KR20170084490A - 절단 시스템 및 이를 이용한 고흡수성 수지의 제조방법 - Google Patents
절단 시스템 및 이를 이용한 고흡수성 수지의 제조방법 Download PDFInfo
- Publication number
- KR20170084490A KR20170084490A KR1020160003584A KR20160003584A KR20170084490A KR 20170084490 A KR20170084490 A KR 20170084490A KR 1020160003584 A KR1020160003584 A KR 1020160003584A KR 20160003584 A KR20160003584 A KR 20160003584A KR 20170084490 A KR20170084490 A KR 20170084490A
- Authority
- KR
- South Korea
- Prior art keywords
- cutter
- belt conveyor
- cutting
- belt
- disposed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/02—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques
- C08J3/03—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques in aqueous media
- C08J3/075—Macromolecular gels
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
본 발명의 다른 실시예에 따른 고흡수성 수지의 제조방법은, 상기 절단 시스템을 이용하여 함수겔 중합체의 커팅 효율을 향상시킬 수 있다.
Description
도 2는 도 1의 절단 시스템에 사용되는 벨트형 절개기의 개략적인 단면도이다.
도 3은 도 1의 절단 시스템에 사용되는 절개 롤러의 개략적인 단면도이다.
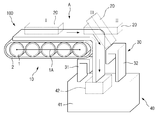
10: 벨트 컨베이어
20: 절개기
30: 안내자
40: 입자화 장치
Claims (8)
- 둘 이상의 제1 회전 롤러들과 상기 제1 회전 롤러들의 외주면을 감싸고 있는 제1 벨트를 포함하고 대상물을 일 방향으로 이송하는 벨트 컨베이어;
상기 대상물을 사이에 두고 상기 벨트 컨베이어와 이격 배치되고 상기 대상물을 부분적으로 절개하는 절개기;
상기 벨트 컨베이어 및 상기 절개기에 대해 이들의 하부에 배치되고 부분적으로 절개된 대상물을 입자화하는 절단기를 포함하는 입자화 장치; 및
상기 벨트 컨베이어와 상기 입자화 장치의 사이공간에 배치된 제1 안내부와 상기 입자화 장치의 상부에 배치되고 상기 제1 안내부로부터 상기 일 방향을 따라 이격 배치된 제2 안내부를 포함하고, 상기 부분적으로 절개된 대상물이 상기 절단기로 투입되도록 공급로를 제공하는 안내자;
를 포함하는 것을 특징으로 하는 절단 시스템. - 제1 항에 있어서,
상기 제2 안내부는 상기 절개기와 상기 입자화 장치의 사이공간에 배치된 것을 특징으로 하는 절단 시스템. - 제1 항에 있어서,
상기 절개기는 그것의 일부 또는 전부가 상기 벨트 컨베이어의 상부에 배치된 것을 특징으로 하는 절단 시스템. - 제1 항에 있어서,
상기 절개기는 상기 벨트 컨베이어의 끝단에 대해 사선방향으로 이격 배치된 것을 특징으로 하는 절단 시스템. - 제1 항에 있어서,
상기 절개기는 둘 이상의 제2 회전 롤러들과 상기 제2 회전 롤러들의 외주면을 감싸고 있는 제2 벨트와 상기 제2 벨트의 외주면에 배치된 절개 수단들을 포함하는 벨트형 절개기인 것을 특징으로 하는 절단 시스템. - 제5 항에 있어서,
상기 벨트형 절개기는 상기 벨트 컨베이어의 끝단에 대해 사선방향으로 이격 배치되고, 상기 제1 회전 롤러들의 회전 중심을 지나는 제1 축과 상기 제2 회전 롤러들의 회전 중심을 지나는 제2 축의 끼인각은 예각인 것을 특징으로 하는 절단 시스템. - 제1 항에 있어서,
상기 절개기는 회전 롤러 및 상기 회전 롤러의 외주면에 배치된 절개 수단들을 포함하는 절개 롤러인 것을 특징으로 하는 절단 시스템. - 친수성 단량체 조성물을 중합하여 함수겔 중합체를 제조하는 중합단계;
벨트 컨베이어와 절개기의 사이공간에 배치된 함수겔 중합체를 상기 절개기를 이용하여 부분적으로 절개하는 절개단계;
부분적으로 절개된 함수겔 중합체를 입자화 장치의 절단기로 공급하는 공급단계;
상기 절단기를 이용하여 상기 부분 절개된 함수겔 중합체를 절단하고 함수겔 중합체 입자를 제조하는 입자화 단계;
를 포함하는 것을 특징으로 하는 고흡수성 수지의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160003584A KR20170084490A (ko) | 2016-01-12 | 2016-01-12 | 절단 시스템 및 이를 이용한 고흡수성 수지의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160003584A KR20170084490A (ko) | 2016-01-12 | 2016-01-12 | 절단 시스템 및 이를 이용한 고흡수성 수지의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170084490A true KR20170084490A (ko) | 2017-07-20 |
Family
ID=59443409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160003584A Ceased KR20170084490A (ko) | 2016-01-12 | 2016-01-12 | 절단 시스템 및 이를 이용한 고흡수성 수지의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170084490A (ko) |
-
2016
- 2016-01-12 KR KR1020160003584A patent/KR20170084490A/ko not_active Ceased
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170165861A1 (en) | Apparatus for cutting super absorbent polymer and method for preparing super absorbent polymer using same | |
| CN102791774B (zh) | 颗粒状含水凝胶状交联聚合物的干燥方法 | |
| KR101126678B1 (ko) | 고흡수성 수지 제조용 중합 반응기 및 이를 이용한 고흡수성 수지의 제조 방법 | |
| KR20160078114A (ko) | 고흡수성 수지 제조용 절단장치 및 이를 이용한 고흡수성 수지의 제조방법 | |
| EP3093298A1 (en) | Method for preparing superabsorbent polymer | |
| EP2787012B1 (en) | Method for preparing superabsorbent polymer | |
| US20160332315A1 (en) | Super absorbent resin cutting device and super absorbent resin manufacturing method using same | |
| KR20150005886A (ko) | 고흡수성 수지의 제조 방법 | |
| TW201545850A (zh) | 用於製備超吸水性聚合物的設備及使用該設備製備超吸水性聚合物的方法 | |
| CN1323089C (zh) | 吸水性纤维成形物的制造方法 | |
| KR20170084490A (ko) | 절단 시스템 및 이를 이용한 고흡수성 수지의 제조방법 | |
| KR20120047034A (ko) | 고흡수성 수지의 제조 방법 | |
| US20160326286A1 (en) | Method for preparing superabsorbent polymer | |
| KR102186939B1 (ko) | 고흡수성 수지의 제조 방법 | |
| EP3064269A1 (en) | Apparatus for manufacturing high absorbent resin and method for manufacturing high absorbent resin using same | |
| KR20120047036A (ko) | 고흡수성 수지의 제조 장치 및 이를 이용한 고흡수성 수지의 제조 방법 | |
| TWI572657B (zh) | 超吸收聚合物、其製備方法及用於製備該聚合物之裝置 | |
| WO2015108350A1 (ko) | 고흡수성 수지 절단 장치 및 이를 이용한 고흡수성 수지 제조 방법 | |
| KR20160084671A (ko) | 고흡수성 수지 제조 방법 | |
| KR20170052908A (ko) | 고흡수성 수지의 제조 방법 | |
| KR20170084491A (ko) | 고흡수성 수지의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160112 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20160418 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20160112 Comment text: Patent Application |
|
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170821 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180227 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170821 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |