KR20170063901A - 흡연 물품 팩을 제조하기 위한 장치 및 방법 - Google Patents
흡연 물품 팩을 제조하기 위한 장치 및 방법 Download PDFInfo
- Publication number
- KR20170063901A KR20170063901A KR1020177011782A KR20177011782A KR20170063901A KR 20170063901 A KR20170063901 A KR 20170063901A KR 1020177011782 A KR1020177011782 A KR 1020177011782A KR 20177011782 A KR20177011782 A KR 20177011782A KR 20170063901 A KR20170063901 A KR 20170063901A
- Authority
- KR
- South Korea
- Prior art keywords
- smoking articles
- panel
- pack
- manufacturing
- support frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/004—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material in blanks, e.g. sheets precut and creased for folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/025—Packaging cigarettes in webs of flexible sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/12—Inserting the cigarettes, or wrapped groups thereof, into preformed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
- B65B19/226—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors using endless conveyors having pockets, each pocket being provided with separate members, e.g. folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/228—Preparing and feeding blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/024—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for wrappers or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/046—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles co-operating, or being combined, with a device for opening or closing the container or wrapper
- B65B31/048—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles co-operating, or being combined, with a device for opening or closing the container or wrapper specially adapted for wrappers or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional [3D] containers from sheet material
- B65B43/10—Forming three-dimensional [3D] containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/24—Breaking creases to facilitate setting-up cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B49/00—Devices for folding or bending wrappers around contents
- B65B49/02—Fixed or resiliently-mounted folders, e.g. non-driven rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B49/00—Devices for folding or bending wrappers around contents
- B65B49/02—Fixed or resiliently-mounted folders, e.g. non-driven rollers
- B65B49/04—Ploughs or plates with inclined slots or opposed inclined edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B49/00—Devices for folding or bending wrappers around contents
- B65B49/08—Reciprocating or oscillating folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
- B65B51/023—Applying adhesives or sealing liquids using applicator nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/18—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding a single blank to U-shape to form the base of the container and opposite sides of the body portion, the remaining sides being formed primarily by extensions of one or more of these opposite sides, e.g. flaps hinged thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/4266—Folding lines, score lines, crease lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/62—External coverings or coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1018—Container formed by a flexible material, i.e. soft-packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1081—Inserts or accessories added or joined to the container, e.g. coins, pens, cards, spacers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/16—Packaging contents into primary and secondary packaging
- B65B2220/18—Packaging contents into primary and secondary packaging the primary packaging being bags the subsequent secondary packaging being rigid containers, e.g. cardboard box
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
본 발명은 흡연 물품들의 팩을 제조하는 방법에 관한 것이다. 본 방법은 저부 패널에 의해 연결되는 전방 패널 및 후방 패널을 포함하는 내부 지지 프레임의 평면 블랭크를 제공하는 단계, 및 수용 구성에서 내부 지지 프레임을 형성하도록 전방 패널 및 후방 패널을 함께 저부 패널 주위로 접는 단계를 포함한다. 수용 구성에서, 전방 및 후방 패널은 저부 패널로부터 멀어지는 방향으로 발산하고 저부 패널로부터 멀리 떨어진 개구를 규정한다. 본 방법은 개구를 통해 내부 지지 프레임 내로 흡연 물품들의 다발을 삽입하는 단계, 및 흡연 물품들의 다발을 봉입하기 위해서 수용 구성으로부터 봉입된 구성으로 저부 패널을 중심으로 전방 패널 및 후방 패널을 함께 접는 단계를 포함한다. 이 방법은 밀봉된 흡연 물품들의 팩을 형성하도록 흡연 물품들의 다발 및 내부 지지 프레임을 필름으로 포장하는 단계를 포함한다. 또한, 이러한 방법에 따른 흡연 물품의 팩 제조 장치에 관한 것이다.
Description
본 발명은 특히, 흡연 물품들(smoking articles)의 다발 둘레에 내부 지지 프레임을 포함하는 포장 팩(wrapped pack)을 제조하기 위한 ― 그러나, 배타적인 것은 아님 ― 흡연 물품들용 팩을 제조하기 위한 장치 및 방법에 관한 것이다.
시가레트들(cigarettes) 또는 다른 흡연 물품들용 팩들은 일반적으로 직사각형 평행육면체 구성(parallelepiped configuration)의 시가레트들의 다발, 다발의 전면 및 측면을 가로지르는 카드(card)의 내부 프레임, 및 시가레트들의 다발을 봉입하는(enclosing) 필름 또는 다른 배리어 재료의 외부 포장지(wrapper)를 포함할 수 있다. 그러한 팩들은 사용자가 팩으로부터 시가레트들을 제거하기 위한 접근 틈새(access aperture), 및 접근 틈새 상에 제거 가능하고 재밀봉 가능한 커버를 포함할 수 있다.
내부 프레임은 패키징, 운송, 보관 및 사용 동안 시가레트들의 다발에 대한 어느 정도의 지지 및 기계적 보호를 제공한다. 그러나, 시가레트 다발과 내부 프레임의 정확한 정렬이 필요할 수 있기 때문에, 시가레트 다발을 내부 프레임에 삽입할 때, 팩 제조 장치들 및 방법들에 문제가 있다. 또한, 그러한 팩들에서의 시가레트들의 기계적 보호는 불만족스러울 수 있다.
본 발명은 흡연 물품 팩들을 제조하기 위한 대안적인 장치 및 방법을 제공하고자 한다.
본 발명의 실시예들에 따르면, 흡연 물품들의 팩을 제조하는 방법이 제공되는데, 이 방법은 저부 패널(bottom panel)에 의해 연결되는 전방 패널(front panel) 및 후방 패널(rear panel)을 포함하는 내부 지지 프레임의 평면 블랭크(planar blank)를 제공하는(providing) 단계, 전방 패널 및 후방 패널이 저부 패널로부터 멀어지는 방향으로 발산하고(diverge) 저부 패널로부터 멀리 있는 개구(opening)를 규정하는, 수용 구성(receiving configuration)에서 내부 지지 프레임을 형성하도록 저부 패널을 중심으로 전방 패널 및 후방 패널을 함께 접는(folding) 단계, 흡연 물품들의 다발을 개구를 통해 내부 지지 프레임에 삽입하는(inserting) 단계, 흡연 물품들의 다발을 봉입하기 위해서 수용 구성으로부터 봉입된 구성으로 저부 패널에 대하여 전방 패널 및 후방 패널을 함께 접는 단계, 및 흡연 물품들의 밀봉된 팩을 형성하도록 흡연 물품들의 다발 및 내부 지지 프레임을 필름으로 포장하는(wrapping) 단계를 포함한다.
전방 패널 및 후방 패널 중 적어도 하나는 저부 패널의 어느 한쪽의 측방향 사이드 에지들(lateral side edges)로부터 연장하는 사이드 패널들을 포함할 수 있으며, 이 방법은 개구와 저부 패널 사이에서 내부 지지 프레임의 사이드 패널들을 형성하기 위해서 전방 패널 및/또는 후방 패널에 대해서 사이드 패널들을 접는 단계를 포함할 수 있다.
전방 패널은 전방 패널의 측방향 사이드 에지들에 연결되는 제 1 사이드 패널들을 포함할 수 있으며, 후방 패널은 후방 패널의 측방향 사이드 에지들에 연결되는 제 2 사이드 패널들을 포함할 수 있고, 이 방법은 전방 패널 및 후방 패널을 함께 접는 단계 이전에 제 1 사이드 패널 및 제 2 사이드 패널을 각각의 전방 패널 및 후방 패널에 대해 접는 단계를 포함하여, 제 1 사이드 패널들의 일부분이 내부 지지 프레임의 수용 구성에서 제 2 사이드 패널과 중첩된다.
이 방법은 일단 내부 지지 프레임이 봉입된 포지션에 있다면, 인접한 제 1 패널 및 제 2 패널을 함께 접합하기 위해서 제 1 사이드 패널 및/또는 제 2 사이드 패널에 접착제를 적용하는 단계를 포함한다.
이 방법은 패키징 장치(packaging apparatus)의 조립 휠의 포켓 내로 수용 구성의 내부 지지 프레임을 공급하는(feeding) 단계, 및 내부 지지 프레임에 흡연 물품의 다발을 삽입하고 포켓 내에서 봉입된 구성으로 내부 지지 프레임을 접는 단계를 더 포함할 수 있다.
조립 휠은 복수 개의 벽들을 포함하며, 적어도 하나의 벽은 포켓의 크기를 변경시키기 위해 이동 가능한 플레이트를 포함하며, 여기서 전방 패널 및 후방 패널은 제 1 포지션으로부터 제 2 포지션으로의 플레이트의 이동에 의해 수용 구성으로부터 봉입된 구성으로 함께 접혀질 수 있다.
적어도 하나의 플레이트는 제 1 포지션과 제 2 포지션 사이에서 플레이트의 일 단부에 대해 선회 가능할 수 있다.
조립 휠의 포켓을 규정하는 2 개의 대향 벽들은, 포켓의 크기를 변경시키기 위해 서로를 향해 그리고 서로 멀어지게 이동 가능한 플레이트들을 포함할 수 있다.
조립 휠은 적어도 하나의 플레이트를 제 1 포지션으로부터 제 2 포지션으로 이동시키도록 작동 가능한 구동 기구를 포함할 수 있다.
조립 휠은 복수 개의 팩 조립 포지션들 사이에서 포켓을 이동시키도록 회전 가능할 수 있으며, 구동 기구는 조립 휠을 제 1 조립 포지션으로부터 제 2 조립 포지션으로의 회전시 적어도 하나의 플레이트를 제 1 포지션으로부터 제 2 포지션으로 이동시키도록 작동될 수 있다.
제 1 조립 포지션은 흡연 물품의 다발이 내부 지지 프레임 내로 삽입되는 삽입 포지션을 포함할 수 있으며, 제 2 조립 포지션은 내부 지지 프레임 내에 봉입되는 흡연 물품들의 다발이 포켓으로부터 배출되는(ejected) 배출 포지션을 포함할 수 있다
이 방법은 흡입력(suction force)에 의해 조립 휠의 포켓 내에 내부 지지 프레임을 유지하는(retaining) 단계를 포함할 수 있다.
내부 지지 프레임 블랭크는 전방 패널 및 후방 패널이 수용 구성에서 10도 초과의 각도만큼 발산하도록 접혀질 수 있다.
이 방법은 재료의 연속 웨브(continuous web)로부터 내부 지지 프레임용 평면 블랭크를 절단하는(cutting) 단계를 포함할 수 있다.
본 발명은, 또한, 저부 패널에 의해 연결되는 전방 패널 및 후방 패널을 포함하는 내부 지지 프레임의 평면 블랭크를 포함하는 흡연 물품들의 팩을 제조하기 위한 장치를 제공하는데, 이 장치는 전방 패널 및 후방 패널이 저부 패널로부터 멀어지는 방향으로 발산하고(diverge) 저부 패널로부터 멀리 있는 개구를 규정하는, 수용 구성에서 내부 지지 프레임을 형성하도록 저부 패널을 중심으로 전방 패널 및 후방 패널을 함께 접도록 구성되는 폴딩 스테이션, 수용 구성에서 내부 지지 프레임을 수용하도록 구성되는 조립 장치, 및 흡연 물품들의 다발을 개구를 통해 내부 지지 프레임에 삽입하도록 구성되는 삽입 기구, 흡연 물품들의 다발을 봉입하기 위해서 수용 구성으로부터 봉입된 구성으로 저부 패널에 대하여 전방 패널 및 후방 패널을 함께 접도록 구성되는 폐쇄 기구, 및 흡연 물품들의 밀봉된 팩을 형성하도록 흡연 물품들의 다발 및 내부 지지 프레임을 필름으로 포장하도록 구성되는 포장 스테이션(wrapping station)을 포함한다.
이 장치는 전방 패널 및 후방 패널 중 적어도 하나가 저부 패널의 어느 한쪽의 측방향 사이드 에지들(lateral side edges)로부터 연장하는 사이드 패널들을 포함하는 블랭크를 수용하도록 구성될 수 있고, 폴딩 스테이션은 개구와 저부 패널 사이에서 내부 지지 프레임의 사이드 패널들을 형성하기 위해서 전방 패널 및/또는 후방 패널에 대해서 사이드 패널들을 접도록 구성될 수 있다.
이 장치는 전방 패널이 그 측방향 사이드 에지들에 연결되는 제 1 사이드 패널들을 포함하고, 후방 패널이 그 측방향 사이드 에지들에 연결되는 제 2 사이드 패널들을 포함할 수 있는 블랭크를 수용하도록 구성될 수 있으며, 폴딩 스테이션은 전방 패널 및 후방 패널을 함께 접기 이전에 제 1 사이드 패널 및 제 2 사이드 패널을 각각의 전방 패널 및 후방 패널에 대해 접도록 구성될 수 있어, 제 1 사이드 패널들의 일부분이 내부 지지 프레임의 수용 구성에서 제 2 사이드 패널들과 중첩된다.
이 장치는 일단 내부 지지 프레임이 봉입된 포지션에 있다면, 인접한 제 1 패널 및 제 2 패널을 함께 접합하기 위해서 제 1 사이드 패널 및/또는 제 2 사이드 패널에 접착제를 적용하도록 구성되는 접착제 적용기(adhesive applicator)를 포함할 수 있다.
폴딩 스테이션은 폴딩 기구를 포함할 수 있으며, 폴딩 기구는 한 쌍의 이격된 벽들 및 제 1 포지션과 제 2 포지션 사이에서 이동 가능한 리프팅 아암을 포함할 수 있으며, 리프팅 아암은 이격된 벽들 사이에서 내부 지지 프레임 블랭크를 이송하여서 사이드 패널들이 이격된 벽들과의 접촉에 의해 프론트 패널에 대해 접혀지도록 구성된다.
이격된 벽들은 접촉 표면을 갖는 안내부들을 포함할 수 있고, 그리고 리프팅 아암이 이격된 벽들 사이에서 내부 지지 프레임 블랭크를 이송할 때, 제 1 사이드 패널들이 이격된 벽들과의 접촉에 의해 접혀질 수 있고, 제 2 사이드 패널들은 안내부들의 접촉면들과의 접촉에 의해 접혀질 수 있다.
안내부들은 제 1 사이드 패널들이 전방 패널에 대해 접혀지는 것보다 더 큰 각도로 후방 패널에 대해 제 2 사이드 패널들을 접도록 구성될 수 있다.
안내부들의 접촉면들은 이격된 벽들의 각각의 내부면을 넘어 내측방으로 연장할 수 있다.
조립 장치는 수용 구성에서 내부 지지 프레임을 수용하도록 구성되는 포켓을 포함하는 조립 휠을 포함할 수 있다.
폐쇄 기구는 내부 지지 프레임을 포켓 내의 봉입된 구성으로 접혀지도록 구성될 수 있다.
조립 휠의 포켓은 복수 개의 벽들을 포함할 수 있고, 폐쇄 기구는 포켓의 크기를 변경시키기 위해 제 1 포지션과 제 2 포지션 사이에서 이동 가능한 플레이트를 포함하는 포켓의 적어도 하나의 벽을 포함할 수 있다.
적어도 하나의 플레이트는 제 1 포지션과 제 2 포지션 사이에서 플레이트의 일 단부에 대해 선회 가능할 수 있다.
조립 휠의 포켓을 규정하는 2 개의 대향 벽들은, 포켓의 크기를 변경시키기 위해 서로를 향해 그리고 서로 멀어지게 이동 가능한 플레이트들을 포함할 수 있다.
폐쇄 기구는 적어도 하나의 플레이트를 이동시키기 위한 구동 기구를 포함할 수 있으며, 조립 휠은 복수 개의 팩 조립 포지션들 사이에서 포켓을 이동시키도록 회전 가능할 수 있고, 구동 기구는 조립 휠의 제 1 조립 포지션으로부터 제 2 조립 포지션으로의 회전시 적어도 하나의 플레이트를 제 1 포지션으로부터 제 2 포지션으로 이동시키도록 구성될 수 있다.
구동 기구는 조립 휠 및 적어도 하나의 플레이트에 연결된 피스톤을 포함할 수 있다.
조립 장치는 흡입력에 의해 내부 지지 프레임을 포켓 내에 유지하도록 구성되는 흡입 기구를 포함할 수 있다.
흡입 기구는 포켓의 적어도 하나의 벽에 형성되고 그리고 진공 소스(vacuum source)에 유체 연결되는 하나 또는 그 초과의 흡입 구멍들을 포함할 수 있다.
이 장치는 재료의 연속 웨브를 수용하고 재료의 연속 재료 웨브로부터 내부 지지 프레임용 평면 블랭크를 절단하도록 구성되는 절단 스테이션을 포함할 수 있다.
포장 스테이션(wrapping station)은 용기(container) 내에 적어도 부분적인 진공 상태로 밀봉되어 포함된 바와 같이 팩을 형성하도록 구성되는 진공 기구를 포함할 수 있다.
본 발명의 실시예들은, 오직 예로써, 첨부 도면들을 참조로 하여 이제 설명될 것이다.
도 1은 본 발명의 제 1 실시예의 장치 및 방법에 따라 제조된, 외부 포장 절개 부(wrap cut-away)의 단면을 갖는 흡연 물품들의 팩의 정면 사시도를 도시한다.
도 2는 도 1에 도시된 팩의 내부 프레임 및 흡연 물품들의 다발을 도시한다.
도 3은 도 2의 내부 프레임 및 흡연 물품들의 다발의 후면 사시도를 도시한다.
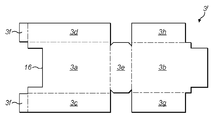
도 4는 도 2 및 도 3에 도시된 내부 프레임용 블랭크를 도시한다.
도 5는 도 1의 팩을 제조하기 위한 프로세스의 개략적인 일련의 단계들을 도시한다.
도 6a 내지 도 6c는 도 5의 프로세스의 일부로서 내부 프레임 블랭크의 접는 단계들의 개략적인 순서를 도시한다.
도 7은 본 발명의 제 1 실시예의 흡연 물품 팩 제조 장치의 일부를 도시한다.
도 8은 본 발명의 제 2 실시예의 흡연 물품 팩 제조 장치의 일부를 도시한다.
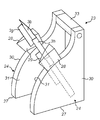
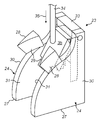
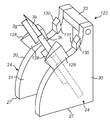
도 9a 내지 도 9f는 본 발명의 일 실시예의 제조 장치의 폴딩 기구의 제 1 실시예에 의한 내부 프레임 블랭크의 순차적인 폴딩 단계들을 도시한다.
도 10a 내지 도 10c는 본 발명의 일 실시예의 제조 장치의 폴딩 기구의 제 2 실시예에 의한 내부 프레임 블랭크의 순차적인 폴딩 단계들을 도시한다.
도 1은 본 발명의 제 1 실시예의 장치 및 방법에 따라 제조된, 외부 포장 절개 부(wrap cut-away)의 단면을 갖는 흡연 물품들의 팩의 정면 사시도를 도시한다.
도 2는 도 1에 도시된 팩의 내부 프레임 및 흡연 물품들의 다발을 도시한다.
도 3은 도 2의 내부 프레임 및 흡연 물품들의 다발의 후면 사시도를 도시한다.
도 4는 도 2 및 도 3에 도시된 내부 프레임용 블랭크를 도시한다.
도 5는 도 1의 팩을 제조하기 위한 프로세스의 개략적인 일련의 단계들을 도시한다.
도 6a 내지 도 6c는 도 5의 프로세스의 일부로서 내부 프레임 블랭크의 접는 단계들의 개략적인 순서를 도시한다.
도 7은 본 발명의 제 1 실시예의 흡연 물품 팩 제조 장치의 일부를 도시한다.
도 8은 본 발명의 제 2 실시예의 흡연 물품 팩 제조 장치의 일부를 도시한다.
도 9a 내지 도 9f는 본 발명의 일 실시예의 제조 장치의 폴딩 기구의 제 1 실시예에 의한 내부 프레임 블랭크의 순차적인 폴딩 단계들을 도시한다.
도 10a 내지 도 10c는 본 발명의 일 실시예의 제조 장치의 폴딩 기구의 제 2 실시예에 의한 내부 프레임 블랭크의 순차적인 폴딩 단계들을 도시한다.
도 1은 본 발명의 일 실시예의 제조 장치 및 방법을 사용하여 제조되는 흡연 물품들(2)의 팩(1)을 도시한다(설명의 간략화를 위해, 흡연 물품들(2)은, 이하, "시가레트들(2)"로 지칭될 것임).
팩(1)은 시가레트들(2)의 대체로 직육면체 다발(cuboidal bundle) 및 이 시가레트들(2)의 다발 주위로 연장하는 내부 지지 프레임(3)(이하, "내부 프레임(3)"으로 지칭됨)을 포함한다. 팩(1)은 팩의 가장 큰 면들인 평행한 전면 및 후면(1a, 1b)을 포함한다. 평행한 세장형 측면들(elongate side faces)(1c, 1d)은 팩(1)의 대향 측들 상의 전면 및 후면(1a, 1b) 사이에서 연장한다. 평행한 상부면 및 저부면(1e, 1f)은 팩(1)의 전면 및 후면(1a, 1b)과 측면들(1c, 1d) 사이에서 연장하고 팩(1)의 가장 작은면들을 포함한다.
내부 프레임(3)은 팩(1)의 전면, 후면, 측면 및 저부면(1a 내지 1e)의 적어도 일부 상에서 시가레트 다발 위로 연장한다. 내부 프레임(3)은 도 4에 도시된 바와 같이 카드(3')의 단일편(single-piece) 평탄 블랭크로 형성된다. 블랭크(3')는 폴드 라인들(fold lines)(4)에 의해 분리되는 다수의 연결된 패널들을 포함한다. 폴드 라인들(4)은 블랭크(3')에서 형성된 약화된 선들(lines of weakening)이고 그리고 도 4에서 점선들(dashed lines)로 도시된다. 블랭크(3')는 절단기(cutting machine)(도시 생략)에 의해 카드의 연속 웨브(5)로부터 절단될 수 있다. 절단기는, 또한 엠보싱 공구(embossing tool), 크리징 나이프(creasing knife) 또는 스코어링 블레이드(scoring blade)에 의해 폴드 라인들(4)을 제공할 수 있다.
블랭크(3')는 전방 패널(3a)과 후방 패널(3b) 사이에 연결되는 저부 패널(3e)을 포함한다. 제 1 사이드 패널들(3c, 3d)은 전방 패널(3a)의 사이드 에지들로부터 연장한다. 제 2 사이드 패널들(3g, 3h)은 후방 패널(3b)의 사이드 에지들로부터 연장한다. 상부 플랩들(top flaps)(3f)은 저부 패널(3e)로부터 멀리 있는 외부 사이드 패널들(3c, 3d)의 각각의 단부 에지로부터 연장한다. 이하, 제 1 사이드 패널들(3c, 3d)은 외부 사이드 패널들(3c, 3d)로서 지칭되며, 제 2 사이드 패널들(3g, 3h)은 내부 사이드 패널들(3g, 3h)로서 지칭된다. 그러나, 본 발명은 팩(1) 내의 내부 프레임(3)에서의 제 1 및 제 2 사이드 패널들(3c, 3d, 3g, 3h)의 상대적인 포지션으로 제한되도록 의도되지 않는것으로 이해되어야 한다.
팩(1)에서, 전방 패널 및 후방 패널(3a, 3b)은 전면 및 후면(1a, 1b)에서 시가레트 다발을 가로질러 연장한다. 저부 패널(3e)은 팩(1)의 저부면(1e)에서 시가레트들(2)의 저부 단부들을 가로질러 연장한다. 내부 사이드 패널들(3g, 3h)은 팩의 측면들(1c, 1d)에서 시가레트 다발의 측들을 가로질러 연장하고, 그리고 외부 사이드 패널들(3c, 3d)은 내부 사이드 패널들(3g, 3h)을 가로질러 그리고 접촉하여 연장한다. 상부 플랩들(3f)은 팩(1)의 상부면(1f)의 측들에서 시가레트들(2)의 상부들을 가로질러 연장하도록 아래로 접혀진다.
도 5는 본 발명의 일 실시예에 따른, 시가레트들의 팩(1)을 제조하기 위한 방법 및 장치의 순차적인 개략도를 도시한다. 내부 프레임 블랭크들(3')을 형성하도록 카드의 연속 웨브(5)가 롤로부터 절단 스테이션(6)으로 공급된다. 절단 스테이션(6)은 웨브(6)로부터 개별 내부 프레임 블랭크들(3')을 절단하고 그리고 또한 블랭크(3')에서 약화된 라인들로서 폴드 라인들(4)을 형성한다. 절단 스테이션(6)은 블랭크(3')에서 약화된 라인들을 형성하기 위해 크리징 나이프를 포함할 수 있다.
블랭크(3')는 그 다음에 폴딩 스테이션(7)으로 공급되며, 여기서, 블랭크(3')가 제조 프로세스의 나중 스테이지에서 시가레트들(2)의 다발을 수용하기 위한 준비시 "클램 쉘(clam-shell)" 수용 구성으로 접혀진다. 내부 프레임 블랭크(3')의 폴딩 단계들은 도 6a 내지 도 6c에 보다 상세히 도시된다. 블랭크(3')는 도 6a에 도시된 편평한 구성에서 시작한다. 외부 사이드 패널들(3c, 3d) 및 내부 사이드 패널들(3g, 3h)은 도 6b에 도시된 바와 같이, 전방 및 후방 패널들(3a, 3b)에 대략 직각으로 연장하도록 대략 90도만큼 접혀진다. 전방 및 후방 패널들(3a, 3b)은 그 다음에 도 6c에 도시된 클램-쉘 수용 구성으로 저부 패널(3e)을 중심으로 서로를 향해 접혀진다. 블랭크(3')의 전방 패널(3a)은 후방 패널(3b)보다 약간 더 넓다. 이는 치수 'a'가 치수 'b'보다 약간 더 큰 치수로 도 4에 도시된다. 이는 내부 사이드 패널들(3g, 3h)이 외부 사이드 패널들(3c, 3d) 내에 얹혀진 상태에서 블랭크(3')가 수용 구성으로 정확하게 접혀질 수 있게 한다. 이는 블랭크(3')를 접는 동안 내부 및 외부 사이드 패널들(3c, 3d, 3g, 3h)이 맞닿는 것을 방지하는 것을 돕는다.
접혀진 블랭크(3')의 수용 구성에서, 전방 및 후방 패널들(3a, 3b)은 서로 평행한 것이 아니라 저부 패널(3e)로부터 멀리 발산한다. 전방 및 후방 패널들(3a, 3b)은 약 10도 내지 20도만큼 서로에 대해 각도(θ)로 연장할 수 있다. 이러한 발산은 하기 설명되는 후속 제조 단계에서 시가레트 다발의 삽입을 위해 저부 패널(3e)(도 6c 및 도 7 참조)에 대향하는 더 넓은 개구(8)를 제공한다. 이는 제조 프로세스에서 블랭크(3')/시가레트 다발 오정렬을 보완하도록 허용 오차를 제공한다. 이는 제조 잼들(manufacturing jams)이 회피된다는 것을 의미하며, 기계류(machinery)는 더욱 비용 효율적인 기계류를 허용하는 정밀도가 낮은 교정을 요구한다. 또한, 보다 높은 제조 속도가 달성될 수 있다.
상기 이외에, 접혀진 블랭크(3')의 수용 구성에서, 저부 패널(3e)에 인접한 각각의 외부 사이드 패널(3c, 3d)의 에지는 저부 패널(3e)에 인접한 내부 사이드 패널(3g, 3h)의 각각의 에지 위에 놓인다(overlies). 외부 및 내부 사이드 패널들(3c, 3d, 3g, 3h)은 전체적으로 겹쳐지지 않지만, 이들 패널들의 인접한 에지들을 중첩하는 것(overlapping)은 내부 프레임 블랭크(3')가 후속 제조 프로세스(하기 설명됨)에서, 시가레트 다발 둘레에 폐쇄될 때, 외부 및 내부 사이드 패널들(3c, 3d, 3g, 3h)은 서로 미끄러지며, 서로 맞닿거나 서로 걸리지 않는 것을 보장하기에 충분하다.
본 발명의 폴딩 스테이션(7)의 예시적인 폴딩 기구(23)가 도 9a 내지 도 9f에 도시된다. 이들 도면들은 도 4에 도시된 바와 같이 평면 구성으로부터 도 6c에 도시된 수용 구성으로 내부 프레임 블랭크(3')를 접는 폴딩 기구(23)의 순차적인 단계들을 예시한다. 폴딩 기구(23)는 한 쌍의 이격된 평행한 벽들(24)을 포함한다. 리프팅 아암(25)은 평행한 벽들(24) 사이에 배치된다. 리프팅 아암(25)은 제 1 수평 포지션(도 9a 및 도 9b에 도시됨)과 제 2 수직 포지션(도 9e 및 도 9f에 도시됨) 사이에서 선회 가능하다. 수평 포지션에서, 리프팅 아암의 상부면(26)은 평행한 벽들(24)의 하부 에지(27)보다 약간 낮게 배치된다. 따라서, 평면 내부 프레임 블랭크(3')는 리프팅 아암(25)의 상부면(26)에 수용되어 평행한 벽들(24)의 하부 에지들(27) 아래에 놓일 수 있다. 리프팅 아암(25)과 평행한 벽들(24) 사이에 있는 평면 내부 프레임 블랭크(3')의 이러한 구성은 도 9b에 도시된다.
폴딩 기구(23)는 안내부들(28)을 포함한다. 각각의 평행한 벽들(24)의 상부 부분 상에는 하나의 안내부(28)가 배치된다. 안내부들(28) 각각은 각각의 평행한 벽(24)의 외부면(30) 부근으로부터 각각의 평행한 벽(24)의 내부면(31)의 내측 포지션까지 연장하는 경사 접촉면(sloping contact face)(29)을 포함한다.
리프팅 아암(25)의 상부면(26)은 복수 개의 흡입 포트들(suction ports)(32)(도 9a에서는 단지 하나만 도시됨)을 포함한다. 흡입 포트들(32)은 진공 원(vacuum source)(도시 생략)에 연결된다. 크로스 바(cross bar)(33)는 평행한 벽들(24)의 상부 부분에서 평행한 벽들(24) 사이를 연장한다. 푸셔 로드(pusher rod)(34)는 크로스바(33)에 인접하여 배치되고 도 9f의 화살표(35)에 의해 도시된 방향으로 수직으로 이동 가능하다.
폴딩 기구(23)의 작동시, 리프팅 아암(25)은 초기에 도 9a에 도시된 수평 포지션에 있다. 폴딩 기구(23)에 공급되는 편평한 내부 프레임 블랭크(3')는 도 9b에 도시된 바와 같이 리프팅 아암에 대해 전방 패널(3a)과 함께 리프팅 아암(25) 상에 로케이팅된다. 블랭크(3')는 흡입 포트들(32)로부터 흡입력에 의해 리프팅 아암(25) 상에서 적소에 유지된다.
그 다음에, 리프팅 암은 수직 포지션을 향해 상방으로 선회한다. 평행한 벽들(24)은 블랭크(3')의 전방 패널(3a)의 폭 "a"과 동일하거나 약간 큰 거리만큼 이격된다. 외부 사이드 패널들(3c, 3d)은 각각의 평행한 벽(24)의 하부 에지(27)와 접하고 리프팅 아암(25)이 수직 포지션을 향해 이동함에 따라 약 90도만큼 내측으로 접혀지게 된다. 이는 도 9c에 도시된다.
리프팅 아암(25)이 수직 포지션을 향해 계속 선회함에 따라, 내부 사이드 패널들(3g, 3h)은 각각의 안내부(28)와 접촉하게 된다. 각각의 안내부(28)의 접촉면(29)은 내부 사이드 패널들(3g, 3h)이 내측으로 접혀지게 한다. 이는 도 9d에 도시되어 있으며, 이 지점에서의 접혀진 블랭크(3') 구성이 도 6b에 도시된다. 접촉면들(29)이 평행한 벽들(24)의 각각의 내부면(31)의 내측으로 연장하기 때문에, 내부 사이드 패널들은 처음의 평탄한 블랭크 포지션으로부터 90도를 약간 초과하여 접혀진다.
리프팅 아암(25)이 도 9e에 도시된 바와 같이 수직 포지션에 도달함에 따라, 블랭크(3')의 저부 패널(3e)은 크로스 바(33)에 접하며 저부 패널(3e) 그리고 연결된 후방 패널(3b)과 내부 사이드 패널들(3g, 3h)이 전방 패널에 대해 약 90도 접혀지게 된다.
마지막으로, 푸셔 로드(34)는 화살표(35)로 도시된 방향으로 하방으로 이동한다. 푸셔 로드(34)는 내부 프레임 블랭크(3')의 후면(3b)과 접촉하고 저부 패널(3e)에 대해 후방 패널(3b) 및 연결된 내부 사이드 패널들(3g, 3h)을 접는다. 이는 도 9f에 도시된다. 내부 프레임 블랭크(3')는 이에 의해 수용 구성으로 접혀진다. 이러한 마지막 폴딩 단계 동안, 내부 사이드 패널들(3g, 3h)은 외부 사이드 패널들(3c, 3d)보다 더 내측으로 미리 접혀있었기 때문에, 내부 사이드 패널들(3g, 3h)은 외부 사이드 패널들(3c, 3d)(도 9f 및 도 6c에 도시된 바와 같음)의 내부측에 로케이팅되며 외부 사이드 패널들(3c, 3d)의 에지들에 접하지 않는다.
일단 접혀진 블랭크(3')가 상기 언급된 바와 같이 수용 구성으로 형성된다면, 이는 패키징 장치(packaging apparatus)의 조립 휠(10)의 포켓(9) 내로 공급된다. 이는 수용 구성 내의 접혀진 블랭크(3')를 포켓(9) 내로 상승시키는 푸셔 아암(도시 생략)에 의해 성취될 수 있다. 본 발명의 실시예에서, 크로스 바(33)는 내부 프레임 블랭크가 조립 휠(10)의 포켓 내로 이송되는 것을 허용하도록 이동 가능할 수 있다. 크로스 바는 푸셔 암의 경로 밖으로 이동 가능할 수 있거나, 블랭크(3')를 포켓(9) 내로 이송하는 푸셔 암(pusher arm)과 함께 이동 가능할 수 있거나 이에 연결될 수 있다. 대안으로, 폴딩 기구(23)는 리프팅 아암(25)이 수직 포지션에 있지만, 여전히 평행한 벽들(24) 사이에 있을 때 크로스 바(33) 뒤에 포지셔닝되거나 오프셋되도록 구성될 수 있어, 포켓(9) 내로 리프팅될 접혀진 블랭크(3')에 대한 수직 경로는 크로스 바(33)에 의해 방해받지 않는다. 즉, 리프팅 아암(25)이 수직 포지션에 있을 때 접혀진 블랭크(3')는 크로스바(33)로부터 벗어난다.
조립 휠(10)은 도 7에서 보다 상세히 도시되어 있으며 그리고 조립 휠(10)의 원주 둘레로 90도 간격으로 반경 방향으로 배치된 4 개의 포켓들(9)을 포함한다. 각각의 포켓(9)은 조립 휠(10)의 리세스를 포함한다. 각 포켓(9)의 2 개의 대향 벽들은 이동 가능한 플레이트들(11)에 의해 규정된다. 플레이트들(11)은 포켓 폐쇄 기구의 일부이며, 이는 플레이트들(11)에 연결되고 플레이트들(11)이 포켓(9)의 크기를 변경시키기 위해서 서로를 향해 그리고 서로 멀어지게 이동되게 하도록 구성되는 액츄에이터들(12)을 포함한다. 플레이트들(11)은 진공 소스'V'에 유체 연결되는 흡입 구멍들(18)을 포함한다.
접혀진 블랭크(3')는 조립 휠(10)의 제 1 포지션(P1)에서 포켓(9)으로 공급된다. 제 1 포지션(P1)에서, 접혀진 블랭크(3')가 포켓(9) 내로 공급될 때, 이동 가능한 플레이트들(11)은 제 1 포지션에 배치되며, 여기서, 이 플레이트들은 접혀진 블랭크(3')를 서로에 대해 각도(θ)로 발산하는(divergent) 전방 및 후방 패널들(3a, 3b)을 갖는 그의 캠 쉘 수용 구성에서 수용하도록 이격된다. 즉, 이동 가능한 플레이트들(11)은 조립 휠(10)의 제 1 포지션(P1)에서 유사하게 발산한다. 플레이트들(11)의 제 1 포지션에서, 포켓(9)은 일반적으로 절두형(truncated) 또는 프루스토-삼각형(frusto-triangular) 프리즘 형상이다. 진공 소스(V)로부터의 진공이 흡입 구멍들(18)을 통해 블랭크(3')의 전방 및 후방 패널들(3a, 3b)에 작용함에 따라, 접혀진 블랭크(3')는 흡입에 의해 포켓(9) 내에 유지된다. 접혀진 블랭크(3')가 예시의 용이함 및 명료성을 위해서만 도 7의 플레이트들(11)로부터 이격되어 도시되어 있다는 점에 유의한다. 작동시, 접혀진 블랭크(3')는 플레이트들(11)에 대해서 유지될 것이다.
그 다음에, 조립 휠(10)은 제 2 포지션(P2)으로 90도 회전한다. 이에 의해, 다음 포켓(9)이 후속하는 접혀진 블랭크(3')를 수용하도록 정렬하기 위해서 제 1 포지션(P1)으로 이동한다.
일단 포켓(9)이 제 2 포지션(P2)으로 90도까지 회전하면, 미리 형성된 시가레트들(2)의 직육면체 다발이 개구(8)를 통해 그리고 접혀진 블랭크(3') 내로 삽입된다. 그 다음에, 조립 휠(10)은 제 3 포지션(P3)으로 추가 90도까지 회전한다. 이 회전 중에 또는 회전의 종료시, 액츄에이터들(12)은 클램 쉘 내부 프레임 블랭크(3')를 수용 구성으로부터 봉입된 구성으로 폐쇄하기 위해 제 2 포지션으로 플레이트들(11)을 서로를 향해 이동시킨다. 이에 의해, 블랭크(3')는 내부 프레임(3)을 형성하도록 시가레트 다발에 대해 폐쇄한다. 상부 플랩들(3f)은 또한 시가레트 다발의 상부를 가로질러 평탄하게 아래로 접혀진다. 이는, 제 2 포지션(P2)과 제 3 포지션(P3) 사이에서 조립 휠(10) 둘레로 연장하는 곡선 벽들(도시 생략)에 의해 성취될 수 있다. 상부 플랩들(3f)은, 일단 포켓(9)이 제 3 포지션(P3)에 도달하면, 상부 플랩들(3f)이 시가레트 다발의 상부에 대해 편평하게 접혀지도록 형상이 정해지는 곡선 벽들에 대해 놓일 수 있다. 이에 의해, 시가레트들(2)의 다발은 형성된 내부 프레임(3) 내에 봉입된다. 플레이트들(11)이 제 2 포지션에 있을 때, 포켓(9)은 일반적으로 직육면체 형상이다.
조립 휠(10)은 다시 제 4 포지션(P4)으로 90도까지 회전하고, 푸셔 암(13)은 내부 프레임(3)을 갖는 시가레트 다발을 포켓(9) 밖으로 배출한다. 내부 프레임(3)을 갖는 시가레트 다발은 포켓(9)의 개구에 인접하게 놓이도록 공급되는 패키징 필름(14)의 섹션 내로 푸시된다. 내부 프레임(3) 및 필름(14)을 갖는 시가레트 다발은 도 1에 도시된 바와 같이 팩(1)을 형성하도록 시가레트 다발 및 내부 프레임(3) 주위에서 필름(14)의 섹션을 포장하고 밀봉하는 포장 스테이션(wrapping station)(17)에 공급된다. 도 1에 도시된 바와 같이, 팩(1)은 팩의 세장형 측면들(1c, 1d)을 따라 핀 시일들(fin seals)로 포장되고 그리고 기밀 밀봉된(airtight sealed) 팩(1)을 포함한다.
필름(14)은 라벨(15)에 의해 덮혀진 접근 틈새들(access apertures)을 규정하기 위해서 예비 성형된 절단부들(preformed cuts)을 갖는 연속 웨브로 공급된다. 필름(14)은 시가레트 다발 및 내부 프레임(3) 둘레에 포장될 때, 라벨(15) 및 접근 틈새가 팩(1)의 상부면 및 전면(1f, 1a) 위로 연장하고 내부 프레임(3)의 리세스(16)와 정렬되도록 포지셔닝된다.
그 다음에, 팩(1)은 추가의 패키징 프로세스(packaging process)에서 외부 카드 팩 내에 봉입되도록 추가의 패키징 스테이션(도시 생략)으로 진행할 수 있다. 예컨대, 팩(1)은 카드 힌지식 리드 박스(card hinged lid box) 내에 제공될 수 있다. 박스는 공지된 패키징 프로세스에서 외부 필름으로 추가로 포장될 수 있다.
본 발명의 일 실시예에서, 진공은 포장 및 밀봉 프로세스의 일부로서, 또는 포장 및 밀봉 프로세스에 후속하여 팩(1)의 내부에 적용될 수 있다. 이는 시가레트들의 향(flavour) 및 신선도(freshness)를 보존하는데 도움을 줄 수 있는 밀봉된 팩(1) 내에 적어도 부분 진공을 제공할 수 있다. 적어도 부분 진공은 인클로저로부터 공기의 적어도 일부를 비워냄으로써 생성될 수 있다. 이러한 부분 진공은 저압 환경에서 팩 포장 및 밀봉 프로세스의 적어도 일부를 수행함으로써 제공될 수 있다. 대안으로, 팩(1)에는 일방향 밸브(one-way valve)가 제공될 수 있으며, 팩(1) 내부로부터 공기의 적어도 일부를 비워내기 위해서 팩(1)을 포장하고 밀봉한 이후에 밸브에 진공이 적용될 수 있다. 팩(1)은 팩(1)이 개방될 때까지 팩(1) 내에 저압이 유지되는 것을 허용하도록 충분히 밀봉될 수 있다. 따라서, 필름(14) 재료는 공기에 대해 불투과성(impermeable)일 수 있고, 팩(1)은 기밀 밀봉될 수 있다.
팩(1)의 내부에 부분 진공이 제공되는 상기 설명된 실시예에서, 팩(1)의 측면들(1c, 1d) 뿐만 아니라 전면 및 후면(1a, 1b) 양자 모두의 주위로 연장되는 내부 프레임(3)은 시가레트 다발의 전체 둘레(entire perimeter)의 모든 4 개의 측들중 적어도 일부에 대한 보강을 제공한다. 이는 필름(14)을 지지하고 필름(14)에 작용하는 내측방 힘(inward force)이 시가레트들(2)의 긴 측들을 따라 시가레트들(2)을 압축(compressing), 파쇄(crushing) 또는 다른 방식으로 기계적으로 변형시키는 것을 방지한다.
상기에 추가로, 내부 프레임(3)은 다발 형태의 시가레트들의 단부들을 적어도 부분적으로 가로질러 연장하는 저부 패널(3e) 및 상부 플랩들(3f)을 또한 포함한다. 저부 패널(3e) 및 상부 플랩들(3f)은 필름(14)에 작용하는 내측방 힘이 길이 방향의 좌굴 방향(longitudinal buckling direction)으로 시가레트들의 단부들에서 시가레트들(2)을 압축, 파쇄 또는 다른 방식으로 기계적으로 변형시키는 것을 방지하는 것을 돕기 위해 필름(14)을 추가로 지지한다.
내부 프레임 블랭크(3')의 전방 패널(3a)에는 리세스(16)가 제공된다. 이러한 리세스(16)는 팩(1)의 라벨(15)에 의해 덮힌 접근 틈새와 정렬된다. 따라서, 라벨(15)이 접근 틈새에서 벗겨질 때, 리세스(16)는 팩(1) 내의 시가레트들(2)로의 접근을 용이하게 한다.
내부 프레임(3)은 상기 설명된 바와 같이 기계적 손상으로부터 팩(1) 내의 시가레트들을 기계적으로 보호하기에 충분한 강도를 갖는 강성(rigid) 또는 반-강성(semi-rigid) 재료로 제조된다. 예컨대, 내부 프레임(3)은 카드, 다중 층들의 카드, 플라스틱들, 또는 다른 적합한 재료를 포함할 수 있다. 내부 프레임(3)의 재료는 제곱미터당 150 그램과 제곱미터당 300 그램 사이의 카드일 수 있다. 카드는, 예컨대 폴리머, 또는 주석 또는 알루미늄 포일로 코팅될 수 있거나 적층될 수 있다. 적층부(laminate)는 배리어(barrier) 특징들을 제공하고 카드가 시가레트들(2) 내에 존재할 수 있는 물질들을 흡수하는 것을 방지할 수 있다.
본 발명의 일 실시예에서, 내부 프레임 블랭크(3')에는 외부 및 내부 사이드 패널들(3c, 3d, 3g, 3h)을 일단 폐쇄되고 조립된 상태로 함께 부착하기 위해서 접착제가 제공될 수 있다. 도 7은 이러한 접착제를 제공하기 위한 접착제 스테이션을 포함하는 본 발명의 장치를 도시한다. 접착제 스테이션은 노즐(20)에 연결되는 접착제의 저장소(reservoir)(19)를 포함한다. 접착제 스테이션은, 접착제(21)가 저장소(19)로부터 블랭크(3')의 내부 사이드 패널(3g, 3h)로 노즐(20)로부터 적용될 수 있도록 구성된다. 접착제 스테이션은 블랭크(3')가 조립 휠(10)의 포켓(9) 내에 배치될 때 접착제(21)를 적용하도록 구성된다. 그러나, 본 발명의 장치는 접착제 스테이션의 이러한 구성으로 제한되도록 의도되지 않는다. 접착제는 대안으로 절단 스테이션(6)의 일부로서 또는 폴딩 스테이션(7)의 일부로서 접착제 스테이션에 적용될 수 있다. 대안으로, 블랭크(3')가 절단 스테이션(6)에서 형성된 후에 접착제는 접착제 스테이션에서 블랭크(3')에 적용될 수 있다. 또한 추가로, 웨브(5)가 절단 스테이션(6)에서 블랭크들(3')로 절단되기 이전에, 접착제는 접착제 스테이션에서 웨브(5)에 적용될 수 있다. 접착제는 내부 프레임(3)을 그의 형상을 유지하는 것을 도울 수 있다. 부착된 외부 및 내부 사이드 패널들(3c, 3d, 3g, 3h)은 내부 프레임(3)의 구조적 강성을 증가시키는 것을 도울 수 있다.
도 9a 내지 도 9f에 도시된 폴딩 기구는 외부 사이드 패널들(3c, 3d)이 내측방으로 접혀지는 각도보다 더 큰 각도로 내부 사이드 패널들(3g, 3h)을 내측방으로 접도록 구성된다. 이는 평행한 벽들(24)의 각각의 내부면(31)의 내측방으로 연장하는 접촉면들(29)을 갖는 안내부들(28)을 사용하여 성취된다. 블랭크(3')의 후방 패널(3b)은 그 폭 "b"이 전방 패널(3a)의 폭 "a"보다 작기 때문에 안내부(28) 사이를 통과할 수 있다. 사용시, 후방 패널(3b)은 또한 안내부들(28) 사이를 통과하기 위해서 약간 변형될 수 있다.
폴딩 기구(123)의 대안적인 제 2 실시예가 본 발명에 따라 제공되며, 도 10a 내지 도 10c에 도시된다. 폴딩 기구(123)의 제 2 실시예는 폴딩 기구(23)의 제 1 실시예와 유사하며, 동일한 특징은 동일한 참조 번호들을 보유하고, 그의 상세한 설명은 반복되지 않을 것이다. 폴딩 기구(123)의 제 2 실시예를 도시하는 도 10a 내지 도 10c는 폴딩 기구(23)의 제 1 실시예를 도시하는 도 9d 내지 도 9f와 유사하다.
폴딩 기구(23)의 제 1 실시예에서와 같이, 폴딩 기구(123)의 제 2 실시예는 각각의 평행한 벽들(24)의 외부면(30) 부근으로부터 연장되는 경사진 접촉면(129)을 갖는 안내부들(128)을 포함한다. 그러나, 접촉면들(129)은 각각의 평행한 벽들(24)의 내부면(31)과 동일한 높이(flush with)의 포지션으로 연장한다.
상기 이외에도, 안내부들(128)은 1 차 안내부들(128)을 포함하고, 폴딩 기구(123)는 2 차 안내부들(130)을 포함하며, 하나가 각각의 1 차 안내부(128)와 크로스바(33) 사이의 각각의 평행한 벽들(24)의 상부 부분 상에 배치된다. 2 차 안내부들(130) 각각은 각각의 평행한 벽들(24)의 내부면(31)의 내측방으로 연장하는 경사 접촉면(131)을 포함한다.
폴딩 기구(123)의 제 2 실시예의 작동은 도 9a 내지 도 9c에 도시된 초기 단계에 대한 제 1 실시예의 작동과 동일하다. 외부 사이드 패널들(3c, 3d)이 평행한 벽들(24)에 의해 내측방으로 접힌 후에, 리프팅 아암(25)은 수직 포지션을 향해 계속 선회하고, 내부 사이드 패널들(3g, 3h)은 각각의 1 차 안내부들(128)과 접촉하게되며 도 10a에 도시된 바와 같이 내측방으로 접힌다. 1 차 안내부들(128)의 접촉면들(129)이 각각의 평행한 벽들(24)의 내부면(31)과 수평을 이루기(level with) 때문에, 내부 사이드 패널들은 초기의 평탄한 블랭크 포지션으로부터 약 90도만큼 접힌다. 또한, 블랭크(3')의 후방 패널(3b)은 1 차 안내부들(128) 사이를 쉽게 통과한다.
리프팅 아암(25)이 수직 포지션에 도달함에 따라, 도 10b에 도시된 바와 같이, 내부 사이드 패널들(3g, 3h)은 2 차 안내부들(130)을 통과하며 제거된다. 블랭크(3')의 저부 패널(3e)은 크로스 바(33)에 맞닿으며, 그리고 저부 패널(3e) 및 연결된 후방 패널(3b)과 내부 사이드 패널들(3g, 3h)이 전방 패널에 대해 약 90도만큼 접혀지게 한다.
마지막으로, 푸셔 로드(34)는 화살표(35)로 도시된 방향으로 하방으로 이동한다. 푸셔 로드(34)는 내부 프레임 블랭크(3')의 후면(3b)과 접촉하고 저부 패널(3e)에 대해 후방 패널(3b) 및 연결된 내부 사이드 패널들(3g, 3h)을 접는다. 이는 도 10c에 도시된다. 내부 프레임 블랭크(3')는 이에 의해 수용 구성으로 접힌다. 이 마지막 폴딩 단계 동안, 내부 사이드 패널들(3g, 3h)은 2 차 안내부들(130)의 접촉면들(131)과 접촉한다. 2 차 안내부들(130)의 접촉면들(131)이 각각의 평행한 벽들(24)의 내부면(30)의 내측방으로 연장하기 때문에, 내부 사이드 패널들(3g, 3h)은 내부 사이드 패널들이 외부 사이드 패널들(3c, 3d)보다 더 많이 내측방으로 접히는 포지션으로 내측방으로 더 접힌다. 이에 의해, 내부 사이드 패널들(3g, 3h)은 외부 사이드 패널들(3c, 3d) 내측에 로케이팅할 수 있고(도 10c 및 도 6c에 도시된 바와 같음), 그리고 외부 사이드 패널들(3c, 3d)의 에지들과 맞닿지 않는다. 그 후, 수용 구성에서의 블랭크(3')는 이미 설명된 바와 같이 추가 팩 제조 단계들을 위해 조립 휠(10, 110)의 포켓(9)으로 이송된다. 폴딩 기구(23, 123)의 예시적인 제 1 및 제 2 실시예들 모두에서, 안내부들(28, 130)은 내부 사이드 패널들(3g, 3h)을 내측방으로 접고, 외부 사이드 패널들이 내측방으로 접혀진 것보다 더 내측방으로 접혀진다는 것을 이해할 것이다.
도 7에 도시되고 상기에서 설명된 본 발명의 장치의 조립 휠(10)은 이동 가능한 플레이트들(11)을 포함하는 포켓의 2 개의 대향 벽들을 갖는 포켓들(9)을 포함한다. 그러나, 본 발명은 포켓의 이러한 특정 구성으로 한정되도록 의도되지 않고, 포켓은 고정된 벽을 포함하는 포켓의 대향 벽과 함께 단지 하나의 이동 가능한 플레이트(11)만을 포함할 수 있다. 본 발명의 이러한 대안적인 제 2 실시예가 조립 휠(110)을 포함하는 도 8에 도시된다. 본 발명의 제 2 실시예의 조립 휠(110)은 제 1 실시예의 조립 휠과 유사하며, 동일한 특징들은 동일한 참조 번호들을 유지하며, 동일한 특징들에 대한 상세한 설명은 반복되지 않을 것이다. 제 2 실시예의 조립 휠(110)의 차이점은 포켓들(9)이 이동 가능한 플레이트(11)들 포함하는 하나의 벽 및 고정된 엘리먼트로서 대향 벽(22)을 포함한다는 것이다. 고정된 벽(22)은 플레이트가 시가레트 다발을 중심으로 내부 지지 프레임(3)을 봉입하기 위한 제 2 포지션에 있을 때 이동 가능한 플레이트(11)에 실질적으로 평행하게 연장한다. 제 1 실시예에서와 같이, 고정된 벽(22) 및 이동 가능한 플레이트들(11) 모두는 포켓들(9) 내에서 적소에 블랭크(3')를 유지하기 위해 진공 소스(V)에 연결되는 흡입 구멍들(18)을 포함한다. 조립 휠(110)의 제 2 실시예를 포함하는 본 발명의 장치의 작동은, 각각의 포켓(9)의 단지 하나의 이동 가능한 플레이트(11)만이 수용 구성으로부터 봉입된 구성으로 시가레트 다발 주위로 블랭크(3')를 접기 위해서 이동한다는 것을 제외하고는, 본 발명의 제 1 실시예에서 앞서 설명한 바와 동일하다.
조립 휠들(10, 110)의 포켓들(9)의 이동 가능한 벽들(11)은 제 1 포지션과 제 2 포지션 사이에서 선회 가능한 것으로서 도 7 및 도 8에 도시되어 있고 상기 설명된다. 그러나, 본 발명은 이동 가능한 플레이트(11)의 이러한 특정 구성으로 제한되도록 의도되지 않는다. 대안의 실시예에서, 이동 가능한 플레이트들(11)은 병진운동, 이를테면, 슬라이딩(sliding)에 의해 제 1 포지션과 제 2 포지션 사이에서 다른 방식으로 이동 가능할 수 있다. 그러나, 이동 가능한 플레이트들(11)의 선회 운동의 이점은 조립 휠의 폐쇄 기구가 비교적 간단하다는 것, 그리고 또한 포켓(9)의 형상 변화는 수용 구성으로부터 봉입된 구성으로의 블랭크(3')의 형상 변화를 후속하도록 플레이트들(11)의 선회가 블랭크(3')의 접힘을 반영한다(mirrors)는 것이다.
플레이트들(11)은 액츄에이터들(12)에 의해 이동되는 것으로서 도 7 및 도 8에 도시되어 있으며 상기에서 설명되어 있다. 액츄에이터들은 본 발명의 범위 내에서 유압식 또는 공압식 피스톤들과 같은 피스톤들을 포함할 수 있다. 그러나, 본 발명은 액츄에이터의 이러한 특정 구성으로 제한되도록 의도되지 않는다. 대안적인 실시예들에서, 플레이트들(11)을 이동시키는 액츄에이터들 대신에 상이한 유형들의 구동 기구가 사용될 수 있다. 예컨대, 구동 기구는 기어 기구에 커플링되는 전기 모터들을 포함할 수 있다. 구동 기구는 대안으로 플레이트의 일부분 상에 캠 표면(cam surface) 또는 캠 종동자(cam follower) 중 하나를, 그리고 조립 휠(10, 110)이 회전하는 장치의 일부분 상에 캠 표면 또는 캠 종동자 중 나머지 하나를 포함할 수 있다. 이에 의해, 플레이트들(11)의 이동은, 조립 휠(10, 110)이 제 2 포지션(P2)으로부터 제 3 포지션(P3)으로 회전함에 따라 캠 표면을 따라 이동하는 캠 종동자에 의해 구동될 수 있다.
도 7 및 도 8에 도시되고 상기 설명된 본 발명의 장치들은 조립 휠(10, 110)을 포함한다. 그러나, 본 발명은 조립 휠을 포함하는 장치로 제한되도록 의도되지 않고, 다른 형태들의 조립 장치가 조립 휠 대신에 사용될 수 있다. 예컨대, 조립 장치는 조립 벨트를 포함할 수 있고, 복수 개의 포켓들이 조립 벨트 상에 형성될 수 있다. 상기 조립 벨트 포켓들은 수용 구성에서 내부 지지 프레임 블랭크들 및 시가레트 다발을 수용할 수 있으며, 사이 설명된 바와 같이 내부 지지 프레임에 시가레트 다발들을 봉입할 수 있다. 또 다른 대안에서, 조립 장치는 선형 이동 가능한 컨베이어와 같은 대체 이송 기구(alternative conveyance mechanism)에 형성된 복수 개의 포켓들을 포함할 수 있다.
전술된 본 발명의 장치들 및 방법들에서, 내부 프레임 블랭크(3')는 제 1 및 제 2 쌍의 사이드 패널들(3c, 3d, 3g, 3h)을 포함한다. 그러나, 본 발명은 이러한 내부 프레임 블랭크의 구성의 사용으로 제한되지 않으며 블랭크(3')는 단지 전방 패널(3a) 또는 후방 패널(3b) 중 하나로부터 연장하는 한 쌍의 사이드 패널들만을 포함할 수 있다. 이러한 구성은 여전히 팩(1)의 측면들(1c, 1d)에 대한 보호를 제공할 것이다. 그러나, 본 발명의 범주 내에서, 사이드 패널들은 완전히 생략될 수 있으며, 본 방법 및 장치는 단지 저부 패널(3e)에 의해 연결되는 전방 패널(3a) 및 후방 패널(3b)만을 포함하는 내부 프레임을 갖는 팩(1)을 형성하는 단계를 포함할 수 있다.
상기 설명된 본 발명의 장치들의 작동 및 방법들에서, 전방 패널 및 후방 패널(3a, 3b)은 저부 패널(3e)을 중심으로 서로를 향해 접혀지는 것으로 설명된다. 즉, 전방 패널(3a)은 전방 패널(3a)과 저부 패널(3e) 사이의 폴드 라인(4)을 중심으로 저부 패널(3e)에 대해 접혀진다. 또한, 후방 패널(3b)은 후방 패널(3b)과 저부 패널(3e) 사이의 폴드 라인(4)을 중심으로 저부 패널(3e)에 대해 접혀진다. 그러나, 본 발명의 이러한 폴딩 프로세스가 고정된 저부 패널(3e)에 대해 조작되는 전방 패널 및 후방 패널(3a, 3b) 양자 모두로 제한되지 않는다는 것이 이해되어야 한다. 이 방법은 또한 내부 프레임 블랭크(3')가 정지 상태에 있는 전방 패널(3a) 또는 후방 패널(3b) 중 다른 하나에 대해 조작되는 전방 패널(3a) 또는 후방 패널(3b)만으로 접혀지는 것을 포함하도록 의도되어, 블랭크(3')가 수용 및/또는 봉입된 구성으로 접혀진다.
도 5에서 개략적으로 도시되고 그리고 상기 설명된 본 발명의 팩 제조 장치들이 재료의 연속 웨브를 수용하고 폴딩 스테이션(7)에 직접 공급될 블랭크(3')를 형성하도록 절단 스테이션(6)을 포함한다. 그러나, 본 발명은 장치의 이러한 특정 구성으로 제한되도록 의도되지 않는다. 대안의 실시예에서, 블랭크들(3')은 별도의 프로세스로 제조될 수 있고, 그 다음에, 예비 성형된(pre-formed) 블랭크들(3')이 폴딩 스테이션(7)에 공급될 수 있다.
도 4에 도시된 블랭크(3')는 단차식 후방 패널(3b)을 포함하고, 여기서, 내부 사이드 패널들(3g, 3h)은 후방 패널(3b)과 동일한 높이로 연장하지 않는다. 그러나, 이는 내부 프레임 블랭크의 단지 예시적인 실시예이며, 그리고 변형에서, 후방 패널(3b) 및 내부 사이드 패널들(3g, 3h)은 함께 직사각형 형상을 형성할 수 있다. 즉, 후방 패널(3b) 및 내부 사이드 패널들(3g, 3h)은 모두 직사각형들일 수 있고, 내부 사이드 패널들(3g, 3h)은 후방 패널(3b)과 동일한 높이일 수 있다. 이 높이는 후방 및 내부 사이드 패널들(3b, 3g, 3h)이 실질적으로 팩(1)의 전체 높이에 걸쳐 연장하도록 실질적으로 팩(1)의 높이일 수 있다.
본원에 사용되는 바와 같이, 용어 "흡연 물품(smoking article)"은 담배, 담배 유도체들, 팽화 담배(expanded tobacco), 재생 담배(reconstituted tobacco) 또는 담배 대용품들(tobacco substitutes)들 그리고 또한 전자 시가레트들(e-cigarettese)을 포함하는 에어로졸 생성 디바이스들과 같은 다른 니코틴 전달 제품 및 비가열 연소(heat-not-burn) 제품들에 기초하든 아니든 시가레트들, 시가들 또는 시가릴로들과 같은 흡연 가능한 제품들을 포함한다. 흡연 물품에는 흡연자에 의해 빨아들여지는(drawn) 가스 유동을 위한 필터(filter)가 제공될 수 있다.
본원에 사용되는 바와 같이, 용어 "부분 진공"은, 압력이 공간, 예컨대 팩(1) 내의 엔클로저 내에서부터 가스의 적어도 일부분을 제거함으로써 감소되는 것을 의미한다.
다양한 이슈들을 해결하고 본 분야를 발전시키기 위해, 이 개시의 전체는 청구된 발명(들)이 실시될 수 있고 그리고 우수한 흡연 물품 팩 및 이러한 흡연 물품 팩의 제조 방법 및 장치를 제공할 수 있는 다양한 실시예들을 예시로서 도시한다. 개시의 장점들 및 특징들은 단지 실시예들의 대표적인 샘플이며, 포괄적이지 않으며, 그리고/또는 배타적이지 않다. 이들은 단지 이해를 돕고, 그리고 청구된 특징들을 교시하도록 제시된다. 본 개시의 이점들, 실시예들, 예들, 기능들, 특징들, 구조들 및/또는 다른 양태들은, 청구항들에 의해 규정된 바와 같은 개시에 대한 제한들 또는 청구항들과의 등가물에 대한 제한들로 고려되지 않으며, 다른 실시예들이 활용될 수 있고, 변경예들이 개시의 범주 및/또는 사상으로부터 벗어나지 않고 만들어질 수 있음이 이해되어야 한다. 다양한 실시예들은 개시된 요소들, 컴포넌트들, 특징들, 부품들, 단계들, 수단 등의 다양한 조합을 적절하게 포함하거나, 구성하거나, 또는 본질적으로 구성될 수 있다. 게다가, 본 개시는 현재 청구되지는 않았지만, 추후에 청구될 수 있는 다른 발명들을 포함한다.
Claims (33)
- 흡연 물품들(smoking articles)의 팩(pack)을 제조하는 방법에 있어서, 상기 방법은,
저부 패널(bottom panel)에 의해 연결되는 전방 패널(front panel) 및 후방 패널(rear panel)을 포함하는 내부 지지 프레임의 평면 블랭크(planar blank)를 제공하는(providing) 단계,
상기 전방 패널 및 상기 후방 패널이 상기 저부 패널로부터 멀어지는 방향으로 발산하고(diverge) 상기 저부 패널로부터 멀리 있는 개구(opening)를 규정하는, 수용 구성(receiving configuration)에서 상기 내부 지지 프레임을 형성하도록 상기 저부 패널을 중심으로 상기 전방 패널 및 상기 후방 패널을 함께 접는(folding) 단계,
상기 흡연 물품들의 다발을 상기 개구를 통해 상기 내부 지지 프레임에 삽입하는(inserting) 단계,
상기 흡연 물품들의 다발을 봉입하기 위해서 상기 수용 구성으로부터 상기 봉입된 구성으로 상기 저부 패널에 대하여 상기 전방 패널 및 상기 후방 패널을 함께 접는 단계, 및
상기 흡연 물품들의 밀봉된(sealed) 팩을 형성하도록 흡연 물품들의 다발 및 내부 지지 프레임을 필름으로 포장하는(wrapping) 단계를 포함하는,
흡연 물품들의 팩을 제조하는 방법. - 제 1 항에 있어서,
상기 전방 패널 및 상기 후방 패널 중 적어도 하나는 상기 저부 패널의 어느 한쪽의 측방향 사이드 에지들(lateral side edges)로부터 연장하는 사이드 패널들을 포함하고,
상기 방법은 상기 개구와 상기 저부 패널 사이에서 상기 내부 지지 프레임의 사이드 패널들을 형성하기 위해서 상기 전방 패널 및/또는 상기 후방 패널에 대해서 상기 사이드 패널들을 접는 단계를 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 1 항에 있어서,
상기 전방 패널은 상기 전방 패널의 측방향 사이드 에지들에 연결되는 제 1 사이드 패널들을 포함하고, 상기 후방 패널은 상기 후방 패널의 측방향 사이드 에지들에 연결되는 제 2 사이드 패널들을 포함하며,
상기 방법은 상기 전방 패널 및 상기 후방 패널을 함께 접는 단계 이전에 상기 제 1 사이드 패널 및 상기 제 2 사이드 패널을 각각의 전방 패널 및 후방 패널에 대해 접는 단계를 포함하여, 상기 제 1 사이드 패널들의 일부분이 상기 내부 지지 프레임의 상기 수용 구성에서 상기 제 2 사이드 패널과 중첩되는,
흡연 물품의 팩을 제조하는 방법. - 제 3 항에 있어서,
일단 상기 내부 지지 프레임이 봉입된 포지션에 있다면, 상기 인접한 제 1 패널 및 제 2 패널을 함께 접합하기 위해서 상기 제 1 사이드 패널 및/또는 상기 제 2 사이드 패널에 접착제를 적용하는 단계를 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
패키징 장치(packaging apparatus)의 조립 휠의 포켓 내로 상기 수용 구성의 내부 지지 프레임을 공급하는(feeding) 단계, 및 상기 내부 지지 프레임에 상기 흡연 물품들의 다발을 삽입하고 상기 포켓 내에서 봉입된 구성으로 상기 내부 지지 프레임을 접는 단계를 더 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 5 항에 있어서,
조립 휠의 포켓은 복수 개의 벽들을 포함하며, 적어도 하나의 벽은 상기 포켓의 크기를 변경시키기 위해 이동 가능한 플레이트를 포함하며, 상기 전방 패널 및 상기 후방 패널은 제 1 포지션으로부터 제 2 포지션으로의 플레이트의 이동에 의해 수용 구성으로부터 봉입된 구성으로 함께 접혀지는,
흡연 물품의 팩을 제조하는 방법. - 제 6 항에 있어서,
상기 적어도 하나의 플레이트는 상기 제 1 포지션과 상기 제 2 포지션 사이에서 상기 플레이트의 일 단부를 중심으로 선회 가능한,
흡연 물품의 팩을 제조하는 방법. - 제 5 항 또는 제 6 항에 있어서,
상기 조립 휠의 포켓을 규정하는 2 개의 대향 벽들은, 상기 포켓의 크기를 변경시키기 위해 서로를 향해 그리고 서로 멀어지게 이동 가능한 플레이트들을 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 6 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 조립 휠은 상기 적어도 하나의 플레이트를 상기 제 1 포지션으로부터 상기 제 2 포지션으로 이동시키도록 작동 가능한 구동 기구를 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 9 항에 있어서,
상기 조립 휠은 복수 개의 팩 조립 포지션들 사이에서 상기 포켓을 이동시키도록 회전 가능할 수 있으며, 상기 구동 기구는 상기 조립 휠을 제 1 조립 포지션으로부터 제 2 조립 포지션으로의 회전시 상기 제 1 포지션으로부터 상기 제 2 포지션으로 적어도 하나의 플레이트를 이동시키도록 작동되는,
흡연 물품의 팩을 제조하는 방법. - 제 10 항에 있어서,
상기 제 1 조립 포지션은 상기 흡연 물품들의 다발이 상기 내부 지지 프레임 내로 삽입되는 삽입 포지션을 포함하고, 그리고 상기 제 2 조립 포지션은 상기 내부 지지 프레임 내에 봉입되는 흡연 물품들의 다발이 상기 포켓으로부터 배출되는(ejected) 배출 포지션을 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 5 항 내지 제 11 항 중 어느 한 항에 있어서,
흡입력(suction force)에 의해 상기 조립 휠의 상기 포켓 내에 상기 내부 지지 프레임을 유지하는(retaining) 단계를 포함하는,
흡연 물품의 팩을 제조하는 방법. - 제 1 항 내지 제 12 항 중 어느 한 항에 있어서,
상기 내부 지지 프레임 블랭크는 상기 전방 패널 및 상기 후방 패널이 상기 수용 구성에서 10도 초과의 각도만큼 발산하도록 접혀지는,
흡연 물품의 팩을 제조하는 방법. - 제 1 항 내지 제 13 항 중 어느 한 항에 있어서,
재료의 연속 웨브(continuous web)로부터 내부 지지 프레임용 평면 블랭크를 절단하는(cutting) 단계를 포함하는,
흡연 물품의 팩을 제조하는 방법. - 저부 패널에 의해 연결되는 전방 패널 및 후방 패널을 포함하는 내부 지지 프레임의 평면 블랭크를 포함하는 흡연 물품들의 팩을 제조하기 위한 장치에 있어서, 상기 장치는,
상기 전방 패널 및 상기 후방 패널이 상기 저부 패널로부터 멀어지는 방향으로 발산하고(diverge) 상기 저부 패널로부터 멀리 있는 개구를 규정하는, 수용 구성에서 상기 내부 지지 프레임을 형성하도록 상기 저부 패널을 중심으로 상기 전방 패널 및 상기 후방 패널을 함께 접도록 구성되는 폴딩 스테이션,
상기 수용 구성에서 상기 내부 지지 프레임을 수용하도록 구성되는 조립 장치, 및
상기 흡연 물품들의 다발을 상기 개구를 통해 상기 내부 지지 프레임에 삽입하도록 구성되는 삽입 기구,
상기 흡연 물품들의 다발을 봉입하기 위해서 상기 수용 구성으로부터 상기 봉입된 구성으로 상기 저부 패널에 대하여 상기 전방 패널 및 상기 후방 패널을 함께 접도록 구성되는 폐쇄 기구, 및
상기 흡연 물품들의 밀봉된 팩을 형성하도록 상기 흡연 물품들의 다발 및 상기 내부 지지 프레임을 필름으로 포장하도록 구성되는 포장 스테이션(wrapping station)을 포함하는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 13 항에 있어서,
상기 전방 패널 및 상기 후방 패널 중 적어도 하나가 상기 저부 패널의 어느 한쪽의 측방향 사이드 에지들(lateral side edges)로부터 연장하는 사이드 패널들을 포함하는 블랭크를 수용하도록 구성되고,
상기 폴딩 스테이션은 상기 개구와 상기 저부 패널 사이에서 상기 내부 지지 프레임의 사이드 패널들을 형성하기 위해서 상기 전방 패널 및/또는 상기 후방 패널에 대해서 상기 사이드 패널들을 접도록 구성되는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 14 항에 있어서,
상기 전방 패널이 상기 전방 패널의 측방향 사이드 에지들에 연결되는 제 1 사이드 패널들을 포함하고, 상기 후방 패널이 상기 후방 패널의 측방향 사이드 에지들에 연결되는 제 2 사이드 패널들을 포함할 수 있는 블랭크를 수용하도록 구성되며,
상기 폴딩 스테이션은 상기 전방 패널 및 상기 후방 패널을 함께 접기 이전에 상기 제 1 사이드 패널 및 상기 제 2 사이드 패널을 각각의 전방 패널 및 후방 패널에 대해 접도록 구성되어, 상기 제 1 사이드 패널들의 일부분이 상기 내부 지지 프레임의 수용 구성에서 상기 제 2 사이드 패널들과 중첩되는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 17 항에 있어서,
일단 상기 내부 지지 프레임이 봉입된 포지션에 있다면, 상기 인접한 제 1 패널 및 제 2 패널을 함께 접합하기 위해서 상기 제 1 사이드 패널 및/또는 상기 제 2 사이드 패널에 접착제를 적용하도록 구성되는 접착제 적용기(adhesive applicator)를 포함하는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 16 항 내지 제 18 항 중 어느 한 항에 있어서,
상기 폴딩 스테이션은 폴딩 기구를 포함하며,
상기 폴딩 기구는 한 쌍의 이격된 벽들 및 제 1 포지션과 제 2 포지션 사이에서 이동 가능한 리프팅 아암을 포함하고, 상기 리프팅 아암은 상기 사이드 패널들이 상기 이격된 벽들과의 접촉에 의해 상기 프론트 패널에 대해 접혀지도록 상기 이격된 벽들 사이에서 내부 지지 프레임 블랭크를 이송하도록 구성되는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 19 항에 있어서, 제 17 항에 종속될 때,
상기 이격된 벽들은 접촉 표면을 갖는 안내부들을 포함하고, 상기 리프팅 아암이 상기 이격된 벽들 사이에서 상기 내부 지지 프레임 블랭크를 이송할 때, 상기 제 1 사이드 패널들이 상기 이격된 벽들과의 접촉에 의해 접혀지고, 상기 제 2 사이드 패널들은 상기 안내부들의 접촉면들과의 접촉에 의해 접혀지는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 20 항에 있어서,
상기 안내부들은 상기 제 1 사이드 패널들이 상기 전방 패널에 대해 접혀지는 것보다 더 큰 각도로 상기 후방 패널에 대해 상기 제 2 사이드 패널들을 접도록 구성되는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 21 항에 있어서,
상기 안내부들의 접촉면들은 상기 이격된 벽들의 각각의 내부면을 넘어 내측방으로 연장하는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 15 항 내지 제 22 항 중 어느 한 항에 있어서,
상기 조립 장치는 상기 수용 구성에서 상기 내부 지지 프레임을 수용하도록 구성되는 포켓을 포함하는 조립 휠을 포함하는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 23 항에 있어서,
상기 폐쇄 기구는 상기 내부 지지 프레임을 상기 포켓 내의 봉입된 구성으로 접혀지도록 구성되는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 24 항에 있어서,
상기 조립 휠의 포켓은 복수 개의 벽들을 포함하고, 상기 폐쇄 기구는 상기 포켓의 크기를 변경시키기 위해 제 1 포지션과 제 2 포지션 사이에서 이동 가능한 플레이트를 포함하는 상기 포켓의 적어도 하나의 벽을 포함하는,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 25 항에 있어서,
상기 적어도 하나의 플레이트는 상기 제 1 포지션과 상기 제 2 포지션 사이에서 상기 플레이트의 일 단부를 중심으로 선회 가능한,
흡연 물품들의 팩을 제조하기 위한 장치. - 제 25 항 또는 제 26 항에 있어서,
상기 조립 휠의 포켓을 규정하는 2 개의 대향 벽들은, 상기 포켓의 크기를 변경시키기 위해 서로를 향해 그리고 서로 멀어지게 이동 가능한 플레이트들을 포함하는,
흡연 물품의 팩을 제조하기 위한 장치. - 제 25 항 내지 제 27 항 중 어느 한 항에 있어서,
상기 폐쇄 기구는 상기 적어도 하나의 플레이트를 이동시키기 위한 구동 기구를 포함하고, 상기 조립 휠은 복수 개의 팩 조립 포지션 사이에서 상기 포켓을 이동시키도록 회전 가능하고, 상기 구동 기구는 조립 휠의 제 1 조립 포지션으로부터 제 2 조립 포지션으로의 회전시 적어도 하나의 플레이트를 제 1 포지션으로부터 제 2 포지션으로 이동시키도록 구성되는,
흡연 물품의 팩을 제조하기 위한 장치. - 제 28 항에 있어서,
상기 구동 기구는 조립 휠 및 적어도 하나의 플레이트에 연결된 피스톤을 포함하는,
흡연 물품의 팩을 제조하기 위한 장치. - 제 23 항 내지 제 29 항 중 어느 한 항에 있어서,
상기 조립 장치는 흡입력에 의해 상기 내부 지지 프레임을 상기 포켓 내에 유지하도록 구성되는 흡입 기구를 포함하는,
흡연 물품의 팩을 제조하기 위한 장치. - 제 30 항에 있어서, 제 25 항에 종속될 때,
상기 흡입 기구는 상기 포켓의 적어도 하나의 벽에 형성되고 그리고 진공 소스에 유체 연결되는 하나 또는 그 초과의 흡입 구멍들을 포함하는,
흡연 물품의 팩을 제조하기 위한 장치. - 제 15 항 내지 제 31 항 중 어느 한 항에 있어서,
상기 재료의 연속 웨브를 수용하고 상기 연속 재료 웨브로부터 내부 지지 프레임용 평면 블랭크를 절단하도록 구성되는 절단 스테이션을 포함하는,
흡연 물품의 팩을 제조하기 위한 장치. - 제 15 항 내지 제 32 항 중 어느 한 항에 있어서,
상기 포장 스테이션(wrapping station)은 상기 용기(container) 내에 적어도 부분적인 진공 상태로 밀봉되어 포함된 바와 같이 상기 팩을 형성하도록 구성되는 진공기구를 포함하는,
흡연 물품의 팩을 제조하기 위한 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1419462.5A GB201419462D0 (en) | 2014-10-31 | 2014-10-31 | Apparatus and method for manufacturing a smoking article pack |
| GB1419462.5 | 2014-10-31 | ||
| PCT/GB2015/052829 WO2016066989A1 (en) | 2014-10-31 | 2015-09-29 | Apparatus and method for manufacturing a smoking article pack |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170063901A true KR20170063901A (ko) | 2017-06-08 |
Family
ID=52118547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177011782A Withdrawn KR20170063901A (ko) | 2014-10-31 | 2015-09-29 | 흡연 물품 팩을 제조하기 위한 장치 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170313449A1 (ko) |
| EP (1) | EP3212513A1 (ko) |
| KR (1) | KR20170063901A (ko) |
| CN (1) | CN107108057A (ko) |
| GB (1) | GB201419462D0 (ko) |
| WO (1) | WO2016066989A1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201421700D0 (en) * | 2014-12-05 | 2015-01-21 | British American Tobacco Co | Wrapper for tobacco industry products |
| IT201600130422A1 (it) * | 2016-12-23 | 2018-06-23 | Gd Spa | Metodo e macchina impacchettatrice per realizzare un involucro sigillato e a tenuta, apribile e richiudibile, contenente un gruppo di sigarette. |
| IT201700037680A1 (it) * | 2017-04-06 | 2018-10-06 | Gd Spa | Pacchetto di articoli da fumo e metodo per realizzarlo. |
| US10894658B2 (en) | 2018-03-06 | 2021-01-19 | Altria Client Services Llc | Re-sealable cigarette pack |
| CN110550253B (zh) * | 2018-05-30 | 2024-05-10 | 上海烟草机械有限责任公司 | 一种新型框架纸烟包包装机及方法 |
| CN109850255B (zh) * | 2019-03-22 | 2024-06-18 | 苏州英派克自动化设备有限公司 | 一种烟用异形盒内盒纸成型及装烟装置 |
| US20210016908A1 (en) * | 2019-07-19 | 2021-01-21 | Aiger Group Ag | Apparatus, system, and method for filling of rod-shaped articles in packaging |
| CN110589087B (zh) * | 2019-08-28 | 2024-08-09 | 广州荣裕智能机械有限公司 | 一种面膜内托盘盒机 |
| IT202200019440A1 (it) * | 2022-09-22 | 2024-03-22 | Valmet Tissue Converting S P A | Macchina confezionatrice con dispositivo di erogazione di matriali sigillanti |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB722101A (en) * | 1951-08-28 | 1955-01-19 | James Harold Shoesmith | Improvements relating to cigarette packets |
| DE2440006C2 (de) * | 1974-08-21 | 1984-06-28 | Focke & Co, 2810 Verden | Verfahren und Vorrichtung zum Herstellen von (quaderförmigen) Klappschachteln |
| DE3522614A1 (de) * | 1985-06-25 | 1987-01-15 | Focke & Co | Verfahren und vorrichtung zum herstellen von packungen mit abgeschraegten oder abgerundeten laengskanten |
| CA1325127C (en) * | 1985-06-25 | 1993-12-14 | Heinz Focke | Apparatus for producing packs with bevelled or rounded longitudinal edges |
| IT1235598B (it) * | 1989-09-14 | 1992-09-11 | Gd Spa | Metodo e dispositivo per la realizzazione di incarti tubolari |
| DE19746141A1 (de) * | 1997-10-18 | 1999-04-22 | Topack Verpacktech Gmbh | Verfahren und Vorrichtung zum Einschlagen von Artikeln der tabakverarbeitenden Industrie in Packmaterialzuschnitte |
| IT1299880B1 (it) * | 1998-03-05 | 2000-04-04 | Gd Spa | Metodo e macchina per l'incarto in continuo di un prodotto. |
| IT1304778B1 (it) * | 1998-07-06 | 2001-03-29 | Gd Spa | Macchina impacchettatrice. |
| IT1304033B1 (it) * | 1998-07-14 | 2001-03-02 | Gd Spa | Macchina impacchettatrice. |
| ITBO20030561A1 (it) * | 2003-09-30 | 2005-04-01 | Gd Spa | Macchina impacchettatrice |
| US7827767B2 (en) * | 2007-06-26 | 2010-11-09 | G.D Societa' Per Azioni | Method and packing machine for combining an insert and a group of cigarettes |
| ITBO20080327A1 (it) * | 2008-05-26 | 2009-11-27 | Gd Spa | Metodo ed unita per ripiegare un foglio di incarto attorno ad un gruppo di sigarette. |
| JP5227086B2 (ja) * | 2008-06-06 | 2013-07-03 | 日本たばこ産業株式会社 | タングリッド型パッケージ |
| IT1390792B1 (it) * | 2008-07-29 | 2011-10-19 | Gd Spa | Metodo e unita di incarto per ripiegare un foglio di incarto attorno ad un articolo, costituito per esempio da un gruppo di sigarette. |
| DE102008035467A1 (de) * | 2008-07-30 | 2010-02-04 | Focke & Co.(Gmbh & Co. Kg) | (Zigaretten-)Packung sowie Zuschnitt, Verfahren und Vorrichtung zum Herstellen derselben |
| IT1394894B1 (it) * | 2009-04-17 | 2012-07-20 | Gima Spa | Dispositivo per il confezionamento di un prodotto in un involucro |
| DE102009041900A1 (de) * | 2009-09-18 | 2011-04-07 | Focke & Co.(Gmbh & Co. Kg) | Packungen insbesondere für Zigaretten sowie Verfahren und Vorrichtung zum Herstellen derselben |
| DE102009060134A1 (de) * | 2009-12-09 | 2011-06-16 | Focke & Co.(Gmbh & Co. Kg) | Packungen insbesondere für Zigaretten sowie Verfahren und Vorrichtung zum Herstellen derselben |
| ITBO20120703A1 (it) * | 2012-12-21 | 2014-06-22 | Gd Spa | Metodo di incarto e macchina impacchettatrice per realizzare una confezione di articoli da fumo con apertura a scorrimento e con coperchio incernierato |
| ITBO20120702A1 (it) * | 2012-12-21 | 2014-06-22 | Gd Spa | Macchina impacchettatrice e metodo di incarto per realizzare un contenitore interno piegando uno sbozzato interno attorno ad un gruppo di articoli da fumo incartato. |
| CN103332353A (zh) * | 2013-07-05 | 2013-10-02 | 中烟机械技术中心有限责任公司 | 形成直向包装香烟包装盒的包装纸、成型方法及使用方法 |
-
2014
- 2014-10-31 GB GBGB1419462.5A patent/GB201419462D0/en not_active Ceased
-
2015
- 2015-09-29 EP EP15784737.7A patent/EP3212513A1/en not_active Withdrawn
- 2015-09-29 US US15/523,473 patent/US20170313449A1/en not_active Abandoned
- 2015-09-29 KR KR1020177011782A patent/KR20170063901A/ko not_active Withdrawn
- 2015-09-29 CN CN201580059295.2A patent/CN107108057A/zh active Pending
- 2015-09-29 WO PCT/GB2015/052829 patent/WO2016066989A1/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| US20170313449A1 (en) | 2017-11-02 |
| EP3212513A1 (en) | 2017-09-06 |
| GB201419462D0 (en) | 2014-12-17 |
| WO2016066989A1 (en) | 2016-05-06 |
| CN107108057A (zh) | 2017-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170063901A (ko) | 흡연 물품 팩을 제조하기 위한 장치 및 방법 | |
| EP2874887B1 (en) | Packing method and machine for producing a sealed package containing a group of tobacco articles | |
| US9533821B2 (en) | Package for cigarettes, and method for producing same | |
| US10710760B2 (en) | Method for producing a package for cigarettes | |
| KR101632810B1 (ko) | 슬라이드 개구와 힌지 뚜껑을 가진 흡연 물품 패키지 | |
| EP2874909B1 (en) | Package of tobacco articles comprising a sealed inner package | |
| EP3455147B1 (en) | A container with inner stiffener for smoking articles, method | |
| US11167913B2 (en) | Spacer support for packets of smoking articles, spacer kit and package containing said spacer kit | |
| TW201540615A (zh) | 吸煙物品之包裝盒 | |
| JP6689820B2 (ja) | たばこ用パッケージ | |
| EP2300334B1 (en) | A pack for smoking articles | |
| JP2008531406A (ja) | シガレットパック | |
| WO2015101456A1 (en) | Package having sealed side wall fold | |
| JP7120787B2 (ja) | 喫煙品の包装箱およびその製造方法 | |
| EP3312100B1 (en) | Machine and method to automatically pack products into boxes | |
| EP2620376B1 (en) | Packing method and unit for folding a blank from which to form a container in such a manner as to form a front box wall and two lateral box walls of a hinged lid of the container | |
| CN100436266C (zh) | 一种包装烟草制品的设备和方法 | |
| US20250289638A1 (en) | Break-open pack and production method thereof | |
| HK1098439B (en) | Apparatus and method for packing smoking articles | |
| HK1098439A1 (zh) | 一种包装烟草制品的设备和方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20170428 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| PC1202 | Submission of document of withdrawal before decision of registration |
Comment text: [Withdrawal of Procedure relating to Patent, etc.] Withdrawal (Abandonment) Patent event code: PC12021R01D Patent event date: 20180123 |
|
| WITB | Written withdrawal of application |