치대를 포함하고,
상기 복수의 전극 각각은 상기 분무되는 박막 형성 재료를 건조시키기 위한 가스가 분사되는 가스 분사유로를 포함하고,
이웃하는 상기 복수의 전극 간 간격을 L 이라 하고,
상기 복수의 전극으로부터 거치된 상기 기판까지의 최단 거리를 Z라 하면,
Z ≥ 5L 를 만족하는 박막 형성 장치. - 제1항에서,
상기 L 은 5 내지 20 mm 의 값을 갖는 박막 형성 장치. - 제1항에서,
상기 Z 는 30 mm 이상의 값을 갖는 박막 형성 장치. - 제1항에서,
상기 형성된 박막의 두께 편차를 δ(%) 라 하면,
을 만족하는 박막 형성 장치.
- 제4항에서,
Z ≥ 5.06L을 만족하는 박막 형성 장치. - 제1항에서,
가스 분사유로는 질소(N2), 아르곤(Ar), 헬륨(He), 네온(Ne), 제논(Xe), 크립톤(Kr) 중 적어도 하나를 포함하는 가스를 분사시키는 박막 형성 장치. - 제1항에서,
상기 가스 분사유로는 상기 전극의 중심축을 따라 연장된 박막 형성 장치. - 제7항에서,
상기 전극은 파이프 형상으로 형성되고,
상기 중심축에 수직하는 평면으로 자른 상기 가스 유로의 단면은 원형 형상을 갖는 박막 형성 장치. - 제1항에서,
상기 전극의 전단은 원통형 형상을 가지고,
상기 중심축을 기준으로 자른 상기 가스 유로의 단면은 원형 형상을 가지는 박막 형성 장치. - 제1항에서,
상기 전극의 표면에는 도금층이 형성되는 박막 형성 장치. - 제10항에서,
상기 도금층은 스테인리스 스틸, 텅스텐, 금, 백금 중 적어도 어느 하나를 포함하는 박막 형성 장치. - 제1항에서,
상기 박막 형성 재료가 담긴 전극 조를 더 포함하고,
상기 전극의 적어도 일부는 상기 전극 조에 침지되어 있는 박막 형성 장치. - 제12항에서,
상기 전극의 높이는 상기 박막 형성 재료가 담긴 높이보다 0.15mm 내지 4mm 더 높은 박막 형성 장치. - 제1항에서,
상기 기판 거치대는 상기 복수의 전극 아래에 배치되는 박막 형성 장치. - 제1항 내지 제14항 중 어느 한 항에 따른 박막 형성 장치를 사용하여 적어도 하나의 유기막을 형성하는 단계를 포함하는 유기 발광 소자의 제조 방법.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150159920A KR20170056348A (ko) | 2015-11-13 | 2015-11-13 | 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 |
| US15/140,553 US20170141309A1 (en) | 2015-11-13 | 2016-04-28 | Thin film fabricating device and method for manufacturing organic light emitting device using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150159920A KR20170056348A (ko) | 2015-11-13 | 2015-11-13 | 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170056348A true KR20170056348A (ko) | 2017-05-23 |
Family
ID=58691408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150159920A Withdrawn KR20170056348A (ko) | 2015-11-13 | 2015-11-13 | 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20170141309A1 (ko) |
| KR (1) | KR20170056348A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200136740A (ko) * | 2019-05-28 | 2020-12-08 | 경기대학교 산학협력단 | 노즐 및 노즐을 포함한 증착 장치 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111086330B (zh) * | 2018-10-23 | 2021-08-31 | 广东聚华印刷显示技术有限公司 | 干燥装置及干燥工艺 |
| KR102486133B1 (ko) * | 2021-03-23 | 2023-01-09 | 주식회사 프로텍 | 튜브형 내부 전극을 구비하는 전기수력학적 펌프 헤드 조립체 |
| EP4547409A1 (en) * | 2022-06-28 | 2025-05-07 | AM Batteries, Inc. | Applicator for electrostatic deposition coating of continuous moving web |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4264641A (en) * | 1977-03-17 | 1981-04-28 | Phrasor Technology Inc. | Electrohydrodynamic spraying to produce ultrafine particles |
| JPS595837B2 (ja) * | 1979-09-13 | 1984-02-07 | 工業技術院長 | 電気場を利用した凝縮熱伝達の促進方法 |
| US4341347A (en) * | 1980-05-05 | 1982-07-27 | S. C. Johnson & Son, Inc. | Electrostatic spraying of liquids |
| US5223226A (en) * | 1992-04-14 | 1993-06-29 | Millipore Corporation | Insulated needle for forming an electrospray |
| GB9406171D0 (en) * | 1994-03-29 | 1994-05-18 | Electrosols Ltd | Dispensing device |
| GB9406255D0 (en) * | 1994-03-29 | 1994-05-18 | Electrosols Ltd | Dispensing device |
| GB9410658D0 (en) * | 1994-05-27 | 1994-07-13 | Electrosols Ltd | Dispensing device |
| US6147345A (en) * | 1997-10-07 | 2000-11-14 | Chem-Space Associates | Method and apparatus for increased electrospray ion production |
| ATE405352T1 (de) * | 2000-05-16 | 2008-09-15 | Univ Minnesota | Partikelerzeugung für einen hohen massedurchsatz mit einer mehrfachdüsenanordnung |
| US7247338B2 (en) * | 2001-05-16 | 2007-07-24 | Regents Of The University Of Minnesota | Coating medical devices |
| EP1479446B1 (en) * | 2002-02-04 | 2008-04-16 | Universidad De Sevilla, Vicerrectorado De Investigacion | Device for the production of capillary jets and micro- and nanometric particles |
| US20030226750A1 (en) * | 2002-06-11 | 2003-12-11 | Fenn John B. | Electrospray dispersion in an alternating current mode |
| JP4396580B2 (ja) * | 2005-06-01 | 2010-01-13 | パナソニック電工株式会社 | 静電霧化装置 |
| US8906285B2 (en) * | 2005-10-31 | 2014-12-09 | The Trustees Of Princeton University | Electrohydrodynamic printing and manufacturing |
| US7951428B2 (en) * | 2006-01-31 | 2011-05-31 | Regents Of The University Of Minnesota | Electrospray coating of objects |
| WO2011153111A2 (en) * | 2010-05-29 | 2011-12-08 | Scott Ashley S | Apparatus, methods, and fluid compositions for electrostatically-driven solvent ejection or particle formation |
| JP5976324B2 (ja) * | 2012-01-05 | 2016-08-23 | ナノミストテクノロジーズ株式会社 | 静電霧化装置 |
| KR102206027B1 (ko) * | 2014-10-06 | 2021-01-20 | 삼성전자주식회사 | 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 |
| KR102479926B1 (ko) * | 2015-09-03 | 2022-12-20 | 삼성전자주식회사 | 박막 형성 장치, 이를 이용한 유기 발광 소자 및 이의 제조 방법 |
-
2015
- 2015-11-13 KR KR1020150159920A patent/KR20170056348A/ko not_active Withdrawn
-
2016
- 2016-04-28 US US15/140,553 patent/US20170141309A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200136740A (ko) * | 2019-05-28 | 2020-12-08 | 경기대학교 산학협력단 | 노즐 및 노즐을 포함한 증착 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170141309A1 (en) | 2017-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102206027B1 (ko) | 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 | |
| KR102479926B1 (ko) | 박막 형성 장치, 이를 이용한 유기 발광 소자 및 이의 제조 방법 | |
| JP5491189B2 (ja) | 固定化装置 | |
| CN103069057B (zh) | 用于静电驱动溶剂喷射或颗粒形成的设备、方法以及流体组合物 | |
| US20130233245A1 (en) | Electrostatic spray printing appratus | |
| JP2007110063A (ja) | フォトレジスト溶液を効率的に用いた噴射式フォトレジストコーティング装置および方法 | |
| KR101519453B1 (ko) | 나노입자 기능성 잉크의 잉크젯 프린팅 | |
| JP2018505074A (ja) | マルチノズル印字ヘッド | |
| KR20170056348A (ko) | 박막 형성 장치 및 이를 이용한 유기 발광 소자의 제조 방법 | |
| CN101678373A (zh) | 静电喷射设备和静电喷射方法 | |
| JPH0794022B2 (ja) | 静電噴霧方法および装置 | |
| CN114475015B (zh) | 聚焦电场结构静电喷射直写系统及直写方法 | |
| JP2012135704A (ja) | エレクトロスプレーデポジション装置 | |
| US20120138701A1 (en) | Electrospray Dispensing System | |
| KR101263602B1 (ko) | 콘젯 모드 정전기 스프레이 장치 | |
| JPWO2013105558A1 (ja) | 静電スプレー装置および有機薄膜デバイスの製造方法 | |
| KR101442672B1 (ko) | 마스크를 이용한 스프레이 노즐 시스템 및 이를 이용한 터치스크린의 제조방법 | |
| JP2010248651A (ja) | 微粒子堆積装置、微粒子堆積方法、及びその装置により形成された微粒子堆積膜 | |
| KR101506456B1 (ko) | 균일한 코팅이 가능한 코팅 시스템 | |
| KR101263591B1 (ko) | 콘젯 모드 정전기 스프레이 장치 | |
| JP2014117691A (ja) | 成膜装置 | |
| KR101900559B1 (ko) | 스프레이 노즐 및 이를 이용한 코팅 시스템 | |
| JP2014117689A (ja) | 成膜装置 | |
| KR101260414B1 (ko) | 스프레이 팁을 구비한 슬릿노즐 및 이를 이용한 박막코팅방법 | |
| CN105291585B (zh) | 电子笔、印刷设备和印刷方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |