KR20170084207A - 유리-중합체 적층 및 이를 형성하기 위한 공정 - Google Patents
유리-중합체 적층 및 이를 형성하기 위한 공정 Download PDFInfo
- Publication number
- KR20170084207A KR20170084207A KR1020177015835A KR20177015835A KR20170084207A KR 20170084207 A KR20170084207 A KR 20170084207A KR 1020177015835 A KR1020177015835 A KR 1020177015835A KR 20177015835 A KR20177015835 A KR 20177015835A KR 20170084207 A KR20170084207 A KR 20170084207A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- polymer
- polymer laminate
- layer
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229920000642 polymer Polymers 0.000 title claims abstract description 282
- 238000000034 method Methods 0.000 title claims abstract description 39
- 230000008569 process Effects 0.000 title description 14
- 239000011521 glass Substances 0.000 claims abstract description 124
- 238000003475 lamination Methods 0.000 claims abstract description 83
- 239000000853 adhesive Substances 0.000 claims abstract description 32
- 230000001070 adhesive effect Effects 0.000 claims abstract description 32
- 238000010030 laminating Methods 0.000 claims abstract description 15
- 238000005520 cutting process Methods 0.000 claims description 37
- 238000009434 installation Methods 0.000 claims description 25
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 19
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 19
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 9
- 229920001296 polysiloxane Polymers 0.000 claims description 5
- 239000010410 layer Substances 0.000 description 169
- 239000012790 adhesive layer Substances 0.000 description 22
- 230000035945 sensitivity Effects 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 14
- -1 for example Substances 0.000 description 8
- 238000013459 approach Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000005336 cracking Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000005340 laminated glass Substances 0.000 description 5
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- FERIUCNNQQJTOY-UHFFFAOYSA-M Butyrate Chemical compound CCCC([O-])=O FERIUCNNQQJTOY-UHFFFAOYSA-M 0.000 description 3
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Natural products CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000003513 alkali Substances 0.000 description 3
- 239000005354 aluminosilicate glass Substances 0.000 description 3
- 238000007499 fusion processing Methods 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 230000000845 anti-microbial effect Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 1
- ORAAZVDXWSKZHK-UHFFFAOYSA-N Bis-(1-chloro-2-propyl) phosphate Chemical compound CC(CCl)OP(O)(=O)OC(C)CCl ORAAZVDXWSKZHK-UHFFFAOYSA-N 0.000 description 1
- 238000006124 Pilkington process Methods 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 229920000331 Polyhydroxybutyrate Polymers 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 230000006750 UV protection Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 229920003174 cellulose-based polymer Polymers 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000006059 cover glass Substances 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000003280 down draw process Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000008393 encapsulating agent Substances 0.000 description 1
- QHSJIZLJUFMIFP-UHFFFAOYSA-N ethene;1,1,2,2-tetrafluoroethene Chemical group C=C.FC(F)=C(F)F QHSJIZLJUFMIFP-UHFFFAOYSA-N 0.000 description 1
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000006112 glass ceramic composition Substances 0.000 description 1
- 238000007496 glass forming Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000011900 installation process Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229940078707 opticlear Drugs 0.000 description 1
- 239000005015 poly(hydroxybutyrate) Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003283 slot draw process Methods 0.000 description 1
- BYJAVTDNIXVSPW-UHFFFAOYSA-N tetryzoline Chemical compound N1CCN=C1C1C2=CC=CC=C2CCC1 BYJAVTDNIXVSPW-UHFFFAOYSA-N 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229920006352 transparent thermoplastic Polymers 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/1099—After-treatment of the layered product, e.g. cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/58—Cuttability
- B32B2307/581—Resistant to cut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2333/00—Polymers of unsaturated acids or derivatives thereof
- B32B2333/04—Polymers of esters
- B32B2333/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
Landscapes
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Abstract
유리-중합체 적층은 최대 약 300㎛의 두께를 갖는 유리 층 및 상기 유리 층에 적층된 중합체 층을 포함한다. 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 상기 유리 층은 압축 응력을 가지며, 상기 유리-중합체 적층은 최대 약 150N의 보우 평탄화 힘을 갖는다. 방법은 유리 층을 중합체 층에 적층 온도에서 접착제로 적층시켜 유리-중합체 적층을 형성하는 적층 단계를 포함한다. 상기 유리 층은 최대 약 300㎛의 두께를 갖는다. 상기 적층 온도는 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리 층이 압축 응력을 갖도록 충분히 높다. 상기 적층 온도는, 상기 온도 범위 내의 모든 온도에서, 유리-중합체 적층이 최대 약 150N의 보우 평탄화 힘을 갖도록 충분히 낮다.
Description
본 출원은 2014년 11월 17일자로 출원된 미국 가 특허출원 제62/080,764호의 우선권을 주장하며, 이의 전체적인 내용은 여기에 참조로서 혼입된다.
본 개시는 유리-중합체 적층 (glass-polymer laminate)에 관한 것으로서, 좀 더 상세하게는, 이러한 유리-중합체 적층이 파괴 없이 절단되고 설치 가능하도록, 결정된 응력 및 보우 특성 (bowing characteristics)을 갖는 유리-중합체 적층 및 이러한 유리-중합체 적층을 형성하기 위한 공정 및 장치에 관한 것이다.
적층 유리 구조물 (Laminated glass structures)은 다양한 가전제품, 자동차 부품, 건축 구조물, 또는 전자 장치의 제조에 구성요소로 사용될 수 있다. 예를 들어, 적층 유리 구조물은 냉장고, 백스플래시 (backsplashes), 장식용 그레이징 (decorative glazing) 또는 텔레비전과 같은 다양한 최종 제품에 대한 커버유리로서 혼입될 수 있다. 그러나, 유리 층을 파괴하지 않고 현장에서 (예를 들어, 설치 장소에서) 적층 유리 구조물을 절단 및 설치하는 것이 어려울 수 있다. 예를 들어, 넓은 온도 범위에 대해 적층 유리 구조물의 절단 및 설치를 가능하게 하는 것이 바람직할 것이다.
유리-중합체 적층 및 이를 형성하는 방법은 여기에 개시된다.
본 발명은 최대 약 300㎛의 두께를 포함하는 유리 층 및 상기 유리 층에 적층된 중합체 층을 포함하는 유리-중합체 적층은 여기에 개시된다. 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 상기 유리 층은 압축 응력을 포함하고, 및 상기 유리-중합체 적층은 최대 약 150N의 보우 평탄화 힘 (bow flattening force)을 포함한다.
적층 온도 (lamination temperature)에서 접착제로 중합체 층에 유리 층을 적층시켜 유리-중합체 적층을 형성하는, 적층 단계를 포함하는 방법은 여기에 개시된다. 상기 유리 층은 최대 약 300㎛의 두께를 포함한다. 상기 적층 온도는, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리 층이 압축 응력을 포함하도록 충분히 높다. 상기 적층 온도는, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리-중합체 적층이 최대 약 150N의 보우 평탄화 힘을 포함하도록 충분히 낮다.
부가적인 특색들 및 장점들은 하기 상세한 설명에서 서술될 것이고, 부분적으로는 그 상세한 설명으로부터 당업자에게 쉽게 명백할 것이며, 또는 하기 상세한 설명, 청구 범위뿐만 아니라 첨부된 도면을 포함하는, 여기에 기재된 구체 예들을 실행하여 인지될 것이다.
전술한 배경 기술 및 하기 상세한 설명 모두는 단지 대표적인 것이며, 청구 범위의 본질 및 특성을 이해하기 위한 개요 또는 틀거리를 제공하도록 의도된 것으로 이해될 것이다. 첨부 도면은 또 다른 이해를 제공하기 위해 포함되며, 본 명세서에 통합되어 본 명세서의 일부를 구성한다. 도면은 하나 이상의 구체 예(들)를 예시하고, 상세한 설명과 함께 다양한 구체 예의 원리 및 작동을 설명하는 역할을 한다.
도 1은 유리-중합체 적층의 하나의 대표적인 구체 예의 단면도이다.
도 2는 다수의 온도에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 단축의 방향으로 대표적인 유리-중합체 적층의 유리 층에서 응력의 그래프적 예시이다.
도 3은 다수의 온도에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 장축의 방향으로 대표적인 유리-중합체 적층의 유리 층에서의 응력의 그래프적 예시이다.
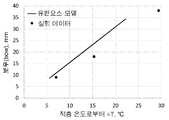
도 4는 적층 온도로부터의 ΔT의 함수에 따라 대표적인 유리-중합체 적층에서 보우 (bow)의 그래픽적 예시이다.
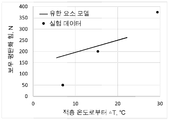
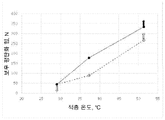
도 5는 적층 온도로부터의 ΔT의 함수에 따라 대표적인 유리-중합체 적층의 보우 평탄화 힘의 그래프적 예시이다.
도 6은 대표적인 유리-중합체 적층의 온도 한계 및 온도 한계와 응력 및 보우 한계 사이에 관계의 그래프적 예시이다.
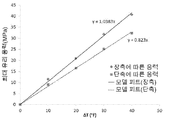
도 7은 적층 온도로부터의 ΔT의 함수에 따라 각각의 장축 및 단축에 따른 대표적인 유리-중합체 적층의 유리 층에서 최대 압축 응력의 그래프적 예시이다.
도 8은 적층 온도로부터 ΔT의 함수에 따라 대표적인 유리-중합체 적층을 절단하는 동안 부품당 균열의 수의 그래프적 예시이다.
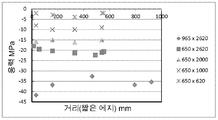
도 9는 다른 크기의 유리-중합체 적층에서 유리-중합체 적층의 짧은 중심선에 따른 위치의 함수에 따라 단축의 방향으로 대표적인 유리-중합체 적층의 유리 층에서 응력의 그래프적 예시이다.
도 10은 다른 크기의 유리-중합체 적층에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 장축의 방향에서 대표적인 유리-중합체 적층의 유리 층에서의 응력의 그래프적 예시이다.
도 11은 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도의 함수에 따라 22℃에서 측정된 대표적인 유리-중합체 적층의 보우를 비교하는 그래프적 예시이다.
도 12는 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도로부터의 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우를 비교한 그래프적 예시이다.
도 13은 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도의 함수에 따라 22℃에서 측정된 모델링된 보우 평탄화 힘을 비교한 그래프적 예시이다.
도 14는 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우 평탄화 힘을 비교한 그래프적 예시이다.
도 15는 2개의 다른 두께의 중합체 층에 대한 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우를 비교한 그래프적 예시이다.
도 16은 2개의 다른 두께의 중합체 층에 대한 적층 온도로부터의 ΔT의 함수에 따라 유리-중합체 적층의 유리 층의 모델링된 최대 응력을 비교한 그래프적 예시이다.
도 17은 대표적인 절단 공정 및 최종 출구 균열 (resulting exit cracking)에 의해 형성된 마감 절단을 나타내는 사진의 선화 복제 (line drawing drawing reproduction)이다.
도 18은 유리-중합체 적층에 형성된 대표적인 노치 (notch)를 나타내는 사진의 선화 복제이다.
도 2는 다수의 온도에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 단축의 방향으로 대표적인 유리-중합체 적층의 유리 층에서 응력의 그래프적 예시이다.
도 3은 다수의 온도에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 장축의 방향으로 대표적인 유리-중합체 적층의 유리 층에서의 응력의 그래프적 예시이다.
도 4는 적층 온도로부터의 ΔT의 함수에 따라 대표적인 유리-중합체 적층에서 보우 (bow)의 그래픽적 예시이다.
도 5는 적층 온도로부터의 ΔT의 함수에 따라 대표적인 유리-중합체 적층의 보우 평탄화 힘의 그래프적 예시이다.
도 6은 대표적인 유리-중합체 적층의 온도 한계 및 온도 한계와 응력 및 보우 한계 사이에 관계의 그래프적 예시이다.
도 7은 적층 온도로부터의 ΔT의 함수에 따라 각각의 장축 및 단축에 따른 대표적인 유리-중합체 적층의 유리 층에서 최대 압축 응력의 그래프적 예시이다.
도 8은 적층 온도로부터 ΔT의 함수에 따라 대표적인 유리-중합체 적층을 절단하는 동안 부품당 균열의 수의 그래프적 예시이다.
도 9는 다른 크기의 유리-중합체 적층에서 유리-중합체 적층의 짧은 중심선에 따른 위치의 함수에 따라 단축의 방향으로 대표적인 유리-중합체 적층의 유리 층에서 응력의 그래프적 예시이다.
도 10은 다른 크기의 유리-중합체 적층에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 장축의 방향에서 대표적인 유리-중합체 적층의 유리 층에서의 응력의 그래프적 예시이다.
도 11은 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도의 함수에 따라 22℃에서 측정된 대표적인 유리-중합체 적층의 보우를 비교하는 그래프적 예시이다.
도 12는 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도로부터의 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우를 비교한 그래프적 예시이다.
도 13은 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도의 함수에 따라 22℃에서 측정된 모델링된 보우 평탄화 힘을 비교한 그래프적 예시이다.
도 14는 유리-중합체 적층의 2개의 다른 크기에 대한 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우 평탄화 힘을 비교한 그래프적 예시이다.
도 15는 2개의 다른 두께의 중합체 층에 대한 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우를 비교한 그래프적 예시이다.
도 16은 2개의 다른 두께의 중합체 층에 대한 적층 온도로부터의 ΔT의 함수에 따라 유리-중합체 적층의 유리 층의 모델링된 최대 응력을 비교한 그래프적 예시이다.
도 17은 대표적인 절단 공정 및 최종 출구 균열 (resulting exit cracking)에 의해 형성된 마감 절단을 나타내는 사진의 선화 복제 (line drawing drawing reproduction)이다.
도 18은 유리-중합체 적층에 형성된 대표적인 노치 (notch)를 나타내는 사진의 선화 복제이다.
이하 첨부된 도면에 예시된 대표적인 구체 예들에 대해 상세하게 언급될 것이다. 가능한 한, 동일한 참조 번호는 동일하거나 유사한 부분을 나타내기 위해 도면 전체에 걸쳐 사용될 것이다. 도면의 구성요소는 반드시 스케일이 아니며, 대신에 대표적인 구체 예의 원리를 예시할 때 강조된다.
다양한 구체 예에서, 유리-중합체 적층은 최대 약 300㎛의 두께를 갖는 유리 층 및 상기 유리 층에 적층된 중합체 층을 포함한다. 상기 유리 층, 중합체 층 및/또는 적층 공정의 특성은, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 상기 유리 층이 압축 응력을 포함하고 및 상기 유리-중합체 적층은 최대 약 150N의 보우 평탄화 힘을 포함하도록 조절된다.
여기서 사용된 바와 같은, 그리고 별도의 언급이 없는 한, 용어 "열팽창계수"는 유리 물질 또는 층에 대해 20℃ 내지 300℃ 및 중합체 물질 또는 층에 대해 0℃ 내지 40℃의 온도 범위에서 걸쳐 물질 또는 층의 평균 열팽창계수 (CTE)를 나타낸다.
여기에 사용된 바와 같은, 용어 "보우 (bow)"는 굽은 유리-중합체 적층에 의해 나타나는 곡률의 양을 나타낸다. 상기 보우는 굽은 유리-중합체 적층을 평면에 놓고, 평면과 상기 평면으로부터 유리-중합체 적층의 최대 변위 사이에 최대 거리를 측정하여 결정된다.
여기에 사용된 바와 같은, 용어 "보우 평탄화 힘"은, 굽은 유리-중합체 적층을 실질적으로 평면 형상으로 압력을 가하기에 충분한 최소 힘을 의미한다. 상기 보우 평탄화 힘은 유리-중합체 적층이 실질적으로 평면 형상일 때까지 굽은 유리-중합체 적층에 증가하는 힘을 가하여 (예를 들어, 유리-중합체 적층 상에 중량을 가하여) 결정된다. 힘은 보우를 결정할 때 평면에서 가장 먼 유리-중합체 적층의 에지에 적용된다. 예를 들어, 유리-중합체 적층이 장축을 중심으로 굽어진 경우, 상기 힘은 유리-중합체 적층의 긴 에지에 적용된다. 선택적으로, 유리-중합체 적층이 단축을 중심으로 굽어진다면, 상기 힘은 유리-중합체 적층의 짧은 에지에 적용된다. 상기 힘은 유리-중합체 적층의 마주보는 에지에 대칭적으로 적용된다. 예를 들어, 대칭적으로 힘을 가하기 위해 유리-중합체 적층의 마주보는 긴 에지 또는 마주보는 짧은 에지에 동일한 양의 중량을 놓을 수 있다.
여기에 기재된 유리-중합체 적층은 건축 적용으로 사용될 수 있다. 예를 들어, 유리-중합체 적층은 장식용 패널 (예를 들어, 백스플래시 또는 벽 패널) 및/또는 기능성 패널 (예를 들어, 화이트 보드 또는 프로젝션 스크린)로 사용될 수 있다. 이러한 적용에서, 유리-중합체 적층을 생산 장소에서 생산한 다음 유리-중합체 적층을 절단하여 설치 위치의 현지 (즉, 현장)에서 크기를 정하는 것이 유리할 수 있다. 또한, 광범위한 온도에서 유리-중합체 적층을 절단하고 설치할 수 있는 것이 유리할 수 있다. 예를 들어, 설치 위치의 현장 온도는, 년 중 다른 시간대 (예를 들어, 여름 대 겨울) 또는 다른 지리적 위치에 따라 상당히 다를 수 있으며, 유리-중합체 적층 또는 이의 일부 (예를 들어, 유리 층)를 파괴하지 않고 다양한 지리적 위치에서 및 년 중 다른 시간대에서 유리-중합체 적층을 절단 및 설치할 수 있는 것이 유리할 수 있다.
일반적으로, 유리 층의 CTE 및 중합체 층의 CTE는 실질적으로 다르다. 예를 들어, 유리 층의 CTE는 여기에 기재된 바와 같이 중합체 층의 CTE보다 실질적으로 작다. 유리 층과 중합체 층 사이에 CTE 불일치는, 유리-중합체 적층의 절단 및 설치 및/또는 유리-중합체 적층의 작동 수명에 대한 온도 범위를 제한할 수 있는 두 가지 영향을 결과할 수 있다.
CTE 불일치의 제1 영향은 유리 층의 응력이다. 적층 온도에서, 유리 층 및 중합체 층의 응력은 0이다. 유리-중합체 적층의 온도가 적층 온도 이상으로 증가함에 따라, 유리 층에서의 인장 응력은 유리가 파단될 때까지 증가한다. 이는 유리-중합체 적층이 절단될 수 있는 최대 온도 및 마감 후 유리-중합체 적층의 수명 동안의 최대 온도를 제한한다.
CTE 불일치의 제2 영향은 유리-중합체 적층의 보우이다. 보우는, 유리가 압축된 경우, 적층 온도 이하의 온도에서 가장 분명하다. 유리-중합체 적층의 온도가 적층 온도 이하로 감소함에 따라, 증가하는 힘의 양은 유리-중합체 적층을 평평하게 하기 위해 요구된다. 다시 말하면, 유리-중합체 적층의 온도가 적층 온도 이하로 감소함에 따라, 유리-중합체 적층의 보우 평탄화 힘은 증가한다. 영구 접착제가 (예를 들어, 설치 동안) 경화되면서 평면에 대해 그 자리에 유리-중합체 적층을 유지하는데 감압 접착제 (pressure sensitive adhesive)가 사용되는 경우, 유리-중합체 적층의 보잉 (bowing)은 평면으로부터 임시 접착제를 당길 수 있고, 및 영구 접착제의 적절한 부착을 방지한다. 더 낮은 온도는 감압 접착제의 접착력을 제한할 수 있으며, 이는 설치 공정을 더욱 제한하며 및 더 낮은 보잉 유도 평탄화 힘에 유리한다.
더 높은 절단 온도 (cutting temperatures)에서 유리 층에서 허용할 수 없는 높은 인장 응력을 피하기 위해 적층 온도를 증가시키는 것이 유리할 수 있다. 더 낮은 설치 온도 (installation temperatures)에서 허용할 수 없는 높은 보우 평탄화 힘을 피하기 위해 적층 온도를 감소시키는 것이 또한 유리할 수 있다. 따라서, 고온 절단 한계 및 저온 설치 한계는 반대 방향으로 적층 온도를 조정하도록 하는 경쟁 목표이다.
유리 층 및 중합체 층의 특성 및 적층 공정은 결정된 온도 범위에 걸쳐 유리-중합체 적층의 절단 및 설치를 가능하도록 여기에 기재된 바와 같이 조절될 수 있다. 예를 들어, 몇몇 구체 예에서, 유리-중합체 적층은, 여기에 기재된 바와 같이 적어도 35℃의 고온 절단 및 설치 한계, 최대 16℃의 저온 설치 한계, 및/또는 최대 0℃의 저온 수명 한계를 갖는다.
도 1은 유리-중합체 적층 (100)의 하나의 대표적인 구체 예의 단면도이다. 유리-중합체 적층 (100)은 유리 층 (110), 중합체 층 (120), 및 유리 층 (110)과 중합체 층 (120) 사이에 배치된 접착제 층 (130)을 포함한다. 따라서, 중합체 층 (120)은 접착제 층 (130)으로 유리 층 (110)에 적층된다. 몇몇 구체 예에서, 유리-중합체 적층 (100)은, 도 1에 나타낸 바와 같은, 적층 시트를 포함한다. 적층 시트는 길이, 폭, 및 두께를 갖는다. 길이는 가장 긴 치수이고, 두께가 가장 작은 치수이다. 각각의 길이 및 폭은 두께보다 실질적으로 더 크다 (예를 들어, 적어도 10배 더 크다). 적층 시트는 실질적으로 평면 (즉, 평평한) 또는 비-평면 (즉, 만곡)일 수 있다. 다른 구체 예에서, 유리-중합체 적층은 3-차원 (3D) 형상을 포함한다. 예를 들어, 3D 형상은 성형 장치에서 적층 시트를 성형하여 형성될 수 있다.
몇몇 구체 예에서, 유리 층 (110)은 유연한 유리 층을 포함한다. 따라서, 유리 층 (110)은 최대 약 300㎛, 최대 약 200㎛, 최대 약 150㎛, 또는 최대 약 100㎛의 두께를 포함한다. 부가적으로 또는 선택적으로, 유리 층 (110)은 적어도 약 50㎛의 두께를 포함한다. 예를 들어, 유리 층 (110)은 약 150㎛ 내지 약 250㎛의 두께를 포함한다. 유리 층 (110)은 유리 물질, 세라믹 물질, 유리-세라믹 물질, 또는 이들의 조합을 포함한다.
유리 층 (110)은 적절한 형성 공정을 사용하여 형성될 수 있다. 예를 들어, 유리 층 (110)은 퓨전 공정 (fusion process)과 같은 다운인발 공정을 사용하여 형성될 수 있다. 퓨전 공정을 사용하여 유리 층 (110)을 형성하는 것은 다른 방법에 의해 생산된 유리 시트와 비교하여 유리 층이 우수한 평탄도 및 평활도를 갖는 표면을 갖는 것이 가능할 수 있다. 퓨전 공정은 미국 특허 제3,338,696호 및 제3,682,609호에 기재되어 있다. 다른 적절한 유리 형성 공정은 플로우트 공정, 업인발 공정, 또는 슬롯 인발 공정을 포함할 수 있다. 몇몇 구체 예에서, 유리 층 ((110)은 항균 특성을 포함한다. 예를 들어, 유리 층 (110)은, 미국 공개 특허출원 제2012/0034435호에 기재된 바와 같이, 0 ㎍/㎠ 초과 내지 0.047 ㎍/㎠의 범위에서 유리 층 표면에 은 이온농도를 포함한다. 부가적으로 또는 선택적으로, 유리 층 (110)은, 미국 공개 특허출원 제2011/0081542호에 기재된 바와 같은 원하는 항균 특성을 얻기 위해, 은을 포함하는 유약 (glaze)으로 코팅되거나, 또는 은 이온으로 도핑된다. 부가적으로 또는 선택적으로, 유리 층 (110)은 원하는 항-균 효과를 달성하기 위해 50% SiO2, 25% CaO, 및 25% Na2O의 몰 조성물을 포함한다.
몇몇 구체 예에서, 중합체 층 (120)은 적어도 약 2mm, 적어도 약 3mm, 적어도 약 4mm, 또는 적어도 약 5mm의 두께를 포함한다. 부가적으로 또는 선택적으로, 중합체 층 (120)은 최대 약 10mm, 최대 약 9mm, 최대 약 8mm, 최대 약 7mm 또는 최대 약 6mm의 두께를 포함한다. 예를 들어, 중합체 층 (120)은 약 2.9 mm 내지 약 6.1 mm, 약 3.9 mm 내지 약 6.1 mm 또는 약 5.1 mm 내지 약 6.1 mm의 두께를 포함한다. 중합체 층 (120)은, 예를 들어, 폴리에틸렌 테레프탈레이트 (PET), 폴리에틸렌 나프탈레이트 (PEN), 에틸렌 테트라플루오로에틸렌 (ETFE), 열중합체 (thermopolymer) 폴리올레핀 (폴리에틸렌, 폴리프로필렌, 블럭 공중합체 폴리프로필렌 (BCPP), 또는 고무의 TPO™-중합체/충진제 블랜드), 폴리에스테르, 폴리카보네이트, 폴리비닐부테레이트, 폴리염화비닐 (PVC), 폴리에틸렌 또는 치환된 폴리티에닐렌, 폴리하이드록시부티레이트, 폴리하이드록시비닐부티레이트, 폴리비닐아세틸렌, 투명한 열가소성 수지, 투명한 폴리부타디엔, 폴리시아노알릴레이트, 셀룰로오스-계 중합체, 폴리아크릴레이트, 폴리메타아크릴레이트, 폴리비닐알코올 (PVA), 폴리설파이드, 폴리비닐 부티랄 (PVB), 폴리(메틸 메타아크릴레이트) (PMMA), 폴리실록산, 또는 이의 조합과 같은 중합체 물질을 포함한다. 중합체 층 (120)은 투명, 반투명 또는 불투명일 수 있다. 몇몇 구체 예에서, 중합체 층 (120)은, 유리 층 (110)을 통해 보이는 색상, 장식 패턴, 또는 디자인을 포함한다. 중합체 층 (120)은 중합체 층을 형성하기 위해 함께 적층된 단일 층 또는 다중 층을 포함할 수 있다. 예를 들어, 중합체 층 (120)은 장식 필름의 장식 색상 또는 패턴이 유리 층 (110)을 통해 보이도록 중합체 기판 층 및 상기 중합체 기판 층의 표면상에 배치된 장식 필름을 포함할 수 있다.
몇몇 구체 예에서, 접착제 층 (130)은 적어도 약 10 ㎛, 적어도 약 20 ㎛, 적어도 약 30 ㎛, 또는 적어도 약 40 ㎛의 두께를 포함한다. 부가적으로 또는 선택적으로, 접착제 층 (130)은 최대 약 100㎛, 최대 약 90㎛, 최대 약 70㎛, 또는 최대 약 60㎛의 두께를 포함한다. 예를 들어, 접착제 층 (130)은 약 25㎛ 내지 약 75㎛의 두께를 포함한다. 접착제 층 (130)은 비-접착성 중간층, 접착제의 시트 또는 필름, 액체 접착제, 분말 접착제, 감압 접착제, 자외선 (UV) 경화성 접착제, 열경화성 접착제, 다른 적절한 접착제 또는 이들의 조합을 포함한다. 예를 들어, 접착제 층 (130)은, 예를 들어, (UV에 의해 경화되는) Norland 68, (실온에서 가압에 의해 결합되는) 3M OCA 8211 또는 8212, 3M 4905, OptiClear® 접착제, 실리콘, 아크릴레이트, 광학적으로 투명한 접착제, 앤캡슐런트 (encaptulant) 물질, 폴리우레탄, 또는 나무 아교 (wood glue)와 같은 저온 접착제를 포함한다. 부가적으로 또는 선택적으로, 접착제 층 (130)은, 예를 들어, DuPont SentryGlas, DuPont PV 5411, Japan World Corporation material FAS, 또는 폴리비닐 부티랄 수지와 같은 고온 접착제를 포함한다. 몇몇 구체 예에서, 접착제 층 (130)은, 예를 들어, 착색제, 장식, 열 또는 UV 저항제 (resistance agent) 또는 AR 여과제 (filtration agent)와 같은 하나 이상의 기능성 성분을 포함한다. 접착제 층 (130)은 경화시 광학적으로 투명 또는 불투명할 수 있다. 몇몇 구체 예에서, 접착제 층 (130)은 유리 층 (110)을 통해 보이는 색상, 장식 패턴, 또는 디자인을 갖거나 또는 갖지 않는 시트 또는 필름을 포함한다.
중합체 층 (120)은 유리-중합체 적층 (100)을 형성하기 위해 적절한 적층 공정을 사용하여 유리 층 (110)에 적층될 수 있다. 예를 들어, 중합체 층 (120)은 시트-대-시트 (S2S) 적층 공정을 사용하여 유리 층 (110)에 적층될 수 있고, 여기서 압력 및/또는 열은 접착제 층 (130)을 사용하여 중합체 층에 유리 층을 결합하는데 사용된다. 선택적으로, 중합체 층 (120)은 롤-대-시트 (R2S) 또는 롤-대-롤 (R2R) 적층 공정을 사용하여 유리 층 (110)에 적층될 수 있고, 여기서 압력은 공급 롤 (supply roll) 또는 복수의 개별 시트로부터의 연속적 리본으로 중합체 층에 공급 롤로부터 유리 층의 연속적 리본을 결합하는데 사용된다. 적층 공정은 여기에 기재된 바와 같이 유리-중합체 적층에 원하는 특성을 부여하도록 조절될 수 있다. 적층 후에, 유리-중합체 적층 (110)은, 여기에 기재된 바와 같이, 또한 절단 및/또는 설치될 수 있다.
몇몇 구체 예에서, 유리 층 (110) 및/또는 중합체 층 (120)의 특성 (예를 들어, CTE 또는 탄성 계수); 유리 층, 중합체 층, 및/또는 유리-중합체 적층 (100)의 치수; 및/또는 적층 조건 (예를 들어, 적층 온도)은, 약 16℃ 내지 약 32℃의 온도 범위에 걸쳐 유리-중합체 적층의 절단 및 설치를 가능하도록 조절된다. 예를 들어, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리 층 (110)은 압축 응력을 포함하고, 및 유리-중합체 적층 (100)은 최대 약 150N의 보우 평탄화 힘을 포함한다. 부가적으로, 또는 선택적으로, 유리-중합체 적층 (100)은 약 32.2℃의 절단 온도에서 휴대용 전동 공구로 절단을 견딜 수 있다.
몇몇 구체 예에서, 유리 층 (110)은 적어도 약 0.5x10-6℃-1, 적어도 약 1x10-6℃-1, 적어도 약 1.5x10-6℃-1, 적어도 약 2x10-6℃-1, 또는 적어도 약 2.5x10-6℃-1의 CTE를 포함한다. 부가적으로 또는 선택적으로, 유리 층 (110)은 최대 약 9x10-6℃-1, 최대 약 8x10-6℃-1, 최대 약 7x10-6℃-1, 최대 약 6x10-6℃-1, 최대 약 5x10-6℃-1, 또는 최대 약 4x10-6℃-1의 CTE를 포함한다. 예를 들어, 유리 층 (110)은 약 2.7x10-6℃-1 내지 약 3.7x10-6℃-1의 CTE를 포함한다.
몇몇 구체 예에서, 중합체 층 (120)은 적어도 약 20x10-6℃-1, 적어도 약 30x10-6℃-1, 적어도 약 40x10-6℃-1, 적어도 약 50x10-6℃-1, 적어도 약 60x10-6℃-1, 또는 적어도 약 70x10-6℃-1의 CTE를 포함한다. 부가적으로 또는 선택적으로, 중합체 층 (120)은 최대 약 130x10-6℃-1, 최대 약 120x10-6℃-1, 최대 약 110x10-6℃-1, 최대 약 100x10-6℃-1, 최대 약 90x10-6℃-1, 또는 최대 약 80x10-6℃-1의 CTE를 포함한다. 예를 들어, 중합체 층 (120)은 약 74.5x10-6℃-1 내지 약 75.5x10-6℃-1의 CTE를 포함한다.
몇몇 구체 예에서, 유리 층 (110)과 중합체 층 (120) 사이에 CTE 또는 CTE 불일치의 차이는, 적어도 약 10x10-6℃-1, 적어도 약 20x10-6℃-1, 적어도 약 30x10-6℃-1, 적어도 약 40x10-6℃-1, 적어도 약 50x10-6℃-1, 적어도 약 60x10-6℃-1, 또는 적어도 약 70x10-6℃-1이다.
몇몇 구체 예에서, 유리 층 (110) 및 중합체 층 (120)은 도 1을 참조하여 여기서 기재된 바와 같은 두께를 포함한다. 이러한 구체 예에서, 유리-중합체 적층 (100)은 적어도 약 100mm, 적어도 약 200mm, 적어도 약 300mm, 적어도 약 400mm, 적어도 약 500mm 또는 적어도 약 600mm의 폭을 포함한다. 부가적으로 또는 선택적으로, 유리-중합체 적층은 최대 약 1300 mm, 최대 약 1200 mm, 최대 약 1100 mm, 최대 약 1000 mm, 최대 약 900 mm, 또는 최대 약 800 mm의 폭을 포함한다. 예를 들어, 유리-중합체 적층은 약 640mm 내지 약 740mm의 폭을 포함한다. 이러한 구체 예에서, 유리-중합체 적층 (100)은 적어도 약 2000mm, 적어도 약 2100mm, 적어도 약 2200mm, 적어도 약 2300mm, 적어도 약 2400mm 또는 적어도 약 2500mm의 길이를 포함한다. 부가적으로 또는 선택적으로, 유리-중합체 적층은 최대 약 3200 mm, 최대 약 3100 mm, 최대 약 3000 mm, 최대 약 2900 mm, 최대 약 2800 mm, 또는 최대 약 2700 mm의 길이를 포함한다. 예를 들어, 유리-중합체 적층은 약 2570 mm 내지 약 2670 mm의 길이를 포함한다.
몇몇 구체 예에서, 유리 층 (110)은 유리-중합체 적층 (100)을 형성하기 위해 적층 온도에서 접착제 층 (130)으로 중합체 층 (120)에 적층된다. 적층 온도는, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리 층 (110)이 압축 응력을 포함하도록 충분히 높다. 적층 온도는, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리-중합체 적층 (100)이 최대 약 150 N의 보우 평탄화 힘을 포함하도록 충분히 낮다. 몇몇 구체 예에서, 적층 온도는, 적어도 약 30℃ 또는 적어도 약 33℃이다. 부가적으로, 또는 선택적으로, 적층 온도는 최대 약 45℃, 최대 약 40℃, 또는 최대 약 37℃이다. 예를 들어, 적층 온도는 약 30℃ 내지 약 45℃, 약 30℃ 내지 약 40℃, 또는 약 33℃ 내지 약 37℃이다.
몇몇 구체 예에서, 유리-중합체 적층 (100)은 적층 온도보다 낮은 절단 온도에서 휴대용 전동 공구로 절단된다. 예를 들어, 휴대용 전동 공구는 라우터 (router) 또는 톱 (예를 들어, 테이블 톱)을 포함한다. 적층 온도 이하의 절단 온도에서 유리-중합체 적층 (100)을 절단하는 것은, 절단 동안 유리 층 (110)이 압축하에 있고 유리 층의 파괴를 피하는데 도움이 될 수 있다. 몇몇 구체 예에서, 유리-중합체 적층(100)을 절단하는 단계는, 유리-중합체 적층의 제1 에지에 노치 (notch)를 형성하는 단계 및 제1 에지의 반대편의 제2 에지로부터 노치를 향하여 유리 중합체 적층을 절단하는 단계를 포함한다.
몇몇 구체 예에서, 유리-중합체 적층 (100)은 적층 온도보다 낮은 또는 적층 온도보다 최대 약 5℃ 초과하는 설치 온도에서 실질적으로 평면에 결합된다. 예를 들어, 실질적으로 평면은 벽, 천장, 바닥, 조리대 또는 벤치탑 (benchtop), 테이블 탑 또는 다른 적절한 표면을 포함한다. 몇몇 구체 예에서, 설치 온도는 적어도 약 16℃이다. 예를 들어, 설치 온도는 약 16℃ 내지 약 40℃ 또는 약 16℃ 내지 약 35℃이다. 약 16℃ 내지 적층 온도의 설치 온도에서 유리-중합체 적층을 설치하는 것은, 보우 평탄화 힘이 설치 동안 충분히 낮고 (예를 들어, 최대 약 150 N), 유리 층 (110)이 설치 동안 유리 층의 파괴를 피하는 압축하에 있는 것을 보장하는데 도움을 줄 수 있다. 몇몇 구체 예에서, 유리-중합체 적층 (100)을 실질적으로 평면에 결합시키는 단계는, 유리-중합체 적층과 실질적으로 평면 사이에 제1 접착제 및 제2 접착제를 적용하는 단계 및 제2 접착제가 경화되는 동안 제1 접착제로 실질적으로 평면상의 위치에 유리-중합체 적층을 유지하는 단계를 포함한다. 예를 들어, 제1 접착제는 감압 접착제를 포함한다. 부가적으로 또는 선택적으로, 제2 접착제는 실리콘-계 접착제를 포함한다. 감압 접착제로 제 위치에 유리-중합체 적층 (100)을 유지하는 것은, 실리콘-계 접착제가 경화되는 것을 가능하게 하여 실질적으로 평면상의 제자리에 유리-중합체 적층을 고정시킬 수 있다.
실시 예
비교 예
도 1에 나타낸 일반적인 구조를 갖는 유리-중합체 적층은 S2S 적층 공정 및 약 22℃의 적층 온도를 사용하여 접착제 층으로 유리 층에 중합체 층을 적층시켜 형성된다. 유리 층은 3.2x10-6℃-1의 CTE 및 74 GPa의 탄성 계수를 갖는 알칼리토 보로알루미노실리케이트 유리로부터 형성된다. 중합체 층은 약 75x10-6℃-1의 CTE 및 3 GPa의 탄성 계수를 갖는 PMMA로 형성된다. 접착제 층은 중합체 층보다 낮은 탄성 계수를 갖는 광학적으로 투명한 감압 접착제로 형성된다. 유리 층은 200㎛의 두께를 갖는다. 중합체 층은 5.6 mm의 두께를 갖는다. 접착제 층은 50㎛의 두께를 갖는다. 유리-중합체 적층은 직사각형의 형상이며, 및 920 mm의 폭 및 2620 mm의 길이를 갖는다.
유리-중합체 적층은 휴대용 전동 공구로 절단되어, 이의 사전-적층 조건으로부터 유리 층의 강도에서 상당한 변화를 결과한다. 라우터 또는 테이블 톱으로의 절단은, 100mm x 50mm 4-점 굽힘 표본 (four-point bend specimen)을 사용하여 측정된 약 20MPa의 B10 유리 에지 강도를 결과한다. 크기 통계 (size statistics) 및 유리 피로 (fatigue)에 대하여 이 강도의 조정은, B10 유리 에지 강도를 약 5MPa로 감소시킨다. 절단 에지에 마감 단계의 부가는, B10 에지 강도를 약 70MPa로 개선시킨다. 크기 통계 및 유리 피로에 대하여 이 강도의 조정은, B10 유리 에지 강도를 약 12MPa로 감소시킨다.
유리 층의 응력은 유리-중합체 적층의 짧은 중심선을 따라 다수의 지점에서 2개의 직교 방향으로 측정된다. 각 방향에서 최대 응력 값은 적층의 중심에 있는 것으로 밝혀졌다. 도 2는 다수의 온도에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 단축의 방향에서 유리 층의 응력의 그래프적 예시이다. 도 3은 다수의 온도에서 유리-중합체 적층의 짧은 중심선을 따른 위치의 함수에 따라 장축 방향에서 유리 층의 응력의 그래프적 예시이다. 도 2-3에서, 음의 값은 압축 응력을 나타내고, 및 양의 값은 인장 응력을 나타낸다.
도 2에 나타낸 바와 같이, 중심선을 따른 위치가 에지에 접근함에 따라, 그 에지에 수직인 방향의 응력은 0에 접근한다. 도 3에 나타낸 바와 같이, 에지에 평행한 방향에서 응력은, 중심선을 따른 위치가 그 에지에 접근함에 따라, 감소할 가능성이 더 적다. 도 2는 약 2.4MPa/℃의 온도에 대한 응력 민감도 (stress sensitivity)를 나타내고, 및 도 3은 약 3.3MPa/℃의 응력 민감도를 나타낸다. 실험값은 2 MPa/℃ 내지 4 MPa/℃의 범위이다. 분석 모델링 및 유한 요소 모델링 (finite element modeling)은, 약 3 MPa/℃의 민감도를 나타내는, 실험값과 잘 일치하며, 및 PMMA의 CTE 및 탄성 계수와 같은 입력 특성에 크게 의존한다.
온도에 대한 이러한 응력 민감도의 잠재적인 문제점은, 적층 온도 이상으로 유리-중합체 적층의 온도에서 2℃ 증가가 유리 층 파괴에 충분한 응력을 발생시킬 수 있고, 및 적층 온도 이상으로 유리-중합체 적층의 온도에서 4℃ 증가가 이의 수명 동안 어느 지점에서 마감된 에지를 갖는 유리 층을 파괴하기에 충분한 응력을 발생시킬 수 있다는 점이다.
유리-중합체 적층의 온도는 적층 온도 이하로 감소되어, PMMA가 유리보다 더 많이 수축되고 상기 적층의 보잉을 결과한다. 예상외로, 상기 보잉은 단축이 아니라 적층의 장축에 대해 일어난다. 상기 보잉은 유한 요소 모델을 사용하여 모델링된다. 이 모델은 보잉이 실험적으로 관찰된 것과 같은 방향으로 발생하도록 강제된다. 도 4는 적층 온도로부터 ΔT, 또는 적층 온도와 보우가 측정되는 유리-중합체 적층의 온도 사이에 차이의 함수에 따라 유리-중합체 적층에서 보우의 그래프적 예시이다. 선 (line)은, 3000MPa의 실험값과 대조적으로, PMMA의 탄성 계수에 대해 1300MPa의 값을 사용하여 보우를 예측하는 유한 요소 모델의 결과를 나타낸다. 탄성 계수가 높을수록 더 딱딱한 유리-중합체 적층, 및 도 4에 나타낸 데이터 점에 의해 나타낸 바와 같이 더 작은 양의 보잉을 결과한다. 이 모델은 약 1.6mm/℃의 ΔT에 대한 보우 민감도를 나타내고, 및 실험 데이터는 약 1.3mm/℃의 ΔT에 대한 보우 민감도를 나타낸다.
도 5는 적층 온도로부터의 ΔT의 함수에 따라 유리-중합체 적층의 보우 평탄화 힘의 그래프적 예시이다. 실험 데이터는 유리-중합체 적층을 평탄하게 하기 위해 유리-중합체 적층상에 중량 (weights)을 놓아 결정된다. 그래프의 상부 우측 코너에 있는 데이터 점은 가능한 최대 힘이 적용될 때 보우가 완전히 제거되지 않았음을 나타낸다. 선은 보우 평탄화 힘을 예측하는 유한 요소 모델의 결과를 나타낸다. 이 모델은 약 5.4 N/℃의 ΔT에 대한 보우 평탄화 힘 민감도를 나타내며, 및 실험 데이터는 >14 N/℃의 ΔT에 대한 보우 평탄화 힘 민감도를 나타낸다. 보우 평탄화 힘이 150N 이상으로 증가함에 따라, 유리-중합체 적층을 접착테이프로 벽에 장착하는 것은 대단히 어렵게 된다.
유리-중합체 적층은, 여기에 기재된 바와 같이, 적어도 35℃의 고온 절단 및 설치 한계, 최대 16℃의 저온 설치 한계, 및/또는 최대 0℃의 저온 수명 한계를 갖는 것이 유리할 수 있다.
22℃에서 적층된, 비교 예의 유리-중합체 적층은, 고온 절단 및 설치 한계에서 유리 층에 65 MPa의 인장 응력을 가지게 되어, 절단 동안 또는 절단 전에 유리 층이 파괴될 가능성이 있다. 비교 예의 유리-중합체 적층은 저온 설치 한계에서 250N 이상의 보우 평탄화 힘을 가질 것이어서, 유리-중합체 적층의 설치를 어렵게 할 가능성 있다.
실시 예 1
도 6은 유리-중합체 적층의 온도 한계 및 상기 온도 한계와 응력과 보우 한계 사이에 관계를 나타내는 그래프적 예시이다. 유리 층 및/또는 중합체 층의 특성 (예를 들어, CTE 또는 탄성 계수); 유리 층, 중합체 층, 및/또는 유리-중합체 적층의 치수; 및/또는 적층 조건 (예를 들어, 적층 온도)은, 보잉 및 응력 선의 기울기를 변화시키고 및 원하는 절단, 설치, 및/또는 수명 온도 창 (life temperature windows)을 달성하도록 조정될 수 있다.
도 1에 나타낸 일반적인 구조를 갖는 유리-중합체 적층은, S2S 적층 공정 및 약 35℃의 적층 온도를 사용하여 접착제 층으로 유리 층에 중합체 층을 적층하여 형성된다. 유리 층은 3.2x10-6℃-1의 CTE 및 74 GPa의 탄성 계수를 갖는 알칼리토 보로알루미노실리케이트 유리로부터 형성된다. 중합체 층은 약 75x10-6℃-1의 CTE 및 3 GPa의 탄성 계수를 갖는 PMMA로 형성된다. 접착제 층은 중합체 층보다 낮은 탄성 계수를 갖는 광학적으로 투명한 감압 접착제로 형성된다. 유리 층은 200㎛의 두께를 갖는다. 중합체 층은 5.6 mm의 두께를 갖는다. 접착제 층은 50㎛의 두께를 갖는다. 유리-중합체 적층은 직사각형의 형상이며 및 690 mm의 폭 및 2620 mm의 길이를 갖는다. 따라서, 실시 예 1의 유리-중합체 적층은, 적층 온도가 22℃가 아닌 35℃이고, 폭이 920 mm가 아닌, 690 mm인 점에서, 비교 예의 유리-중합체 적층과 다르다.
적층 온도는 유리 층에 적층하는 동안 중합체 층을 가열하도록 구성된 적층 장치를 사용하여 조절된다. 중합체 층 및 유리 층은, 중합체 층과 유리 층 사이의 접착제 층과 함께 교차 경로를 따라 적층 방향으로 중합체 층 및 유리 층을 제공하도록 진행된다. 중합체 층이 진행되는 운반 장치는, 중합체 층을 향하는 적외선 (IR) 히터 및 대류 히터를 포함하여 상기 중합체 층을 유리 층과의 적층 전에 적층 온도로 가열한다.
표 1은 유리 층에서 최대 압축 응력, 유리-중합체 적층의 보우, 및 35℃, 22℃, 16℃ 및 0℃의 온도에서 유리-중합체 적층의 보우 평탄화 힘을 나타낸다. 도 7은 적층 온도로부터 ΔT의 함수에 따라 각각의 장축 및 단축에 따른 유리-중합체 적층의 유리 층에서의 최대 압축 응력의 그래프적 예시이다. 표 1 및 도 7에 나타낸 바와 같이, 16℃ 내지 35℃의 모든 온도에서, 유리 층은 압축 응력 (또는 35℃에서의 0 응력)을 포함한다. 또한, 표 1에 나타낸 바와 같이, 16℃ 내지 35℃의 모든 온도에서, 유리-중합체 적층은 최대 140N의 보우 평탄화 힘을 포함한다.
| 온도 | 최대 유리 압축 응력 | 적층 보우 | 적층 보우 평탄화 힘 |
| 35℃ | 0 | 0 | 0 |
| 22℃ | 22-27 MPa | 11-14 mm | 80-120 N |
| 16℃ | 33-39 MPa | 17-20 mm | 110-140 N |
| 0℃ | 63-71 MPa | 32-35mm | 280-350 N |
도 8은 적층 온도로부터 ΔT의 함수에 따라 실시 예 1의 유리-중합체 적층을 절단하는 동안 부품당 균열의 수의 그래프적 예시이다. 각 지점은 하나의 유리-중합체 적층 부품을 나타낸다. 도 8에 나타낸 바와 같이, 절단 동안에 압축 응력하에 유리를 유지하는 것은, 유리-중합체 적층의 유리 층의 균열을 피하는 것을 돕는다.
실시 예 1의 유리-중합체 적층과 비교 예의 유리-중합체 적층과 비교하면, 적층 온도의 증가는, 16℃ 내지 35℃의 목표 범위를 포괄하는, 35℃ 아래의 모든 온도에서 압축하에 있는 실시 예 1의 유리 층을 결과한다. 적층 온도를 더욱 증가시키는 것이 가능하지만, 이렇게 하면 증가된 보우를 결과하여, 유리-중합체 적층의 설치가 더 어려워질 수 있다. 놀랍게도, 유리-중합체 적층의 폭을 감소시키는 것은, 온도에 대한 응력 민감도를 비교 예에서 약 3MPa/℃로부터 실시 예 1에서 약 1.9MPa/℃로 감소시키고, 및 보우 민감도를 비교 예에서 약 1.4mm/℃로부터 실시 예 1에서 약 0.9mm/℃로 감소시킨다. 이러한 감소된 민감도는 비교 예의 유리-중합체 적층과 비교하여 넓은 온도 범위에 걸쳐 실시 예 1의 유리-중합체 적층의 절단 및 설치를 가능하게 할 수 있다.
실시 예 2
도 1에 나타낸 일반적인 구조를 갖는 유리-중합체 적층은 S2S 적층 공정 및 약 22℃의 적층 온도를 사용하여 접착제 층으로 유리 층에 중합체 층을 적층시켜 형성된다. 유리 층은 3.2x10-6℃-1의 CTE 및 74 GPa의 탄성 계수를 갖는 알칼리토 보로알루미노실리케이트 유리로부터 형성된다. 중합체 층은 약 75x10-6℃-1의 CTE 및 3 GPa의 탄성 계수를 갖는 PMMA로부터 형성된다. 접착제 층은 중합체 층보다 낮은 탄성 계수를 갖는 광학적으로 투명한 감압 접착제로 형성된다. 유리 층은 200㎛의 두께를 갖는다. 중합체 층은 5.6 mm의 두께를 갖는다. 접착제 층은 50㎛의 두께를 갖는다. 유리-중합체 적층은 직사각형의 형태이며, 초기에는 965mm의 폭 및 2620mm의 길이를 갖는다. 유리-중합체 적층은 650mm x 2620mm, 650mm x 2000mm, 650mm x 1000mm, 및 650mm x 620mm 크기로 점진적으로 절단된다.
도 9는 다른 크기의 유리-중합체 적층에서 유리-중합체 적층의 짧은 중심선에 따른 위치의 함수에 따라 단축의 방향에서 유리 층에서 응력의 그래프적 예시이다. 도 10은 다른 크기의 유리-중합체 적층에서 유리-중합체 적층의 짧은 중심선에 따른 위치의 함수에 따라 장축의 방향으로 유리 층에서 응력의 그래프적 예시이다. 도 9-10에서, 음의 값은 압축 응력을 나타내고, 및 양의 값은 인장 응력을 나타낸다. 도 9-10에 나타낸 바와 같이, 유리-중합체 적층의 폭을 965mm로부터 650mm로 감소시키는 것은, 응력, 따라서 약 45% 만큼 양 방향으로, 응력 민감도를 감소시킨다.
도 11은 두 가지 다른 크기의 유리-중합체 적층에 대하여 적층 온도의 함수에 따라 22℃에서 측정된 유리-중합체 적층의 보우를 비교하는 그래프적 예시이다. 흑색 원은 비교 예와 동일한 치수 (920 ㎜ × 2620 ㎜)를 갖는 더 큰 유리-중합체 적층을 나타내고, 및 흰색 원은 실시 예 1과 동일한 치수 (650 ㎜ × 2620 ㎜)를 갖는 더 작은 유리-중합체 적층을 나타낸다. 유리-중합체 적층은, 적층 온도를 변화시킨 것을 제외하고는, 각각 비교 예 및 실시 예 1에 기재된 바와 같이 일반적으로 형성된다. 도 11에 예시된 바와 같이, 유리-중합체 적층의 폭을 감소시키는 것은, 적층 온도에 대한 보우의 민감도를 감소시킨다.
도 12는 2개의 다른 크기의 유리-중합체 적층에 대하여 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우를 비교하는 그래프적 예시이다. 실선은 비교 예와 동일한 치수 (920 ㎜ × 2620 ㎜)를 갖는 더 큰 유리-중합체 적층을 나타내고, 점선은 실시 예 1과 동일한 치수 (650 mm x 2620 mm)를 갖는 더 작은 유리-중합체 적층을 나타낸다. 도 12에 예시된 바와 같이, 유리-중합체 적층의 폭을 감소시키는 것은, 적층 온도로부터 ΔT에 대한 보우의 민감도를 감소시킨다.
도 13은 2개의 다른 크기의 유리-중합체 적층에 대하여 적층 온도의 함수에 따라 22℃에서 측정된 모델링된 보우 평탄화 힘을 비교하는 그래프적 예시이다. 실선은 비교 예와 동일한 치수 (920 ㎜ × 2620 ㎜)를 갖는 더 큰 유리-중합체 적층을 나타내고, 점선은 실시 예 1과 동일한 치수 (650 ㎜ × 2620 ㎜)를 갖는 더 작은 유리-중합체 적층을 나타낸다. 도 13에 예시된 바와 같이, 유리-중합체 적층의 폭을 감소시키는 것은, 적층 온도에 대한 보우 평탄화 힘의 민감도를 감소시킨다.
도 14는 2개의 다른 크기의 유리-중합체 적층에 대하여 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우 평탄화 힘을 비교하는 그래프적 예시이다. 실선은 비교 예와 동일한 치수 (920 ㎜ × 2620 ㎜)를 갖는 더 큰 유리-중합체 적층을 나타내고, 점선은 실시 예 1과 동일한 치수 (650 ㎜ × 2620 ㎜)를 갖는 더 작은 유리-중합체 적층을 나타낸다. 도 14에 예시된 바와 같이, 유리-중합체 적층의 폭을 감소시키는 것은, 적층 온도로부터 ΔT에 대한 보우 평탄화 힘의 민감도를 감소시킨다.
유리-중합체 적층의 특성을 조정함으로써, 16℃ 내지 35℃의 온도 범위에 걸쳐 더 큰 적층 (예를 들어, 1.5m x 3.0m)의 절단 및 설치는 가능할 수 있다. 예를 들어, 중합체 층의 두께를 감소시키거나, 유리 층의 두께를 증가시키거나, 중합체 층의 CTE를 감소시키거나, 및/또는 유리층의 CTE를 증가시키면, 온도에 대한 유리 응력 및 보우 평탄화 힘의 민감도를 감소시킬 수 있어, 35℃의 고온 한계에서 절단 및/또는 16℃의 저온 한계에서 설치를 가능하게 하는 주요 효과를 갖는다.
모델링은 690mm x 2620mm 제품에 대해 유리-중합체 적층의 PMMA 두께를 5.6mm에서 3.0mm로의 감소가 유리 응력, 보우의 크기 (bow magnitude), 및 보우 평탄화 힘에 상당한 영향을 가질 것으로 예측된다. 온도에 대한 유리 응력의 민감도는 약 25% 만큼 떨어지고, 온도에 대한 보우의 민감도는 약 67% 만큼 증가하며, 및 보우 평탄화 힘은 약 55% 만큼 감소한다. 특히, 이러한 보우 평탄화 힘의 감소는, 작동 창 (operational window)을 넓히고 더 큰 크기의 유리-중합체 적층을 가능하게 하는데 상당한 영향을 미친다.
도 15는 2개의 다른 두께의 중합체 층에 대한 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 모델링된 보우를 비교하는 그래프적 예시이다. 점선은 비교 예 및 실시 예 1 (5.6 mm)의 유리-중합체 적층에서 기재된 바와 같이 더 두꺼운 PMMA 층을 나타내며, 및 실선은 3 mm의 두께를 갖는 더 얇은 PMMA를 나타낸다. 도 15에 나타낸 바와 같이, 더 얇은 PMMA 층을 갖는 유리-중합체 적층의 보우는 적층 온도로부터 ΔT가 증가함에 따라 더 두꺼운 PMMA 층을 갖는 유리-중합체 적층의 보우보다 실질적으로 증가한다.
도 16은 2개의 다른 두께의 중합체 층에 대한 적층 온도로부터 ΔT의 함수에 따라 유리-중합체 적층의 유리 층의 모델링된 최대 응력을 비교하는 그래프적 예시이다. 실선은 비교 예 및 실시 예 1 (5.6 mm)의 유리-중합체 적층에서 기재된 바와 같이 더 두꺼운 PMMA 층을 나타내며, 및 점선은 3 mm의 두께를 갖는 더 얇은 PMMA를 나타낸다. 도 16에 예시된 바와 같이, 더 두꺼운 PMMA 층을 갖는 유리-중합체 적층과 비교하여 더 얇은 PMMA 층을 갖는 유리-중합체 적층에서 유리 층의 압축 응력은 실질적으로 더 적다 (예를 들어, 약 23% 내지 약 27% 더 적음).
실시 예 1에 기재된 대로 형성된 유리-중합체 적층은, 라우터를 사용하여 제1 에지로부터 단축의 방향으로 절단된다. 절단이 제1 에지 반대편의 제2 에지에 접근함에 따라, 절단 근처에서 출구 균열 (exit cracking)은 일어난다. 도 17은 마감 절단 및 출구 균열을 나타내는 사진이다. 어떤 이론에 구속되는 것을 원하지는 않지만, 라우터가 유리-중합체 적층의 제2 에지에 접근하여, 출구 균열을 결과함에 따라, 인장 응력이 유리 층에 형성되는 것으로 믿어진다. 출구 균열은 유리-중합체 적층의 중심에서 측정된, 압축 응력이 20 MPa를 초과하는 경우, 일어난다.
실시 예 1에 기재된 대로 형성된 또 다른 유리-중합체 적층은 라우터를 사용하여 단축 방향으로 절단된다. 노치는 제1 에지에 형성된다. 노치는 유리-중합체 적층이 절단될 것으로 의도된 절단선을 따라 제1 에지로부터 연장된다. 노치는 유리-중합체 적층의 두께를 통해 전체적으로 연장된다. 노치는 약 5mm의 절단선을 따라 제1 에지로부터 측정된 길이를 갖는다. 도 18은 유리-중합체 적층에 노치를 나타내는 사진이다. 유리-중합체 적층은 절단이 노치에서 끝나도록 노치를 향하여 제2 에지로부터 절단 선을 따라 절단된다. 절단 근처에서 출구 균열은 관찰되지 않는다. 어떤 이론에 구속되기를 원하지는 않지만, 라우터가 유리-중합체 적층의 제1 에지에 접근함에 따라 노치가 유리 층에 압축 응력의 형성을 도와, 출구 균열을 피하도록 돕는 것으로 믿어진다.
몇몇 구체 예에서, 절단 동안 중합체 층이 파괴되는 것이 가능하도록 절단 온도는 충분히 낮을 수 있고 및 적층 온도는 충분히 높을 수 있다. 예를 들어, 적층 온도가 약 40℃ 이상이고, 16℃의 절단온도인 몇몇 구체 예에서, 중합체 층이 절단 동안에 파괴되는 충분한 인장 응력하에 있는 것으로 관찰된다.
본 발명의 사상 및 범주를 벗어나지 않고 다양한 변경 및 변화가 이루어질 수 있음은 당업자에게 명백할 것이다. 따라서, 본 발명은 첨부된 청구 범위 및 그 균등물을 고려한 것을 제외하고는 제한되지 않는다.
Claims (22)
- 유리-중합체 적층으로서,
최대 약 300㎛의 두께를 포함하는 유리 층; 및
상기 유리 층에 적층된 중합체 층을 포함하고;
여기서, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 상기 유리 층은 압축 응력을 포함하고, 상기 유리-중합체 적층은 최대 약 150N의 보우 평탄화 힘을 포함하는, 유리-중합체 적층. - 청구항 1에 있어서,
상기 유리-중합체 적층은 약 32.2℃의 절단 온도에서 휴대용 전동 공구로 절단을 견딜 수 있는, 유리-중합체 적층. - 청구항 1 또는 2에 있어서,
약 640mm 내지 약 740mm의 폭 및 약 2570mm 내지 약 2670mm의 길이를 더욱 포함하는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 중합체 층은 약 2.9 mm 내지 약 6.1 mm의 두께를 포함하는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 중합체 층은 약 3.9 mm 내지 약 6.1 mm의 두께를 포함하는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 중합체 층은 약 5.1mm 내지 약 6.1mm의 두께를 포함하는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 유리 층은 약 2.7x10-6℃-1 내지 약 3.7x10-6℃-1의 평균 열팽창계수를 포함하는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 중합체 층은 약 74.5x10-6℃-1 내지 약 75.5x10-6℃-1의 평균 열팽창계수를 포함하는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 유리 층의 평균 열팽창계수와 상기 중합체 층의 평균 열팽창계수는 적어도 약 10x10-6℃-1 만큼 차이가 있는, 유리-중합체 적층. - 전술한 청구항 중 어느 한 항에 있어서,
상기 중합체 층은 폴리(메틸 메타크릴레이트) (PMMA)를 포함하는, 유리-중합체 적층. - 최대 약 300㎛의 두께를 포함하는 유리 층을 중합체 층에 적층 온도에서 접착제로 적층하여 유리-중합체 적층을 형성하는, 적층 단계를 포함하고;
여기서, 상기 적층 온도는, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 상기 유리 층이 압축 응력을 포함하도록, 충분히 높으며; 및
여기서 상기 적층 온도는, 약 16℃ 내지 약 32℃의 온도 범위 내에 모든 온도에서, 유리-중합체 적층이 최대 약 150N의 보우 평탄화 힘을 포함하도록 충분히 낮은, 유리-중합체 적층을 형성하는 방법. - 청구항 11에 있어서,
상기 적층 온도보다 낮은 절단 온도에서 휴대용 전동 공구로 상기 유리-중합체 적층을 절단하는 단계를 더욱 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 12에 있어서,
상기 절단 단계는, 상기 유리-중합체 적층의 제1 에지에 노치를 형성하는 단계 및 상기 노치를 향하여 상기 제1 에지에 대립하는 제2 에지로부터 상기 유리-중합체 적층을 절단하는 단계를 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 11 내지 13중 어느 한 항에 있어서,
상기 적층 온도보다 낮은 또는 상기 적층 온도보다 최대 약 5℃ 높은, 설치 온도에서 상기 유리-중합체 적층을 표면에 결합시키는 단계를 더욱 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 14에 있어서,
상기 표면은 실질적으로 편평한 표면을 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 14 또는 15에 있어서,
상기 결합 단계는, 상기 유리-중합체 적층과 상기 실질적으로 편평한 표면 사이에 제1 접착제 및 제2 접착제를 적용하는 단계 및 상기 유리-중합체 적층을 제1 접착제로 상기 실질적으로 편평한 표면상의 제자리에 유지하면서 제2 접착제를 경화시키는 유지 단계를 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 16에 있어서,
상기 제1 접착제는 감압 접착제를 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 16 또는 17에 있어서,
상기 제2 접착제는 실리콘-계 접착제를 포함하는, 유리-중합체 적층을 형성하는 방법. - 청구항 14 내지 18중 어느 한 항에 있어서,
상기 설치 온도는 약 16℃ 내지 약 40℃인, 유리-중합체 적층을 형성하는 방법. - 청구항 14 내지 19중 어느 한 항에 있어서,
상기 설치 온도는 약 16℃ 내지 약 35℃인, 유리-중합체 적층을 형성하는 방법. - 청구항 11 내지 20중 어느 한 항에 있어서,
상기 적층 온도는 30℃ 내지 45℃인, 유리-중합체 적층을 형성하는 방법. - 청구항 11 내지 21중 어느 한 항에 있어서,
상기 적층 온도는 30℃ 내지 40℃인, 유리-중합체 적층을 형성하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462080764P | 2014-11-17 | 2014-11-17 | |
| US62/080,764 | 2014-11-17 | ||
| PCT/US2015/061012 WO2016081422A1 (en) | 2014-11-17 | 2015-11-17 | Glass-polymer laminates and processes for forming the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170084207A true KR20170084207A (ko) | 2017-07-19 |
Family
ID=54849693
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177015835A Withdrawn KR20170084207A (ko) | 2014-11-17 | 2015-11-17 | 유리-중합체 적층 및 이를 형성하기 위한 공정 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170355176A1 (ko) |
| EP (1) | EP3221143A1 (ko) |
| KR (1) | KR20170084207A (ko) |
| CN (1) | CN107107563B (ko) |
| CA (1) | CA2968232A1 (ko) |
| WO (1) | WO2016081422A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190291402A1 (en) * | 2015-09-10 | 2019-09-26 | Sabic Global Technologies B.V. | Composite materials and machines and methods to produce same |
| CN107632020B (zh) * | 2017-09-22 | 2019-11-12 | 山东孟友玻璃科技有限公司 | 一种检测钢化玻璃餐具自爆隐患的方法及其应用 |
| KR102515679B1 (ko) * | 2017-10-20 | 2023-03-29 | 코닝 인코포레이티드 | 향상된 표면파형을 갖는 라미네이티드 글라스 구조물 |
| CN116163632A (zh) * | 2018-11-29 | 2023-05-26 | 康宁股份有限公司 | 层压窗格件和由其形成的窗 |
| DE102020111381A1 (de) | 2020-04-27 | 2021-10-28 | GuS glass + safety GmbH & Co. KG | Glasaufbau einer Panzerglasverbundscheibe |
| DE102020111384A1 (de) | 2020-04-27 | 2021-10-28 | GuS glass + safety GmbH & Co. KG | Kunststoffglasscheibe |
| DE102020111383A1 (de) | 2020-04-27 | 2021-10-28 | GuS glass + safety GmbH & Co. KG | Leichte Sicherheitsscheibe |
| WO2025199414A1 (en) * | 2024-03-22 | 2025-09-25 | Corning Incorporated | Method for controlling bow in laminate structure |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3338696A (en) | 1964-05-06 | 1967-08-29 | Corning Glass Works | Sheet forming apparatus |
| US3539412A (en) * | 1967-02-20 | 1970-11-10 | Sierracin Corp | Selective temperature lamination of dissimilar composite panels |
| BE757057A (fr) | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| SE414007B (sv) * | 1977-09-29 | 1980-07-07 | Kemanobel Ab | Laminat av glas och plast samt sett for dess framstellning |
| US4596622A (en) * | 1979-10-05 | 1986-06-24 | Amerace Corporation | Method for making an abrasion-resistant reflective marker |
| EP0654344A1 (en) * | 1993-11-24 | 1995-05-24 | Sierracin Corporation | Thin laminated heated glass face ply for aircraft windshields |
| DE10019355A1 (de) * | 2000-04-18 | 2001-10-31 | Schott Glas | Glaskörper mit erhöhter Festigkeit |
| KR101380020B1 (ko) | 2004-12-16 | 2014-04-02 | 에이쥐씨 글래스 유럽 | 항미생물성이 있는 기판 |
| JP4506785B2 (ja) * | 2007-06-14 | 2010-07-21 | エプソンイメージングデバイス株式会社 | 静電容量型入力装置 |
| CN102481764B (zh) * | 2009-09-08 | 2014-11-05 | 旭硝子株式会社 | 玻璃/树脂层叠体、及使用其的电子设备 |
| JP5416546B2 (ja) * | 2009-10-23 | 2014-02-12 | 日東電工株式会社 | 透明基板 |
| JP5679177B2 (ja) * | 2009-12-25 | 2015-03-04 | 三菱レイヨン株式会社 | 積層板、積層板の製造方法及び太陽電池モジュール |
| US20130000829A1 (en) * | 2010-03-17 | 2013-01-03 | Hanita Coatings R.C.A. Ltd | Polymeric substrate with laminated glass layer |
| US8973401B2 (en) | 2010-08-06 | 2015-03-10 | Corning Incorporated | Coated, antimicrobial, chemically strengthened glass and method of making |
| JP2013037207A (ja) * | 2011-08-09 | 2013-02-21 | Nitto Denko Corp | 表示装置用保護基板 |
| KR102136376B1 (ko) * | 2013-01-07 | 2020-07-22 | 코닝 인코포레이티드 | 강화 적층 유리 구조 |
-
2015
- 2015-11-17 CN CN201580073524.6A patent/CN107107563B/zh not_active Expired - Fee Related
- 2015-11-17 EP EP15808488.9A patent/EP3221143A1/en not_active Withdrawn
- 2015-11-17 KR KR1020177015835A patent/KR20170084207A/ko not_active Withdrawn
- 2015-11-17 CA CA2968232A patent/CA2968232A1/en not_active Abandoned
- 2015-11-17 WO PCT/US2015/061012 patent/WO2016081422A1/en not_active Ceased
- 2015-11-17 US US15/527,508 patent/US20170355176A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CA2968232A1 (en) | 2016-05-26 |
| US20170355176A1 (en) | 2017-12-14 |
| CN107107563B (zh) | 2020-01-03 |
| CN107107563A (zh) | 2017-08-29 |
| EP3221143A1 (en) | 2017-09-27 |
| WO2016081422A1 (en) | 2016-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170084207A (ko) | 유리-중합체 적층 및 이를 형성하기 위한 공정 | |
| EP2890560B1 (en) | Strengthened thin glass-polymer laminates | |
| KR102232841B1 (ko) | 플렉서블 유리 기판의 2축 벤딩 및/또는 트위스팅을 감소시키기 위한 방법 및 구조물 | |
| CN110576658B (zh) | 形成保留形状的挠性玻璃-聚合物层叠体的方法 | |
| EP4035891B1 (en) | Asymmetric laminate structure with reduced bow | |
| JP6186675B2 (ja) | ガラス樹脂積層体 | |
| US20130114219A1 (en) | Opto-electronic frontplane substrate | |
| KR20150104180A (ko) | 강화 적층 유리 구조 | |
| WO2011152380A1 (ja) | ガラスフィルム積層体 | |
| CN111417514A (zh) | 用于汽车玻璃的隐形边缘固态基板补偿层 | |
| CN113518711A (zh) | 夹层玻璃 | |
| EP3328638B1 (en) | Laminate including panels and a fill material between the panels and a process of forming the laminate | |
| KR20210073783A (ko) | 내충격성 및 안전강도가 개선된 안전유리의 접합방법 | |
| JP2004122701A (ja) | ポリシロキサン薄膜転写用シート | |
| KR102952806B1 (ko) | 복합 중간층을 갖는 비대칭 유리 라미네이트들 및 관련 방법들 | |
| WO2024116075A1 (en) | Edge sealed laminate with insert and method of production | |
| CN116490475A (zh) | 包含低膨胀玻璃的玻璃层压体 | |
| CN116373412B (zh) | 一种防弹玻璃总成 | |
| JP5224116B2 (ja) | 合わせガラス及び合わせガラス部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170609 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |