KR20170077266A - Integrated fully-sealed liquid crystal screen and manufacturing process for same - Google Patents
Integrated fully-sealed liquid crystal screen and manufacturing process for same Download PDFInfo
- Publication number
- KR20170077266A KR20170077266A KR1020177017231A KR20177017231A KR20170077266A KR 20170077266 A KR20170077266 A KR 20170077266A KR 1020177017231 A KR1020177017231 A KR 1020177017231A KR 20177017231 A KR20177017231 A KR 20177017231A KR 20170077266 A KR20170077266 A KR 20170077266A
- Authority
- KR
- South Korea
- Prior art keywords
- liquid crystal
- screen
- support frame
- glass
- cover plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/03—Arrangements for converting the position or the displacement of a member into a coded form
- G06F3/041—Digitisers, e.g. for touch screens or touch pads, characterised by the transducing means
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/13338—Input devices, e.g. touch panels
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1335—Structural association of cells with optical devices, e.g. polarisers or reflectors
- G02F1/1336—Illuminating devices
- G02F1/133615—Edge-illuminating devices, i.e. illuminating from the side
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F2202/00—Materials and properties
- G02F2202/28—Adhesive materials or arrangements
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2203/00—Indexing scheme relating to G06F3/00 - G06F3/048
- G06F2203/041—Indexing scheme relating to G06F3/041 - G06F3/045
- G06F2203/04103—Manufacturing, i.e. details related to manufacturing processes specially suited for touch sensitive devices
Landscapes
- Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Mathematical Physics (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Optics & Photonics (AREA)
- General Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Human Computer Interaction (AREA)
- Liquid Crystal (AREA)
Abstract
본 발명은 고체 자외선 유연성 접착제을 이용하여 차례로 배열된 스크린 보호유리, 액정 스크린 세트, 지지 프레임 및 유리 후면 커버 플레이트를 서로 접합하여 일체로 형성하고, 측광식 백라이트 모듈이 지지 프레임 내에 장착되는 완전 밀폐 액정 일체형 스크린의 제조방법에 관한 것이다. 상기 방법에 의해 제조된 완전히 밀폐되고, 방수, 방습효과를 달성한 초박형 터치 디스플레이 일체형 스크린은 스크린 보호유리 또는 터치 스크린 세트, 액정 디스플레이 세트, 측광식 백라이트 모듈의 모든 간극을 제거하여 화상의 선명도를 높일 뿐만 아니라, 휘도를 낮추어 에너지를 절감하는 효과를 달성할 수 있다.The present invention relates to a liquid crystal display device comprising a screen protective glass, a liquid crystal screen set, a support frame, and a glass rear cover plate, which are sequentially arranged by using a solid ultraviolet flexible adhesive, And a method of manufacturing a screen. The ultra-thin touch-screen integrated type screen manufactured by the above-described method, which achieves the completely sealed, waterproof and moisture-proof effect, removes all the gaps of the screen-protecting glass or touch screen set, the liquid crystal display set, and the light- In addition, the effect of reducing energy and reducing energy can be achieved.

Description
본 발명은 터치 스크린 기술 분야에 관한 것으로서, 완전 밀폐형 간섭 방지 터치 액정 일체형 스크린 및 그 제조방법에 관한 것이다.BACKGROUND OF THE
일반적으로, 사이즈가 큰 투명한 유리의 접합에는 유리의 일측 표면에 액체 상태의 UV자외선 광접착제를 도포하고 광접착제가 유리 표면에서 흐르면서 균일하게 분포되도록 한 후, 접착제를 도포하지 않은 다른 투명한 유리를 접착제를 도포한 유리의 끝 부분부터 접근시키고, 접착제를 도포하지 않은 유리의 면으로부터 롤러를 이용하여 액체 접착제 중의 기체와 기포를 눌러 접합체 밖으로 배출시키고, 마지막으로 투명한 접합체 위에 고전력의 UV자외선 램프를 조사하여 경화시키는 것에 의해 접합한다. 그러나, 도포장치의 비용이 비싸고, 액체 UV접착제를 사용할 경우 일방향으로 눌러지면서 흐르기 때문에 소포(消泡) 과정에서 두께 차이가 발생하기 쉽고, 잔류기포가 존재하여 스크린에 딱딱한 현상(무아레(moire) 형상과 유사함)이 발생하며, 접착제가 쉽게 넘쳐흘러 후방의 측광식 백라이트 모듈의 틈새로 스며들어가 제품의 불량율이 높아진다. 그리고, 비교적 큰 도포 장치는 매우 비싸고, 기포가 완전히 없어지지 않았거나 무아레 현상이 발생할 경우 폐기시켜야 하기 때문에 생산 비용이 높아진다.Generally, in the bonding of a transparent glass having a large size, a liquid UV UV light adhesive is applied to one side of the glass, and the light adhesive is uniformly distributed on the glass surface, and then another transparent glass A gas and bubbles in the liquid adhesive are pushed out from the surface of the glass on which the adhesive is not applied by using a roller and then discharged outside the bonded body. Finally, a high power UV ultraviolet lamp is irradiated onto the transparent bonded body And then cured. However, since the cost of the coating apparatus is high and liquid UV adhesive flows, the thickness difference is likely to occur during the defoaming process due to the flowing in one direction, and residual bubbles are present to cause a hard phenomenon (moire And the adhesive easily overflows and seeps into the clearance of the backlighting backlight module to increase the defect rate of the product. And, a relatively large application device is very expensive, and the production cost is increased because the bubbles are not completely lost or when the moire phenomenon occurs.
중국특허출원번호 201210011775.X는 액체 광학 접착제로 접합시 과잉 접착을 제어하는 방법으로서, (1)액체 광학 접착제를 이용하여 정전용량 방식의 터치 스크린의 패널 유리를 감지선로에 접합하는 단계; (2)보호막을 이용하여 상기 터치 스크린을 감싸는 단계; (3)상기 터치 스크린을 탈포기 내에 넣고 가압하는 단계; 및 (4)탈포기를 감압 후 터치 스크린을 꺼내어 보호막을 제거하는 단계를 포함하는 방법을 개시하고 있다. 상기 방법은 복잡하고, 탈포 과정에서 가압 원심 회전을 통해 거품을 없애기 때문에 두께 차이가 발생하기 쉽고, 면적이 큰 디스플레이 스크린일 수록 접합 과정에서 각 부위가 받는 압력과 온도가 면적이 작은 디스플레이 스크린(예를 들어 휴대폰 스크린)에 비해 차이가 더 크고 특히 무아레가 발생하기 쉬우며, 사이즈가 클수록 거리가 더 길고, 기포를 제거하기가 더욱 어렵기 때문에 대형 회전 탈포기를 이용하여 사이즈가 큰 터치 스크린을 탈포하기 어렵게 된다.Chinese Patent Application No. 201210011775.X discloses a method for controlling excess adhesion when bonding with a liquid optical adhesive, comprising the steps of: (1) bonding a panel glass of a capacitive touch screen to a sensing line using a liquid optical adhesive; (2) wrapping the touch screen using a protective film; (3) placing the touch screen in a deodorizer and pressurizing the touch screen; And (4) removing the protective film by removing the touch screen after depressurizing the deodorizer. Since the above method is complicated and the difference in thickness is likely to occur due to elimination of bubbles through pressure centrifugal rotation in the defoaming process, the display screen having a large area and the pressure and temperature of each part in the bonding process The larger the size, the longer the distance and the more difficult it is to remove the air bubbles. Therefore, large-size rotary defoaming device is used to defeat the large size touch screen .
또한, 중국특허출원번호 201310379842.8는 고체의 OCA접착제를 이용하여 작은 사이즈의 휴대폰 터치 스크린과 상부 편광판을 접합하는 방법을 개시하고 있으며, 광학 박막류의 편광판 자체가 유연성이 있기 때문에 고체의 OCA접착제를 접착 매질로 사용하여 연질의 편광판과 경질의 터치 스크린을 접착할 수 있으나, 고체의 OCA접착제를 이용하여 경질의 터치 스크린과 경질의 액정 스크린 세트를 접합할 경우, 프레스 롤을 이용하여 기포를 없앨 수 없는 것을 제외하고, OCA접착제로 접합하면 정형(定型)화되어 유동이 없기 때문에 오토클레이브를 이용하여 가압 가온할 경우, 두께 차이가 발생하고, 불량품이 발생하며, 면적이 클 수록 무아레 현상이 더 많아지고, 수율이 더 낮아진다.In addition, Chinese Patent Application No. 201310379842.8 discloses a method of bonding a small size mobile phone touch screen and an upper polarizer using a solid OCA adhesive, and since the polarizer itself of the optical thin film is flexible, a solid OCA adhesive is bonded It is possible to bond soft polarizing plate and hard touch screen by using as a medium, but when bonding rigid touch screen and rigid liquid crystal screen set using solid OCA adhesive, it is impossible to remove bubbles by using press roll Except for the fact that OCA adhesive is used to bond, there is no flow. Therefore, when the autoclave is heated under pressure, a difference in thickness occurs, defective products are generated, and the moire phenomenon becomes more as the area increases , The yield is lower.
한편, 종래의 액정 디스플레이는 프레임 구조를 이용하여 디스플레이를 조립하여 지지하고, 프레임에 보호 유리를 부착하며, 1mm의 액정 유리를 조합하여 이루어진 액정 스크린이 클 수록 쉽게 깨져 사람이 다칠 수 있어 반드시 보호 유리를 추가해야 하며, 보호 유리는 통상적인 접합 방법, 즉 보호 유리의 둘레에 양면 테이프를 붙인 후, 양면 테이프를 이용하여 보호 유리를 액정 디스플레이의 프레임에 부착하였으나, 이러한 프레임 구조는 스크린 본체 두께가 증가되고, 간극이 발생하며, 간극은 이미지의 선명도를 낮게 하고, 간극 내의 두장의 유리 표면에 안개가 끼거나 곰팡이가 생겨 닦아낼 수 없게 될 뿐만 아니라, 보호 유리가 클 수록 더 무겁고 더 쉽게 떨어지게 된다. 또한, 운반 및 사용 중에 깨지는 것을 방지하기 위해 일반적으로 금속 지지 후판으로 액정 스크린을 고정하며, 사이즈가 큰 액정 스크린일수록 변형을 방지하기 위한 후면판도 더 두껍고 무거워진다. 그리하여, 종래의 액정 디스플레이의 구조는 액정 스크린이 클 수록 액정 스크린을 지지, 보호, 장착한 백라이트 커버 플레이트, 금속 방열 지지판, 액정 스크린 후면판, 디스플레이 케이스도 더 크고 더 두껍고 더 무거워져 디스플레이 전체 두께도 더 두꺼워진다.On the other hand, in the conventional liquid crystal display, a display is assembled and supported using a frame structure, a protective glass is attached to a frame, and a liquid crystal screen formed by combining 1 mm of liquid crystal glass is broken, The protective glass is attached to the frame of the liquid crystal display using a conventional bonding method, that is, a double-sided tape is attached to the periphery of the protective glass and then the double-sided tape is used. The clearance is generated, the clearness of the image is lowered, the two glass surfaces in the gap are fogged or moldy and can not be wiped off, and the larger the protective glass, the heavier and easier it is to fall. Further, in order to prevent breakage during transportation and use, a liquid crystal screen is fixed to a metal supporting plate in general, and a larger liquid crystal screen has a thicker and heavier rear panel for preventing deformation. Thus, the structure of the conventional liquid crystal display is such that the larger the liquid crystal screen is, the larger, thicker and heavier the backlight cover plate, the metal heat-radiating support plate, the liquid crystal screen back plate, and the display case, It gets thicker.
본 발명의 목적은 공정이 간단하고, 완전 접합 효과가 우수하며, 초박형의 완전 밀폐 액정 일체형 스크린의 제조 방법을 제공하는데 있다.SUMMARY OF THE INVENTION An object of the present invention is to provide a method of manufacturing an ultra-thin, fully sealed liquid crystal integrated type screen, which is simple in process, excellent in a perfect bonding effect.
본 발명의 목적을 실현하기 위한 기술적 방안으로서, 본 발명은 고체 자외선 연성 접착제를 사용하여 차례로 배열된 스크린 보호 유리 또는 터치 스크린 세트의 2종류의 스크린 보호 재료 중의 일종, 액정 스크린 세트, 지지 프레임 및 유리 후면 커버 플레이트를 서로 접합하여 일체로 형성한 완전 밀폐 액정 일체형 스크린의 제조방법으로서, 하기 단계를 포함한다: As a technical solution for realizing the object of the present invention, the present invention relates to a screen protective glass or a kind of two kinds of screen protective materials of a touch screen set, a liquid crystal screen set, a support frame and a glass A method for manufacturing a fully enclosed liquid crystal integrated type screen integrally formed by bonding rear cover plates together, the method comprising the steps of:
단계 1): 임의의 2개의 서로 인접하는 소자 사이에 두께가 50 ~ 300μm의 고체 자외선 연성 접착제를 부착하고, 지지 프레임의 내부에 측광식 백라이트 모듈을 직접 끼워넣는 예비 접합 단계; Step 1): a preliminary bonding step of attaching a solid ultraviolet-ray-bonding adhesive having a thickness of 50 to 300 탆 between any two adjacent elements and directly inserting a light-measuring backlight module into the interior of the support frame;
단계 2): 고체 자외선 연성 접착제가 도포되어 있는 소자를 압력 0.5kg ~ 10kg, 온도 30 ~ 65℃로 제어되어 있는 오토클레이브에 넣고 10 ~ 250분간 탈포하는 탈포 단계; 여기서 오토클레이브를 이용한 탈포는 통상적인 진공 원심 탈포에 비해 평판 소자가 받는 압력이 균일하고, 탈포 과정이 안정적이며, 고체 자외선 연성 접착제의 두께를 균일하기 때문에 접합된 2개의 투명 소자 사이의 거리가 동일하여 탈포 효과가 이상적이다;Step 2): De-foaming step in which an element coated with a solid ultraviolet-ray adhesive is placed in an autoclave controlled at a pressure of 0.5 kg to 10 kg and a temperature of 30 to 65 ° C and defoaming for 10 to 250 minutes; Here, the defoaming using the autoclave is more uniform than that of the conventional vacuum centrifugal defoaming, the pressure applied to the flat plate is uniform, the defoaming process is stable, and the thickness of the solid ultraviolet- The defoaming effect is ideal;
단계 3): 고전력 UV조사램프를 사용하여 투명 접합체에 강한 빛을 조사하여 고체 자외선 연성 접착제를 고화시킴으로써 각 소자와 함께 접합하는 고화 단계;Step 3): a solidification step of solidifying the solid ultraviolet light-curable adhesive by irradiating the transparent junction body with strong light using a high-power UV irradiation lamp to join together with each element;
단계 4): 일체형 스크린의 테두리를 연마하고 광택을 내어 투명한 밀폐용 도료를 분사한 다음 건조시켜 테두리를 밀폐하는 단계; 유리와 지지 프레임을 접합한 후 접합 공차가 발생하기 때문에 두 소자의 절삭 및 광택을 낼 수 있는 특성을 이용하여 일체형 스크린 테두리를 밀폐하고, 가장 쉽게 산화되고 습하기 쉬운 일체형 스크린 테두리를 2차적으로 밀폐하며, 프레임 장식 지지대를 제거하였기 때문에 생산 비용이 절감된다.Step 4): polishing and rubbing the rim of the integral screen to spray a transparent sealing paint and then drying to seal the rim; Since the joining tolerance occurs after joining the glass and the support frame, the integrated screen frame is sealed using the characteristics of cutting and glossing of the two components, and the integral screen frame, which is easiest to be oxidized and wetted, And the cost of production is reduced because the frame decorative support is removed.
더 양호한 기술적 효과를 얻기 위해, 본 발명의 기술적 방안은 다음과 같이 더 개선할 수 있다.In order to obtain a better technical effect, the technical solution of the present invention can be further improved as follows.
1. 상기 지지 프레임의 재질은 유기 판유리, 산화방지 수지판 또는 금속판이다.1. The material of the support frame is an organic plate glass, an anti-oxidation resin plate, or a metal plate.
2. 단계 1)은 측광식 백라이트 모듈을 구성하는 바닥 반사막 및 도광판을 고체 자외선 연성 접착제를 사용하여 유리 후면 커버 플레이트의 내측에 접합하고, 도광판의 일측 또는 양측에 광원을 장착한 다음, 유리 후면 커버 플레이트를 지지 프레임에 접합하고, 측광식 백라이트 모듈 중의 상부 보호막, 프리즘 막 및 확산막을 지지 프레임 내에 장착한다. 측광식 백라이트 모듈을 구성하는 각 어셈블리를 해체하여 조립함으로써 램프의 열량이 지지 프레임 및 유리판면을 통해 방열되도록 하여 램프 관의 수명을 연장시킨다. 또한, 바닥 반사막과 도광판을 접합함으로써 간극을 없애고, 광 손실을 감소시키고, 휘도를 증가시킨다. 접합한 후, 돌출형 커버 플레이트로 되어 접합위치의 정확도를 높이고, 돌출형 커버 플레이트는 지지 프레임 내에 장착된 광학막을 평평하게 가압 압축할 수 있다.2. In step 1), the bottom reflecting film and the light guide plate constituting the light measuring type backlight module are bonded to the inside of the glass rear cover plate by using a solid ultraviolet light adhesive, a light source is mounted on one side or both sides of the light guide plate, The plate is joined to the support frame, and the upper protective film, the prism film, and the diffusion film in the photometric backlight module are mounted in the support frame. By disassembling and assembling each of the assemblies constituting the light measuring backlight module, the heat quantity of the lamp is radiated through the support frame and the glass plate surface to prolong the life of the lamp tube. Further, by bonding the bottom reflecting film and the light guide plate, the gap is eliminated, the light loss is reduced, and the brightness is increased. After the joining, the projecting cover plate is provided to increase the accuracy of the joining position, and the projecting cover plate can compress and compress the optical film mounted in the support frame flatly.
3. 상기 지지 프레임은 원호도를 가지며, 상기 단계 1)에서 고체 자외선 연성 접착제를 사용하여 터치 스크린 세트와 액정 스크린 세트, 유리 커버 플레이트와 백라이트 모듈을 예비 접합한 후, 터치 스크린 세트 후방의 액정 스크린 세트 및 유리 후면 커버 플레이트 전방의 백라이트 모듈을 휘어진 지지 프레임 내에 끼워넣어 각 소자를 원호형으로 접합한다. 터치 스크린 세트, 액정 스크린 세트, 백라이트 모듈 및 유리 후면 커버 플레이트가 일정한 가요성을 가지기 때문에 휘어진 지지 프레임과 접합된 후 휘어진 디스플레이 스크린을 형성할 수 있다. 3. The support frame has a circular arc, and in step 1), the touch screen set, the liquid crystal screen set, the glass cover plate, and the backlight module are preliminarily bonded using the solid ultraviolet- And the backlight module in front of the glass back cover plate are fitted into the curved support frame to join the elements in an arcuate shape. Since the touch screen set, the liquid crystal screen set, the backlight module, and the glass back cover plate have a certain flexibility, a curved display screen can be formed after being bonded to the curved support frame.
4. 상기 유리 후면 커버 플레이트는 빛을 안내할 수 있고, 측광식 백라이트 모듈의 도광판으로서의 빛을 안내할 수 있는 유리 후면 커버 플레이트는 지지 프레임 내에 장착되어 지지 프레임과 접착 고정되며, 유리 후면 커버 플레이트의 양측 또는 일측의 지지 프레임에 광원이 장착되어 있고, 측광식 백라이트 모듈의 바닥 반사막이 유리 후면 커버 플레이트의 외측에 접합 또는 인쇄되어 있다. 원래의 측광식 백라이트 모듈의 아크릴 도광판 대신에 빛을 안내할 수 있는 유리 후면 커버 플레이트를 사용하여 일체형 스크린의 두께를 더 얇게 할 수 있다. 4. The glass back cover plate is capable of guiding light, and a glass rear cover plate capable of guiding light as a light guide plate of the photometric backlight module is mounted in the support frame and adhered and fixed to the support frame, A light source is mounted on the support frames on both sides or one side, and the bottom reflection film of the photometric backlight module is bonded or printed outside the glass rear cover plate. The thickness of the integral screen can be made thinner by using a glass rear cover plate capable of guiding light instead of the acrylic light guide plate of the original metering backlight module.
본 발명의 진보적인 고체 자외선 연성 접착제를 사용하여 오토클레이브로 탈포하여 완전 접합하는 방법에 있어서, 고체 자외선 접착제를 사용하는 것은 액체의 UV자외선 광학 접착제와 고체의 OCA광학 접착제를 사용하는 것에 비해 고체 유동성이 더 양호하며, 고체 자외선 연성 접착제는 롤 시트형상으로 생산하는 과정에서 이미 기포를 전부 여과하여 고체 방식으로 2개의 투명한 평판 소자 사이에 접합되어 기포가 없는 접착제 매질로 되어 있고, 오토클레이브의 가온 가압에 의해 유연한 고체 매질로부터 액체 상태의 연성 매질로 되었기 때문에 IPS가 IPS에 대한 가압을 실현할 수 있고, 기포가 발생하지 않는 두 투명 소자 사이에서 거리가 같은 연성 접착제의 자기-평행 유동을 이루게 된다. 그 후의 강온 강압 과정에서 상하 두장의 투명하고, 거리가 같고, 기포가 없으며, 접착제가 넘치지 않는 투명 접합체를 형성하고, 제품의 불량과 오차를 확인한 후, 다시 고전력의 강한 UV램프를 조사하여 정형화한다. 그 외에, 탈포 과정에서 접착제가 지지 프레임의 외부로 넘치면 테두리를 연마하고 정리하여 접착제가 측광식 백라이트 모듈로 넘쳐 불량이 발생하여 백라이트 모듈을 폐기해야 하는 것을 방지할 수 있다.The use of the solid ultraviolet ray adhesive in the method of completely deflating with the autoclave using the progressive solid ultraviolet ray adhesive of the present invention makes it possible to use the solid ultraviolet ray adhesive in the solid fluidity And the solid ultraviolet light-absorbing adhesive is formed into a bubble-free adhesive medium which is already bonded between two transparent plate elements in a solid manner by filtering all the bubbles in the course of production in the form of a roll sheet, The IPS is able to realize the pressurization for the IPS and the self-parallel flow of the flexible adhesive having the same distance between the two transparent elements in which no bubbles are generated. After that, the upper and lower transparent upper, lower and lower transparent joints having the same distance, no bubbles, and no overflow of adhesive are formed, and the defective and error of the product are confirmed, . In addition, when the adhesive overflows to the outside of the support frame in the defoaming process, it is possible to prevent the backlight module from being discarded due to the occurrence of defects when the adhesive is applied to the light measuring type backlight module by polishing and arranging the edges.
상기 새로운 공정에 의해 생산된 투명 접합체는 기포가 쉽게 발생하지 않고, 2개의 접합체가 거리가 같고 두께의 요철 차이가 없으며, 무아레 현상이 없고, 접착제가 쉽게 넘치지 않는 새로운 터치 디스플레이 백라이트 일체형 스크린이다. 상기 공정에서 사용한 설비는 제조 비용이 낮아, 생산 비용이 대대적으로 절약될 뿐만 아니라 액정 UV접착제에 비해 수율이 대대적으로 향상된다. The transparent bonded body produced by the new process is a new touch display backlight integrated screen in which bubbles are not readily generated, the two junctions are the same in distance, there is no difference in thickness irregularities, no moire phenomenon and the adhesive does not easily flood. The equipment used in the above process has a low manufacturing cost, greatly reduces the production cost, and greatly improves the yield as compared with the liquid crystal UV adhesive.
본 발명의 두번째 목적은 종래의 액정 디스플레이의 구조를 개선하여 종래의 구조로 인해 발생하는 문제를 개선하고, 지지 프레임이 스크린 보호 유리 또는 터치 스크린 및 유리 후면 커버 플레이트의 사이에 끼워진 샌드위치 형태의 밀폐 구조 방식을 채용하며, 고체 자외선 연성 접착제를 밀폐제로 사용하여 본 발명의 제조 공정을 통해 액정 디스플레이 스크린 본체를 포함하는 완전 밀폐 액정 일체형 스크린을 제공하며, 상기 액정 디스플레이 스크린 본체는 고체 자외선 연성 접착제에 의해 차례로 접합된 스크린 보호 유리 또는 터치 스크린 세트의 2종의 스크린 보호 재료 중의 일종, 액정 스크린 세트, 지지 프레임 및 유리 후면 커버 플레이트를 포함하며, 측광식 백라이트 모듈은 지지 프레임 내에 장착되고, 액정 디스플레이 스크린 본체의 테두리에 투명한 밀폐용 도료가 도포되어 있다.A second object of the present invention is to improve the structure of a conventional liquid crystal display to solve problems caused by the conventional structure and to provide a sandwich-type sealing structure in which a support frame is sandwiched between a screen protective glass or a touch screen and a glass rear cover plate And employing a solid ultraviolet-ray-curable adhesive as a sealant to provide a completely sealed liquid crystal integrated screen including a liquid crystal display screen body through the manufacturing process of the present invention, wherein the liquid crystal display screen body is sequentially provided with a solid ultraviolet- A liquid crystal screen set, a support frame, and a glass rear cover plate, wherein the light metering backlight module is mounted in a support frame, and the liquid crystal display screen main body TED A transparent sealing coating material to be coated.
더욱이, 상기 스크린 보호 유리 또는 터치 스크린 세트의 2종의 스크린 보호 재료 중의 일종이 지지 프레임, 유리 후면 커버 플레이트와 차례로 접합되고, 상기 액정 스크린 세트 및 측광식 백라이트 모듈이 지지 프레임 내에 장착되며, 액정 스크린 세트가 스크린 보호 유리 또는 터치 스크린 세트와 접합된다.Further, one of the two kinds of screen protective materials of the screen protective glass or touch screen set is successively joined to the support frame and the glass rear cover plate, and the liquid crystal screen set and the light metering backlight module are mounted in the support frame, The set is bonded to a screen protective glass or touch screen set.
더욱이, 상기 터치 스크린 세트의 유리 표면과 유리 후면판의 표면에 투명한 ITO 도전막이 도금되어 있고, 2개의 ITO 도전막이 동시에 접지되어 전체적으로 간섭이 방지되는 성능을 실현한다.Further, a transparent ITO conductive film is plated on the glass surface of the touch screen set and the glass rear plate, and the two ITO conductive films are grounded at the same time to achieve a performance in which interference is totally prevented.
더욱이, 상기 유리 후면 커버 플레이트의 내측에 흰색 또는 검은색 잉크를 인쇄하여 유리 후면 커버 플레이트가 필기판이 되도록 한다. Further, white or black ink is printed inside the glass rear cover plate so that the glass rear cover plate becomes the writing board.
더욱이, 상기 액정 디스플레이 스크린 본체의 양측에 회전축이 장착되어 있고, 상기 회전축은 지지대와 가동적으로 연결되며, 일체형 스크린은 양측 지지 회전축을 통해 디스플레이 스크린과 필기보드의 자유로운 전환을 실현한다.Further, rotation axes are mounted on both sides of the liquid crystal display main body, the rotation axes are movably connected to the support, and the integral screen realizes free switching between the display screen and the writing board through the both supporting rotation shafts.
더욱이, 상기 유리 후면 커버 플레이트는 빛을 안내할 수 있고, 빛을 안내할 수 있는 유리 후면 커버 플레이트는 측광식 백라이트 모듈의 도광판으로서 지지 프레임 내에 장착되어 지지 프레임과 접착 고정되며, 측광식 백라이트 모듈의 바닥 반사막은 유리 후면 커버 플레이트의 외측에 접합 또는 인쇄되고, 측광식 백라이트 모듈 중의 상부 보호막, 프리즘 막 및 확산막은 지지 프레임 내에 장착되고, 유리 후면 커버 플레이트의 양측 또는 일측의 지지 프레임에 광원이 장착되어 있다.Further, the glass rear cover plate can guide light and the glass rear cover plate, which can guide light, is mounted in the support frame as a light guide plate of the light-metering backlight module and is adhered and fixed to the support frame, The top protective film, the prism film, and the diffusion film in the light-measuring backlight module are mounted in the support frame, and the light source is mounted on the support frame on both sides or one side of the glass rear cover plate have.
더욱이, 상기 액정 디스플레이 본체는 원호도를 가진다.Furthermore, the liquid crystal display main body has an arc degree.
상기 공정에 의해 제조된 완전 밀폐, 방수, 방습, 초박형 터치 디스플레이 일체형 스크린은 스크린 보호 유리 또는 터치 스크린 세트, 액정 스크린 세트, 측광식 백라이트 모듈의 모든 간극을 제거하여, 이미지의 선명도를 높일 뿐만 아니라 휘도를 낮추어 에너지를 절약할 수 있는 현저한 효과를 달성하고, 터치 스크린 세트 전면의 터치 유리 및 후면의 유리 커버 플레이트, 지지 프레임의 다면 방열을 통해 방열 후면 커버 플레이트 및 방열공을 없애고, 정전기 흡착에 의해 텔레비전 내부에 먼지가 발생하는 현상을 완전히 제거하고, 종래의 보호 유리 접합용 금속 외부 프레임, 액정 유리 고정용 금속 방열 지지판, 측광식 백라이트 모듈 고정용 금속 부재, 보호 방열용 금속 후면 커버 플레이트 등의 모든 금속 부재가 필요없기 때문에 금속 재료를 절약하고, 신제품의 제조 시간과 비용을 절약하였으며, 더 중요하게는, 액정 디스플레이의 두께를 5mm까지 감소시킬 수 있어, 중량을 대폭적으로 줄여 제조 비용을 낮출 수 있다. 또한 텔레비전, 광고기기, 전자 화이트보드, 초대형 전자 스크린 등 분야에 광범위하게 적용할 수 있다.The fully sealed, waterproof, moisture-proof, ultrathin touch display integrated type screen manufactured by the above process removes all the gaps of the screen protective glass or touch screen set, the liquid crystal screen set, and the photometric backlight module to improve the sharpness of the image, And the heat release rear cover plate and the radiating hole are eliminated through the multi-side heat radiation of the touch glass on the front surface of the touch screen set and the glass cover plate on the rear surface and the support frame, It is possible to completely eliminate the phenomenon of generating dust inside and to remove all the metals such as a metal outer frame for bonding a protective glass, a metal heat-dissipating support plate for fixing a liquid crystal glass, a metal member for fixing a backlight module for a light- Saving metal materials because there is no need for members And, were save time and costs of manufacturing of the new product, more importantly, it is possible to reduce the thickness of the liquid crystal display to 5mm, it is possible to lower the production cost by reducing the weight drastically. It can also be applied to a wide range of fields such as televisions, advertising devices, electronic whiteboards, and ultra-large electronic screens.
도 1은 본 발명의 실시예에 따른 완전 밀폐 액정 일체형 스크린의 각 소자의 장착 구조를 나타내는 도면이다.
도 2는 본 발명의 실시예에 따른 완전 밀폐 액정 일체형 스크린의 단면도이다.
도 3은 빛을 안내할 수 있는 유리 후면 커버 플레이트를 측광식 백라이트 모듈의 도광판으로 하는 완전 밀폐 액정 일체형 스크린의 구조를 나타내는 도면이다.1 is a view showing a mounting structure of each element of a completely sealed liquid crystal integrated type screen according to an embodiment of the present invention.
2 is a cross-sectional view of a completely sealed liquid crystal integrated screen according to an embodiment of the present invention.
3 is a view showing the structure of a completely sealed liquid crystal integrated type screen in which a glass rear cover plate capable of guiding light is used as a light guide plate of a light-measuring type backlight module.
이하, 도면을 결합하여 본 발명의 바람직한 실시예에 대해 설명한다.Hereinafter, preferred embodiments of the present invention will be described by combining the drawings.
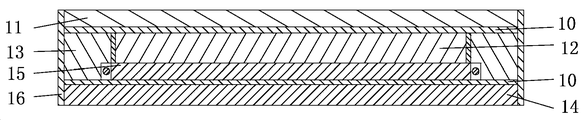
도 1 및 도 2에 도시한 바와 같이, 본 발명은 고체 자외선 연성 접착제(10)에 의해 차례로 접합되는 터치 스크린 세트(11), 지지 프레임(13) 및 유리 후면 커버 플레이트(14)를 구비하는 액정 디스플레이 스크린 본체(1)를 포함하며, 상기 지지 프레임(13)의 내부에 액정 스크린 세트(12) 및 측광식 백라이트 모듈(15)이 장착되고, 상기 액정 스크린 세트(12)는 터치 스크린 세트(11)와 접합되고, 액정 디스플레이 스크린 본체(1)의 테두리에 투명한 밀폐용 도료(16)가 도포되어 있는 완전 밀폐 액정 일체형 스크린을 제공한다.1 and 2, the present invention relates to a liquid crystal display device having a
본 발명의 완전 밀폐형 간섭 방지 터치 액정 디스플레이 스크린의 제조방법의 실시예는 다음과 같다.An embodiment of a method of manufacturing a completely hermetic interference-proof touch-sensitive liquid crystal display screen of the present invention is as follows.
실시예 1:Example 1:
고체 자외선 연성 접착제를 사용하여 차례로 배열된 터치 스크린 세트(11), 지지 프레임(13) 및 유리 후방 커버 플레이트(14)를 접합하여 일체로 형성하는 완전 밀폐 액정 일체형 스크린의 제조방법에 있어서, A method of manufacturing a fully sealed liquid crystal integrated type screen in which a touch screen set (11), a support frame (13), and a glass rear cover plate (14) which are sequentially arranged using solid ultraviolet -
단계 1): 임의의 2개의 서로 인접하는 소자 사이에 두께가 50 ~ 100μm의 고체 자외선 연성 접착제를 부착하고, 상기 지지 프레임(13)의 내부에 액정 스크린 세트(12) 및 측광식 백라이트 모듈(15)을 장착하는 단계;Step 1): A solid ultraviolet-ray adhesive having a thickness of 50 to 100 占 퐉 is attached between any two adjacent elements and a liquid crystal screen set 12 and a
단계 2): 고체 자외선 연성 접착제가 도포되어 있는 소자를 압력 0.5kg ~ 3kg, 온도 30 ~ 40℃로 제어되어 있는 오토클레이브에 넣고 10 ~ 50분 탈포하는 탈포 단계:Step 2): Defoaming step for 10 to 50 minutes of defoaming by putting the element coated with the solid ultraviolet-ray adhesive into an autoclave controlled at a pressure of 0.5 kg to 3 kg and a temperature of 30 to 40 ° C:
단계 3): 고전력의 UV조사램프를 사용하여 투명 접합체에 강한 빛을 조사하여 고체 자외선 연성 접착제를 고화시킴으로써 각 소자를 함께 접합하는 고화 단계;Step 3): a solidification step of solidifying the solid ultraviolet light-curable adhesive by irradiating strong light to the transparent junction body using a high-power UV irradiation lamp, thereby bonding each element together;
단계 4): 일체형 스크린의 테두리를 연마하고 광택을 내어 투명한 밀폐용 도료를 분사한 다음 건조시켜 테두리를 밀폐하는 단계;Step 4): polishing and rubbing the rim of the integral screen to spray a transparent sealing paint and then drying to seal the rim;
단계 5) 상기 단계 4)를 거쳐 테두리를 밀폐한 일체형 스크린의 터치 스크린 세트 및 후면의 유리 후면 커버 플레이트의 표면에 ITO 도전막을 도금하고, 두 도전막 유리를 동시에 접지하는 차폐 단계를 포함한다.Step 5) a step of plating the ITO conductive film on the surface of the touch screen set of the integral screen and the glass back cover plate on the rear side through which the rim is closed through the step 4), and simultaneously grounding the two conductive film glasses.
완전 밀페 액정 일체형 스크린을 구성하는 각 소자, 고체 자외선 연성 접착제, 밀폐용 도료 및 공정 과정에서 사용한 오토클레이브, 테두리 밀폐 공정에서 사용한 연마, 광택 장치는 모두 종래의 기술이기 때문에 상세한 설명은 생략한다.Each element constituting the complete liquid-immersion liquid crystal screen, the solid ultraviolet-ray-adhesive resin, the sealing paint, the autoclave used in the process, and the polishing and polishing apparatuses used in the edge sealing process are all described in the prior art and will not be described in detail.
실시예 2 내지 3:Examples 2 to 3:
실시예 1의 수치 대신에 표 1의 예비 접합 및 탈포 단계에서의 두께, 압력 및 온도를 이용하여 서로 다른 크기의 완전 밀폐 액정 일체형 스크린을 얻는 것을 제외하고는, 실시예 1과 동일한 제조 방법을 이용한다.The same manufacturing method as in
실시예Item
Example
스크린 크기/in
Screen size / in
접착제/㎛Solid ultraviolet ray
Adhesive / ㎛
압력/kgAutoclave
Pressure / kg
온도/℃Autoclave
Temperature / ℃
실시예에서, 고체 자외선 연성 접착제의 두께가 50μm 미만이면 유동성이 떨어지고, 두께 차이가 생기기 쉬우며, 두께가 300μm보다 두꺼우면 유동성이 너무 좋아 접착제가 쉽게 넘친다. 온도 및 압력이 제한값보다 낮으면 고체 자외선 연성 접착제와 각 소자가 접합되기 어렵고, 탈포 과정에서 온도가 30 ~ 65℃, 압력이 0.5 ~ 10kg, 탈포 시간이 10 ~ 250분이나, 값이 제한값보다 높으면 상기 수지가 쉽게 연화되어 접착제가 넘치게 되고, 마찬가지로 두께 차이가 발생하고 무아레 현상이 발생한다. 실제 생산 과정에서는 스크린의 크기가 다름에 따라 상기 값 범위 내에서 적절한 파라미터를 선택하여 생산할 수 있다.In the embodiment, if the thickness of the solid ultraviolet-ray-adhesive is less than 50 탆, the fluidity drops and the thickness difference easily occurs. If the thickness is more than 300 탆, the fluidity is too good and the adhesive easily overflows. When the temperature and pressure are lower than the limit value, it is difficult for each of the devices to be bonded with the solid ultraviolet ray-curable adhesive, and the temperature is 30 to 65 ° C, the pressure is 0.5 to 10 kg and the defoaming time is 10 to 250 minutes. The resin is easily softened to overflow the adhesive, and the thickness difference is similarly generated and a moire phenomenon occurs. In the actual production process, appropriate parameters can be selected and produced within the above range of values as the screen size is different.
본 발명의 방법에서 예비 접합 시에 시트 형상의 라미네이터를 이용하여 접합할 수 있고, 롤라미네이터를 이용하여 접합할 수도 있으며, 접합한 다층 시트 형상의 접합체는 2층으로 할 수 있고, 일차적으로 다층으로 할 수도 있으며, 더욱이, 터치 액정 디스플레이 스크린 전체를 접합한 후 오토클레이브에 넣고, 가온 가압하고 탈포하여 투명하고, 밀폐된 간섭이 방지되고, 방수, 방무, 자연 방열이 가능한, 초박형 합판 유리판형 접합체를 형성하고, 동시에 액정 스크린 세트를 지지 프레임의 외표면에 직접 접합할 수도 있다.In the method of the present invention, the preliminary bonding can be performed using a sheet-shaped laminator, and the preliminary bonding can be performed using a roll laminator. The bonded multilayer sheet-like bonded body can be composed of two layers, Furthermore, it is also possible to use an ultrathin plywood glass plate joint body which is bonded to the whole touch-sensitive liquid crystal display screen and then put in an autoclave, pressurized and defoamed to prevent transparency, sealed interference, waterproof, And at the same time, the liquid crystal screen set may be directly bonded to the outer surface of the support frame.
본 발명은 상기 유리 후면 커버 플레이트의 내측에 흰색 또는 검은색 잉크를 인쇄할 수도 있고, 상기 액정 디스플레이 스크린 본체의 양측에 회전축을 장착하고, 회전축은 지지 프레임과 가동적으로 연결되어 플립 스크린(flip screen)을 형성한다.In the present invention, white or black ink may be printed on the inside of the glass rear cover plate, and a rotation shaft may be mounted on both sides of the liquid crystal display screen main body. The rotation shaft may be movably connected to the support frame to form a flip screen ).
측광식 백라이트 모듈의 장착 방식은 실시예의 기재에 한정되지 않고, 측광식 백라이트 모듈을 구성하는 각 어셈블리를 분해하여 조립할 수도 있으며, 측광식 백라이트 모듈을 구성하는 바닥 반사막 및 도광판은 고체 자외선 연성 접착제를 통해 유리 후면 커버 플레이트의 내측에 접착되고, 그 다음, 다시 유리 후면 커버 플레이트를 지지 프레임에 접합하고, 측광식 백라이트 모듈의 상부 보호막, 프리즘 막 및 확산막을 지지 프레임 내부에 직접 장착한다.The mounting method of the light measuring type backlight module is not limited to the description of the embodiment, and each assembly constituting the light measuring type backlight module can be disassembled and assembled, and the bottom reflecting film and the light guide plate constituting the light measuring type backlight module can be assembled through the solid ultraviolet ray- The glass back cover plate is bonded to the support frame, and the upper protective film, the prism film, and the diffusion film of the photometric backlight module are directly mounted inside the support frame.
도 3에 도시한 바와 같이, 빛을 안내하는 유리 후면 커버 플레이트(14)는 측광식 백라이트 모듈의 도광판으로 할 수 있고, 측광식 백라이트 모듈의 바닥 반사막(155)을 유리 후면 커버 플레이트(14)의 외측에 인쇄 또는 접합할 수 있으며, 빛을 안내하는 유리 후면 커버 플레이트(14), 측광식 백라이트 모듈 중의 상부 보호막(151), 프리즘 막(152) 및 확산막(153)을 지지 프레임의 내부에 직접 장착하여 지지 프레임과 접착 고정하고, 스크린에서 원래의 아크릴 도광판을 제거하여 두께를 더 얇아지도록 유리 후면 커버 플레이트(14)의 양측 또는 일측의 지지 프레임에 광원(156)이 장착되어 있다.3, the glass back
실시예의 제품은 모두 터치 기능을 갖는 완전 밀폐 액정 일체형 스크린을 구비하며, 실제 생산에서 터치 모듈 대신에 스크린 보호 유리를 사용하여 비터치 액정 일체형 스크린을 제조할 수 있다. 또한, 상기 터치 스크린 세트의 유리 표면과 방수 유리 후면 커버 플레이트의 표면에 각각 투명한 ITO 도전막을 도금할 수 있고, 두개의 ITO 도전막이 접지된다.The products of the embodiments all have a fully sealed liquid crystal integrated screen having a touch function, and in actual production, a non-touch liquid crystal integrated screen can be manufactured using a screen protective glass instead of a touch module. Further, a transparent ITO conductive film can be plated on the glass surface of the touch screen set and the surface of the waterproof glass rear cover plate, respectively, and the two ITO conductive films are grounded.
이상은 본 발명의 실시예에 불과하며, 본 발명의 특허 범위를 한정하는 것으로 해석되지 않아야 한다. 본 발명의 명세서의 내용을 이용하여 실시한 균등물 치환 또는 기타 관련 기술 분야에 직접 또는 간접적으로 응용한 것은 모두 본 발명의 보호 범위 내에 속한다고 해야 할 것이다.The foregoing is merely illustrative of the present invention and should not be construed as limiting the scope of the present invention. It is to be understood that any application, either directly or indirectly, to equivalents, substitutions or other related art using the teachings of the present invention is within the scope of the present invention.
Claims (12)
단계 1): 임의의 2개의 서로 인접하는 소자 사이에 두께가 50 ~ 300μm의 고체 자외선 연성 접착제를 부착하고, 지지 프레임의 내부에 측광식 백라이트 모듈을 끼워넣는 예비 접합 단계;
단계 2): 고체 자외선 연성 접착제가 도포되어 있는 소자를 압력 0.5kg ~ 10kg, 온도 30 ~ 65℃로 제어되어 있는 오토클레이브에 넣고 10 ~ 250분간 탈포하는 탈포 단계;
단계 3): 고전력의 UV조사램프를 사용하여 투명 접합체에 강한 빛을 조사하여 고체 자외선 연성 접착제를 고화시킴으로써 각 소자와 함께 접합하여 일체형 스크린을 형성하는 고화 단계;
단계 4): 일체형 스크린의 테두리를 연마하고 광택을 내어 투명한 밀폐용 도료를 분사한 후 건조시켜 테두리를 밀폐하는 공정; 을 포함하는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린의 제조방법.A liquid crystal screen set, a support frame, and a glass back cover plate are bonded together to form a completely sealed liquid crystal integrated type which is integrally formed by joining together a liquid crystal screen set, a support frame, and a glass back cover plate as a kind of screen protective glass or touch screen set which is successively arranged using a solid ultraviolet- In a method of manufacturing a screen,
Step 1): a preliminary bonding step of attaching a solid ultraviolet-ray-bonding adhesive having a thickness of 50 to 300 탆 between any two adjacent elements, and inserting a photometric backlight module inside the support frame;
Step 2): De-foaming step in which an element coated with a solid ultraviolet-ray adhesive is placed in an autoclave controlled at a pressure of 0.5 kg to 10 kg and a temperature of 30 to 65 ° C and defoaming for 10 to 250 minutes;
Step 3): solidifying the solid ultraviolet light-curable adhesive by irradiating the transparent joint with strong light using a high-power UV irradiation lamp to join together with each device to form an integral screen;
Step 4): polishing and rubbing the rims of the integral screen to spray a transparent sealing paint, followed by drying to seal the rim; Wherein the liquid crystal display device is a liquid crystal display device.
상기 지지 프레임의 재질이 유기 판유리, 산화방지 수지판 또는 금속판인 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린의 제조방법.The method according to claim 1,
Wherein the support frame is made of organic plate glass, an anti-oxidation resin plate, or a metal plate.
상기 단계 1)에 측광식 백라이트 모듈을 구성하는 바닥 반사막 및 도광판을 고체 자외선 연성 접착제를 이용하여 유리 후면 커버 플레이트의 내측에 접합하고, 도광판의 일측 또는 양측에 광원이 장착되어 있으며, 그 다음 유리 후면 커버 플레이트를 지지 프레임에 접합하고, 측광식 백라이트 모듈 중의 상부 보호막, 프리즘 막 및 확산막을 지지 프레임 내에 장착하는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린의 제조방법.The method according to claim 1,
In the step 1), the bottom reflecting film and the light guide plate constituting the light measuring type backlight module are bonded to the inside of the glass rear cover plate using a solid ultraviolet ray-curable adhesive, and a light source is mounted on one side or both sides of the light guide plate, Wherein the cover plate is joined to the support frame, and the upper protective film, the prism film, and the diffusion film in the photometric backlight module are mounted in the support frame.
상기 지지 프레임은 원호도를 가지며, 상기 터치 스크린 세트, 액정 스크린 세트, 백라이트 모듈 및 유리 후면 커버 플레이트는 가요성을 가지며, 상기 단계 1)에서 고체 자외선 연성 접착제를 이용하여 터치 스크린 세트와 액정 스크린 세트, 유리 후면 커버 플레이트와 백라이트 모듈을 예비 접합한 후, 터치 스크린 후방의 액정 스크린 세트 및 유리 후면 커버 플레이트 전방의 백라이트 모듈을 휘어진 지지 프레임 내에 끼워넣어 각 소자를 원호형으로 접합하는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린의 제조방법.The method according to claim 1,
The touchscreen set, the liquid crystal screen set, the backlight module, and the glass back cover plate are flexible, wherein the support frame has an arcuate shape, wherein the touch screen set and the liquid crystal screen set using the solid ultraviolet- , The glass back cover plate and the backlight module are preliminarily bonded together, and then the liquid crystal screen set behind the touch screen and the backlight module in front of the glass back cover plate are fitted into the curved support frame to join the elements in an arcuate shape. (Method for manufacturing a sealed liquid crystal integrated screen).
상기 유리 후면 커버 플레이트는 빛을 안내할 수 있고, 측광식 백라이트 모듈의 도광판으로서의 빛을 안내할 수 있는 유리 후면 커버 플레이트는 지지 프레임 내에 장착되어 지지 프레임과 접착 고정되며, 유리 후면 커버 플레이트의 양측 또는 일측의 지지 프레임에 광원이 장착되어 있고, 측광식 백라이트 모듈의 바닥 반사막이 유리 후면 커버 플레이트의 외측에 접합 또는 인쇄되어 있는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린의 제조방법.The method according to claim 1 or 4,
The glass back cover plate is capable of guiding light, and a glass rear cover plate capable of guiding light as a light guide plate of the light measuring backlight module is mounted in the support frame and adhered and fixed to the support frame, Wherein a light source is mounted on one support frame, and a bottom reflection film of the photometric backlight module is bonded or printed on the outside of the glass rear cover plate.
상기 스크린 보호 유리 또는 터치 스크린 세트의 2종의 스크린 보호 재료 중의 일종이 지지 프레임, 유리 후면 커버 플레이트와 차례로 접합되고, 상기 액정 스크린 세트 및 측광식 백라이트 모듈이 지지 프레임 내에 장착되고, 액정 스크린 세트가 스크린 보호 유리 또는 터치 스크린 세트와 접합되는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린.The method according to claim 6,
Wherein one of the two screen protective materials of the screen protective glass or touch screen set is successively joined to the support frame and the glass back cover plate and the liquid crystal screen set and the light metering backlight module are mounted in the support frame, Screen protective glass or touch screen set. ≪ RTI ID = 0.0 > A < / RTI >
상기 터치 스크린 세트의 유리 표면과 유리 후면의 표면에 각각 투명한 ITO 도전막이 도금되어 있고, 2개의 ITO 도전막이 동시에 접지하는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린.The method according to claim 6,
Wherein a transparent ITO conductive film is plated on each of the glass surface of the touch screen set and the rear surface of the glass, and two ITO conductive films are simultaneously grounded.
상기 유리 후면 커버 플레이트의 내측에 흰색 또는 검은색 잉크가 인쇄되어 있는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린.The method according to claim 6,
Wherein a white or black ink is printed inside the glass rear cover plate.
상기 액정 디스플레이 스크린 본체의 양측에 회전축이 장착되어 있고, 상기 회전축은 지지대와 가동적으로 연결되는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린.9. The method of claim 8,
Wherein the rotation axis is mounted on both sides of the liquid crystal display screen body, and the rotation axis is movably connected to the support frame.
상기 유리 후면 커버 플레이트는 빛을 안내할 수 있고, 빛을 안내할 수 있는 유리 후면 커버 플레이트는 측광식 백라이트 모듈의 도광판으로서 지지 프레임 내에 장착되어 지지 프레임과 접착 고정되며, 측광식 백라이트 모듈의 바닥 반사막은 유리 후면 커버 플레이트의 외측에 접합 또는 인쇄되고, 측광식 백라이트 모듈 중의 상부 보호막, 프리즘 막 및 확산막은 지지 프레임 내에 장착되고, 유리 후면 커버 플레이트의 양측 또는 일측의 지지 프레임에 광원이 장착되는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린.The method according to claim 6,
The glass back cover plate is capable of guiding light and the glass back cover plate capable of guiding light is mounted in the support frame as a light guide plate of the photometric backlight module and adhered and fixed to the support frame, The prism film and the diffusion film in the photometric backlight module are mounted in the support frame and the light source is mounted on the support frame on both sides or one side of the glass back cover plate A completely sealed liquid crystal integrated screen.
상기 액정 디스플레이 스크린 본체가 원호도를 갖는 것을 특징으로 하는 완전 밀폐 액정 일체형 스크린.12. The method according to claim 6 or 11,
Wherein the liquid crystal display screen body has an arcuate shape.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201510025081.5A CN104503630A (en) | 2015-01-19 | 2015-01-19 | Fully-sealed touch control integrated liquid crystal screen and manufacturing process thereof |
| CN201510123518.9 | 2015-03-20 | ||
| CN201510123518.9A CN104679339B (en) | 2015-01-19 | 2015-03-20 | A kind of hermetically sealed liquid crystal integrated screen and manufacturing process thereof |
| PCT/CN2016/076665 WO2016150338A1 (en) | 2015-03-20 | 2016-03-18 | Integrated fully-sealed liquid crystal screen and manufacturing process for same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170077266A true KR20170077266A (en) | 2017-07-05 |
| KR101827808B1 KR101827808B1 (en) | 2018-03-22 |
Family
ID=60450389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177017231A Active KR101827808B1 (en) | 2015-01-19 | 2016-03-18 | Integrated fully-sealed liquid crystal screen and manufacturing process for same |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR101827808B1 (en) |
| CN (1) | CN104679339B (en) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107728379A (en) * | 2017-11-10 | 2018-02-23 | 欧浦登(顺昌)光学有限公司 | A kind of ultra-thin direct-type backlight flat panel Liquid Crystal display module |
| CN108962018A (en) * | 2018-09-05 | 2018-12-07 | 苏州添易朗科技有限公司 | The method and one screen that a kind of flat glass and curved-surface display mould group are bonded entirely |
| WO2019108696A1 (en) * | 2017-11-29 | 2019-06-06 | Corning Incorporated | Light apparatus including a light guide plate |
| CN110086708A (en) * | 2019-06-11 | 2019-08-02 | 青岛东软载波智能电子有限公司 | A kind of Intelligent household gateway |
| CN110134291A (en) * | 2019-05-15 | 2019-08-16 | 欧浦登(顺昌)光学有限公司 | Infrared touch-control glass mounting structure, touch accuracy adjusting method and application |
| CN110379303A (en) * | 2019-07-29 | 2019-10-25 | 武汉华星光电技术有限公司 | Display device |
| CN110928452A (en) * | 2019-12-11 | 2020-03-27 | 上海易教信息科技有限公司 | Touch glass convex large screen LCD display module and electronic blackboard |
| CN111123570A (en) * | 2020-01-10 | 2020-05-08 | 佛山星乔电子科技有限公司 | Semi-transparent display device easy to install |
| CN113189801A (en) * | 2021-04-07 | 2021-07-30 | 合肥京东方半导体有限公司 | Edge sealing device for processing liquid crystal glass substrate |
| CN114114739A (en) * | 2021-11-30 | 2022-03-01 | 曲面超精密光电(深圳)有限公司 | Method for manufacturing vehicle-mounted curved screen by innovative process |
| CN115185402A (en) * | 2022-07-21 | 2022-10-14 | 中山市瑞福达触控显示技术有限公司 | Manufacturing method of laser-engraved integrated black LCD screen |
| CN115793327A (en) * | 2022-12-02 | 2023-03-14 | 汇中仪表股份有限公司 | Glue-pouring type liquid crystal display screen protection structure and assembling method |
| CN115917415A (en) * | 2020-10-20 | 2023-04-04 | 广州视源电子科技股份有限公司 | An interactive smart tablet |
| CN116301428A (en) * | 2023-03-21 | 2023-06-23 | 广西中沛光电科技有限公司 | A fully laminating process for an easy-to-return and disassemble touch liquid crystal display panel |
| CN116430621A (en) * | 2023-04-17 | 2023-07-14 | 深圳市歌泰科技有限公司 | Liquid crystal display screen and assembling method |
| CN116442540A (en) * | 2023-03-28 | 2023-07-18 | 常州亚玛顿股份有限公司 | Method for preventing orange peel phenomenon by fully attaching liquid crystal display and grating film |
| CN117156026A (en) * | 2023-01-04 | 2023-12-01 | 荣耀终端有限公司 | Screen assembly structure, screen assembly method and electronic equipment |
| CN117420703A (en) * | 2022-12-28 | 2024-01-19 | 深圳市华科创智技术有限公司 | A touch screen liquid crystal module and its preparation method |
| CN117746739A (en) * | 2023-12-25 | 2024-03-22 | 芜湖长信新型显示器件有限公司 | Method for reducing light transmission of cover plate through vehicle-mounted water gel lamination based on material expansion |
| CN119418604A (en) * | 2024-11-08 | 2025-02-11 | 武汉华星光电半导体显示技术有限公司 | Display module and bonding method thereof, and display device |
| CN119612187A (en) * | 2024-12-16 | 2025-03-14 | 中电科风华信息装备股份有限公司 | Online tunnel defoamer with built-in transfer basket |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105045432B (en) * | 2015-08-31 | 2018-01-19 | 广东欧珀移动通信有限公司 | Display screen component and terminal |
| CN105278762A (en) * | 2015-11-20 | 2016-01-27 | 欧浦登(顺昌)光学有限公司 | Full-attachment infrared ultralight ultrathin touch liquid crystal hard screen and manufacturing process thereof |
| CN106094355A (en) * | 2016-06-15 | 2016-11-09 | 苏州众显电子科技有限公司 | A kind of hermetically sealed touch liquid crystal one screen and manufacturing process thereof |
| CN106228915B (en) * | 2016-07-28 | 2019-04-19 | 中国船舶重工集团公司第七0九研究所 | A kind of large scale reinforces display terminal and its attaching process |
| CN107390389A (en) * | 2017-05-20 | 2017-11-24 | 合肥市惠科精密模具有限公司 | A kind of hermetically sealed touch-control AMOLED screen manufacturing process |
| CN107351559A (en) * | 2017-07-10 | 2017-11-17 | 东莞市晶博光电有限公司 | A kind of high adhesion mobile phone glass cover plate and its manufacturing process |
| CN108153026B (en) * | 2018-01-25 | 2020-10-02 | Oppo广东移动通信有限公司 | Display screen assembly and electronic equipment |
| CN208367669U (en) * | 2018-05-03 | 2019-01-11 | 广州视源电子科技股份有限公司 | Electromagnetic film outlet structure, direct type backlight display module and display |
| CN109068079B (en) * | 2018-10-19 | 2021-11-02 | 深圳康佳电子科技有限公司 | Television glass backboard module, television and preparation method thereof |
| CN109557703A (en) * | 2018-12-27 | 2019-04-02 | 湖南中普显控电子科技有限公司 | A kind of ruggedized construction and reinforcement means of display |
| CN109949717A (en) * | 2019-04-25 | 2019-06-28 | 广西天山电子股份有限公司 | Combined LCD |
| CN110379300A (en) * | 2019-07-22 | 2019-10-25 | 深圳市华星光电半导体显示技术有限公司 | The production method of frame glue structure and display panel |
| CN110510135B (en) * | 2019-09-04 | 2021-07-23 | 台州西西龙体育用品有限公司 | Liquid crystal display aeronautical instrument |
| CN110774802A (en) * | 2019-10-23 | 2020-02-11 | 广州市联中电子科技有限公司 | Large-size electronic blackboard device and manufacturing method thereof |
| CN110824749B (en) * | 2019-11-06 | 2022-07-19 | 超越科技股份有限公司 | Electromagnetic shielding and sealing structure and method for display screen with external touch screen |
| CN111458937A (en) * | 2020-04-28 | 2020-07-28 | 宁波视睿迪光电有限公司 | Display module and electronic equipment |
| CN111999920A (en) * | 2020-09-04 | 2020-11-27 | 信利光电股份有限公司 | Laminating process and device for liquid crystal display and liquid crystal display |
| CN112351125A (en) * | 2020-10-28 | 2021-02-09 | Oppo广东移动通信有限公司 | Electronic equipment, display unit, display screen assembly and attaching method thereof |
| CN112474171B (en) * | 2020-11-20 | 2021-08-24 | 济南连昌机械有限公司 | A glass plate edge sealing machine |
| CN113031819A (en) * | 2021-03-24 | 2021-06-25 | 深圳市蔚来芯科技有限公司 | Module display structure for image processing |
| CN113138498B (en) * | 2021-04-22 | 2023-10-31 | 武汉华星光电技术有限公司 | display module |
| CN113655666A (en) * | 2021-08-24 | 2021-11-16 | 深圳市瀚达美电子有限公司 | A high-contrast edge-type LED backlight module |
| KR102819783B1 (en) * | 2021-10-08 | 2025-06-16 | 엘지디스플레이 주식회사 | Display device and method for manufacturing the same |
| CN116449597B (en) * | 2023-04-26 | 2025-09-30 | 苏州清越光电科技股份有限公司 | LCD manufacturing process |
| CN119376133A (en) * | 2024-11-14 | 2025-01-28 | 深圳市航盛电子股份有限公司 | Fully laminated touch screen and display device |
| CN120808682A (en) * | 2025-09-08 | 2025-10-17 | 鞍山晶诚电子有限公司 | Vehicle-mounted anti-shake display screen and processing technology thereof |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101359267A (en) * | 2007-07-30 | 2009-02-04 | 比亚迪股份有限公司 | Capacitive touch screen and manufacturing method thereof |
| JP2009098652A (en) * | 2007-09-26 | 2009-05-07 | Toshiba Matsushita Display Technology Co Ltd | Liquid crystal display device |
| CN102004359B (en) * | 2010-10-27 | 2012-02-08 | 姚振罡 | Method for making LCOS (Liquid Crystal On Silicon) liquid crystal display |
| JP5815099B2 (en) | 2014-09-19 | 2015-11-17 | 芝浦メカトロニクス株式会社 | Bonding apparatus and manufacturing method of bonding substrate |
-
2015
- 2015-03-20 CN CN201510123518.9A patent/CN104679339B/en active Active
-
2016
- 2016-03-18 KR KR1020177017231A patent/KR101827808B1/en active Active
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107728379B (en) * | 2017-11-10 | 2023-12-22 | 欧浦登(顺昌)光学有限公司 | Ultrathin direct type backlight flat-panel liquid crystal display module |
| CN107728379A (en) * | 2017-11-10 | 2018-02-23 | 欧浦登(顺昌)光学有限公司 | A kind of ultra-thin direct-type backlight flat panel Liquid Crystal display module |
| WO2019108696A1 (en) * | 2017-11-29 | 2019-06-06 | Corning Incorporated | Light apparatus including a light guide plate |
| CN108962018A (en) * | 2018-09-05 | 2018-12-07 | 苏州添易朗科技有限公司 | The method and one screen that a kind of flat glass and curved-surface display mould group are bonded entirely |
| CN110134291A (en) * | 2019-05-15 | 2019-08-16 | 欧浦登(顺昌)光学有限公司 | Infrared touch-control glass mounting structure, touch accuracy adjusting method and application |
| CN110134291B (en) * | 2019-05-15 | 2024-01-05 | 欧浦登(顺昌)光学有限公司 | Infrared touch glass mounting structure, touch precision adjusting method and application |
| CN110086708A (en) * | 2019-06-11 | 2019-08-02 | 青岛东软载波智能电子有限公司 | A kind of Intelligent household gateway |
| CN110379303A (en) * | 2019-07-29 | 2019-10-25 | 武汉华星光电技术有限公司 | Display device |
| CN110928452A (en) * | 2019-12-11 | 2020-03-27 | 上海易教信息科技有限公司 | Touch glass convex large screen LCD display module and electronic blackboard |
| CN111123570A (en) * | 2020-01-10 | 2020-05-08 | 佛山星乔电子科技有限公司 | Semi-transparent display device easy to install |
| CN115917415A (en) * | 2020-10-20 | 2023-04-04 | 广州视源电子科技股份有限公司 | An interactive smart tablet |
| CN113189801B (en) * | 2021-04-07 | 2024-04-12 | 合肥京东方半导体有限公司 | Edge sealing device for processing liquid crystal glass substrate |
| CN113189801A (en) * | 2021-04-07 | 2021-07-30 | 合肥京东方半导体有限公司 | Edge sealing device for processing liquid crystal glass substrate |
| CN114114739B (en) * | 2021-11-30 | 2024-01-09 | 曲面超精密光电(深圳)有限公司 | Manufacturing method of vehicle-mounted curved surface screen |
| CN114114739A (en) * | 2021-11-30 | 2022-03-01 | 曲面超精密光电(深圳)有限公司 | Method for manufacturing vehicle-mounted curved screen by innovative process |
| CN115185402A (en) * | 2022-07-21 | 2022-10-14 | 中山市瑞福达触控显示技术有限公司 | Manufacturing method of laser-engraved integrated black LCD screen |
| CN115793327A (en) * | 2022-12-02 | 2023-03-14 | 汇中仪表股份有限公司 | Glue-pouring type liquid crystal display screen protection structure and assembling method |
| CN117420703A (en) * | 2022-12-28 | 2024-01-19 | 深圳市华科创智技术有限公司 | A touch screen liquid crystal module and its preparation method |
| CN117156026A (en) * | 2023-01-04 | 2023-12-01 | 荣耀终端有限公司 | Screen assembly structure, screen assembly method and electronic equipment |
| CN116301428A (en) * | 2023-03-21 | 2023-06-23 | 广西中沛光电科技有限公司 | A fully laminating process for an easy-to-return and disassemble touch liquid crystal display panel |
| CN116442540A (en) * | 2023-03-28 | 2023-07-18 | 常州亚玛顿股份有限公司 | Method for preventing orange peel phenomenon by fully attaching liquid crystal display and grating film |
| CN116430621A (en) * | 2023-04-17 | 2023-07-14 | 深圳市歌泰科技有限公司 | Liquid crystal display screen and assembling method |
| CN117746739A (en) * | 2023-12-25 | 2024-03-22 | 芜湖长信新型显示器件有限公司 | Method for reducing light transmission of cover plate through vehicle-mounted water gel lamination based on material expansion |
| CN119418604A (en) * | 2024-11-08 | 2025-02-11 | 武汉华星光电半导体显示技术有限公司 | Display module and bonding method thereof, and display device |
| CN119612187A (en) * | 2024-12-16 | 2025-03-14 | 中电科风华信息装备股份有限公司 | Online tunnel defoamer with built-in transfer basket |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104679339B (en) | 2016-08-17 |
| KR101827808B1 (en) | 2018-03-22 |
| CN104679339A (en) | 2015-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101827808B1 (en) | Integrated fully-sealed liquid crystal screen and manufacturing process for same | |
| EP3264236B1 (en) | Integrated fully-sealed liquid crystal screen and manufacturing process for same | |
| US20160361907A1 (en) | Method for bonding substrates, touch substrate and display device | |
| JP2015232656A (en) | Apparatus and manufacturing method therefor | |
| CN104503630A (en) | Fully-sealed touch control integrated liquid crystal screen and manufacturing process thereof | |
| JP6494920B2 (en) | Manufacturing method of image display device | |
| TWI549830B (en) | The manufacturing method of the layered body | |
| CN106896581A (en) | Backlight assembly and liquid crystal display device | |
| CN111679758B (en) | Attaching method and device for display module, display module and electronic equipment | |
| CN103323971A (en) | Method for laminating glass panel and vacuum laminating machine with method | |
| CN105652523A (en) | Display module, preparation method and display device thereof | |
| CN107728366A (en) | A kind of hermetically sealed touch liquid crystal integrally shields and its manufacturing process | |
| CN106094355A (en) | A kind of hermetically sealed touch liquid crystal one screen and manufacturing process thereof | |
| KR20160026908A (en) | Bonded device manufacturing method | |
| CN116931303A (en) | Manufacturing method of curved surface display screen structure and curved surface display screen structure | |
| CN209373286U (en) | A kind of full fitting liquid crystal display die set structure | |
| KR20130032626A (en) | Uv lamination jig and uv lamination method using the jig | |
| JP4055762B2 (en) | Manufacturing method of electro-optical device | |
| CN106739415A (en) | A kind of implementation method of improved full attaching process | |
| CN206133135U (en) | Manufacturing device | |
| CN114326247A (en) | Ink display lamination process and ink display | |
| KR20170050719A (en) | Liquid crystal display device with black adhesive resin | |
| CN204463065U (en) | A fully sealed touch LCD integrated screen | |
| CN101702402A (en) | Glue overflow preventing device and substrate bonding method using same | |
| TWI414429B (en) | Anti-overflow device and method for adhering substrates |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 9 |