KR20170057789A - 성형빔 제조방법 - Google Patents
성형빔 제조방법 Download PDFInfo
- Publication number
- KR20170057789A KR20170057789A KR1020150161400A KR20150161400A KR20170057789A KR 20170057789 A KR20170057789 A KR 20170057789A KR 1020150161400 A KR1020150161400 A KR 1020150161400A KR 20150161400 A KR20150161400 A KR 20150161400A KR 20170057789 A KR20170057789 A KR 20170057789A
- Authority
- KR
- South Korea
- Prior art keywords
- forming
- roll
- emf
- panel
- electromagnetic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000007493 shaping process Methods 0.000 claims abstract description 8
- 238000000465 moulding Methods 0.000 description 8
- 238000003466 welding Methods 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/14—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces applying magnetic forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/14—Bending sheet metal along straight lines, e.g. to form simple curves by passing between rollers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
본 발명의 하나 또는 다수의 실시 예에 따라서, 다단의 롤포머들을 통하여 패널을 롤포밍하여 일정형상의 성형빔으로 성형하는 성형빔 제조방법은 상기 패널을 롤포밍하는 롤포밍 단계 이후에, 상기 성형빔의 설정된 위치 상에 EMF성형유닛을 이용하여 상기 패널의 일측을 전자기력으로 성형할 수 있다.
Description
도 2는 본 발명의 실시예에 따른 성형빔 제조방법을 보여주는 플로우차트이다.
도 3은 본 발명의 실시예에 따른 EMF성형유닛을 보여주는 개략적인 단면도이다.
도 4는 본 발명의 실시예에 따라서 EMF성형된 성형빔의 단면도이다.
도 5는 본 발명의 실시예에 따른 EMF성형유닛을 보여주는 개략적인 단면도이다.
도 6은 본 발명의 실시에에 따른 EMF성형된 성형된 단면도이다.
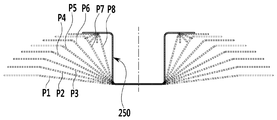
도 7은 본 발명의 실시예에 따른 성형빔 제조방법에 따라서 성형빔이 롤포밍되는 과정을 보여주는 단면도이다.
3: 브레이크프레스 4: EMF성형유닛
5: 롤포밍유닛 10: 코일
20: 패널 250: 성형빔
230: 파워부 220: 하우징
210: 전자기코일 200: 다이
205: 다이홈 300: 돌출부
500: 전자기펀치 600: 두께변형부
Claims (5)
- 다단의 롤포머들을 통하여 패널을 롤포밍하여 일정형상의 성형빔으로 성형하는 성형빔 제조방법에 있어서,
상기 패널을 롤포밍하는 롤포밍 단계 이후에, 상기 성형빔의 설정된 위치 상에 EMF성형유닛을 이용하여 상기 패널의 일측을 전자기력으로 성형하는 것을 특징으로 하는 성형빔 제조방법. - 제1항에 있어서,
상기 EMF성형유닛은,
상기 성형빔의 일면에 배치되는 전자기코일; 및
상기 성형빔의 타면에 배치되고, 상기 성형빔의 성형형태에 따른 다이홈이 형성된 다이;
를 포함하는 것을 특징으로 하는 성형빔 제조방법. - 제2항에 있어서,
상기 EMF성형유닛에 의해서 전자기 성형된 부분에는 돌출부가 형성되거나, 홀이 형성된 것을 특징으로 하는 성형빔 제조방법. - 제1항에 있어서,
상기 EMF성형유닛은,
상기 성형빔의 일면에 배치되는 전자기코일;
상기 전자기코일에서 발생되는 전자기력에 의해서 상기 성형빔의 일면을 누르도록 배치되는 전자기펀치; 및
상기 성형빔의 타면에 배치되어 이를 지지하는 다이;
를 포함하는 것을 특징으로 하는 성형빔 제조방법. - 제4항에 있어서,
상기 EMF성형유닛의 상기 전자기펀치에 의해서 성형된 부분은 상기 성형빔의 두께가 줄어든 것을 특징으로 하는 성형빔 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150161400A KR20170057789A (ko) | 2015-11-17 | 2015-11-17 | 성형빔 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150161400A KR20170057789A (ko) | 2015-11-17 | 2015-11-17 | 성형빔 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170057789A true KR20170057789A (ko) | 2017-05-25 |
Family
ID=59050891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150161400A Ceased KR20170057789A (ko) | 2015-11-17 | 2015-11-17 | 성형빔 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170057789A (ko) |
-
2015
- 2015-11-17 KR KR1020150161400A patent/KR20170057789A/ko not_active Ceased
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100945148B1 (ko) | 롤 포밍 장치 및 그 방법 | |
| CN102728707A (zh) | 变截面帽形型材辊弯成形方法及装置 | |
| KR101579028B1 (ko) | 폐단면 구조 부품의 제조 방법 및 장치 | |
| KR101539602B1 (ko) | 시트 롤 포밍 방법 | |
| EP3085468B1 (en) | Press molding method | |
| KR101783245B1 (ko) | 벤딩 프레스 장치 | |
| KR20110131825A (ko) | 롤 포밍 시스템용 교정장치 | |
| KR20140079949A (ko) | 롤 포밍 장치 | |
| CN108262358B (zh) | 双排辊轧成型装置及其方法 | |
| KR102396221B1 (ko) | 롤 포밍 방법 및 이를 이용하여 제작되는 범퍼 빔 | |
| KR101034791B1 (ko) | 롤 포밍 장치 및 그 방법 | |
| KR20170057789A (ko) | 성형빔 제조방법 | |
| CN210876918U (zh) | 一种方管在线冷弯成型辅助装置 | |
| CN106740286B (zh) | 座椅支架、座椅支架的生产方法及汽车 | |
| JP4250508B2 (ja) | 金属板加工装置及び金属板加工方法 | |
| KR101680565B1 (ko) | 롤 포밍 방법 | |
| EP1931484B1 (en) | Method for seaming t profiles and apparatus for implementing the method | |
| KR101532247B1 (ko) | 롤 포밍 성형방법 | |
| JP2012152765A (ja) | 閉断面構造部品の製造方法及び装置 | |
| KR101970699B1 (ko) | 롤 포밍 장치 및 방법 | |
| KR20180076186A (ko) | 롤 포밍 방법 | |
| KR20100025754A (ko) | 롤 포밍 성형빔의 절단방법 | |
| CN206122576U (zh) | 一种冷弯金属龙骨 | |
| KR100395686B1 (ko) | 가구용 볼 슬라이드 레일의 제조방법 | |
| KR20150104386A (ko) | 곡률 가변유닛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20151117 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20161116 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20170424 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20161116 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| PG1501 | Laying open of application |