KR20170056836A - 3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 - Google Patents
3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 Download PDFInfo
- Publication number
- KR20170056836A KR20170056836A KR1020150160153A KR20150160153A KR20170056836A KR 20170056836 A KR20170056836 A KR 20170056836A KR 1020150160153 A KR1020150160153 A KR 1020150160153A KR 20150160153 A KR20150160153 A KR 20150160153A KR 20170056836 A KR20170056836 A KR 20170056836A
- Authority
- KR
- South Korea
- Prior art keywords
- filament
- guide
- guide bearing
- rotation
- feeding gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images







Classifications
-
- B29C67/0085—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
Abstract
본 발명에 따른 3D 프린터용 익스트루더는, 필라멘트가 유입되는 바디와; 상기 바디 내부에 축회전 가능하게 구비되어 필라멘트를 강제 이송하는 피딩 기어와; 상기 피딩 기어를 구동시키는 제1 구동부와; 상기 바디 내부에 축회전 가능하게 구비되는 회전봉과; 상기 회전봉 상에 구비되고 상기 피딩 기어의 회전축과 평행한 회전축을 중심으로 자유 회전 가능한 가이드 베어링; 및 상기 회전봉의 축회전을 발생시키는 제2 구동부를 포함한다.
그리고, 상기 가이드 베어링은, 상기 회전봉의 길이 방향을 따라 상호 이격 배치되는 복수 개로 구비되고, 상기 복수 개의 가이드 베어링은 상호 상이한 방향을 지향하도록 구비된다.
Description
도 2는 본 발명에 따른 3D 프린터의 내부 구조를 보여주는 개략도.
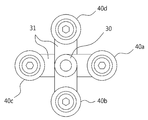
도 3은 본 발명에 따른 회전봉 및 가이드 베어링의 사시도.
도 4는 도 3의 측면도.
도 5 내지 도 8은 본 발명에 따른 3D 프린터용 익스트루더의 선택적 필라멘트 공급 동작을 나타낸 동작 상태도.
30: 회전봉 31: 지지대
40: 가이드 베어링 50: 제2 구동부
60: 필라멘트 70: 히트 블록
80: 노즐 90: 바디
91: 안내관
Claims (7)
- 3D 프린터에 구비되는 익스트루더로서,
축회전 가능하게 구비되어 필라멘트를 강제 이송하는 피딩 기어; 상기 피딩 기어를 구동시키는 제1 구동부; 축회전 가능하게 구비되는 회전봉; 상기 회전봉 상에 구비되고 상기 피딩 기어의 회전축과 평행한 회전축을 중심으로 자유 회전 가능한 가이드 베어링; 및 상기 회전봉의 축회전을 발생시키는 제2 구동부;를 포함하고,
상기 가이드 베어링은,
상기 회전봉의 길이 방향을 따라 상호 이격 배치되는 복수 개로 구비되고, 상기 복수 개의 가이드 베어링은 상호 상이한 방향을 지향하도록 구비되어,
상기 복수 개의 가이드 베어링은,
상기 제2 구동부에 의한 상기 회전봉의 축회전 정도에 따라, 상기 복수 개의 가이드 베어링 중에서 선택적으로 상기 복수 개의 필라멘트 중 어느 하나에 접촉되도록 구성되는 것을 특징으로 하는 3D 프린터용 익스트루더.
- 제1 항에 있어서,
상기 복수 개의 가이드 베어링은 제1 가이드 베어링, 제2 가이드 베어링, 제3 가이드 베어링,..., 제N 가이드 베어링으로 구비되고,
상기 제1 가이드 베어링, 제2 가이드 베어링, 제3 가이드 베어링,..., 제N 가이드 베어링은 순차적으로 다음의 조건식 1만큼의 회전각 차이를 갖으며 상호 상이한 방향을 지향하도록 구성되는 것을 특징으로 하는 3D 프린터용 익스트루더.
<조건식 1>
회전각 차이 = 360°/ N
여기서, N: 가이드 베어링의 개수
- 제1 항에 있어서,
상기 회전봉은 상기 피딩 기어의 회전축과 평행한 방향으로 장축을 갖도록 구성되고, 상기 피딩 기어의 회전축과 평행한 회전축을 중심으로 축회전 가능하게 구비되는 것을 특징으로 하는 3D 프린터용 익스트루더.
- 제1 항에 있어서,
상기 회전봉 상에 돌출되게 구비되는 지지대; 및 상기 지지대에 장착되어 상기 가이드 베어링의 회전 중심이 되는 샤프트를 포함하고,
상기 가이드 베어링은 상기 샤프트에 자유 회전 가능하게 장착되는 것을 특징으로 하는 3D 프린터용 익스트루더.
- 제1 항에 있어서,
상기 가이드 베어링이 상기 필라멘트에 접촉하거나, 접촉 중인 필라멘트로부터 이탈시 상기 가이드 베어링의 탄성 동작을 발생시키는 탄성부재를 더 포함하는 것을 특징으로 하는 3D 프린터용 익스트루더.
- 다수 개의 필라멘트를 선택적으로 공급하여 멀티 컬러 성형이 가능한 3D 프린터로서,
상기 다수 개의 필라멘트를 선택적으로 이송하는 익스트루더; 상기 익스트루더에 의해 선택되어 이송되는 필라멘트를 가열하여 유동화된 상태로 만드는 히트 블록; 및 상기 히트 블록에 의해 유동화된 필라멘트를 사출하는 복수 개의 노즐을 포함하고,
상기 익스트루더는,
축회전 가능하게 구비되어 필라멘트를 강제 이송하는 피딩 기어; 상기 피딩 기어를 구동시키는 제1 구동부; 축회전 가능하게 구비되는 회전봉; 상기 회전봉 상에 구비되고 상기 피딩 기어의 회전축과 평행한 회전축을 중심으로 자유 회전 가능한 가이드 베어링; 및 상기 회전봉의 축회전을 발생시키는 제2 구동부;를 포함하며,
상기 가이드 베어링은,
상기 회전봉의 길이 방향을 따라 상호 이격 배치되는 복수 개로 구비되고, 상기 복수 개의 가이드 베어링은 상호 상이한 방향을 지향하도록 구비되어,
상기 복수 개의 가이드 베어링은,
상기 제2 구동부에 의한 상기 회전봉의 축회전 정도에 따라, 상기 복수 개의 가이드 베어링 중에서 선택적으로 상기 복수 개의 필라멘트 중 어느 하나에 접촉되도록 구성되는 것을 특징으로 하는 멀티 컬러 3D 프린터.
- 제6 항에 있어서,
상기 각 노즐의 중심 간의 이격 거리는 상기 각 가이드 베어링의 중심 간의 이격 거리와 동일하도록 구성되고, 상기 각 노즐의 수직 상부에 상기 가이드 베어링이 각각 위치하도록 구성되는 것을 특징으로 하는 멀티 컬러 3D 프린터.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150160153A KR20170056836A (ko) | 2015-11-16 | 2015-11-16 | 3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150160153A KR20170056836A (ko) | 2015-11-16 | 2015-11-16 | 3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170056836A true KR20170056836A (ko) | 2017-05-24 |
Family
ID=59051192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150160153A Abandoned KR20170056836A (ko) | 2015-11-16 | 2015-11-16 | 3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170056836A (ko) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110328854A (zh) * | 2019-08-15 | 2019-10-15 | 刘雪侠 | 一种自动送料的3d打印机用绕线盘 |
| KR20190134866A (ko) | 2018-04-30 | 2019-12-05 | 주식회사 하비메이커스 | 3차원 프린터용 원료 공급유닛 및 이를 포함하는 3차원 프린터 |
| KR20200013272A (ko) | 2018-07-18 | 2020-02-07 | 주식회사 인스턴 | 압출부 교체형 멀티컬러 3d프린터 |
| KR20200092445A (ko) * | 2019-01-02 | 2020-08-04 | 김주용 | 3d 프린터 |
| KR102348287B1 (ko) * | 2020-08-04 | 2022-01-10 | 한국산업안전보건공단 | 나노입자 다중 발생장치 |
| DE102020133402A1 (de) | 2020-12-14 | 2022-06-15 | 3DBIZZ UG (haftungsbeschränkt) | Mechanismus zum automatisierten mechanischen Umschalten durch Gegenförderbewegung, Gerät und Ansteuermechanismus |
| CN116373302A (zh) * | 2021-06-28 | 2023-07-04 | 上海轮廓科技有限公司 | 材料馈送机构、多料单元及3d打印系统 |
| KR102567640B1 (ko) * | 2022-12-20 | 2023-08-17 | 유한책임회사 팹디노 | 색상 가변형 플라스틱 사출성형기 |
| WO2025247007A1 (zh) * | 2024-05-31 | 2025-12-04 | 惠州市创想三维科技有限公司 | 多耗材挤出装置、打印头及3d打印设备 |
-
2015
- 2015-11-16 KR KR1020150160153A patent/KR20170056836A/ko not_active Abandoned
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190134866A (ko) | 2018-04-30 | 2019-12-05 | 주식회사 하비메이커스 | 3차원 프린터용 원료 공급유닛 및 이를 포함하는 3차원 프린터 |
| KR20200013272A (ko) | 2018-07-18 | 2020-02-07 | 주식회사 인스턴 | 압출부 교체형 멀티컬러 3d프린터 |
| KR20200092445A (ko) * | 2019-01-02 | 2020-08-04 | 김주용 | 3d 프린터 |
| CN110328854A (zh) * | 2019-08-15 | 2019-10-15 | 刘雪侠 | 一种自动送料的3d打印机用绕线盘 |
| KR102348287B1 (ko) * | 2020-08-04 | 2022-01-10 | 한국산업안전보건공단 | 나노입자 다중 발생장치 |
| DE102020133402A1 (de) | 2020-12-14 | 2022-06-15 | 3DBIZZ UG (haftungsbeschränkt) | Mechanismus zum automatisierten mechanischen Umschalten durch Gegenförderbewegung, Gerät und Ansteuermechanismus |
| WO2022129099A1 (de) | 2020-12-14 | 2022-06-23 | 3DBIZZ UG (haftungsbeschränkt) | Mechanismus zum automatisierten mechanischen umschalten durch gegenförderbewegung, gerät und ansteuermechanismus |
| CN116373302A (zh) * | 2021-06-28 | 2023-07-04 | 上海轮廓科技有限公司 | 材料馈送机构、多料单元及3d打印系统 |
| KR102567640B1 (ko) * | 2022-12-20 | 2023-08-17 | 유한책임회사 팹디노 | 색상 가변형 플라스틱 사출성형기 |
| WO2025247007A1 (zh) * | 2024-05-31 | 2025-12-04 | 惠州市创想三维科技有限公司 | 多耗材挤出装置、打印头及3d打印设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170056836A (ko) | 3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 | |
| KR20220054524A (ko) | 3d 프린터용 익스트루더 및 이를 구비하는 멀티 컬러 3d 프린터 | |
| US11207813B2 (en) | Single extruder configuration that enables multi-color extrusions in three-dimensional object printers | |
| US11230063B2 (en) | System and method for adjusting the speed of a multi-nozzle extruder during additive manufacturing with reference to an angular orientation of the extruder | |
| US20190255755A1 (en) | Multi-nozzle extruder for use in three-dimensional object printers | |
| KR101796890B1 (ko) | 3d 프린터용 교환형 압출장치 | |
| CN107984760B (zh) | 配置成便于热处理用于三维物体打印机中的挤出机头的细丝的细丝加热器 | |
| KR101575061B1 (ko) | 3d 프린터의 노즐 가변수단 | |
| US9446558B2 (en) | Three-dimensional printing apparatus and printing head module | |
| KR101610897B1 (ko) | 다양한 색상이 구현되는 3차원 프린터 | |
| KR101679194B1 (ko) | 다색 3d 프린터의 필라멘트 공급장치 | |
| KR20150126120A (ko) | 3 d 프린터용 재료공급장치 및 재료공급방법 | |
| KR101719245B1 (ko) | 3 d 프린터용 재료공급장치 및 재료공급방법 | |
| CN110893680B (zh) | 用于在增材制造系统中使用的挤出机机头的经优化的喷嘴布置 | |
| CN104149347B (zh) | 一种多打印头的3d打印机 | |
| KR20170093431A (ko) | 3차원 프린터용 멀티 압출기 | |
| JP2020049940A (ja) | マルチノズル押出機を用いて三次元物体に構造的支持体を提供するシステム及び方法 | |
| KR20170132410A (ko) | 노즐 교체형 3차원 프린터 | |
| KR20170010624A (ko) | 일체형 노즐을 포함하는 3d 프린터 압출기 | |
| KR20180001340A (ko) | 개별적으로 움직이는 복수의 익스트루더 유닛을 구비한 3d 프린터 및 이를 사용한 3d 프린팅 방법 | |
| KR102334633B1 (ko) | 사선형 출력물의 3d 프린터 장치 | |
| KR20240006231A (ko) | 3d 프린터용 멀티 컬러 익스트루더 | |
| KR20240069105A (ko) | 3d 프린터용 멀티 컬러 익스트루더 | |
| KR20180091781A (ko) | 3d 프린터 및 이에 이용되는 xyz축 구동장치 | |
| KR20180025124A (ko) | 표면 처리 기능을 가지는 3차원 프린터 및 이를 이용한 3차원 인쇄방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| NORF | Unpaid initial registration fee | ||
| PC1904 | Unpaid initial registration fee |
St.27 status event code: A-2-2-U10-U13-oth-PC1904 St.27 status event code: N-2-6-B10-B12-nap-PC1904 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |