KR20170079708A - 동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재 - Google Patents
동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재 Download PDFInfo
- Publication number
- KR20170079708A KR20170079708A KR1020150190560A KR20150190560A KR20170079708A KR 20170079708 A KR20170079708 A KR 20170079708A KR 1020150190560 A KR1020150190560 A KR 1020150190560A KR 20150190560 A KR20150190560 A KR 20150190560A KR 20170079708 A KR20170079708 A KR 20170079708A
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- foil
- copper foil
- fusing
- insulating material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
- B32B38/004—Heat treatment by physically contacting the layers, e.g. by the use of heated platens or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/046—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/04—Punching, slitting or perforating
- B32B2038/047—Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/022—Foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/026—Porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/12—Copper
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
Abstract
본 발명인 동(Cu)호일을 융착한 다층구조의 단열재 제조방법(1)은, 폴리에틸린을 발포하여 발포PE시트(100)를 형성하는 발포PE시트형성단계(S1)와, 상기 발포PE시트형성단계(S1)에서 형성된 발포PE시트(100)를 타공하여 타공망시트(200)를 형성하는 타공망시트형성단계(S2)와, 상기 타공망시트형성단계(S2)에서 형성된 타공망시트(200)의 일면에 알루미늄(Al)호일(310)을 열융착 함으로써 단위시트(300)를 형성하는 단위시트형성단계(S3)와, 상기 단위시트형성단계(S3)에서 형성된 단위시트(300)의 타면에 동(Cu)호일(410)을 융착함으로써 마감시트(400)를 형성하는 마감시트형성단계(S4)와, 상기에서 형성된 단위시트(300)와 마감시트(400)를 롤투롤 방식에 의해 열융착하여 접합하는 롤투롤융착단계(S5) 및 상기에서 롤(Roll)형태로 제조된 다층구조의 단열재(2)를 소정규격에 따라 절단,포장하여 적재하는 절단,포장단계(S6)로 이루지는 것을 특징으로 한다.
본발명에 의하면, 일면에 알루미늄(Al)호일을 융착한 단위시트(300)와 일면에 동(Cu)호일(410)을 융착한 마감시트(400)를 롤투롤 방식으로 열융착한 결과 알루미늄호일(310)과 알루미늄호일(310) 또는 알루미늄호일(310)과 동(Cu)호일(410) 사이의 타공망시트(200)에 형성되는 적정 크기의 공기셀(Cell)(C)에 의해 전도열과 대류열이 차단되고, 제1 단위시트(300)의 알루미늄(Al)호일(310) 융착면이 벽체와의 접촉면이 되므로 알루미늄(Al)호일(310) 융착면의 낮은 열전도도로 인해, 전체적으로 단열효과가 향상되고, 마감시트(400)의 동(Cu)호일 보호코팅면(412)이 건축물 실내,외에 노출되므로, 동(Cu)호일 보호코팅면(412)의 전면에 의해 전자파를 신속하게 흡수하여 빠르게 배출할 수 있는 동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재가 제공된다.
Description
도2는 발포PE시트 설명도이다.
도3은 도2를 타공부를 형성한 타공마망시트 설명도이다.
도4는 도3에 알루미늄호일을 열융착하여 형성한 단위시트의 설명도이다.
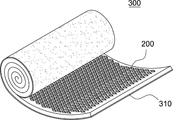
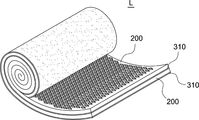
도5는 도4를 2층으로 적층 형성한 단위체의 설명도이다.
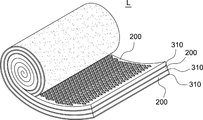
도6은 도4를 3층으로 적층 형성한 단위체의 설명도이다.
도7은 도에의 타면에 동호일을 열융착하여 형성한 마감시트의 설명도이다.
도8은 도5의 부분확대도이다.
도9는 도5의 구성을 설명하는 설명도이다.
도10은 본발명의 동(Cu)호일을 융착한 다층구조의 단열재를 나타낸 설명도이다,
도11은 융착공정을 설명하기 위한 열융착공정 개념도이다.
2 동(Cu)호일을 융착한 다층구조의 단열재
S1 발포PE시트형성단계
S2 타공망시트형성단계
S3 단위시트형성단계
S4 마감시트형성단계
S5 롤투롤융착단계 C 공기셀 L 적층체 h 열롤러
S6 절단,포장단계
100 발포PE시트
200 타공망시트 210 타공부 220 경계부
300 단위시트 310 알루미늄(Al)호일 311 고분자합성수지(PE수지, PP수지 등)층
400 마감시트 410 동(Cu)호일 411 접착면 412 보호코팅면
Claims (2)
- 폴리에틸린을 발포하여 발포PE시트(100)를 형성하는 발포PE시트형성단계(S1)와, 상기 발포PE시트형성단계(S1)에서 형성된 발포PE시트(100)를 타공하여 타공망시트(200)를 형성하는 타공망시트형성단계(S2)와, 상기 타공망시트형성단계(S2)에서 형성된 타공망시트(200)의 일면에 알루미늄(Al)호일(310)을 열융착 함으로써 단위시트(300)를 형성하는 단위시트형성단계(S3)와, 상기 단위시트형성단계(S3)에서 형성된 단위시트(300)의 타면에 동(Cu)호일(410)을 융착함으로써 마감시트(400)를 형성하는 마감시트형성단계(S4)와, 상기에서 형성된 단위시트(300)와 마감시트(400)를 롤투롤 방식에 의해 열융착 하여 접합하는 롤투롤융착단계(S5) 및 롤(Roll)형태로 제조된 본 발명의 다층구조의 단열재(2)를 소정규격에 따라 절단, 포장하여 적재하는 절단,포장단계(S6)로 이루지는 것을 특징으로 하는 동(Cu)호일을 융착한 다층구조의 단열재 제조방법.
- 제1항의 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150190560A KR20170079708A (ko) | 2015-12-31 | 2015-12-31 | 동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150190560A KR20170079708A (ko) | 2015-12-31 | 2015-12-31 | 동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170079708A true KR20170079708A (ko) | 2017-07-10 |
Family
ID=59355262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150190560A Ceased KR20170079708A (ko) | 2015-12-31 | 2015-12-31 | 동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170079708A (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200023125A (ko) * | 2018-08-25 | 2020-03-04 | 신승용 | 화염 확산 방지기능이 향상된 세라믹울 내장형 복합단열재 제조방법 및 그 방법으로 제조된 화염 확산 방지기능이 향상된 세라믹울 내장형 복합단열재 |
| KR20200122438A (ko) * | 2019-04-17 | 2020-10-28 | 주식회사 에어론 | 내화성과 단열성이 향상된 복합기능성단열재 |
| KR20220169525A (ko) * | 2021-06-20 | 2022-12-28 | 주식회사 에어론 | 다층구조의 유기무기 복합단열재 제조방법 및 그 방법에 의해 제조된 다층구조의 유기무기 복합단열재 |
-
2015
- 2015-12-31 KR KR1020150190560A patent/KR20170079708A/ko not_active Ceased
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200023125A (ko) * | 2018-08-25 | 2020-03-04 | 신승용 | 화염 확산 방지기능이 향상된 세라믹울 내장형 복합단열재 제조방법 및 그 방법으로 제조된 화염 확산 방지기능이 향상된 세라믹울 내장형 복합단열재 |
| KR20200122438A (ko) * | 2019-04-17 | 2020-10-28 | 주식회사 에어론 | 내화성과 단열성이 향상된 복합기능성단열재 |
| KR20220169525A (ko) * | 2021-06-20 | 2022-12-28 | 주식회사 에어론 | 다층구조의 유기무기 복합단열재 제조방법 및 그 방법에 의해 제조된 다층구조의 유기무기 복합단열재 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101264912B1 (ko) | 고온 성형용 단열 필름, 이를 이용한 진공 단열재 및 진공 단열재의 제조 방법 | |
| CA2772780C (en) | Honeycomb structure element | |
| CA2535668A1 (en) | Film for suppressing conduction of radiation heat and heat insulating material using the same | |
| KR20120016743A (ko) | 진공단열재용 복합심재, 그 제조방법 및 이를 이용한 진공단열재 | |
| KR20100110279A (ko) | 단열 다중층 블랭킷 | |
| CN102112283A (zh) | 用于隔离系统的多层膜结构 | |
| KR101394871B1 (ko) | 진공단열재용 복합강화 난연성 외포재, 이의 제조방법 및 이를 포함하는 진공단열재 | |
| KR20170079708A (ko) | 동(Cu)호일을 융착한 다층구조의 단열재 제조방법 및 그 방법으로 제조된 동(Cu)호일을 융착한 다층구조의 단열재 | |
| KR101521474B1 (ko) | 단열성이 개선된 단열재 | |
| US6132539A (en) | Method for manufacturing packaging materials with a polyolefin foam layer | |
| RU2016109264A (ru) | Способ и устройство для изготовления композиционного материала | |
| KR20240031225A (ko) | 소화체 | |
| JP2018512544A5 (ko) | ||
| CN105414384A (zh) | 一种金属蛋盒夹层结构的制备方法 | |
| JP5907204B2 (ja) | 真空断熱材の製造方法 | |
| JP3942189B2 (ja) | 真空断熱材の製造方法 | |
| US11787147B2 (en) | Thermal insulating element | |
| KR101558953B1 (ko) | 단열성이 개선된 반사형 단열재 | |
| JP2014228135A (ja) | 真空断熱材の製造方法および真空断熱材 | |
| KR101993529B1 (ko) | 진공단열패널용 외피재, 이를 이용한 건축용 진공단열패널 및 이의 제조방법 | |
| JP2007155135A (ja) | 真空断熱材及びその製造方法 | |
| JP2010084813A (ja) | 真空断熱材およびその製造方法 | |
| KR101603495B1 (ko) | 단열재 제조장치 | |
| CN107816601B (zh) | 真空隔热件 | |
| JP6043153B2 (ja) | 複合フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| T13-X000 | Administrative time limit extension granted |
St.27 status event code: U-3-3-T10-T13-oth-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| T12-X000 | Administrative time limit extension not granted |
St.27 status event code: U-3-3-T10-T12-oth-X000 |
|
| PE0801 | Dismissal of amendment |
St.27 status event code: A-2-2-P10-P12-nap-PE0801 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |