KR20170087475A - 고무계 감압 접착제 - Google Patents
고무계 감압 접착제 Download PDFInfo
- Publication number
- KR20170087475A KR20170087475A KR1020177015712A KR20177015712A KR20170087475A KR 20170087475 A KR20170087475 A KR 20170087475A KR 1020177015712 A KR1020177015712 A KR 1020177015712A KR 20177015712 A KR20177015712 A KR 20177015712A KR 20170087475 A KR20170087475 A KR 20170087475A
- Authority
- KR
- South Korea
- Prior art keywords
- sensitive adhesive
- less
- ppm
- pressure sensitive
- styrene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L91/00—Compositions of oils, fats or waxes; Compositions of derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L93/00—Compositions of natural resins; Compositions of derivatives thereof
-
- C09J7/0221—
-
- C09J7/0246—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/387—Block-copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/72—Cured, e.g. vulcanised, cross-linked
-
- C09J2201/128—
-
- C09J2201/606—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/24—Presence of a foam
- C09J2400/243—Presence of a foam in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2421/00—Presence of unspecified rubber
- C09J2421/006—Presence of unspecified rubber in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2471/00—Presence of polyether
- C09J2471/006—Presence of polyether in the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Abstract
본 발명은 감압 접착제에 관한 것으로, 본 감압 접착제는 a) 화학식 Qn-Y의 멀티-아암 블록 공중합체(상기 식에서, (i) Q는 멀티-아암 블록 공중합체의 아암을 나타내고, 각각의 아암은 독립적으로 화학식 G-R을 갖고, (ii) n은 아암의 수를 나타내며 3 이상의 정수이고, (iii) Y는 다작용성 커플링제의 잔기이며, 여기서, 각각의 R은 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; 각각의 G는 중합된 모노비닐 방향족 단량체를 포함하는 유리질 블록임); b) 중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제; c) 적어도 하나의 탄화수소 점착부여제로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물 (VOC) 값이 1000 ppm 미만인, 탄화수소 점착부여제; 및 d) 선택적으로, 화학식 L-(G)m의 선형 블록 공중합체(상기 식에서, L은 중합된 올레핀, 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; m은 1 또는 2임)를 포함한다. 본 발명은 또한 그러한 감압 접착제의 제조 방법 및 그의 용도에 관한 것이다.
Description
관련 출원과의 상호참조
본 출원은 2014년 11월 14일자로 출원된 유럽 특허 출원 제14193225.1호의 이익을 주장하며, 그 개시 내용은 본 명세서에 전체적으로 참고로 포함된다.
기술분야
본 발명은 대체로 감압 접착제(PSA)의 분야에 관한 것이며, 더 구체적으로는 고무계 감압 접착제 및 다층 고무계 감압 접착제 조립체의 분야에 관한 것이다. 본 발명은 또한 그러한 감압 접착제 및 조립체의 제조 방법 및 이들의 용도에 관한 것이다.
접착제는 다양한 마킹(marking), 보유(holding), 보호, 밀봉 및 차폐 목적으로 사용되어 왔다. 접착 테이프는 일반적으로 배킹(backing), 또는 기재(substrate), 및 접착제를 포함한다. 다수의 응용을 위해 특히 바람직한 접착제의 한 유형은 감압 접착제로 대표된다.
감압 테이프는 가정 및 일터에서 사실상 도처에 존재한다. 이의 가장 단순한 형태에서, 감압 테이프는 접착제 및 배킹을 포함하며, 전체 구조체는 사용 온도에서 점착성을 나타내며, 단지 중간 정도의 압력의 사용으로 다양한 기재에 접착하여 접합을 형성한다. 이러한 방식으로, 감압 테이프는 완전한 자급식(self-contained) 접합 시스템을 구성한다.
감압 접착제(PSA)는 당업자에게 잘 알려져 있고, 감압테이프협회(Pressure-Sensitive Tape Council)에 따르면, PSA는 하기를 포함하는 특성을 보유하는 것으로 알려져 있다: (1) 강력하면서 영구적인 점착성, (2) 손가락 압력 이하의 압력으로 접착, (3) 피착물(adherend) 상에서의 충분한 보유력, 및 (4) 충분한 응집 강도. PSA로서 우수하게 기능하는 것으로 밝혀진 재료는 필요한 점탄성 특성을 나타내도록 설계되고 제형화된 중합체를 포함하며, 이 점탄성 특성으로부터 점착성, 박리 접착력 및 전단 보유력(shear holding power)의 원하는 균형이 얻어진다. PSA는 실온(예를 들어, 20℃)에서 통상 점착성인 것을 특징으로 한다. PSA는 단지 조성물이 표면에 달라붙거나 접착한다고 해서 그 조성물을 포함하지는 않는다.
이러한 요건은 문헌[A.V. Pocius in Adhesion and Adhesives Technology: An Introduction, 2nd Ed., Hanser Gardner Publication, Cincinnati, OH, 2002]에 언급된 바와 같이, 점착성, 접착력(박리 강도), 및 응집력(전단 보유력)을 개별적으로 측정하도록 설계된 시험에 의해 일반적으로 평가된다. 이들 측정을 종합해서, PSA를 특성화하기 위해 종종 사용되는 특성들의 균형을 구성한다.
수년간에 걸친 감압 테이프의 광범위한 사용으로 인해, 성능 요건에 대한 요구가 더 많아졌다. 예를 들어, 전단 보유력의 경우, 이는 원래 실온에서 적당한 하중을 지지하는 응용을 위해 의도되었는데, 지금은 작업 온도 및 하중의 관점에서 다수의 응용을 위해 사실상 증가되었다. 다수의 응용에서, 감압 접착제는 승온에서, 전형적으로 70℃ 내지 120℃의 범위에서 하중을 지지할 필요가 있는데, 이를 위해서는 높은 응집 강도가 필요하다. 유사하게, 특히 다양한 유형의 난접착성 표면, 예컨대 특히 이른바 저 표면 에너지(LSE) 및 중간 표면 에너지(MSE) 기재 상에서의 박리력 및 전단 저항에 관하여, 개선되고 다목적인 접착 특성을 갖는 감압 접착제에 대한 증가된 필요성이 고조되어 왔다.
감압 접착제와 관련된 성능 요건을 증가시키는 것에 더하여, 휘발성 유기 화합물(volatile organic compound)(VOC) 감소 규제는, 예를 들어 건설 시장에서 또는 자동차 또는 전자 산업에서와 같은, 특히 다양한 종류의 내장(interior) 응용(직업상 위생(occupational hygiene) 및 직업상 안전(occupational safety))에 대해 점점 더 중요해지고 있다. 공지의 아크릴레이트계 감압 접착제는 전형적으로 현저한 양의 저분자량 유기 잔류물, 예를 들어 중합 공정으로부터 생긴 미반응 단량체, 중합 개시제 잔류물, 원료로부터의 오염물 또는 제조 공정 동안 형성된 분해 산물을 함유한다. VOC에 부합하는 이러한 저분자량 잔류물은 접착 테이프 밖으로 확산될 수 있으며 잠재적으로 유해할 수 있다. 공지된 아크릴레이트계 감압 접착제는, 가교결합되지 않는 경우, 또한 일반적으로 응집 강도의 결여 및 과도한 유동 경향이 문제가 된다. 이러한 양상은, 특히 핫멜트(hotmelt) 공정에 의해 제조될 때, 비가교결합된 아크릴레이트계 감압 접착제의 적용 및 가공성이 특히 문제가 되게 할 수 있다.
감압 접착제의 제조 공정에서 유기 용매 사용의 감소는 전체 VOC 수준을 감소시키기 위한 하나의 간단한 수단으로서 빠르게 부상해 왔다. 국제 특허 출원 공개 WO 01/44400호(양(Yang))에 기재된 바와 같은 유기 오염물에 대한 특정 스캐빈저(scavenger)의 사용은 감소된 VOC 수준을 달성하기 위한 다른 대안적인 방법이다. 그러나, 종래 기술로부터 공지된 전체 VOC 수준을 감소시키기 위한 해결책은 종종 증가된 제조 복잡성 및 생산 원가와 관련되어 왔다.
종래 기술로부터 공지된 감압 접착제 재료는 종종, 감소된 VOC 수준 특성과 조합하여, 이른바 LSE 및 MSE 기재를 포함한 다양한 유형의 기재에 충분한 점착성을 제공하지 못한다. 특히, 관찰된 전체 VOC 수준은 종종, 예를 들어 건설 시장에서 또는 자동차 또는 전자기기 산업에서와 같은 다양한 종류의 내장 응용에 대한 요건을 충족시키지 못한다. 부분적인 해결책이, 예를 들어 미국 특허 출원 공개 제2003/0082362 A1호(칸드퍼(Khandpur) 등) 및 미국 특허 출원 공개 제2004/0082700 A1호(칸드퍼 등)에 기재되어 있다.
당업계에 공지된 감압 접착제와 관련된 기술적 이점과 대립하지 않고서, 특히, LSE 및 MSE 기재를 포함한 다양한 유형의 기재에 관하여, 탁월하고 다목적인 접착력 특성을 제공하면서 감소된 전체 VOC 수준을 제공하는 안정하고 비용-효과적인 감압 접착제에 대한 필요성이 여전히 있다. 본 발명의 감압 접착제, 조립체 및 방법의 다른 이점은 하기의 설명으로부터 명백해질 것이다.
일 태양에 따르면, 본 발명은 감압 접착제에 관한 것으로, 본 감압(pressure sensitive) 접착제는
a)
화학식 Qn-Y의 멀티-아암(multi-arm) 블록 공중합체
(상기 식에서,
(i)
Q는 멀티-아암 블록 공중합체의 아암을 나타내고, 각각의 아암은 독립적으로 화학식 G-R을 갖고,
(ii)
n은 아암의 수를 나타내며 3 이상의 정수이고,
(iii)
Y는 다작용성 커플링제의 잔기이며,
여기서, 각각의 R은 중합된 공액 다이엔(conjugated diene), 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; 각각의 G는 중합된 모노비닐 방향족 단량체를 포함하는 유리질 블록임);
b)
중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제(polymeric plasticizer);
c)
적어도 하나의 탄화수소 점착부여제(tackifier)로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인, 상기 탄화수소 점착부여제; 및
d)
선택적으로, 화학식 L-(G)m의 선형 블록 공중합체(상기 식에서, L은 중합된 올레핀, 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; m은 1 또는 2임)
를 포함한다.
다른 태양에서, 본 발명은 전술된 바와 같은 감압 접착제 및 감압 접착제에 인접한 배킹 층을 포함하는 다층 감압 접착제 조립체에 관한 것이다.
또 다른 태양에 따르면, 본 발명은 전술된 바와 같은 감압 접착제(또는 다층 감압 접착제 조립체)의 제조 방법에 관한 것으로, 본 제조 방법은
a)
멀티-아암 블록 공중합체, 중합체 가소제, 적어도 하나의 탄화수소 점착부여제; 선택적으로, 선형 블록 공중합체; 선택적으로, 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는, 가교결합제를 배합하여 감압 접착제 제형을 형성하는 단계로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만인, 상기 감압 접착제 제형을 형성하는 단계; 및
b)
선택적으로, 감압 접착제 제형을, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 가교결합시키는 단계를 포함한다.
또 다른 태양에 따르면, 본 발명은 산업적 응용, 바람직하게는 내장 응용, 더 바람직하게는 건설 시장 응용, 자동차 응용 또는 전자 응용을 위한, 전술된 바와 같은 감압 접착제 또는 다층 감압 접착제 조립체의 용도에 관한 것이다.
제1 태양에 따르면, 본 발명은 감압 접착제에 관한 것으로, 본 감압 접착제는
a)
화학식 Qn-Y의 멀티-아암 블록 공중합체
(상기 식에서,
(i)
Q는 멀티-아암 블록 공중합체의 아암을 나타내고, 각각의 아암은 독립적으로 화학식 G-R을 갖고,
(ii)
n은 아암의 수를 나타내며 3 이상의 정수이고,
(iii)
Y는 다작용성 커플링제의 잔기이며,
여기서, 각각의 R은 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 조합을 포함하는 고무질 블록이고; 각각의 G는 중합된 모노비닐 방향족 단량체를 포함하는 유리질 블록임);
b)
중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제;
c)
적어도 하나의 탄화수소 점착부여제로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인, 상기 탄화수소 점착부여제; 및
d)
선택적으로, 화학식 L-(G)m의 선형 블록 공중합체(상기 식에서, L은 중합된 올레핀, 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; m은 1 또는 2임)
를 포함한다.
본 발명과 관련하여, 전술된 화학식의 멀티-아암 스티렌계(styrenic) 블록 공중합체, 중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제, 및 적어도 하나의 탄화수소 점착부여제로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인, 상기 탄화수소 점착부여제를 포함하는 감압 접착제가 전체 VOC 수준 감소와 관련된 탁월한 특성 및 성능을 제공하는 것으로 의외로 밝혀졌다. 일부 유리한 태양에서, 본 명세서에 기재된 바와 같은 감압 접착제는 지각가능한 냄새의 매우 낮은 또는 심지어 실질적인 부재를 특징으로 한다.
게다가, 본 명세서에 기재된 바와 같은 감압 접착제는, LSE 및 MSE 기재를 포함한 다양한 유형의 기재 상에서의, 그리고 특히 자동차용 클리어 코트 상에서의 (특히, 박리력 및 정적 전단 저항에 관한) 접착 특성과 응집 특성의 우수한 전체적인 균형을 의외로 제공한다. 일부 태양에서, 본 발명에 따른 감압 접착제는 전체 포깅 수준 감소에 대하여 탁월한 특성 및 성능을 추가로 제공하는 것을 특징으로 한다. 낮은 포깅 특성은 전형적으로, 가스 방출된(outgassed) 성분의 응축에 대한 개선된 저항성뿐만 아니라, 상응하는 감압 접착제의 개선된 열 안정성으로도 변환된다.
따라서, 본 발명에 따른 감압 접착제는 특히 (산업적) 내장 응용을 위해, 더 특히 건설 시장 응용, 자동차 응용 또는 전자 응용을 위해 적합하다. 자동차 응용과 관련하여, 본 명세서에 기재된 바와 같은 감압 접착제는, 예를 들어 자동차 차체 사이드 몰딩, 웨더 스트립, 또는 리어뷰 미러(rearview mirror)를 접착하는 데 특히 유용할 수 있다. 일부 태양에서, 본 발명에 따른 감압 접착제에는 유리한 낮은 포깅 특성이 구비되어 있으며, 낮은 포깅 특성은 전자 응용에 특히 적합하다.
본 발명과 관련하여, "저 표면 에너지 기재"라는 표현은 34 dyn/cm 미만의 표면 에너지를 갖는 기재를 지칭하는 것으로 여겨진다. 그러한 재료 중에는 폴리프로필렌, 폴리에틸렌(예를 들어, 고밀도 폴리에틸렌 또는 HDPE, 저밀도 폴리에틸렌 또는 LDPE, LLDPE), 및 폴리프로필렌(PP)의 블렌드, 예컨대 폴리프로필렌(PP)/에틸렌 프로필렌 다이엔 삼원공중합체(EPDM)/열가소성 폴리올레핀(TPO)의 블렌드가 포함된다.
본 발명과 관련하여, "중간 표면 에너지 기재"라는 표현은 34 내지 70 dyn/cm, 전형적으로 34 내지 60 dyn/cm, 및 더 전형적으로 34 내지 50 dyn/cm에 포함되는 표면 에너지를 갖는 그러한 기재를 지칭하는 의미이다. 그러한 재료 중에는 폴리아미드 6(PA6), 아크릴로니트릴 부타디엔 스티렌(ABS), 폴리카르보네이트(PC)/ABS 블렌드, PC, 폴리비닐 클로라이드(PVC), 폴리아미드(PA), 폴리우레탄(PUR), 열가소성 탄성중합체(TPE), 폴리옥시메틸렌(POM), 폴리스티렌(PS), 폴리(메틸 메타크릴레이트)(PMMA), 클리어 코트 표면, 특히 자동차와 같은 차량 또는 산업적 응용에서의 코팅 표면을 위한 클리어 코트, 및 섬유 강화 플라스틱과 같은 복합 재료가 포함된다.
표면 에너지는 전형적으로, 예를 들어 ASTM D7490-08에 기재된 바와 같은 접촉각 측정으로부터 결정된다.
본 발명에 따른 감압 접착제는 화학식 Qn-Y의 멀티-아암 블록 공중합체를 포함하며, 상기 식에서
(i)
Q는 멀티-아암 블록 공중합체의 아암을 나타내고, 각각의 아암은 독립적으로 화학식 G-R을 갖고,
(ii)
n은 아암의 수를 나타내며 3 이상의 정수이고,
(iii)
Y는 다작용성 커플링제의 잔기이며,
여기서, 각각의 R은 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; 각각의 G는 중합된 모노비닐 방향족 단량체를 포함하는 유리질 블록이다.
전형적인 태양에서, 고무질 블록은 실온 미만의 유리 전이 온도(Tg)를 나타낸다. 일부 태양에서, 고무질 블록의 Tg는 약 0℃ 미만, 또는 심지어 약 -10℃ 미만이다. 일부 태양에서, 고무질 블록의 Tg는 약 -40℃ 미만, 또는 심지어 약 -60℃ 미만이다.
전형적인 태양에서, 유리질 블록은 실온 초과의 Tg를 나타낸다. 일부 실시 형태에서, 유리질 블록의 Tg는 약 40℃ 이상, 약 60℃ 이상, 약 80℃ 이상 또는 심지어 약 100℃ 이상이다.
용어 "유리 전이 온도" 및 "Tg"는 상호교환가능하게 사용되며, 재료 또는 혼합물의 유리 전이 온도를 지칭한다. 달리 나타내지 않는 한, 유리 전이 온도 값은 시차 주사 열량법(DSC)에 의해 결정된다.
본 발명의 특정 태양에서, 본 발명에 사용하기 위한 멀티-아암 스티렌계 블록 공중합체는 n이 3 내지 10 또는 심지어 3 내지 5의 범위가 되도록 하는 것이다. 일부 다른 태양에서, n은 4이며, 한편 일부 다른 실시에서, n은 6 이상이다.
본 발명에 사용하기에 적합한 고무질 블록 R은 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 조합을 포함한다. 일부 전형적인 태양에서, 적어도 하나의 아암의 고무질 블록은 아이소프렌, 부타디엔, 에틸렌 부타디엔 공중합체로 이루어진 군으로부터 선택되는 중합된 공액 다이엔, 폴리아이소프렌 또는 폴리부타디엔의 수소화 유도체, 및 이들의 조합 또는 혼합물을 포함한다. 유리한 태양에 따르면, 각각의 아암의 고무질 블록들이 아이소프렌, 부타디엔, 에틸렌 부타디엔 공중합체로 이루어진 군으로부터 선택되는 중합된 공액 다이엔, 폴리아이소프렌 또는 폴리부타디엔의 수소화 유도체, 및 이들의 임의의 조합 또는 혼합물을 포함한다.
본 발명에 따른 감압 접착제의 바람직한 태양에 따르면, 멀티-아암 블록 공중합체의 고무질 블록들 중 적어도 하나는 아이소프렌, 부타디엔, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 공액 다이엔을 포함한다. 더 바람직하게는, 멀티-아암 블록 공중합체의 고무질 블록들 각각이 아이소프렌, 부타디엔, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는 공액 다이엔을 포함한다.
본 발명에 따른 감압 접착제의 특히 유리한 태양에 따르면, 멀티-아암 블록 공중합체의 적어도 하나의 아암은 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 조합으로 이루어진 군으로부터 선택된다. 더 바람직하게는, 멀티-아암 블록 공중합체의 각각의 아암이 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택된다. 더욱 더 바람직하게는, 멀티-아암 블록 공중합체의 각각의 아암은 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택된다.
본 발명에 사용하기에 적합한 유리질 블록 G는 중합된 모노비닐 방향족 단량체를 포함한다. 일부 전형적인 태양에서, 적어도 하나의 아암의 유리질 블록은 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체를 포함한다. 유리한 태양에 따르면, 각각의 아암의 유리질 블록이 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체를 포함한다.
본 발명의 유리한 실시에 따르면, 본 발명에 사용하기 위한 멀티-아암 블록 공중합체는(멀티-아암) 성상(star) 블록 공중합체이다. 본 발명에 따른 감압 접착제의 더 유리한 태양에서, 멀티-아암 블록 공중합체는 다중모드(polymodal) 블록 공중합체이다. 본 명세서에 사용되는 바와 같이, 용어 "다중모드"는 공중합체가 적어도 2개의 상이한 분자량을 갖는 말단 블록(endblock)들을 포함함을 의미한다. 그러한 블록 공중합체는 또한 적어도 하나의 "고"분자량 말단 블록, 및 적어도 하나의 "저"분자량 말단 블록을 갖는 것으로 특성화될 수 있으며, 여기서 "고" 및 "저"라는 용어는 서로에 대하여 상대적으로 사용된다. 일부 특정 태양에서, 저분자량 말단 블록의 수평균 분자량, (Mn)L에 대한 고분자량 말단 블록의 수평균 분자량, (Mn)H의 비는 약 1.25 이상이다.
일부 특정 태양에서, (Mn)H는 약 5000 내지 약 50000의 범위이다. 일부 실시 형태에서, (Mn)H는 약 8000 이상이고, 일부 태양에서는 약 10000 이상이다. 일부 태양에서, (Mn)H는 약 35,000 이하이다. 일부 태양에서, (Mn)L은 약 1000 내지 약 10000의 범위이다. 일부 태양에서, (Mn)L은 약 2000 이상이며, 일부 태양에서는 약 4000 이상이다. 일부 태양에서, (Mn)L은 약 9,000 미만이며, 일부 태양에서는 약 8,000 미만이다.
다른 유익한 태양에 따르면, 멀티-아암 블록 공중합체는 비대칭형 블록 공중합체이다. 본 명세서에 사용되는 바와 같이, 용어 "비대칭형"은 블록 공중합체의 아암이 모두 동일한 것은 아님을 의미한다. 일반적으로, 다중모드 블록 공중합체는, 말단 블록의 분자량이 모두 동일한 것은 아니기 때문에 다중모드 블록 공중합체의 모든 아암이 동일한 것은 아니므로 비대칭형 블록 공중합체(즉, 비대칭형 다중모드 블록 공중합체)이다. 일부 태양에서, 본 발명의 블록 공중합체는 비대칭형 다중모드 블록 공중합체이다.
본 발명에 사용하기 위한 멀티-아암 블록 공중합체는, 예를 들어 미국 특허 제7,163,741 B1호(칸드퍼 등)에 기재되어 있다. 멀티-아암 블록 공중합체, 특히 다중모드 비대칭형 블록 공중합체의 제조 방법은, 예를 들어 미국 특허 제5,296,547호(네스테가드(Nestegard) 등)에, 또는 미국 특허 제5,393,787호(네스테가드 등)에 기재되어 있으며, 이들의 내용은 본 명세서에 참고로 포함된다.
일반적으로, 본 발명에 사용하기 위한 다작용성 커플링제는 임의의 폴리알케닐 커플링제 또는 결합된 중합체를 형성하도록 리빙(living) 중합체의 카르보음이온(carbanion)과 반응할 수 있는 작용기를 갖는 것으로 공지된 다른 물질일 수 있다. 폴리알케닐 커플링제는 지방족, 방향족 또는 헤테로사이클릭일 수 있다. 예시적인 지방족 폴리알케닐 커플링제는 폴리비닐 및 폴리알킬 아세틸렌, 다이아세틸렌, 인산염, 아인산염 및 다이메타크릴레이트(예를 들어, 에틸렌 다이메타크릴레이트)를 포함하지만 이로 한정되지 않는다. 예시적인 방향족 폴리알케닐 커플링제는 폴리비닐 벤젠, 폴리비닐 톨루엔, 폴리비닐 자일렌, 폴리비닐 안트라센, 폴리비닐 나프탈렌 및 다이비닐듀렌을 포함하지만 이로 한정되지 않는다. 예시적인 폴리비닐 기는 다이비닐, 트라이비닐, 및 테트라비닐 기를 포함되지만 이로 한정되지 않는다. 일부 태양에서, 다이비닐벤젠(DVB)이 사용될 수 있고, 이는 오르토-다이비닐 벤젠, 메타-다이비닐 벤젠, 파라-다이비닐 벤젠, 및 이들의 혼합물을 포함할 수 있다. 예시적인 헤테로사이클릭 폴리알케닐 커플링제는 다이비닐 피리딘, 및 다이비닐 티오펜을 포함하지만 이로 한정되지 않는다. 다른 예시적인 다작용성 커플링제는 할로겐화규소, 폴리에폭사이드, 폴리아이소시아네이트, 폴리케톤, 폴리안하이드라이드(polyanhydride), 및 다이카르복실산 에스테르를 포함하지만 이로 한정되지 않는다.
전형적인 태양에 따르면, 전술된 바와 같은 멀티-아암 블록 공중합체는, 예를 들어, 감압 접착제의 중량을 기준으로, 80 중량% 이하의 양으로 사용된다. 일부 예시적인 태양에서, 멀티-아암 블록 공중합체의 양은, 감압 접착제의 중량을 기준으로, 예를 들어 20 중량% 내지 80 중량%, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 범위일 수 있다.
일부 유리한 태양에서, 본 발명의 감압 접착제는 선택적으로 화학식 L-(G)m의 선형 블록 공중합체를 포함할 수 있으며, 상기 식에서 L은 고무질 블록을 나타내고, G는 유리질 블록을 나타내고, 유리질 블록 수 m은 1 또는 2이다. 본 발명에 사용하기에 적합한 고무질 블록 L은 중합된 올레핀, 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하고; m은 1 또는 2이다. 본 발명과 관련하여, 전술된 바와 같은 선형 블록 공중합체의 첨가는 감압 접착제의 (공)중합체 전구체에 그리고 생성되는 감압 접착제에 다양한 유익한 효과를 제공할 수 있는 것으로 의외로 밝혀졌다. 특히, 전술된 바와 같은 선형 블록 공중합체의 첨가는 이 화합물의 점도 저하 효과로 인해 감압 접착제의 (공)중합체 전구체의 가공성에 유리한 영향을 줄 수 있으며, 이는 다시, 개선된 시각적 및 미적 외관을 구비한 감압 접착제의 생성을 가져온다. 또한, 전술된 바와 같은 선형 블록 공중합체의 존재는 생성되는 감압 접착제에 개선된 점착 성능을 추가로 제공할 수 있다.
일부 태양에서, m은 1이고, 선형 블록 공중합체는 1개의 고무질 블록 L 및 1개의 유리질 블록 G를 포함하는 이중블록 공중합체이다. 일부 태양에서, m은 2이고, 선형 블록 공중합체는 2개의 유리질 말단 블록 및 1개의 고무질 중간 블록(midblock)을 포함하며, 즉 선형 블록 공중합체는 삼중블록 공중합체이다.
일부 태양에서, 고무질 블록 L은 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함한다. 일부 태양에서, 공액 다이엔은 4 내지 12개의 탄소 원자를 포함한다. 예시적인 공액 다이엔은 부타디엔, 아이소프렌, 에틸부타디엔, 페닐부타디엔, 피페릴렌, 펜타다이엔, 헥사다이엔, 에틸헥사다이엔, 및 다이메틸부타디엔을 포함하지만 이로 한정되지 않는다. 중합된 공액 다이엔은 개별적으로 사용되거나 또는 서로와의 공중합체로서 사용될 수 있다. 바람직하게는, 선형 블록 공중합체의 고무질 블록 L은 아이소프렌, 부타디엔, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 공액 다이엔을 포함한다. 일부 다른 태양에서, 고무질 블록 L은 중합된 올레핀, 예컨대 아이소부틸렌을 포함한다.
일부 태양에서, 적어도 하나의 유리질 블록 G는 중합된 모노비닐 방향족 단량체를 포함한다. 일부 태양에서, 삼중블록 공중합체의 둘 모두의 유리질 블록은 중합된 모노비닐 방향족 단량체를 포함한다. 일부 다른 태양에서, 선형 블록 공중합체는 2개의 유리질 블록을 포함한다. 또 다른 태양에 따르면, 모노비닐 방향족 단량체는 8 내지 18개의 탄소 원자를 포함한다. 예시적인 모노비닐 방향족 단량체는 스티렌, 비닐피리딘, 비닐 톨루엔, 알파-메틸 스티렌, 메틸 스티렌, 다이메틸스티렌, 에틸스티렌, 다이에틸 스티렌, t-부틸스티렌, 다이-n-부틸스티렌, 아이소프로필스티렌, 기타 알킬화된 스티렌, 스티렌 유사체, 및 스티렌 동족체를 포함하지만 이로 한정되지 않는다. 일부 태양에서, 모노비닐 방향족 단량체는 스티렌, 스티렌-상용성 단량체 또는 단량체 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택된다.
본 명세서에 사용되는 바와 같이, "스티렌-상용성 단량체 또는 단량체 블렌드"는 우선적으로 폴리스티렌과 또는 블록 공중합체의 폴리스티렌 말단 블록과 회합되는, 중합되거나 공중합될 수 있는 단량체 또는 단량체들의 블렌드를 지칭한다. 상용성은 단량체성 스티렌과의 실제 공중합; 고온 용융 또는 용매 가공 동안 폴리스티렌 상(phase) 중 상용성 단량체 또는 블렌드, 또는 중합 단량체 또는 블렌드의 용해성; 또는 가공 후 정치 시에 스티렌-풍부 상 도메인과의 단량체 또는 블렌드의 회합에서 생길 수 있다.
일부 다른 태양에서, 선형 블록 공중합체는 이중블록 공중합체이다. 일부 태양에서, 이중블록 공중합체는 스티렌-아이소프렌, 및 스티렌-부타디엔으로 이루어진 군으로부터 선택된다. 일부 태양에서, 선형 블록 공중합체는 삼중블록 공중합체이다. 일부 태양에서, 삼중블록 공중합체는 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 스티렌-아이소부틸렌-스티렌, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택된다. 이중블록 및 삼중블록 공중합체는 구매가능한데, 예를 들어, 미국 텍사스주 휴스턴 소재의 덱스코 폴리머 엘피(Dexco Polymer LP)로부터 입수가능한 상표명 벡터(VECTOR)로 구매가능한 것들; 및 미국 텍사스주 휴스턴 소재의 크라톤 폴리머즈 유.에스. 엘엘씨(Kraton Polymers U.S. LLC)로부터 입수가능한 상표명 크라톤(KRATON)으로 입수가능한 것들이다. 제조 및/또는 구매되는 바와 같이, 삼중블록 공중합체는 마찬가지로 약간의 분율의 이중블록 공중합체를 함유할 수 있다.
본 발명에 따른 감압 접착제의 특정 태양에서, 본 발명에 사용하기 위한 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만이다.
바람직한 태양에 따르면, 본 발명에 사용하기 위한 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(Volatile Fogging Compound)(FOG) 값이 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 또는 심지어 500 ppm 미만이다. 본 발명과 관련하여, 고무계 탄성중합체 재료 및 적어도 하나의 탄화수소 점착부여제를 포함하며, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 또는 심지어 500 ppm 미만인, 감압 접착제가 가스 방출된 성분의 응축에 대한 저항성 및/또는 상응하는 감압 접착제의 열 안정성과 관련된 탁월한 특성 및 성능을 제공하는 것으로 의외로 밝혀졌다. 유리한 낮은 포깅 특성이 구비된 감압 접착제는 전자 응용을 위해 특히 적합하다.
더 바람직하게는, 본 발명에 사용하기 위한 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 오븐 가스 방출 시험 방법(oven outgassing test method)에 따른 중량 손실 분석에 의해 측정될 때, 가스 방출 값이 1 중량% 미만, 0.8 중량% 미만, 0.6 중량% 미만, 0.5 중량% 미만, 0.4 중량% 미만, 0.3 중량% 미만, 0.2 중량% 미만 또는 심지어 0.1 중량% 미만이다. 본 발명과 관련하여, 고무계 탄성중합체 재료 및 적어도 하나의 탄화수소 점착부여제를 포함하는 감압 접착제 - 이때, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 오븐 가스 방출 시험 방법에 따른 중량 손실 분석에 의해 측정될 때, 가스 방출 값이 1 중량% 미만, 0.8 중량% 미만, 0.6 중량% 미만, 0.5 중량% 미만, 0.4 중량% 미만, 0.3 중량% 미만, 0.2 중량% 미만 또는 심지어 0.1 중량% 미만임 - 가 탁월한 열 안정성을 제공하는 것으로 의외로 밝혀졌다.
종래의 감압 접착제 조성물 중에 전형적으로 포함된 어떠한 탄화수소 점착부여제라도, 그것이 상기에 상세히 설명된 VOC 요건 및 바람직하게는 상기에 상세히 설명된 FOG 수준 요건도 역시 충족시키는 한, 본 발명과 관련하여 사용될 수 있다. 유용한 탄화수소 점착부여제는 전형적으로 (공)중합성 재료와 혼화성이 되도록 선택된다. 본 발명에 사용하기에 적합한 탄화수소 점착부여제(들)는 본 발명을 고려하여 당업자에 의해 용이하게 확인될 수 있다.
고체 또는 액체 탄화수소 점착부여제가 첨가될 수 있지만, 고체 탄화수소 점착부여제가 바람직하다. 고체 점착부여제는 일반적으로 수평균 분자량(Mw)이 10,000 그램/몰 이하이고 연화점이 약 70℃ 초과이다. 액체 점착부여제는 연화점이 약 0℃ 내지 약 20℃인 점성 재료이다.
적합한 점착부여 수지(tackifying resin)는 테르펜 수지, 예를 들어 폴리테르펜(예를 들어, 알파 피넨계 수지, 베타 피넨계 수지, 및 리모넨계 수지) 및 방향족-개질된 폴리테르펜 수지(예를 들어, 페놀 개질된 폴리테르펜 수지); 쿠마론-인덴 수지; 및 석유계 탄화수소 수지, 예를 들어 C5계 탄화수소 수지, C9계 탄화수소 수지, C5/C9계 탄화수소 수지, 및 다이사이클로펜타다이엔계 수지를 포함할 수 있다. 첨가되는 경우, 이러한 점착부여 수지를 수소화시켜서 특정 감압 접착제 조성물에 대한 그들의 색상 기여(color contribution)를 줄일 수 있다. 상기에 상세히 설명된 VOC 요건 및 바람직하게는 상기에 상세히 설명된 FOG 수준 요건도 역시 충족시키는 한, 원하는 경우, 다양한 점착부여제들의 조합이 사용될 수 있다.
탄화수소 수지인 점착부여제는 다양한 석유계 공급원료로부터 제조될 수 있다. 이러한 공급원료는 지방족 탄화수소(일부 다른 단량체가 존재하는 주로 C5 단량체, 예를 들어 트랜스-1,3-펜타다이엔, 시스-1,3-펜타다이엔, 2-메틸-2-부텐, 다이사이클로펜타다이엔, 사이클로펜타다이엔, 및 사이클로펜텐의 혼합물), 방향족 탄화수소(일부 다른 단량체가 존재하는 주로 C9 단량체, 예를 들어 비닐 톨루엔, 다이사이클로펜타다이엔, 인덴, 메틸스티렌, 스티렌, 및 메틸인덴의 혼합물), 또는 이들의 혼합물일 수 있다. C5 단량체로부터 유도되는 점착부여제는 C5계 탄화수소 수지로 지칭되는 한편, C9 단량체로부터 유도되는 점착부여제는 C9계 탄화수소 수지로 지칭된다. 일부 점착부여제는 C5 단량체와 C9 단량체의 혼합물로부터 유도되거나 C5계 탄화수소 점착부여제와 C9계 탄화수소 점착부여제의 블렌드이다. 이들 점착부여제는 C5/C9계 탄화수소 점착부여제로 지칭될 수 있다. 임의의 이러한 수지를 부분 또는 완전 수소화하여 그의 색상, 그의 열 안정성, 또는 그의 공정 적합성(process compatibility)을 개선할 수 있다.
C5계 탄화수소 수지는 이스트만 케미칼 컴퍼니(Eastman Chemical Company)로부터 상표명 피코택(PICCOTAC) 및 이스토택(EASTOTAC)으로, 크레이 밸리(Cray Valley)로부터 상표명 윙택(WINGTACK)으로, 네빌 케미칼 컴퍼니(Neville Chemical Company)로부터 상표명 네브택(NEVTAC) LX로, 그리고 코오롱 인더스트리즈 인크.(Kolon Industries, Inc.)로부터 상표명 히코레즈(HIKOREZ)로 구매가능하다. C5계 탄화수소 수지는 이스트만 케미칼로부터 상표명 이스토택으로 다양한 수소화도(degrees of hydrogenation)로 구매가능하다.
C9계 탄화수소 수지는 이스트만 케미칼 컴퍼니로부터 상표명 피코(PICCO), 크리스트렉스(KRISTLEX), 플라스톨린(PLASTOLYN), 피코택, 및 엔덱스(ENDEX)로, 크레이 밸리로부터 상표명 노르솔렌(NORSOLENE)으로, 루트거스 엔.브이.(Ruetgers N.V.)로부터 상표명 노바레즈(NOVAREZ)로, 그리고 코오롱 인더스트리즈 인크.로부터 상표명 히코택(HIKOTAC)으로 구매가능하다. 이들 수지는 부분 또는 완전 수소화될 수 있다. 수소화 전에, C9계 탄화수소 수지는 양성자 핵자기 공명에 의해 측정될 때 종종 약 40%가 방향족이다. 수소화 C9계 탄화수소 수지는, 예를 들어 이스트만 케미칼로부터 50 내지 100%(예를 들어, 50%, 70%, 90%, 및 100%) 수소화된 상표명 레갈라이트(REGALITE) 및 레갈레즈(REGALREZ)로 구매가능하다. 부분 수소화 수지는 전형적으로 일부 방향족 고리를 갖는다.
다양한 C5/C9계 탄화수소 점착부여제가, 아라카와(Arakawa)로부터 상표명 아르콘(ARKON)으로, 제온(Zeon)으로부터 상표명 퀸톤(QUINTONE)으로, 엑손 모빌 케미칼(Exxon Mobil Chemical)로부터 상표명 에스코레즈(ESCOREZ)로, 그리고 뉴포트 인더스트리즈(Newport Industries)로부터 상표명 누레스(NURES) 및 H-레즈(H-REZ)로 구매가능하다. 본 발명과 관련하여, 본 발명에 사용하기에 적합한 탄화수소 점착부여제는 엑손 모빌 케미칼로부터 상표명 에스코레즈로 구매가능한 그러한 C5/C9계 탄화수소 점착부여제 중에서 유리하게 선택될 수 있다.
본 발명의 감압 접착제의 바람직한 태양에 따르면, 본 발명에 사용하기 위한 탄화수소 점착부여제는 지방족 탄화수소 수지, 지환족 탄화수소 수지, 방향족 개질된 지방족 및 지환족 수지, 방향족 수지, 수소화 탄화수소 수지, 테르펜 및 개질된 테르펜 수지, 테르펜-페놀 수지, 로진 에스테르, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
본 발명의 유리한 태양에서, 점착부여 수지는 C5계 탄화수소 수지, C9계 탄화수소 수지, C5/C9계 탄화수소 수지, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다. 다른 유리한 태양에서, 점착부여 수지는 수소화 테르펜 수지, 수소화 로진 수지, 수소화 C5계 탄화수소 수지, 수소화 C9계 탄화수소 수지, 수소화 C5/C9계 탄화수소 수지, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
유리한 태양에 따르면, 본 발명에 따른 감압 접착제는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인 제1 탄화수소 점착부여제를 포함하며, 제1 탄화수소 점착부여제는 바람직하게는 Tg가 60℃ 이상이고, 바람직하게는 제1 탄화수소 점착부여제는 고무질 블록과 주로 상용성이다.
유리한 태양에서, 제1 탄화수소 점착부여제는 고무질 블록들 중 적어도 일부와 주로 상용성이다. 일부 태양에서, 제1 탄화수소 점착부여제는 선형 블록 공중합체의 고무질 블록 및 멀티-아암 블록 공중합체의 각각의 고무질 블록과 주로 상용성이다.
본 명세서에 사용되는 바와 같이, 점착부여제는 이것이 블록과 혼화가능할 경우 그 블록과 "상용성"이다. 일반적으로, 점착부여제와 블록의 혼화성은 그 블록의 Tg에 대한 점착부여제의 영향을 측정함으로써 결정될 수 있다. 점착부여제가 블록과 혼화가능할 경우, 이것은 그 블록의 Tg를 변경시킬(예를 들어, 증가시킬) 것이다. 점착부여제는 이것이 블록과 적어도 혼화가능하지만 이것이 또한 다른 블록과 혼화가능할 수도 있을 경우 그 블록과 "주로 상용성"이다. 예를 들어, 고무질 블록과 주로 상용성인 점착부여제는 고무질 블록과 혼화가능할 것이지만 또한 유리질 블록과 혼화가능할 수도 있다.
일반적으로, 비교적 낮은 용해도 파라미터를 갖는 수지는 고무질 블록과 회합되는 경향이 있지만, 유리질 블록 중에서의 그의 용해도는 이러한 수지의 분자량 또는 연화점이 저하됨에 따라 증가하는 경향이 있다.
유리하게는, 고무질 블록과 주로 상용성인 예시적인 제1 탄화수소 점착부여제는 중합체 테르펜, 헤테로-작용성 테르펜, 쿠마론-인덴 수지, 로진산, 로진산의 에스테르, 불균등화 로진산 에스테르, 수소화, C5 지방족 수지, C9 수소화 방향족 수지, C5/C9 지방족/방향족 수지, 다이사이클로펜타다이엔 수지, C5/C9 및 다이사이클로펜타다이엔 전구체에서 생긴 수소화 탄화수소 수지, 수소화 스티렌 단량체 수지, 및 이들의 임의의 블렌드로 이루어진 군으로부터 선택된다.
다른 유리한 태양에 따르면, 본 발명에 따른 감압 접착제는 선택적으로, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인 제2 탄화수소 점착부여제를 포함할 수 있으며, 제2 탄화수소 점착부여제는 바람직하게는 Tg가 60℃ 이상이고, 바람직하게는 제2 탄화수소 점착부여제는 유리질 블록과 주로 상용성이다.
본 발명과 관련하여, 유리질 블록과 주로 상용성인 제2 탄화수소 점착부여제의 첨가는 감압 접착제의 고온 전단 성능에 유리한 영향을 줄 수 있는 것으로 의외로 밝혀졌다. 유리질 블록과 주로 상용성인 제2 탄화수소 점착부여제의 존재는 또한, 특히 중요한 기재, 예컨대 중요한 페인트 기재 및 중요한 클리어 코트 시스템, 특히 자동차용의 중요한 클리어 코트 시스템 상에서의 개선된 접착 성능의 제공으로 이어질 수 있다.
바람직한 태양에서, 유리질 블록과 주로 상용성인 제2 탄화수소 점착부여제는 쿠마린-인덴 수지, 로진산, 로진산의 에스테르, 불균등화 로진산 에스테르, C9 방향족 물질, 스티렌, 알파-메틸 스티렌, 순수한 단량체 수지 및 C9/C5 방향족-개질된 지방족 탄화수소, 및 이들의 블렌드로 이루어진 군으로부터 유리하게 선택된다.
본 발명에 따른 감압 접착제의 일부 태양에서, 제1 및/또는 제2 탄화수소 점착부여제는 Tg가 65℃ 이상, 또는 심지어 70℃ 이상이다.일부 태양에서, 제1 및 제2 탄화수소 점착부여제 둘 모두는 Tg가 65℃ 이상, 또는 심지어 70℃ 이상이다.
본 발명에 따른 감압 접착제의 일부 태양에서, 제1 및/또는 제2 탄화수소 점착부여제는 연화점이 약 115℃ 이상, 또는 심지어 약 120℃ 이상이다. 일부 태양에서, 제1 및 제2 탄화수소 점착부여제 둘 모두는 연화점이 약 115℃ 이상, 또는 심지어 약 120℃ 이상이다.
본 발명에 따른 감압 접착제의 전형적인 태양에 따르면, 모든 블록 공중합체의 총 중량 대 모든 탄화수소 점착부여제의 총 중량의 비는 2.4:1 내지 1:2.4, 2.0:1 내지 1:2.0, 1.5:1 내지 1:1.5, 1.2:1 내지 1:1.2, 1.15:1 내지 1:1.15, 또는 심지어 1.1:1 내지 1:1.1의 범위이다.
감압 접착제의 전형적인 태양에 따르면, 어떠한 탄화수소 점착부여제도, 예를 들어, 감압 접착제의 중량을 기준으로, 80 중량% 이하의 양으로 사용될 수 있다. 일부 태양에서, 점착부여제는, 감압 접착제의 중량을 기준으로, 70 중량% 이하, 60 중량% 이하, 55 중량% 이하, 50 중량% 이하, 또는 심지어 45 중량% 이하의 양으로 사용될 수 있다. 점착부여제의 양은, 감압 접착제의 중량을 기준으로, 예를 들어 5 중량% 내지 60 중량%, 5 중량% 내지 50 중량%, 10 중량% 내지 45 중량%, 또는 심지어 15 중량% 내지 45 중량%의 범위일 수 있다.
본 발명에 따른 감압 접착제는 중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제를 추가로 포함한다. 당업자에 의해 전형적으로 공지된 어떠한 중합체 가소제라도, 그것이 상기 중량 평균 분자량 요건을 충족시키는 한, 본 발명과 관련하여 사용될 수 있다.
중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제의 사용은 감압 접착제의 전체 전단 성능에, 특히 승온에서의(전형적으로 70℃에서의) 전단 성능에 유리한 영향을 줄 수 있다. 추가적으로, 중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제는 VOC 및 FOG 수준의 감소와 관련된 탁월한 특성 및 성능을 제공하는 것으로 밝혀졌다.
본 발명에 사용하기에 유용한 중합체 가소제는 전형적으로 조성물 중의 다른 성분들, 예컨대 (공)중합체 재료 및 임의의 선택적인 첨가제와 혼화성이 되도록 선택된다. 본 발명에 사용하기에 적합한 중합체 가소제는 본 발명을 고려하여 당업자에 의해 용이하게 확인될 수 있다. 본 발명에 사용될 수 있는 중합체 가소제의 전형적인 예에는 폴리아이소부틸렌, 폴리아이소프렌, 폴리부타디엔, 비정질 폴리올레핀 및 이들의 공중합체, 실리콘, 폴리아크릴레이트, 올리고머성 폴리우레탄, 에틸렌 프로필렌 공중합체, 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는 것들이 포함되지만 이로 한정되지 않는다.
유리하게는, 본 발명에 사용하기 위한 중합체 가소제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만, 또는 심지어 200 ppm 미만이다.
더 유리하게는, 본 발명에 사용하기 위한 중합체 가소제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(Volatile Fogging Compound)(FOG) 값이 2500 ppm 미만, 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 또는 심지어 500 ppm 미만이다.
더욱 더 유리하게는, 본 발명에 사용하기 위한 중합체 가소제(들)는, 실험 섹션에 기재된 오븐 가스 방출 시험 방법에 따른 중량 손실 분석에 의해 측정될 때, 가스 방출 값이 1 중량% 미만, 0.8 중량% 미만, 0.6 중량% 미만, 0.5 중량% 미만, 0.4 중량% 미만, 0.3 중량% 미만, 0.2 중량% 미만 또는 심지어 0.1 중량% 미만이다.
유리한 태양에 따르면, 중합체 가소제는 중량 평균 분자량 Mw가 20,000 g/mol 이상, 30,000 g/mol 이상, 또는 심지어 50,000 g/mol 이상이다. 더 유리하게는, 중합체 가소제는 중량 평균 분자량 Mw가 100,000 g/mol 이하, 90,000 g/mol 미만, 80,000 g/mol 미만, 70,000 g/mol 미만, 또는 심지어 60,000 g/mol 미만이다.
중합체 가소제의 중량 평균 분자량 Mw는 당업자에게 공지된 임의의 방법, 예를 들어 크기 배제 크로마토그래피(Size Exclusion Chromatography)(SEC)로도 공지된 겔 투과 크로마토그래피(Gel Permeation Chromatography)(GPC)에 의해 또는 광 산란 기법에 의해 결정될 수 있다. 달리 언급되지 않으면, 중합체 가소제의 중량 평균 분자량 Mw는 ASTM D4001-13에 따른 광 산란에 의해 측정된다.
본 발명의 감압 접착제의 다른 유리한 태양에서, 중합체 가소제는 30,000 g/mol 내지 80,000 g/mol 또는 심지어 30,000 g/mol 내지 60,000 g/mol에 포함되는 중량 평균 분자량 Mw를 갖는다.
본 발명의 감압 접착제의 특히 바람직한 실시에 따르면, 중합체 가소제는 폴리아이소부틸렌 가소제이다. 본 발명에 사용될 수 있는 폴리아이소부틸렌 가소제의 전형적인 예에는 바스프(BASF)로부터 상표명 오파놀(OPPANOL), 특히 오파놀 B 시리즈로 구매가능한 것들 중에서 선택되는 것들이 포함되지만 이로 한정되지 않는다.
전형적인 태양에 따르면, 중합체 가소제는, 예를 들어, 감압 접착제의 중량을 기준으로, 40 중량% 이하의 양으로 사용된다. 일부 태양에서, 폴리아이소부틸렌 가소제는, 감압 접착제의 중량을 기준으로, 35 중량% 이하, 30 중량% 이하, 또는 25 중량% 이하의 양으로 사용될 수 있다. 중합체 가소제의 양은, 감압 접착제의 중량을 기준으로, 예를 들어 1 중량% 내지 40 중량%, 2 중량% 내지 30 중량%, 또는 심지어 5 중량% 내지 30 중량%, 또는 심지어 5 중량% 내지 25 중량%의 범위일 수 있다.
감압 접착제의 다른 전형적인 태양에 따르면, 중합체 가소제의 총량은, 감압 접착제의 충 중량을 기준으로 중량%로 표시될 때, 20 중량% 이하, 18 중량% 이하, 15 중량% 이하, 또는 심지어 12 중량% 이하이다. 일부 다른 태양에서, 중합체 가소제의 총량은, 감압 접착제의 충 중량을 기준으로 중량%로 표시될 때, 6 중량% 이상, 또는 심지어 7 중량% 이상이다. 일부 또 다른 태양에서, 중합체 가소제의 총량은, 감압 접착제의 충 중량을 기준으로 중량%로 표시될 때, 2 내지 20 중량%, 4 내지 15 중량%, 또는 심지어 6 내지 15 중량%에 포함된다.
일부 태양에서, 본 발명의 감압 접착제는, 선택적인 성분으로서, 충전제 재료를 추가로 포함할 수 있다. 그러한 충전제는, 예를 들어 감압 접착제의 기계적 안정성을 증가시키기 위해 유리하게 사용될 수 있고, 또한 그의 전단 및 박리력 저항을 증가시킬 수 있다.
당업자에게 일반적으로 공지된 임의의 충전제 재료가 본 발명과 관련하여 사용될 수 있다. 본 발명에 사용될 수 있는 충전제 재료의 전형적인 예에는, 팽창된 펄라이트, 미소구체, 팽창성 미소구체, 세라믹 구체, 제올라이트, 점토 충전제, 유리 비드, 중공 무기 비드, 실리카 유형 충전제, 소수성 실리카 유형 충전제, 친수성 실리카 유형 충전제, 건식 실리카, 섬유, 특히 유리 섬유, 탄소 섬유, 흑연 섬유, 실리카 섬유, 세라믹 섬유, 전기 및/또는 열 전도 입자, 나노입자, 특히 실리카 나노입자, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 것이 포함되지만 이로 한정되지 않는다.
본 발명의 전형적인 태양에서, 감압 접착제는, 미소구체, 팽창성 미소구체, 바람직하게는 펜탄 충전된 팽창성 미소구체, 가스 공동(gaseous cavity), 유리 비드, 유리 미소구체, 유리 버블 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는 어떠한 충전제 재료도 없다. 더 전형적으로는, 감압 접착제에는 팽창성 미소구체, 유리 버블, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는 임의의 충전제 재료가 없다.
존재하는 경우, 본 발명에 사용하기 위한 충전제 재료는 임의의 적합한 양으로 감압 접착제에 사용될 수 있다. 일부 예시적인 태양에서, 충전제 재료는 감압 접착제의 30 중량부 이하, 25 중량부 이하, 또는 심지어 20 중량부 이하의 양으로 존재한다. 일부 다른 예시적인 태양에서, 이 양은 전형적으로 감압 접착제의 1 중량부 이상, 또는 3 중량부 이상이다.
따라서, 일부 예시적인 태양에서, 충전제 재료는 감압 접착제의 1 내지 20 중량부, 3 내지 15 중량부, 또는 심지어 5 내지 13 중량부 범위의 양으로 존재한다. 일부 다른 예시적인 태양에서, 충전제 재료는 감압 접착제의 1 내지 20 중량부, 2 내지 15 중량부, 또는 심지어 2 내지 10 중량부 범위의 양으로 존재한다.
본 발명의 감압 접착제는, 선택적인 성분으로서, 가교결합 첨가제(가교결합제로도 지칭됨)를 추가로 포함할 수 있다. 가교결합제는 중합체 재료의 응집 강도 및 인장 강도를 증가시키기 위해 사용될 수 있다. 본 발명에 사용하기에 적합한 가교결합 첨가제는 다수의 (메트)아크릴로일 기를 가질 수 있다.
다수의 (메트)아크릴로일 기를 갖는 가교결합제는 다이(메트)아크릴레이트, 트라이(메트)아크릴레이트, 테트라(메트)아크릴레이트, 펜타(메트)아크릴레이트 등일 수 있다. 이들 가교결합제는, 예를 들어 (메트)아크릴산을 다가 알코올(즉, 2개 이상의 하이드록실 기를 갖는 알코올)과 반응시킴으로써 형성될 수 있다. 다가 알코올은 종종 2개, 3개, 4개, 또는 5개의 하이드록실 기를 갖는다. 가교결합제의 혼합물이 또한 사용될 수 있다.
다수의 태양에서, 가교결합제는 적어도 2개의 (메트)아크릴로일 기를 함유한다. 2개의 아크릴로일 기를 갖는 예시적인 가교결합제는, 1,2-에탄다이올 다이아크릴레이트, 1,3-프로판다이올 다이아크릴레이트, 1,9-노난다이올 다이아크릴레이트, 1,12-도데칸다이올 다이아크릴레이트, 1,4-부탄다이올 다이아크릴레이트, 1,6-헥산다이올 다이아크릴레이트, 부틸렌 글리콜 다이아크릴레이트, 비스페놀 A 다이아크릴레이트, 다이에틸렌 글리콜 다이아크릴레이트, 트라이에틸렌 글리콜 다이아크릴레이트, 테트라에틸렌 글리콜 다이아크릴레이트, 트라이프로필렌 글리콜 다이아크릴레이트, 폴리에틸렌 글리콜 다이아크릴레이트, 폴리프로필렌 글리콜 다이아크릴레이트, 폴리에틸렌/폴리프로필렌 공중합체 다이아크릴레이트, 폴리부타디엔 다이(메트)아크릴레이트, 프로폭실화 글리세린 트라이(메트)아크릴레이트, 및 네오펜틸글리콜 하이드록시피발레이트 다이아크릴레이트 개질된 카프로락톤을 포함하지만 이로 한정되지 않는다.
3개 또는 4개의 (메트)아크릴로일 기를 갖는 예시적인 가교결합제에는, 트라이메틸올프로판 트라이아크릴레이트(예를 들어, 미국 조지아주 스미르나 소재의 사이텍 인더스트리즈, 인크.(Cytec Industries, Inc.)로부터 상표명 TMPTA-N으로, 그리고 미국 펜실베이니아주 엑스턴 소재의 사토머(Sartomer)로부터 상표명 SR-351로 구매가능함), 트라이메틸올프로판 트라이메타크릴레이트(예를 들어, 미국 펜실베이니아주 엑스턴 소재의 사토머로부터 상표명 SR-350으로 구매가능함), 펜타에리트리톨 트라이아크릴레이트(예를 들어, 사토머로부터 상표명 SR-444로 구매가능함), 트리스(2-하이드록시에틸아이소시아누레이트) 트라이아크릴레이트(예를 들어, 사토머로부터 상표명 SR-368로 구매가능함), 펜타에리트리톨 트라이아크릴레이트와 펜타에리트리톨 테트라아크릴레이트의 혼합물(예를 들어, 사이텍 인더스트리즈, 인크.로부터, 테트라아크릴레이트 대 트라이아크릴레이트가 대략 1:1 비율인 상표명 페티아(PETIA)로, 그리고 테트라아크릴레이트 대 트라이아크릴레이트가 대략 3:1 비율인 상표명 페타(PETA)-K로 구매가능함), 펜타에리트리톨 테트라아크릴레이트(예를 들어, 사토머로부터 상표명 SR-295로 구매가능함), 다이-트라이메틸올프로판 테트라아크릴레이트(예를 들어, 사토머로부터 상표명 SR-355로 구매가능함), 및 에톡실화 펜타에리트리톨 테트라아크릴레이트(예를 들어, 사토머로부터 상표명 SR-494로 구매가능함)가 포함되지만 이로 한정되지 않는다. 5개의 (메트)아크릴로일 기를 갖는 예시적인 가교결합제는 다이펜타에리트리톨 펜타아크릴레이트(예를 들어, 사토머로부터 상표명 "SR-399"로 구매가능함)를 포함하지만 이로 한정되지 않는다.
일부 태양에서, 가교결합제는 적어도 2개의 (메트)아크릴로일 기를 함유하는 중합체 재료이다. 예를 들어, 가교결합제는 적어도 2개의 아크릴로일 기를 갖는 폴리(알킬렌 옥사이드)(예를 들어, SR210, SR252, 및 SR603과 같이 사토머로부터 구매가능한 폴리에틸렌 글리콜 다이아크릴레이트) 또는 적어도 2개의 (메트)아크릴로일 기를 갖는 폴리(우레탄)(예를 들어, 사토머로부터의 CN9018과 같은 폴리우레탄 다이아크릴레이트)일 수 있다. 더 높은 분자량의 가교결합제가 증가함에 따라, 얻어지는 아크릴 공중합체는 파단 전의 신율이 더 높은 경향이 있다. 중합체 가교결합제는 그의 비중합체 대응물에 비하여 더 큰 중량%의 양으로 사용되는 경향이 있다.
또 다른 가교결합 방법에서는, 열 가교결합제가, 선택적으로 적합한 촉진제 및 지연제와 조합하여, 사용될 수 있다. 본 발명에 사용하기에 적합한 열 가교결합제는 아이소시아네이트, 더 특히 블로킹제가 없는 삼량체화 아이소시아네이트 및/또는 입체 장애 아이소시아네이트 또는 그 밖의 에폭사이드 화합물, 예를 들어 에폭사이드-아민 가교결합제 시스템을 포함하지만 이로 한정되지 않는다. 유리한 가교결합제 시스템 및 방법은, 예를 들어 독일 특허 제202009013255 U1호, 유럽 특허 제2 305 389 A1호, 유럽 특허 제2 414 143 A1호, 유럽 특허 제2 192 148 A1호, 유럽 특허 제2 186 869호, 유럽 특허 제0 752 435 A1호, 유럽 특허 제1 802 722 A1호, 유럽 특허 제1 791 921 A1호, 유럽 특허 제1 791 922 A1호, 유럽 특허 제1 978 069 A1호, 및 독일 특허 제10 2008 059 050 A1호의 명세서에 기재되어 있으며, 이들의 관련 내용은 본 명세서에 참고로 포함된다. 특히 유리한 가교결합제 시스템 및 방법이 유럽 특허 제0 752 435 A1호 및 유럽 특허 제1 978 069 A1호에 기재되어 있다. 본 발명에 사용하기에 적합한 촉진제 및 지연제 시스템은, 예를 들어 US-A1-2011/0281964호의 명세서에 기재되어 있으며, 이의 관련 내용은 명시적으로 본 명세서에 참고로 포함된다. 본 발명에 사용하기에 적합한 열 가교결합제에는 에폭시사이클로헥실 유도체, 특히 에폭시사이클로헥실 카르복실레이트 유도체가 포함되며, 사이텍 인더스트리즈 인크.(Cytec Industries Inc.)로부터 상표명 우바큐어(UVACURE) 1500으로 구매가능한 (3,4-에폭시사이클로헥산)메틸 3,4-에폭시사이클로헥실카르복실레이트가 특히 바람직하다. 특정 태양에 따르면, 본 발명에 사용하기 위한 고무계 탄성중합체 재료는 에폭사이드 기와 가교결합가능한 (공)중합체 또는 공중합체를 포함할 수 있다. 상응하여, 사용되는 단량체들 또는 공단량체들 중 적어도 일부는 유리하게는 에폭사이드 기와 가교결합가능한 작용성 단량체일 수 있다. 산 기(특히, 카르복실산, 설폰산 또는 포스폰산 기) 및/또는 하이드록실 기 및/또는 산 무수물 기 및/또는 에폭사이드 기 및/또는 아민 기를 갖는 단량체, 특히 카르복실산 기를 함유하는 단량체가 적합하게 사용될 수 있다. 적합한 작용성 단량체는, 예를 들어 미국 특허 출원 공개 제2005/0288436 A1호에 기재되어 있다.
존재하는 경우, 가교결합 첨가제는, 감압 접착제의 중량을 기준으로, 예를 들어 40 중량% 이하의 양으로 사용될 수 있다. 일부 태양에서, 가교결합 첨가제는, 감압 접착제의 중량을 기준으로, 20 중량% 이하, 15 중량% 이하, 10 중량% 이하, 또는 5 중량% 이하의 양으로 사용될 수 있다. 가교결합 첨가제의 양은, 감압 접착제의 중량을 기준으로, 예를 들어 0.1 중량% 내지 10 중량%, 0.5 중량% 내지 8 중량%, 1 중량% 내지 6 중량%, 또는 심지어 2 중량% 내지 5 중량%의 범위일 수 있다.
열, 수분, 또는 감광성 가교결합 첨가제 이외에, 가교결합은 또한 감마 또는 e-빔 방사선과 같은 고에너지 전자기 방사선을 사용하여 달성될 수 있다.
본 발명의 유리한 태양에서, 본 발명에 사용하기 위한 가교결합 첨가제는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 활성화된다/활성화 가능하다. 더 바람직한 태양에서, 가교결합 첨가제는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택된다. 예시적인 다작용성 (메트)아크릴레이트 화합물은 바람직하게는 적어도 2개의 (메트)아크릴로일 기, 특히 3개 또는 4개의 (메트)아크릴로일 기, 더 특히 3개의 (메트)아크릴로일 기를 포함한다.
다른 유리한 태양에서, 다작용성 (메트)아크릴레이트 화합물은 하기 화학식을 갖는다:
H2C=C(R1)-(CO)-O-R2-[O-(CO)-(R1)C=CH2]n
(상기 식에서, R1은 수소 또는 메틸이고; n은 1, 2, 3 또는 4이고; R2는 알칸, 방향족 화합물, 헤테로알칸, 또는 이들의 임의의 조합의 (n + 1)가 라디칼, 예컨대 알킬렌, 아릴렌, 헤테로알킬렌, 또는 이들의 임의의 조합임).
또 다른 유리한 태양에 따르면, 본 발명에 사용하기 위한 가교결합 첨가제는 1,6-헥산다이올 다이(메트)아크릴레이트, 트라이메틸올프로판 트라이(메트)아크릴레이트, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는 다작용성 (메트)아크릴레이트 화합물이다.
특히 유리한 태양에서, 본 발명에 따른 감압 접착제는 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 가교결합된다. 바람직한 일 태양에 따르면, 감압 접착제는 e-빔 조사에 의해 가교결합되며, e-빔 조사 선량은 바람직하게는 50 kGy 내지 150 kGy에 포함된다. 추가의 특정 태양에서, e-빔 조사는 양쪽 면으로부터 수행되어 감압 접착제 내에 대칭적 조사 프로파일을 갖도록 한다.
본 발명과 관련하여, 전술된 바와 같은 감압 접착제 제형을, 특히 화학 방사선에 의해, 그리고 바람직하게는 e-빔 조사에 의해 가교결합하는 것이, 실온 및 고온(예를 들어, 70℃ 또는 심지어 90℃) 둘 모두에서의 탁월한 정적 전단 성능을 특징으로 하는 감압 접착제를 제공하는 것으로 의외로 밝혀졌다.
e-빔 조사에 기초한 가교결합을 수행하는 동안, 적합한 e-빔 가속 텐션(acceleration tension)을 선택하는 것과 함께 적합한 e-빔 조사 선량(irradiation dose)을 찾아내는 것은 당업자의 관행적인 실시(practice)에 충분히 속할 것이다. 적합한 가속 텐션은 전형적으로 상응하는 감압 접착제 제형 층의 코팅 중량에 따라 선택되고 적합하게 된다. 예시적인 e-빔 가속 텐션은, 코팅 중량이 25 내지 1200 g/㎡인 감압 접착제 층에 대해, 전형적으로 140 내지 300 ㎸에 포함된다. 양쪽 면으로부터 조사될 때, 감압 접착제 층은 1800 g/㎡ 이하의 코팅 중량을 가질 수 있다.
유리하게는, 본 발명의 감압 접착제는 50 kGy 내지 150 kGy에 포함되는 e-빔 조사 선량을 사용하여 가교결합될 수 있다.
일 특정 태양에 따르면, 본 발명에 따른 감압 접착제는
a)
감압 접착제의 중량을 기준으로, 20 중량% 내지 80 중량%, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 멀티-아암 블록 공중합체;
b)
감압 접착제의 중량을 기준으로, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 탄화수소 점착부여제(들);
c)
감압 접착제의 중량을 기준으로, 2 중량% 내지 20 중량%, 4 중량% 내지 15 중량%, 또는 심지어 6 중량% 내지 15 중량%의 중합체 가소제;
d)
선택적으로, 감압 접착제의 중량을 기준으로, 3 중량% 내지 40 중량%, 5 중량% 내지 30 중량%, 또는 심지어 10 중량% 내지 25 중량%의 선형 블록 공중합체; 및
e)
선택적으로, 감압 접착제의 중량을 기준으로, 0.1 중량% 내지 10 중량%, 0.5 중량% 내지 8 중량%, 1 중량% 내지 6 중량%, 또는 심지어 2 중량% 내지 5 중량%의 가교결합 첨가제를 포함하며, 가교결합 첨가제는 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는, 감압 접착제이다.
본 발명을 고려하여 당업자에게 명백한 바와 같이, 임의의 원하는 특성을 달성하도록 다른 첨가제가 선택적으로 감압 접착제에 포함될 수 있다. 그러한 첨가제는 추가의 점착부여제, 안료, 강인화제(toughening agent), 강화제(reinforcing agent), 난연제, 산화방지제, 중합 개시제, 및 다양한 안정제를 포함하지만 이로 한정되지 않는다. 첨가제는 전형적으로 원하는 최종 특성을 얻기에 충분한 양으로 첨가된다.
특정 태양에 따르면, 본 발명의 감압 접착제는 핫멜트 감압 접착제이다. 본 명세서에 사용되는 바와 같이, 핫멜트 감압 접착제는, 그것이 표준 실온보다 상당히 더 높은 공정 온도에서는 박층으로 기재 또는 캐리어 상에 코팅될 수 있지만 실온에서는 유용한 감압 접착제 특성을 보유하도록 하는 용융 점도 프로파일을 갖는 중합체 재료 또는 블렌딩된 중합체 재료이다.
본 발명의 감압 접착제 조성물은 당업계에 공지된 방법을 사용하여 제조될 수 있다. 예로서, 이것은 블록 공중합체, 적합한 점착부여제, 임의의 가소제(들), 및 임의의 다른 첨가제를 적합한 용매 중에 용해시켜 용매계 접착제를 생성함으로써 제조될 수 있다. 이어서, 접착제는 종래의 수단(예를 들어, 나이프 코팅, 롤 코팅, 그라비어 코팅, 로드 코팅, 커튼 코팅, 분무 코팅, 에어 나이프 코팅)을 사용하여 기재(예를 들어, 이형 라이너, 테이프 배킹, 코어(core), 또는 패널) 상에 코팅될 수 있다. 일부 태양에서는, 이어서, 접착제를 건조시켜 용매의 적어도 일부를 제거한다. 일부 유리한 태양에서는, 실질적으로 모든 용매를 제거한다.
일부 대안적인 실시에서, 감압 접착제는 실질적으로 무용매인 공정으로 제조된다(즉, 접착제는 약 10 중량% 이하의 용매, 일부 태양에서는 약 5 중량% 이하의 용매, 그리고 일부 태양에서는 1 중량% 이하의 용매 또는 심지어 미량 이하의 양의 용매(즉, 본질적으로 무용매)를 함유한다). 일부 태양에서, 감압 접착제는 잔류 용매를 함유할 수 있으며, 예를 들어 접착제는 용매 중에 제조될 수 있고, 용매는 후속 가공, 예를 들어 코팅 전에 제거된다. 일반적으로, 잔류 용매는 약 5% 이하, 일부 태양에서는 약 1% 이하, 또는 심지어 미량 이하의 양의 용매(즉, 본질적으로 무용매)로서 존재한다. 그러한 실질적인 무용매 공정은 공지되어 있으며, 예를 들어 캘린더링(calendaring) 또는 롤 밀링에 의한 배합, 및 압출(예를 들어, 단축, 이축, 디스크형 스크류, 왕복동식 단축, 핀 배럴형 단축 등)을 포함한다. 구매가능한 장비, 예를 들어 브라벤더(BRABENDER) 또는 밴버리(BANBURY) 내부 믹서가 접착제 조성물들을 배치 혼합(batch mix)하는 데 또한 이용가능하다. 배합 후, 접착제는 다이를 통하여 원하는 형태로, 예를 들어 접착제 층으로 코팅될 수 있거나, 또는 이는 이후의 시점에서의 성형을 위해 수집될 수 있다.
일부 태양에서, 용매계 접착제가 사용될 수 있다. 일부 태양에서, 그러한 접착제는 약 20 중량% 이상의 용매, 일부 태양에서는 약 40 중량% 이상, 약 50 중량% 이상, 또는 심지어 약 60 중량% 이상의 용매를 포함한다. 용매계 접착제를 코팅 및 건조시키는 임의의 공지된 방법이 사용될 수 있다.
유리한 태양에 따르면, 본 발명에 따른 감압 접착제는 두께가 1500 마이크로미터(μm) 미만, 1000 μm 미만, 800 μm 미만, 600 μm 미만, 400 μm 미만, 200 μm 미만, 150 μm 미만, 또는 심지어 100 μm 미만인 층의 형태이다. 더 유리하게는, 감압 접착제는 20 내지 1500 μm, 20 내지 1000 μm, 20 내지 500 μm, 30 내지 400 μm, 30 내지 250 μm, 40 내지 200 μm, 또는 심지어 50 내지 150 μm에 포함되는 두께를 갖는 층의 형태이다.
본 발명의 감압 접착제는 단층 구조물의 형태를 취할 수 있으며, 감압 접착제 층으로 본질적으로 이루어질 수 있다. 그러한 단일 감압 접착제 층은 유리하게는 양면 접착 테이프로서 사용될 수 있다.
다른 태양에 따르면, 본 발명은 전술된 바와 같은 감압 접착제 및 감압 접착제에 인접한 배킹 층을 포함하는 다층 감압 접착제 조립체에 관한 것이다. 본 발명에 따른 감압 접착제 조립체는, 그의 궁극적인 응용 및 원하는 특성에 따라, 그리고 전술된 바와 같은 감압 접착제를 적어도 포함한다면, 임의의 적합한 종류의 설계 또는 구성을 가질 수 있다.
예시적인 태양에 따르면, 본 발명의 감압 접착제 조립체는, 둘 이상의 중첩된 층, 즉 제1 감압 접착제 층과, 예를 들어 배킹 층 및/또는 추가의 감압 접착제 층과 같은 인접한 층을 포함하는 다층 구조물의 형태를 취할 수 있다. 그러한 접착제 다층 구조물 또는 테이프는 유리하게는 이중층 접착 테이프로서 2개의 물체를 서로 접착하는 데 사용될 수 있다. 그와 관련하여, 본 발명에 사용하기에 적합한 배킹 층은 적어도 부분적인 감압 접착제 특징을 나타낼 수 있거나 또는 나타내지 않을 수 있다.
따라서, 일 특정 태양에서, 본 발명에 따른 다층 감압 접착제 조립체는 제1 주 표면 및 제2 주 표면을 갖는 배킹 층; 및 제1 주 표면에 접합된 제1 감압 접착제 스킨 층(skin layer)을 포함하며, 제1 감압 접착제 스킨 층은 전술된 바와 같은 감압 접착제를 포함한다.
일부 다른 실시에서, 다층 감압 접착제 조립체는 제2 주 표면에 접합된 제2 감압 접착제 스킨 층을 추가로 포함한다. 그러한 감압 접착제 조립체는, 배킹 층이, 예를 들어 2개의 감압 접착제 층들 사이에 개재될 수 있는 3층 설계를 반영한다. 다층 감압 접착제 조립체의 일부 태양에서, 제1 감압 접착제 스킨 층 및 제2 감압 접착제 스킨 층은 동일한 접착제이고, 전술된 바와 같은 감압 접착제를 포함한다. 일부 대안적인 태양에서, 제1 감압 접착제 스킨 층 및 제2 감압 접착제 스킨 층은 각각 독립적으로 전술된 바와 같은 감압 접착제를 포함한다.
일부 실시에서, 본 발명에 따른 다층 감압 접착제 조립체는 유리하게는 스킨/코어/스킨 다층 조립체의 형태일 수 있으며, 배킹 층은 다층 감압 접착제 조립체의 코어 층이다. 본 명세서에 사용되는 바와 같이, 용어 "코어"는 용어 "배킹"과 상호교환가능하게 사용될 수 있다.
임의의 공지된 배킹 또는 코어가 본 발명에 사용될 수 있다. 적합한 배킹 층은 플라스틱(예를 들어, 이축 배향된 폴리프로필렌을 포함한 폴리프로필렌, 비닐, 폴리올레핀, 예컨대 폴리에틸렌, 폴리우레탄, 폴리우레탄 아크릴레이트, 폴리에스테르, 예컨대 폴리에틸렌 테레프탈레이트), 부직포(예를 들어, 종이, 천, 부직 스크림(nonwoven scrim)), 금속 포일, 폼(예를 들어, 폴리아크릴, 폴리에틸렌, 폴리우레탄, 네오프렌) 등으로부터 제조될 수 있다.
본 발명에 따른 다층 감압 접착제 조립체의 바람직한 태양에 따르면, 배킹은 중합체 폼 층의 형태를 취한다. 본 발명과 관련하여, 용어 "중합체 폼"은 중합체를 기반으로 하는 재료를 지칭하는 것으로 여겨지며, 이 재료는 전형적으로 공극(void)을 5 부피% 이상, 전형적으로 10 부피% 내지 80 부피% 또는 10 부피% 내지 65 부피%의 양으로 포함한다. 공극은 가스에 의해 형성된 셀(cell)과 같이 임의의 공지된 방법에 의해 얻어질 수 있다. 대안적으로, 공극은 중공 충전제, 예를 들어 중공 중합체 입자, 중공 유리 미소구체, 중공 세라믹 미소구체의 포함에 기인할 수 있다. 다른 대안적인 태양에 따르면, 공극은 열 팽창성 미소구체, 바람직하게는 펜탄 충전된 팽창성 미소구체의 포함으로부터 생길 수 있다. 본 발명에 사용하기 위한 열 팽창성 미소구체는 중합체 용융물이 압출 다이를 통과할 때 팽창될 수 있다. 팽창성 미소구체를 함유하는 중합체 혼합물은 또한 그의 팽창 온도보다 낮은 온도에서 압출되고, 나중의 단계에서 테이프를 미소구체의 팽창 온도보다 높은 온도에 노출시킴으로써 팽창될 수 있다. 대안적으로, 공극은 화학 발포제(chemical blowing agent)의 분해로부터 생길 수 있다.
중합체 폼 층은 전형적으로 0.30 g/㎤ 내지 1.5 g/㎤, 0.35 g/㎤ 내지 1.10 g/㎤, 또는 심지어 0.40 g/㎤ 내지 0.95 g/㎤에 포함되는 밀도를 갖는다. 이러한 밀도는 공극 또는 셀을 포함함으로써 달성된다. 전형적으로, 중합체 폼 층은 5 부피% 이상, 예를 들어 15 부피% 내지 45 부피%, 또는 20 부피% 내지 45 부피%의 공극을 포함할 것이다.
중합체 폼 층 중의 공극 또는 셀은 당업계에 기재된 임의의 공지된 방식으로 생성될 수 있으며, 가스 또는 발포제를 사용하는 것 및/또는 중공 충전제, 예컨대 중공 중합체 입자, 중공 유리 미소구체, 중공 세라믹 미소구체 또는 팽창성 미소구체, 바람직하게는 펜탄 충전된 팽창성 미소구체를 중합체 폼 층을 위한 조성물 내로 포함시키는 것을 포함할 수 있다.
본 발명에 사용하기 위한 중합체 폼 층은, 예를 들어 100 내지 6000 마이크로미터(μm), 200 내지 4000 μm, 500 내지 2000 μm, 또는 심지어 800 내지 1500 μm에 포함되는 두께를 갖는다. 본 발명의 설명을 고려하여 당업자에게 명백한 바와 같이, 중합체 폼 층의 바람직한 두께는 의도된 응용에 따라 좌우될 것이다.
일부 태양에서, 중합체 폼 층은 실온에서 점탄성 특성을 갖는다. 일부 다른 태양에서, 폼은 열가소성 폼을 포함할 수 있다. 일부 다른 태양에서, 폼은 열경화성 폼을 포함할 수 있다. 예시적인 폼은 또한, 예를 들어 문헌[Handbook of Polymer Foams, David Eaves, editor, published by Shawbury, Shrewsbury, Shropshire, UK: Rapra Technology, 2004]에 기재되어 있다.
중합체 폼 층의 형태의 배킹을 포함하는 다층 감압 접착제 조립체는, 단층 감압 접착제와 비교할 때, 감압 접착제 층(일반적으로 스킨 층으로도 지칭됨)의 제형에 의해 접착력(급속 접착력)이 조정될 수 있는 한편, 중합체 폼 층(일반적으로 코어 층으로도 지칭됨)의 적절한 제형에 의해 전체 조립체의 다른 특성/요건, 예컨대 적용 문제, 변형 문제 및 에너지 분포가 대처될 수 있다는 점에서 특히 유리하다.
다층 감압 접착제 조립체의 전형적인 태양에 따르면, 배킹 층은 고무계 탄성중합체 재료, 폴리아크릴레이트, 폴리우레탄, 폴리올레핀, 폴리아미드, 폴리에스테르, 폴리에테르, 폴리아이소부틸렌, 폴리스티렌, 폴리비닐, 폴리비닐피롤리돈, 및 이들의 임의의 조합, 공중합체 또는 혼합물로 이루어진 군으로부터 선택되는 중합체 기반 재료를 포함한다.
유리한 태양에서, 배킹 층은 고무계 탄성중합체 재료로 이루어진 군으로부터 선택되는 중합체 기반 재료를 포함한다. 유리하게는, 고무계 탄성중합체 재료는 천연 고무, 합성 고무, 열가소성 탄성중합체 재료, 비열가소성 탄성중합체 재료, 열가소성 탄화수소 탄성중합체 재료, 비열가소성 탄화수소 탄성중합체 재료, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
다층 감압 접착제 조립체의 일부 태양에서, 고무계 탄성중합체 재료는 할로겐화 부틸 고무, 특히 브로모부틸 고무 및 클로로부틸 고무; 할로겐화 아이소부틸렌-아이소프렌 공중합체; 브로모-아이소부틸렌-아이소프렌 공중합체; 클로로-아이소부틸렌-아이소프렌 공중합체; 블록 공중합체; 올레핀계 블록 공중합체; 부틸 고무; 합성 폴리아이소프렌; 에틸렌-옥틸렌 고무; 에틸렌-프로필렌 고무; 에틸렌-프로필렌 랜덤 공중합체; 에틸렌-프로필렌-다이엔 단량체 고무; 폴리아이소부틸렌; 폴리(알파-올레핀); 에틸렌-알파-올레핀 공중합체; 에틸렌-알파-올레핀 블록 공중합체; 스티렌계 블록 공중합체; 스티렌-아이소프렌-스티렌 블록 공중합체; 스티렌-부타디엔-스티렌 블록 공중합체; 스티렌-에틸렌-부틸렌-스티렌 블록 공중합체; 스티렌-에틸렌-프로필렌-스티렌 블록 공중합체; 스티렌-부타디엔 랜덤 공중합체; 올레핀계 중합체 및 공중합체; 에틸렌-프로필렌 랜덤 공중합체; 에틸렌-프로필렌-다이엔 삼원공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
일부 바람직한 태양에서, 고무계 탄성중합체 재료는 스티렌계 블록 공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다. 다층 감압 접착제 조립체의 더 바람직한 태양에서, 고무계 탄성중합체 재료는 스티렌-아이소프렌-스티렌 블록 공중합체, 스티렌-부타디엔-스티렌 블록 공중합체, 스티렌-에틸렌-부틸렌-스티렌 블록 공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
더 바람직한 태양에서, 고무계 탄성중합체 재료는 스티렌-아이소프렌-스티렌 블록 공중합체, 스티렌-부타디엔-스티렌 블록 공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
일부 전형적인 태양에서, 배킹 층은 적어도 하나의 충전제 재료를 추가로 포함하며, 충전제 재료는 바람직하게는 미소구체; 팽창성 미소구체, 바람직하게는 펜탄 충전된 팽창성 미소구체; 가스 공동; 유리 비드; 유리 미소구체; 유리 버블 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되며; 더 바람직하게는 팽창성 미소구체, 유리 버블, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다. 바람직하게는, 적어도 하나의 충전제 재료는 팽창성 미소구체, 유리 버블, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택된다.
본 발명에 따른 감압 접착제 조립체의 일부 특정 태양에서, 프라이머 층이 감압 접착제 층(들)과 배킹(또는 코어) 층 사이에 개재될 수 있다. 본 발명과 관련하여, 당업자에게 일반적으로 공지된 임의의 프라이머 조성물이 사용될 수 있다. 본 발명을 고려하면, 적절한 프라이머 조성물을 찾아내는 것은 당업자의 능력에 충분히 속한다. 본 발명에 사용하기에 유용한 프라이머는, 예를 들어 미국 특허 제5,677,376호(그로브즈(Groves)) 및 미국 특허 제5,605,964호(그로브즈)에 기재되어 있으며, 이들의 내용은 본 명세서에 참고로 포함된다.
일부 태양에서, 본 발명에 따른 감압 접착제 조립체는, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 가교결합된다. 바람직한 일 태양에 따르면, 감압 접착제 조립체는 e-빔 조사에 의해 가교결합되며, e-빔 조사 선량은 바람직하게는 50 kGy 내지 150 kGy에 포함된다.
감압 접착제 조립체에 포함된 다양한 감압 접착제 층(들) 및 다른 선택적인 층(들)의 두께는, 원하는 실시 및 관련 특성에 따라, 광범위한 범위 내에서 변동될 수 있다. 예로서, 두께는 각각의 층에 대해 독립적으로 25 마이크로미터(μm) 내지 6000 μm, 40 μm 내지 3000 μm, 50 μm 내지 3000 μm, 50 μm 내지 2000 μm, 또는 심지어 50 μm 내지 1500 μm로 선택될 수 있다.
다층 감압 접착제 조립체가 스킨/코어 유형 다층 감압 접착제 조립체의 형태를 취하며, 배킹 층이 다층 감압 접착제 조립체의 코어 층이고 감압 접착제 층이 다층 감압 접착제 조립체의 스킨 층인 특정 실시에 따르면, 감압 접착제 층은 배킹/코어 층에 비하여 더 얇은 두께를 갖는 것이 바람직하다. 이는 다층 감압 접착제 조립체가 중합체 폼 감압 접착 테이프의 형태를 취하는 실시에서 특히 유리하다. 예로서, 감압 접착제 층의 두께는 전형적으로 20 μm 내지 250 μm, 또는 심지어 40 μm 내지 200 μm의 범위일 수 있는 한편, 배킹 폼 층의 두께는 전형적으로 100 μm 내지 6000 μm, 400 μm 내지 3000 μm, 또는 심지어 800 μm 내지 2000 μm의 범위일 수 있다. 그러한 다층 감압 접착제 조립체는 전형적으로 높은 박리 접착력을 나타낸다. 이론에 의해 구애되고자 함이 없이, 그러한 높은 박리 접착력은 감압 접착제 층에 비하여 상대적으로 두꺼운 중합체 폼 층의 안정화 효과에 의해 야기되는 것으로 여겨진다.
특히 유리한 태양에 따르면, 전술된 바와 같은 감압 접착제 또는 전술된 바와 같은 다층 감압 접착제 조립체는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 400 ppm 미만, 또는 심지어 300 ppm 미만이다.
더 유리하게는, 전술된 바와 같은 감압 접착제 또는 전술된 바와 같은 다층 감압 접착제 조립체는, 독일 자동차산업협회(Association of the German Automobile Industry)인 VDA로부터의 시험 방법 VDA278(자동차용 비금속 재료의 특성화를 위한 유기물 방출의 열 탈착 분석(Thermal Desorption Analysis of Organic Emissions for the Characterization of Non-Metallic Materials for Automobiles))에 따른 열 탈착 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 400 ppm 미만, 또는 심지어 300 ppm 미만이다.
더 유리하게는, 전술된 바와 같은 감압 접착제 또는 전술된 바와 같은 다층 감압 접착제 조립체는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 4000 ppm 미만, 3000 ppm 미만, 2500 ppm 미만, 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 또는 심지어 400 ppm 미만이다.
더 유리하게는, 전술된 바와 같은 감압 접착제 또는 전술된 바와 같은 다층 감압 접착제 조립체는, 독일 자동차산업협회인 VDA로부터의 시험 방법 VDA278(자동차용 비금속 재료의 특성화를 위한 유기물 방출의 열 탈착 분석)에 따른 열 탈착 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 4000 ppm 미만, 3000 ppm 미만, 2500 ppm 미만, 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 또는 심지어 400 ppm 미만이다.
다른 유리한 실시에 따르면, 전술된 바와 같은 감압 접착제 또는 전술된 바와 같은 다층 감압 접착제 조립체는, 실험 섹션에 기재된 정적 전단 시험 방법에 따라 70℃에서 측정될 때, 정적 전단 강도 값이 2000분 초과, 4000분 초과, 6000분 초과, 8000분 초과, 또는 심지어 10000분 초과이다.
또 다른 유리한 실시에 따르면, 전술된 바와 같은 감압 접착제 또는 전술된 바와 같은 다층 감압 접착제 조립체는, 실험 섹션에 기재된 정적 전단 시험 방법에 따라 90℃에서 측정될 때, 정적 전단 강도 값이 2000분 초과, 4000분 초과, 6000분 초과, 8000분 초과, 또는 심지어 10000분 초과이다.
추가로 본 발명은 전술된 바와 같은 감압 접착제(또는 다층 감압 접착제 조립체)의 제조 방법에 관한 것으로, 본 제조 방법은
a)
멀티-아암 블록 공중합체, 중합체 가소제, 적어도 하나의 탄화수소 점착부여제; 선택적으로, 선형 블록 공중합체; 선택적으로, 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는 가교결합제를 배합하여 감압 접착제 제형을 형성하는 단계로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만인, 상기 감압 접착제 제형을 형성하는 단계; 및
b)
선택적으로, 감압 접착제 제형을, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 가교결합시키는 단계를 포함한다.
본 발명에 따른 방법의 예시적인 태양에 따르면, 본 방법은 무용매 방법이다. 무용매 방법이란, 본 명세서에서, 감압 접착제의 제조 방법의 가공 단계 동안 용매가 실질적으로 전혀 첨가되지 않음을 반영하는 것으로 여겨진다.
특정 태양에서, 감압 접착제의 제조 방법은 핫멜트 가공 단계, 바람직하게는 연속 핫멜트 혼합 가공 단계, 더 바람직하게는 핫멜트 압출 가공 단계, 특히 이축(twin screw) 핫멜트 압출 가공 단계를 포함한다.
감압 접착제 또는 다층 감압 접착제 조립체의 제조 방법의 유리한 태양에 따르면, 탄화수소 점착부여제(들) 및/또는 중합체 가소제(들)는 배합 매체 내로 그들을 공급하기 전에 최소한의 열 응력에 노출된다. 본 발명과 관련하여, 장기간 동안 승온에서 탄화수소 점착부여제(들) 및/또는 중합체 가소제(들)에 가해지는 열 응력이 이들 성분의 가속된 열적 및/또는 산화적 분해로 그리고 VOC의 발생으로 이어질 수 있는 것으로 실제로 밝혀졌다.
따라서, 감압 접착제 또는 다층 감압 접착제 조립체의 제조 방법의 바람직한 태양에서, 탄화수소 점착부여제(들) 및 중합체 가소제(들)는 공급 장비로서 드럼 언로더(drum unloader)를 사용하여 배합 매체에 첨가된다.
대안적으로, 탄화수소 점착부여제(들) 및/또는 중합체 가소제(들)는 단축 공급 압출기를 사용하여 배합 매체 내로 공급된다. 더 대안적으로, 탄화수소 점착부여제(들) 및/또는 중합체 가소제(들)는 방출 스크류(discharge screw)를 갖는 혼련 장비를 사용하여 배합 매체 내로 공급된다.
감압 접착제 또는 다층 감압 접착제 조립체의 제조 방법의 다른 유리한 태양에 따르면, 탄화수소 점착부여제(들) 및/또는 중합체 가소제(들)는 정량식(volumetric) 또는 중량식(gravimetric) 공급기에 의해 고체 상태로 배합 매체 내로 첨가된다.
일부 특정 태양에서, 압출 공정 동안, 배합된 첨가제 용융물에 진공이 적용된다. 진공은 기포제(foaming agent)를 첨가하기 전에 스킨 화합물 용융물에 및/또는 코어 화합물 용융물에 공평하게 적용될 수 있다.
감압 접착제 또는 다층 감압 접착제 조립체의 제조 방법의 다른 예시적인 태양에 따르면, 배합된 접착제 용융물에 화학 연행제(chemical entrainer)가 첨가되고 압출 공정에서 나중에 제거된다. 본 발명에 사용하기에 적합한 연행제는 열의 작용 하에서 휘발성 화학 물질을 방출하는 액체, 가스 또는 화합물이다. 유리하게는, 사용된 연행제는 추가의 휘발성 물질 또는 마지막으로 남은 미량의 휘발성 물질을 연행할 수 있다. 적합한 연행제가 스킨 PSA 용융물에 또는 코어 용융물에 첨가되고 압출 공정에서 나중에 제거될 수 있다. 연행제가 코어 화합물에 첨가되는 경우에, 후자는 바람직하게는 기포제를 첨가하기 전에 제거된다.
이러한 감압 접착제의 제조 방법의 특정 태양에 따르면, 감압 접착제 층의 전구체가 기재 상에 침착되고, 이어서, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 방사선에 의해 후경화된다.
다층 감압 접착제 조립체의 제조와 관련해서는, 다양한 층들이 개별적으로 제조되고, 후속으로 서로 라미네이팅될 수 있다. 대안적인 예시적인 태양에 따르면, 다양한 층들의 상응하는 전구체들은 단일 공정 단계의 일부로서 제조될 수 있다.
그러나, 감압 접착제 및 다층 감압 접착제 조립체의 생성은 앞서 언급된 방법으로 한정되지 않는다. 대안적인 제조 방법이 본 발명에 비추어 당업자에 의해 용이하게 확인될 수 있다. 예로서, 감압 접착제 또는 다층 감압 접착제 조립체는 용매계 방법에 의해 생성될 수 있다.
본 발명의 감압 접착제가 다양한 기재 상에 코팅/적용되어 접착제-코팅된 물품을 생성할 수 있다. 기재는 가요성이거나 비가요성일 수 있으며, 중합체 재료, 종이, 유리 또는 세라믹 재료, 금속, 또는 이들의 조합으로 형성될 수 있다. 적합한 중합체 기재는, 폴리프로필렌, 폴리에틸렌, 폴리비닐 클로라이드, 폴리에스테르 (폴리에틸렌 테레프탈레이트 또는 폴리에틸렌 나프탈레이트), 폴리카르보네이트, 폴리메틸(메트)아크릴레이트(PMMA), 셀룰로스 아세테이트, 셀룰로스 트라이아세테이트, 에틸 셀룰로스, 및 폴리우레탄으로부터 제조되는 것들과 같은 중합체 필름을 포함하지만 이로 한정되지 않는다. 폼(foam) 배킹이 사용될 수 있다. 다른 기재의 예에는 금속, 예를 들어 스테인리스 강, 금속 또는 금속 산화물 코팅된 중합체 재료, 금속 또는 금속 산화물 코팅된 유리 등이 포함되지만 이로 한정되지 않는다.
본 발명의 감압 접착제는 종래에 공지된 임의의 물품, 예컨대 라벨, 테이프, 간판(sign), 커버, 표시인(marking index), 디스플레이 구성요소, 터치 패널 등에 사용될 수 있다. 미세복제된(microreplicated) 표면을 갖는 가요성 배킹 재료가 또한 고려된다.
감압 접착제는 특정 기재에 적절하도록 변경된 임의의 종래의 코팅 기법을 사용하여 기재 상에 코팅/적용될 수 있다. 예를 들어, 감압 접착제는 롤러 코팅, 유동 코팅, 딥(dip) 코팅, 스핀 코팅, 분무 코팅, 나이프 코팅, 및 다이 코팅과 같은 방법에 의해 다양한 고체 기재에 적용/코팅될 수 있다. 이들 다양한 코팅 방법은 감압 접착제가 가변 두께로 기재 상에 배치될 수 있게 하며, 이에 따라 더 광범위한 조립체의 용도를 가능하게 한다.
감압 접착제가 적용될 수 있는 기재는 특정 응용에 따라 선택된다. 예를 들어, 감압 접착제는, 특히 그의 제2 및/또는 제3 감압 접착제 층을 통해 시트 제품(예를 들어, 장식용 그래픽 및 반사 제품), 라벨 스톡(label stock), 및 테이프 배킹에 적용될 수 있다. 추가적으로, 감압 접착제는 금속 패널(예를 들어, 자동차 패널) 또는 유리창과 같은 다른 기재 상에 직접 적용되어, 또 다른 기재 또는 물체가 그러한 패널 또는 창에 부착될 수 있도록 한다. 따라서, 본 발명의 감압 접착제는 자동차 제조 산업(예를 들어, 외장 트림 부품의 부착용 또는 웨더스트립(weatherstrip)용)에서, 건설 산업에서, 태양 패널 제조 산업에서, 또는 전자기기 산업(예를 들어, 모바일 핸드헬드 디바이스에서 디스플레이 고정용)에서 특히 유용할 수 있다.
따라서, 본 발명에 따른 감압 접착제는 특히 (산업적) 내장 응용을 위해, 더 특히 건설 시장 응용, 자동차 응용 또는 전자 응용을 위해 적합하다. 자동차 응용과 관련하여, 본 명세서에 기재된 바와 같은 감압 접착제는, 예를 들어 자동차 차체 사이드 몰딩, 웨더 스트립, 또는 리어뷰 미러를 접착하는 데 특히 유용할 수 있다. 본 발명에 따른 감압 접착제는 베이스 일렉트로코트(base electrocoat) 또는 안료첨가된 베이스코트를 포함하는 자동차 페인트 시스템으로 페인팅된 기재/패널에, 그리고 특히 클리어 코트 표면, 특히 자동차용 클리어 코트에 접착하기에 특히 적합하다. 본 발명에 따른 감압 접착제는 저 에너지 표면, 예컨대 폴리프로필렌, 폴리에틸렌 또는 이들의 공중합체에 접착하기에 특히 적합하다.
따라서, 본 발명은 추가로 산업적 응용, 바람직하게는 내장(산업적) 응용, 더 바람직하게는 건설 시장 응용, 자동차 응용 또는 전자적 응용을 위한, 전술된 바와 같은 감압 접착제 또는 다층 감압 접착제 조립체의 용도에 관한 것이다.
일부 태양에서, 본 발명에 따른 감압 접착제 또는 다층 감압 접착제 조립체는 저 표면 에너지(LSE) 기재에 대한 강력한 접착 접합을 형성하는 데 특히 유용할 수 있다.
그러나, 이들 접착제의 사용은 저 표면 에너지 기재로 한정되지 않는다. 일부 태양에서, 감압 접착제 및 다층 감압 접착제 조립체는 중간 표면 에너지(MSE) 기재에 의외로 잘 접합될 수 있다. 그러한 재료 중에는 폴리아미드 6(PA6), 아크릴로니트릴 부타디엔 스티렌(ABS), PC/ABS 블렌드, PC, PVC, PA, 폴리우레탄, PUR, TPE, POM, 폴리스티렌, 폴리(메틸 메타크릴레이트)(PMMA), 클리어 코트 표면, 특히 자동차와 같은 차량 또는 산업적 응용에서의 코팅 표면을 위한 클리어 코트, 및 섬유 강화 플라스틱과 같은 복합 재료가 포함된다.
따라서, 본 발명은 또한, 저 표면 에너지 기재 및/또는 중간 표면 에너지 기재에 대한 접합을 위한, 상기에 기재된 바와 같은 감압 접착제 폼 또는 감압 접착제 조립체의 용도에 관한 것이다.
감압 접착제는 또한, 추후의 영구적인 기재에 대한 적용을 위하여 감압 접착제 조립체의 적어도 하나의 층이 이형 라이너 상에 배치된, 감압 접착제 전사 테이프의 형태로 제공될 수 있다. 감압 접착제 조립체는 또한, 감압 접착제 조립체가 영구적인 배킹 상에 배치된 단면 코팅 또는 양면 코팅 테이프로서 제공될 수 있다. 배킹은 플라스틱(예를 들어, 이축 배향된 폴리프로필렌을 포함한 폴리프로필렌, 비닐, 폴리올레핀, 예컨대 폴리에틸렌, 폴리우레탄, 폴리우레탄 아크릴레이트, 폴리에스테르, 예컨대 폴리에틸렌 테레프탈레이트), 부직포(예를 들어, 종이, 천, 부직 스크림), 금속 포일, 폼(예를 들어, 폴리아크릴, 폴리에틸렌, 폴리우레탄, 네오프렌) 등으로부터 제조될 수 있다. 중합체 폼은 쓰리엠 컴퍼니(3M Co.), 볼테크(Voltek), 세키스이(Sekisui) 및 기타와 같은 다양한 공급처로부터 구매가능하다. 단면 테이프의 경우에, 감압 접착제는 배킹 재료의 한쪽 표면에 적용되고 적합한 이형 재료가 배킹 재료의 반대편 표면에 적용된다. 이형 재료는 공지되어 있으며, 예를 들어 실리콘, 폴리올레핀, 폴리카르바메이트, 폴리아크릴 등과 같은 재료를 포함한다. 양면 코팅 테이프의 경우에, 감압 접착제는 배킹 재료의 한쪽 표면에 적용되고 감압 접착제가 배킹 재료의 반대편 표면 상에 배치된다. 양면 코팅 테이프는 종종 이형 라이너 상에 유지된다.
감압 접착제 또는 다층 감압 접착제 조립체인 다양한 항목이 제공된다.
항목 1은
a)
화학식 Qn-Y의 멀티-아암 블록 공중합체
(상기 식에서,
(i)
Q는 멀티-아암 블록 공중합체의 아암을 나타내고, 각각의 아암은 독립적으로 화학식 G-R을 갖고,
(ii)
n은 아암의 수를 나타내며 3 이상의 정수이고,
(iii)
Y는 다작용성 커플링제의 잔기이며,
여기서, 각각의 R은 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; 각각의 G는 중합된 모노비닐 방향족 단량체를 포함하는 유리질 블록임);
b)
중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제;
c)
적어도 하나의 탄화수소 점착부여제로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인, 상기 탄화수소 점착부여제; 및
d)
선택적으로, 화학식 L-(G)m의 선형 블록 공중합체(상기 식에서, L은 중합된 올레핀, 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; m은 1 또는 2임)
를 포함하는 감압 접착제이다.
항목 2는 탄화수소 점착부여제(들)가, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만인, 항목 1의 감압 접착제이다.
항목 3은 탄화수소 점착부여제(들)가, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 또는 심지어 500 ppm 미만인, 항목 1 또는 항목 2에 따른 감압 접착제이다.
항목 4는 탄화수소 점착부여제(들)가, 실험 섹션에 기재된 오븐 가스 방출 시험 방법에 따른 중량 손실 분석에 의해 측정될 때, 가스 방출 값이 1 중량% 미만, 0.8 중량% 미만, 0.6 중량% 미만, 0.5 중량% 미만, 0.4 중량% 미만, 0.3 중량% 미만, 0.2 중량% 미만 또는 심지어 0.1 중량% 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 5는 중합체 가소제의 중량 평균 분자량 Mw가 20,000 g/mol 이상, 30,000 g/mol 이상, 또는 심지어 50,000 g/mol 이상인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 6은 중합체 가소제의 중량 평균 분자량 Mw가 100,000 g/mol 이하, 90,000 g/mol 미만, 80,000 g/mol 미만, 70,000 g/mol 미만, 60,000 g/mol 미만, 50,000 g/mol 미만, 또는 심지어 40,000 g/mol 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 7은 중합체 가소제가 30,000 g/mol 내지 80,000 g/mol 또는 심지어 30,000 g/mol 내지 60,000 g/mol에 포함되는 중량 평균 분자량 Mw를 갖는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 8은 중합체 가소제(들)가, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만, 또는 심지어 200 ppm 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 9는 중합체 가소제(들)가, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 2500 ppm 미만, 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 또는 심지어 500 ppm 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 10은 중합체 가소제(들)가, 실험 섹션에 기재된 오븐 가스 방출 시험 방법에 따른 중량 손실 분석에 의해 측정될 때, 가스 방출 값이 1 중량% 미만, 0.8 중량% 미만, 0.6 중량% 미만, 0.5 중량% 미만, 0.4 중량% 미만, 0.3 중량% 미만, 0.2 중량% 미만 또는 심지어 0.1 중량% 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 11은 중합체 가소제가 폴리아이소부틸렌 가소제인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 12는 멀티-아암 블록 공중합체가 성상 블록 공중합체인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 13은 멀티-아암 블록 공중합체가 다중모드 비대칭형 성상 블록 공중합체인, 항목 8에 따른 감압 접착제이다.
항목 14는 선형 블록 공중합체의 고무질 블록이 아이소프렌, 부타디엔, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 공액 다이엔, 또는 아이소부틸렌이 되도록 선택되는 올레핀을 포함하는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 15는 선형 블록 공중합체의 고무질 블록이 아이소프렌, 부타디엔, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 공액 다이엔을 포함하는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 16은 멀티-아암 블록 공중합체의 고무질 블록들 중 적어도 하나가 아이소프렌, 부타디엔, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 공액 다이엔을 포함하며, 바람직하게는 멀티-아암 블록 공중합체의 고무질 블록들 각각이 아이소프렌, 부타디엔, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 공액 다이엔을 포함하는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 17은 선형 블록 공중합체의 적어도 하나의 유리질 블록이 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 18은 멀티-아암 블록 공중합체의 유리질 블록들 중 적어도 하나가 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체이며, 바람직하게는 멀티-아암 블록 공중합체의 유리질 블록들 각각이 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 19는 선형 블록 공중합체가 2개의 유리질 블록을 포함하는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 20은 선형 블록 공중합체가 스티렌- 아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-아이소부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 21은 멀티-아암 블록 공중합체의 적어도 하나의 아암이 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 바람직하게는 멀티-아암 블록 공중합체의 각각의 아암이 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 22는 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인 제1 탄화수소 점착부여제를 포함하며, 제1 탄화수소 점착부여제는 바람직하게는 Tg가 60℃ 이상이고, 바람직하게는 제1 탄화수소 점착부여제는 고무질 블록과 주로 상용성인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 23은 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만인 제2 탄화수소 점착부여제를 추가로 포함하며, 제2 탄화수소 점착부여제는 바람직하게는 Tg가 60℃ 이상이고, 바람직하게는 제2 탄화수소 점착부여제는 유리질 블록과 주로 상용성인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 24는 제1 및/또는 제2 탄화수소 점착부여제의 Tg가 65℃ 이상인, 항목 22 또는 항목 23에 따른 감압 접착제이다.
항목 25는 제1 및/또는 제2 탄화수소 점착부여제의 연화점이 약 115℃ 이상, 바람직하게는 약 120℃ 이상인, 항목 22 내지 항목 24 중 어느 하나에 따른 감압 접착제이다.
항목 26은 제1 탄화수소 점착부여제가 중합체 테르펜, 헤테로-작용성 테르펜, 쿠마론-인덴 수지, 로진산의 에스테르, 불균등화 로진산 에스테르, 수소화 로진산, C5 지방족 수지, C9 수소화 방향족 수지, C5/C9 지방족/방향족 수지, 다이사이클로펜타다이엔 수지, C5/C9 및 다이사이클로펜타다이엔 전구체에서 생긴 수소화 탄화수소 수지, 수소화 스티렌 단량체 수지, 및 이들의 블렌드로 이루어진 군으로부터 선택되는, 항목 22 내지 항목 25 중 어느 하나에 따른 감압 접착제이다.
항목 27은 제2 탄화수소 점착부여제가 쿠마린-인덴 수지, 로진산, 로진산의 에스테르, 불균등화 로진산 에스테르, C9 방향족 물질, 스티렌, 알파-메틸 스티렌, 순수한 단량체 수지 및 C9/C5 방향족-개질된 지방족 탄화수소, 및 이들의 블렌드로 이루어진 군으로부터 선택되는, 항목 22 내지 항목 26 중 어느 하나에 따른 감압 접착제이다.
항목 28은 멀티-아암 블록 공중합체의 아암의 수, n이 3 내지 5의 정수(종점 포함)인, 바람직하게는 n은 4인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 29는 모든 블록 공중합체의 총 중량 대 모든 탄화수소 점착부여제의 총 중량의 비가 2.4:1 내지 1:2.4, 2:1 내지 1:2, 1.5:1 내지 1:1.5, 1.2:1 내지 1:1.2, 1.15:1 내지 1:1.15, 또는 심지어 1.1:1 내지 1:1.1의 범위인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 30은 중합체 가소제의 총량이, 감압 접착제의 충 중량을 기준으로 중량%로 표시될 때, 20 중량% 이하, 18 중량% 이하, 15 중량% 이하, 또는 심지어 12 중량% 이하인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 31은 중합체 가소제의 총량이, 감압 접착제의 충 중량을 기준으로 중량%로 표시될 때, 6 중량% 이상, 또는 심지어 7 중량% 이상인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 32는 중합체 가소제의 총량이, 감압 접착제의 충 중량을 기준으로 중량%로 표시될 때, 2 내지 20 중량%, 4 내지 15 중량%, 또는 심지어 6 내지 15 중량%에 포함되는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 33은 가교결합 첨가제를 추가로 포함하며, 가교결합 첨가제는 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 활성화되는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 34는 가교결합 첨가제가 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는, 항목 33에 따른 감압 접착제이다.
항목 35는 다작용성 (메트)아크릴레이트 화합물을 추가로 포함하며, 다작용성 (메트)아크릴레이트 화합물은 바람직하게는 적어도 2개의 (메트)아크릴로일 기, 특히 3개 또는 4개의 (메트)아크릴로일 기, 더 특히 3개의 (메트)아크릴로일 기를 포함하는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 36은, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해, 가교결합되는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 37은 미소구체, 팽창성 미소구체, 바람직하게는 펜탄 충전된 팽창성 미소구체, 팽창된 미소구체, 가스 공동, 유리 비드, 유리 미소구체, 유리 버블 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는 어떠한 충전제 재료도 없는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 38은
a)
감압 접착제의 중량을 기준으로, 20 중량% 내지 80 중량%, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 멀티-아암 블록 공중합체;
b)
감압 접착제의 중량을 기준으로, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 탄화수소 점착부여제(들);
c)
감압 접착제의 중량을 기준으로, 2 중량% 내지 20 중량%, 4 중량% 내지 15 중량%, 또는 심지어 6 중량% 내지 15 중량%의 중합체 가소제;
d)
선택적으로, 감압 접착제의 중량을 기준으로, 3 중량% 내지 40 중량%, 5 중량% 내지 30 중량%, 또는 심지어 10 중량% 내지 25 중량%의 선형 블록 공중합체; 및
선택적으로, 감압 접착제의 중량을 기준으로, 0.1 중량% 내지 10 중량%, 0.5 중량% 내지 8 중량%, 1 중량% 내지 6 중량%, 또는 심지어 2 중량% 내지 5 중량%의 가교결합 첨가제를 포함하며, 가교결합 첨가제는 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 39는 핫멜트 접착제인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 40은 용매계 접착제인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 41은 두께가 1500 μm 미만, 1000 μm 미만, 800 μm 미만, 600 μm 미만, 400 μm 미만, 200 μm 미만, 150 μm 미만, 또는 심지어 100 μm 미만인 층의 형태인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 42는 20 내지 1500 μm, 20 내지 1000 μm, 20 내지 500 μm, 30 내지 400 μm, 30 내지 250 μm, 40 내지 200 μm, 또는 심지어 50 내지 150 μm에 포함되는 두께를 갖는 층의 형태인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제이다.
항목 43은 선행하는 항목들 중 어느 하나에 따른 감압 접착제 및 감압 접착제에 인접한 배킹 층을 포함하는, 다층 감압 접착제 조립체이다.
항목 44는 제1 주 표면 및 제2 주 표면을 갖는 배킹 층; 및 제1 주 표면에 접합된 제1 감압 접착제 스킨 층을 포함하며, 제1 감압 접착제 스킨 층은 항목 1 내지 항목 42 중 어느 하나에 따른 감압 접착제를 포함하는, 항목 43에 따른 다층 감압 접착제 조립체이다.
항목 45는 제2 주 표면에 접합된 제2 감압 접착제 스킨 층을 추가로 포함하는, 항목 44에 따른 다층 감압 접착제 조립체이다.
항목 46은 제1 감압 접착제 스킨 층과 제2 감압 접착제 스킨 층이 동일한 접착제인, 항목 45에 따른 다층 감압 접착제 조립체이다.
항목 47은 제1 감압 접착제 스킨 층 및 제2 감압 접착제 스킨 층이 각각 독립적으로 항목 1 내지 항목 42 중 어느 하나에 따른 감압 접착제를 포함하는, 항목 46에 따른 다층 감압 접착제 조립체이다.
항목 48은 스킨/코어/스킨 다층 감압 접착제 조립체의 형태이며, 배킹 층은 다층 감압 접착제 조립체의 코어 층인, 항목 45 내지 항목 47 중 어느 하나에 따른 다층 감압 접착제 조립체이다.
항목 49는 배킹이 폼 배킹인, 항목 43 내지 항목 48 중 어느 하나에 따른 다층 감압 접착제 조립체이다.
항목 50은 배킹 층이 고무계 탄성중합체 재료, 폴리아크릴레이트, 폴리우레탄, 폴리올레핀, 폴리아미드, 폴리에스테르, 폴리에테르, 폴리아이소부틸렌, 폴리스티렌, 폴리비닐, 폴리비닐피롤리돈, 및 이들의 임의의 조합, 공중합체 또는 혼합물로 이루어진 군으로부터 선택되는 중합체 기반 재료를 포함하는, 항목 43 내지 항목 49 중 어느 하나에 따른 다층 감압 접착제 조립체이다.
항목 51은 배킹 층이 고무계 탄성중합체 재료로 이루어진 군으로부터 선택되는 중합체 기반 재료를 포함하는, 항목 50에 따른 다층 감압 접착제 조립체이다.
항목 52는 고무계 탄성중합체 재료가 천연 고무, 합성 고무, 열가소성 탄성중합체 재료, 비열가소성 탄성중합체 재료, 열가소성 탄화수소 탄성중합체 재료, 비열가소성 탄화수소 탄성중합체 재료, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는, 항목 51에 따른 다층 감압 접착제 조립체이다.
항목 53은 고무계 탄성중합체 재료가 할로겐화 부틸 고무, 특히 브로모부틸 고무 및 클로로부틸 고무; 할로겐화 아이소부틸렌-아이소프렌 공중합체; 브로모-아이소부틸렌-아이소프렌 공중합체; 클로로-아이소부틸렌-아이소프렌 공중합체; 블록 공중합체; 올레핀계 블록 공중합체; 부틸 고무; 합성 폴리아이소프렌; 에틸렌-옥틸렌 고무; 에틸렌-프로필렌 고무; 에틸렌-프로필렌 랜덤 공중합체; 에틸렌-프로필렌-다이엔 단량체 고무; 폴리아이소부틸렌; 폴리(알파-올레핀); 에틸렌-알파-올레핀 공중합체; 에틸렌-알파-올레핀 블록 공중합체; 스티렌계 블록 공중합체; 스티렌-아이소프렌-스티렌 블록 공중합체; 스티렌-부타디엔-스티렌 블록 공중합체; 스티렌-에틸렌-부틸렌-스티렌 블록 공중합체; 스티렌-에틸렌-프로필렌-스티렌 블록 공중합체; 스티렌-부타디엔 랜덤 공중합체; 올레핀계 중합체 및 공중합체; 에틸렌-프로필렌 랜덤 공중합체; 에틸렌-프로필렌-다이엔 삼원공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는, 항목 51 또는 항목 52에 따른 다층 감압 접착제 조립체이다.
항목 54는 고무계 탄성중합체 재료가 스티렌-아이소프렌-스티렌 블록 공중합체, 스티렌-부타디엔-스티렌 블록 공중합체, 스티렌-에틸렌-부틸렌-스티렌 블록 공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는, 항목 51 내지 항목 53 중 어느 하나에 따른 다층 감압 접착제 조립체이다.
항목 55는 고무계 탄성중합체 재료가 스티렌-아이소프렌-스티렌 블록 공중합체, 스티렌-부타디엔-스티렌 블록 공중합체, 스티렌-아이소부틸렌-스티렌 블록 공중합체, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는, 항목 51 내지 항목 53 중 어느 하나에 따른 다층 감압 접착제 조립체이다.
항목 56은 배킹 층이 적어도 하나의 충전제 재료를 추가로 포함하며, 충전제 재료는 바람직하게는 미소구체; 팽창성 미소구체, 바람직하게는 펜탄 충전된 팽창성 미소구체; 팽창된 미소구체; 가스 공동; 유리 비드; 유리 미소구체; 유리 버블 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되며; 더 바람직하게는 팽창성 미소구체, 유리 버블, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는, 항목 51 내지 항목 55 중 어느 하나에 따른 다층 감압 접착제 조립체이다.
항목 57은 적어도 하나의 충전제 재료가 팽창성 미소구체, 팽창된 미소구체, 유리 버블, 및 이들의 임의의 조합 또는 혼합물로 이루어진 군으로부터 선택되는, 항목 56에 따른 다층 감압 접착제 조립체이다.
항목 58은 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 400 ppm 미만, 또는 심지어 300 ppm 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체이다.
항목 59는 시험 방법 VDA278에 따른 열 탈착 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 400 ppm 미만, 또는 심지어 300 ppm 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체이다.
항목 60은 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 4000 ppm 미만, 3000 ppm 미만, 2500 ppm 미만, 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 또는 심지어 400 ppm 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체이다.
항목 61은 시험 방법 VDA278에 따른 열 탈착 분석에 의해 측정될 때, 휘발성 포깅 화합물(FOG) 값이 4000 ppm 미만, 3000 ppm 미만, 2500 ppm 미만, 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 또는 심지어 400 ppm 미만인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체이다.
항목 62는 실험 섹션에 기재된 정적 전단 시험 방법에 따라 70℃에서 측정될 때, 정적 전단 강도 값이 2000분 초과, 4000분 초과, 6000분 초과, 8000분 초과, 또는 심지어 10000분 초과인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체이다.
항목 63은 실험 섹션에 기재된 정적 전단 시험 방법에 따라 90℃에서 측정될 때, 정적 전단 강도 값이 2000분 초과, 4000분 초과, 6000분 초과, 8000분 초과, 또는 심지어 10000분 초과인, 선행하는 항목들 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체이다.
항목 64는 항목 1 내지 항목 63 중 어느 하나에 따른 감압 접착제(또는 다층 감압 접착제 조립체)의 제조 방법으로서,
a)
멀티-아암 블록 공중합체, 중합체 가소제, 적어도 하나의 탄화수소 점착부여제; 선택적으로, 선형 블록 공중합체; 선택적으로, 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는 가교결합제를 배합하여 감압 접착제 제형을 형성하는 단계로서, 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만인, 상기 감압 접착제 제형을 형성하는 단계; 및
b)
선택적으로, 감압 접착제 제형을, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 가교결합시키는 단계를 포함하는, 제조 방법이다.
항목 65는 무용매 방법인, 항목 64에 따른 방법이다.
항목 66은 핫멜트 가공 단계, 바람직하게는 연속 핫멜트 혼합 가공 단계, 더 바람직하게는 핫멜트 압출 가공 단계, 특히 이축 핫멜트 압출 가공 단계를 포함하는, 항목 64 또는 항목 65에 따른 방법이다.
항목 67은 배킹 층을 핫멜트 압출하는 단계를 포함하며, 배킹 층은 바람직하게는 폼 배킹인, 항목 64 내지 항목 66 중 어느 하나에 따른 다층 감압 접착제 조립체의 제조 방법이다.
항목 68은 배킹 층을 핫멜트 압출한 직후에, 제1 감압 접착제 스킨 층이 배킹 층의 제1 주 표면에 접합되는, 항목 67에 따른 방법이다.
항목 69는 배킹 층을 핫멜트 압출한 직후에, 제2 감압 접착제 스킨 층이 배킹 층의 제2 주 표면에 접합되며, 바람직하게는 이것이 제1 감압 접착제 스킨 층을 배킹 층의 제1 주 표면에 접합하는 단계와 동시에 행해지는, 항목 68에 따른 방법이다.
항목 70은 항목 1 내지 항목 63 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체의 용도로서, 산업적 응용, 바람직하게는 내장 응용, 더 바람직하게는 건설 시장 응용, 자동차 응용 또는 전자 응용을 위한, 감압 접착제 또는 다층 감압 접착제 조립체의 용도이다.
항목 71은 저 표면 에너지 기재 및/또는 중간 표면 에너지 기재에 대한 접합을 위한, 항목 1 내지 항목 63 중 어느 하나에 따른 감압 접착제 또는 다층 감압 접착제 조립체의 용도이다.
실시예
본 발명은 하기 실시예에 의해 추가로 예시된다. 이들 실시예는 단지 예시의 목적만을 위한 것이며 첨부된 청구범위의 범주를 제한하고자 하는 것은 아니다.
적용된 시험 방법:
TGA 시험 방법
TGA(열중량 분석) 측정은 텍사스 인스트루먼츠(Texas Instruments)로부터의 Q5000IR 장비를 사용하여 수행한다. 샘플을 백금 팬에 칭량해 넣고 오토 샘플러(auto sampler)로 장치의 오븐에 넣는다. 오븐을 통과하는 질소 유동은 25 mL/min이고, 저울을 통과하는 질소 유동은 10 mL/min이다. 온도를 30℃에서 평형이 되게 하고 15분 동안 유지한다. 이어서, 온도를 60℃/min의 램프(ramp)로 90℃까지 증가시킨다. 이어서, 90℃를 30분 동안 유지한다. 다음 단계에서는, 온도를 60℃/min의 램프로 120℃까지 증가시킨다. 120℃를 60분 동안 유지한다. 90℃에서 30분 동안(VOC 분석) 및 120℃에 60분 동안(FOG 분석)의 중량 손실을 기록한다.
이어서, 온도를 10℃/min의 램프로 800℃까지 증가시켜서 시험을 완료한다. 이어서, 온도를 600℃에서 평형이 되게 하고, 오븐을 공기로 퍼징하고 온도를 10℃/min의 램프로 900℃까지 증가시킨다.
오븐 가스 방출 시험 방법
0.1 mg의 정밀도로 10 g의 선택된 원료를 알루미늄 컵에 칭량해 넣어서, 원료 샘플의 가스 방출에 대한 측정을 수행한다. 이 단계 전에, 0.1 mg 범위의 정밀도로 알루미늄 컵을 미리 칭량해 둔다. 이어서, 칭량해 넣어둔 시험 샘플을 강제 공기 오븐에 120℃에서 2시간 동안 또는 160℃에서 2시간 동안 넣어둔다. 일단 샘플을 오븐에서 꺼내면, 주위 온도(23℃ +/- 2℃)에서 30분 동안 냉각되게 한 후, 채워진 알루미늄 컵을 다시 칭량한다. 오븐 건조 전과 후의 샘플의 중량 손실을 계산하고 % 단위로 기록한다.
VDA 시험 방법 278에 따른 유기물 방출의 열 탈착 분석
VDA 방법 278은 자동차의 내장을 제조하는 데 사용되는 비-금속성 트림(trim) 구성요소로부터의 유기물 방출을 결정하기 위해 사용되는 시험 방법이다(독일 자동차 운전자 협회("Verband der Automobilindustrie")의 VDA 표준). 본 방법은 방출된 유기 화합물을 두 그룹으로 분류한다:
VOC 값 ― n-C25 이하의 휘발성 및 반휘발성(semi-volatile) 화합물의 합계, 및
FOG 값 ― n-C14 내지 n-C32의 반휘발성 및 중질 화합물의 합계
VOC 값 및 FOG 값을 측정하기 위하여, 30 mg +/- 5 mg의 접착제 샘플을 비어 있는 유리 샘플 튜브에 직접 칭량해 넣는다. 휘발성 및 반휘발성 유기 화합물을 샘플로부터 가스 스트림 내로 추출하고, 이어서 2차 트랩 상에 재-집중(re-focus)시킨 후, 분석을 위해 GC 내로 주입한다. 여기서는 자동화 열 탈착기(마케스 인터내셔널(Markes International) 울트라-유니티(Ultra-UNITY) 시스템)를, VDA 278 시험을 위해 사용한다.
시험 방법은 2개의 추출 단계를 포함한다:
1)
VOC 분석, 이는 샘플을 90℃에서 30분 동안 탈착시켜 n-C25 이하의 VOC를 추출하는 것을 포함한다. 이후에, 샘플 1 그램당 톨루엔 당량(㎍)으로서의 각각의 화합물의 반정량적(semi-quantitative) 분석을 행한다.
2)
FOG 분석, 이는 샘플을 120℃에서 60분 동안 탈착시켜 n-C14 내지 n-C32 범위의 반휘발성 화합물을 추출하는 것을 포함한다. 이후에, 샘플 1 그램당 헥사데칸 당량(㎍)으로서의 각각의 화합물의 반정량적 분석을 행한다.
표시된 VOC 값은 샘플당 2회 측정치의 평균이다. VDA278 시험 방법에 기재된 바와 같이, 더 높은 측정값을 결과로서 표시한다. FOG 값을 결정하기 위해, VOC 분석 후에 제2 샘플을 탈착 튜브 내에 유지하고 60분 동안 120℃로 재가열한다.
300 mm/min에서의 90°-박리-시험(FINAT 시험 방법 No. 2(문헌[FINAT Test Method No. 2, 8th edition 2009])에 따름)
단층 감압 접착제 필름에 대한 90° 박리 시험
감압 접착제 필름을 시험 전에 50 μm 두께 PET 배킹(호스타판(Hostaphan) RN 50으로서 구매가능함) 상에 라미네이팅한다. 이렇게 해서 얻어진 감압 접착제 스트립을 감압 접착제 필름 샘플 재료로부터 기계 방향으로 잘라내서, 폭이 12.7 mm이고 길이가 120 mm 초과인 시험 스트립을 제공한다.
시험 샘플 제조를 위하여, 라이너를 제거한 후에, 가벼운 손가락 압력을 사용하여, 각각의 PSA 조립체 스트립의 접착제 코팅된 면을, 그의 접착면을 아래로 하여 깨끗한 시험 패널 상에 배치한다. 다음으로, 시험 샘플을 대략 10 mm/sec의 속도로 표준 FINAT 시험 롤러(중량 2 ㎏)를 사용하여 2회 롤링하여, 접착제 매스와 표면 사이의 밀접한 접촉을 얻는다. 감압 접착제 조립체 스트립을 시험 패널에 적용한 후에, 시험 전에 시험 샘플을 주위 실온(23℃ +/- 2℃, 50% 상대 습도 +/- 5%)에서 24시간 동안 놓아둔다.
박리 시험을 위해, 시험 샘플을 제1 단계에서 쯔빅(Zwick) 인장 시험기(독일 울름 소재의 쯔빅/로엘 게엠베하(Zwick/Roell GmbH)로부터 구매가능한 모델 Z020)의 하측 가동 조(jaw)에 클램핑한다. 감압 접착제 필름 스트립을 90°의 각도로 접어 젖히고, 그의 자유 단부를 90° 측정에 일반적으로 이용되는 구성으로 인장 시험기의 상측 조 내에 파지시킨다. 인장 시험기를 300 mm/min의 조 분리 속도로 설정한다. 시험 결과는 12.7 mm당 뉴턴 또는 0.5 인치당 뉴턴(N/12.7 mm 또는 N/0.5 in)으로 표시되어 있다. 제시된 박리력 값은 2회 90°-박리 측정치의 평균이다.
다층 감압 접착제 조립체에 대한 90°-박리
폭이 10 mm이고 길이가 120 mm 초과인, 본 발명에 따른 다층 감압 접착제 조립체 스트립을 샘플 재료로부터 기계 방향으로 잘라낸다.
시험 샘플 제조를 위해, 먼저 라이너를 한쪽 접착면으로부터 제거하고, 하기 치수 22 x 1.6 cm, 0.13 mm 두께를 갖는 알루미늄 스트립 상에 배치한다. 이어서, 라이너를 제거한 후에, 가벼운 손가락 압력을 사용하여, 각각의 PSA 조립체 스트립의 접착제 코팅된 면을, 그의 접착면을 아래로 하여 깨끗한 시험 패널 상에 배치한다. 다음으로, 시험 샘플을 대략 10 mm/sec의 속도로 표준 FINAT 시험 롤러(중량 6.8 ㎏)를 사용하여 2회 롤링하여, 접착제 매스와 표면 사이의 밀접한 접촉을 얻는다. 감압 접착제 조립체 스트립을 시험 패널에 적용한 후에, 시험 전에 시험 샘플을 주위 실온(23℃ +/- 2℃, 50% 상대 습도 +/- 5%)에서 24시간 동안 놓아둔다.
박리 시험을 위해, 시험 샘플을 제1 단계에서 쯔빅 인장 시험기(독일 울름 소재의 쯔빅/로엘 게엠베하로부터 구매가능한 모델 Z020)의 하측 가동 조에 클램핑한다. 다층 감압 접착제 필름 스트립을 90°의 각도로 접어 젖히고, 그의 자유 단부를 90° 측정에 일반적으로 이용되는 구성으로 인장 시험기의 상측 조 내에 파지시킨다. 인장 시험기를 300 mm/min의 조 분리 속도로 설정한다. 시험 결과는 10 mm당 뉴턴(N/10 mm)으로 얻어지고, 단층 감압 접착제 구조물과의 비교를 위하여 0.5 인치당 뉴턴(N/0.5 in 또는 N/12.7 mm)으로 변환된다. 제시된 박리력 값은 2회 90°-박리 측정치의 평균이다.
500 g에 대한 RT에서의 정적 전단-시험(FINAT 시험 방법 8(문헌[FINAT Test Method 8, 8th edition 2009])에 따름)
시험은 주위 실온(23℃ +/- 2℃ 및 50% +/- 5% 상대 습도)에서 수행한다. 본 발명에 따른 감압 접착제 필름을 50 μm 두께 PET 배킹(호스타판 RN50으로서 구매가능함) 상에 라미네이팅한다. 시험 시편을 치수가 13 mm x 175 mm인 샘플 재료로부터 잘라낸다. 이어서, 라이너를 제거하고, 접착제 스트립을 12.7 x 25.4 mm 중첩시켜 세라믹 클리어(Ceramic Clear) 5(CC5) 플레이트 상에 접착한다. 지정된 중량을 유지하기 위하여 시험 스트립의 단부에서 루프를 제조한다. 다음으로, 시험 샘플을 대략 10 mm/sec의 속도로 표준 FINAT 시험 롤러(중량 2 ㎏)를 사용하여 4회 롤링하여, 접착제 매스와 표면 사이의 밀접한 접촉을 얻는다. 감압 접착제 조립체 스트립을 시험 패널에 적용한 후에, 시험 전에 시험 샘플을 주위 실온(23℃ +/- 2℃, 50% 상대 습도 +/- 5%)에서 24시간 동안 놓아둔다.
이어서, 자동 시간 로그 기능을 구비한 수직 전단-스탠드(+2° 배치) 내로 각각의 샘플을 배치한다. 500 g 추를 루프 안으로 매단다. 파괴까지의 시간을 측정하고 분 단위로 기록한다. 목표 값은 10,000분이다. 2개의 샘플을 각각의 구조물에 대해 측정한다. ">10000"으로 기록된 시간은 접착제가 10,000분 후에 파괴되지 않았음을 나타낸다.
500 g에 대한 70℃ 또는 90℃에서의 정적 전단 시험(FINAT 시험 방법 No. 8(문헌[FINAT Test Method No. 8, 8th edition 2009])
이 시험은 70℃ 또는 90℃에서 수행한다. 감압 접착제 필름을 50 μm 두께 PET 배킹(호스타판 RN50으로서 구매가능함) 상에 라미네이팅한다. 시험 시편을 치수가 13 mm x 175 mm인 샘플 재료로부터 잘라낸다. 이어서, 라이너를 제거하고, 접착제 스트립을 12.7 x 25.4 mm 중첩시켜 세라믹 클리어 5(CC5) 플레이트 상에 접착한다. 지정된 중량을 유지하기 위하여 시험 스트립의 단부에서 루프를 제조한다. 다음으로, 시험 샘플을 대략 10 mm/sec의 속도로 표준 FINAT 시험 롤러(중량 2 ㎏)를 사용하여 4회 롤링하여, 접착제 매스와 표면 사이의 밀접한 접촉을 얻는다. 감압 접착제 조립체 스트립을 시험 패널에 적용한 후에, 시험 전에 시험 샘플을 주위 실온(23℃ +/- 2℃, 50% 상대 습도 +/- 5%)에서 24시간 동안 놓아둔다.
이어서, 자동 시간 로그 기능이 구비된, 70℃ 또는 90℃의 수직 전단-스탠드(+2° 배치) 내로 각각의 샘플을 배치한다. 오븐에서의 10분의 체류 시간(dwell time) 후에, 500 g 추를 루프 안으로 매단다. 파괴까지의 시간을 측정하고 분 단위로 기록한다. 목표 값은 10,000분이다. 2개의 샘플을 각각의 구조물에 대해 측정한다. ">10000"으로 기록된 시간은 접착제가 10,000분 후에 파괴되지 않았음을 나타낸다.
시험에 사용된 시험 기재:
본 발명에 따른 다층 감압 접착제 및 조립체를 하기의 기재 상에서의 그들의 접착 특성에 대해 시험한다:
PP: 폴리프로필렌 플레이트("쿤스트스토프프뤼프쾨르페르 PP 네이처( )"; 파브리카트 시모나(Fabrikat Simona) HWST); 150 cm x 50 x 2 mm), 독일 아글라테르샤우젠 소재의 로홀 게엠베하(Rocholl GmbH)로부터 입수가능함.
)"; 파브리카트 시모나(Fabrikat Simona) HWST); 150 cm x 50 x 2 mm), 독일 아글라테르샤우젠 소재의 로홀 게엠베하(Rocholl GmbH)로부터 입수가능함.
시험 전에, PP 기재를 하기와 같이 세정한다: PP 패널을 먼저 마른 티슈에 온화한 힘을 가하여 세정하여 표면 상의 임의의 잔류물/왁스질 화합물을 제거하고, 이어서 아이소프로필 알코올:증류수(1:1)의 혼합물로 세정하고, 티슈로 건조시킨다.
접착 시험을 하기 자동차용 클리어 코트 패널 상에서 추가로 수행한다:
바스프 코팅즈(BASF Coatings)로부터 입수가능한 우레글로스(UreGloss) 클리어 코트 코팅된 패널.
피피지 인더스트리즈(PPG Industries)로부터 입수가능한 세라미클리어5(CeramiClear5)("CC5") 코팅된 패널.
상기에 열거된 자동차용 클리어 코트는 아크릴 수지 및 폴리에스테르를 포함하는데, 이들은 단독으로 사용되거나 또는 하이드록시- 또는 글리시딜-작용기 또는 카르밤산 잔기(기)를 포함하는 공중합체; 또는 하이드록실 기, 유리 산 기 및 추가의 공단량체(예를 들어, 스티렌)를 갖는 아크릴산 및 메타크릴산 에스테르의 공중합체의 혼합물과 함께 사용된다. 90 ° 박리 및 전단 시험 전에, 패널을 요구된 치수로 절단한다. 시험 전에, 자동차용 클리어 코트 코팅된 패널을 아이소프로필 알코올과 증류수의 1:1 혼합물로 세정한다. 이어서, 시험 패널을 종이 티슈로 문질러서 건조시킨다.
사용된 원료:
사용된 원료 및 시판 접착 테이프가 하기 표 1에 요약되어 있다.
[표 1]


낮은 VOC에 관하여 원료의 스크리닝:
가스 방출 거동 및 열 안정성에 관하여 미리 원료를 스크리닝하기 위하여, 앞서의 시험 방법 파트에 기재된 바와 같은 오븐 가스 방출 시험을 120℃ 및 160℃에서 행한다. 결과가 하기 표 2에 제공되어 있다.
[표 2]
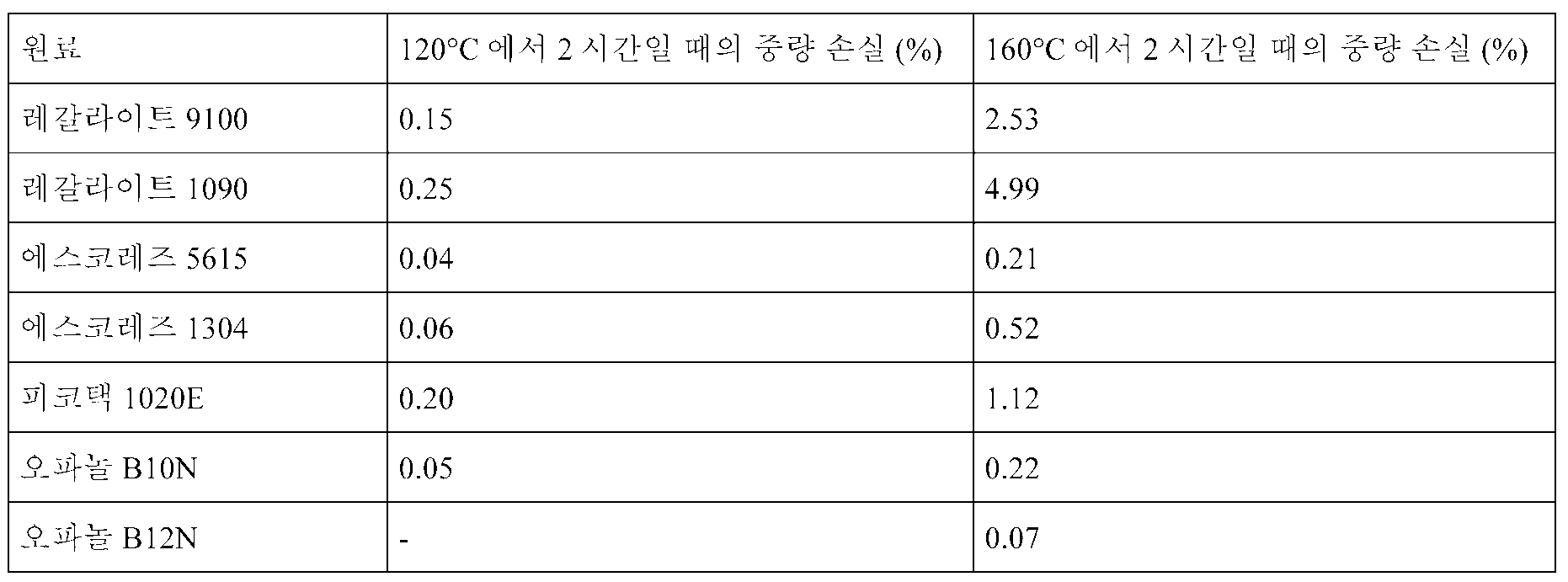
표 2에서, 점착부여 탄화수소 수지 에스코레즈 5615 및 에스코레즈 1304는 120℃에서 매우 낮은 가스 방출을 그리고 160℃에서 매우 우수한 열 안정성을 나타낸다. 대조적으로, 레갈라이트 R9100 및 R1090은 120℃에서 더 높은 가스 방출 거동을 그리고 160℃에서 상당한 중량 손실을 나타낸다. 160℃에서의 중량 손실은 핫멜트 유형 공정에서 고온에서 가공될 때 원료의 열 안정성 및 그의 거동의 우수한 지표를 제공한다.
가소제에 관하여, 폴리아이소부틸렌 수지 오파놀 B10N 및 B12N 둘 모두는 액체 탄화수소 수지 피코택 1020E에 비하여 매우 낮은 가스 방출 거동 및 160℃에서의 탁월한 열 안정성을 나타낸다. 이러한 조사결과에 기초하여, 낮은 VOC 거동에 관한 사전-선택이 구상될 수 있다.
개선된 낮은 VOC 거동에 관하여 원료를 사전-스크리닝하는 다른 방법은, 시험 방법 섹션에서 앞서 기재된 바와 같이, TGA(열중량 분석) 측정에 의한다. TGA 측정의 결과는 하기 표 3에 나타나 있으며, 이들 값은 2회 측정치의 평균이다. 이들은 또한 기존에 있는 구매가능한 아크릴 접착제 기반 폼 테이프와의 비교를 포함한다.
[표 3]
표 3으로부터, 중량 평균 분자량 Mw에 따른 중합체 가소제들의 가스 방출에 있어서의 차이를 추가로 알 수 있다. 51000 g/mol을 갖는 폴리아이소부틸렌 가소제 오파놀 B12N은 90 및 120℃에서 매우 낮은 가스 방출을 갖지만, 중량 평균 분자량 Mw가 각각 1600 및 4140 g/mol인 폴리아이소부틸렌인 글리소팔 1000 및 V1500은 매우 높은 양의 휘발성 유기 화합물을 갖는다.
TGA 가스 방출 시험은, 중간 블록 점착부여제들 중에서도, 예를 들어 에스코레즈 5615 및 에스코레즈 5340이 훨씬 더 낮은 가스 방출 값을 갖고, 레갈라이트 1125, 레갈라이트 9100 또는 레갈라이트 1090보다 더 열 안정성임을 명백히 나타낸다.
말단 블록 점착부여제들 중에서도, 노바레즈 C140은 노바레즈 C120보다 더 낮은 가스 방출 거동을 갖는다. 다른 매우 가치있는 낮은 VOC 말단 블록 점착부여제 대체물은 노바레즈 T140M, 플라스톨린 290LV 및 크리스탈렉스 5140LV이다.
현재 구매가능한 아크릴계 PSA 폼 테이프는 TGA 시험 방법으로 분석될 때 고수준의 VOC 및 Fog 값을 나타낸다. 아크릴 PSA 폼 테이프 ACX 7065는 90℃에서 30분 후에 1974 ppm의 중량 손실을 그리고 120℃에서 추가 60분 후에 5732 ppm의 중량 손실을 갖는다.
오븐 가스 방출 시험 결과와 TGA 시험 결과의 조합은 낮은 VOC 다층 감압 접착제 및 조립체에 대한 원료의 유리한 선택을 명백히 나타낸다.
용매로부터의 감압 접착제("PSA")의 제조:
나중에 표 4에 나타낸 바와 같은 원료의 질량의 절반(총 50.675 g)을 유리 자르(jar)에 칭량해 넣는다. 이어서, 75 g의 톨루엔을 첨가한다. 자르를 금속 뚜껑으로 덮고, 회전 롤 상에 놓는다. 이어서, 혼합물을 모든 성분들이 용해될 때까지 2일 동안 롤링한다.
용액을 나이프 코터를 사용하여 실리콘 처리지 라이너(siliconized paper liner) 상에 코팅한다. 습윤 필름은 300 μm 두께이다. 톨루엔을 실온(23℃ +/- 2℃, 50% 상대 습도 +/- 5%)에서 20분 동안 필름으로부터 증발되게 한 후, PSA 코팅을 110℃에서 3분 동안 어닐링한다.
PET 배킹 상에의 감압 접착 테이프 라미네이션
접착 시험을 가능하게 하기 위하여, 감압 접착제 층을 필름 두께가 50 μm인 PET 배킹(호스타판 RN 50으로서 구매가능함) 상에 라미네이팅하여, PET 배킹을 포함하는 PSA 테이프를 생성한다.
e-빔 실험
용매 코팅으로부터 얻어진 PSA 테이프를 또한 e-빔 가교결합시킨다. 이로써, PSA 테이프의 접착면이 100 g/㎠ 실리콘 처리 폴리에틸렌 라이너로 덮여진다. 이어서, 가속 텐션이 245 ㎸이고 선량이 75 kGy인 전자 빔을 사용하여 라이너를 통해 구조물에 조사한다. 이러한 세팅의 질소 갭은 30 mm로 조정된다.
표 2 또는 표 3에서의 PSA 원료의 가스 방출 값으로부터, 낮은 VOC 감압 접착제를 제조하기 위한 적절한 원료 조합이 선택될 수 있다. 비교예 C1은 선형 SBS 중합체 크라톤 D1102를 기반으로 한다. Ex. 1은 분지형 SBS 중합체인 크라톤 D1116을 기반으로 한다. 감압 접착제 Ex.2 내지 Ex.7은 모두, 성상 SIS 중합체인 크라톤 D1340을 기반으로 한다. 성상 SIS 중합체와 선형 SIS 중합체의 블렌드를 포함하는 SIS계 접착제를 제공하기 위하여, 선형 삼중블록 SIS 공중합체인 크라톤 D1161이 Ex.5 내지 Ex.7에서 추가로 사용된다. 이로써, 말단 블록 점착부여제를 제외하면서, 에스코레즈 5615를 Ex.2 내지 Ex.7에 대한 중간 블록 점착부여제로서 그리고 오파놀 B12N(PIB)을 낮은 가스 방출 중합체 가소제로서 선택하였다. Ex.8에서는, 성상 SIS 블록 공중합체 크라톤 D1340을 에스코레즈 5615(중간 블록 점착부여제) 및 플라스톨린 290LV(말단 블록 점착부여제)의 낮은 가스 방출 점착부여제 블렌드와 그리고 낮은 가스 방출 가소제 오파놀 B12N과 배합한다. 마지막으로, Ex.14는 E5615, 플라스톨린 290LV 및 오파놀 B12N과 함께 제형화된 성상 SIS 크라톤 D1340 및 성상 SBS 크라톤 D1116의 조합을 기반으로 한 PSA 구조물을 기재한다. 비교예 C2는 성상 크라톤 D1340을 선형 SIS 중합체인 크라톤 D1161로 교환한 것을 제외하고는 그의 조성에 있어서 Ex.8과 동일하다. 이르가녹스 1010을 모든 예에 산화방지제로서 첨가한다.
[표 4]

핫멜트 공정에 의한 감압 접착제("PSA")의 제조 - VDA 278 시험 결과를 포함함
VOC 및 FOG 분석을 위하여, 핫멜트 압출된 샘플(Ex.9 내지 Ex.11) 및 하나의 비교예 C3을 제조한다. 제형이 하기 표 5에 열거되어 있다. 감압 접착제를 이축 압출기에서 압출하고, 실리콘 처리 이형지에 회전 로드 다이로 코팅한다. 이축 압출기는 11곳의 가열 구역, 25 mm의 스크류 직경 및 46의 L/D(길이/직경) 비를 갖는 베르너 운트 플라이더러(Werner & Pfleiderer)(독일 슈투트가르트 소재)로부터 입수가능한 동방향-회전(co-rotating) ZSK25이다. Ex.9에 대한 압출기의 온도 프로파일 및 압출 조건은 하기 표 6에 기재되어 있으며, Ex.10에 대해서는 표 7에, Ex.11에 대해서는 표 8에, 그리고 비교예 C3에 대해서는 표 9에 기재되어 있다.
[표 5]

상기 표 5에 열거된 아크릴레이트 중합체를 Ex.11 및 C3에 대해 사용하고, 이것은 45 부의 아이소옥틸 아크릴레이트(IOA), 45 부의 부틸 아크릴레이트(BA), 10 부의 아크릴산(AA), 0.15 부의 이르가큐어 651, 및 0.06 부의 아이소옥틸 티오글리콜레이트(IOTG)를 혼합함으로써 제조한다. 패키징 필름(미국 텍사스주 댈러스 소재의 씨티 필름(CT Film)으로부터 VA-24 필름으로 판매되는 0.0635 mm 두께의 에틸렌 비닐 아세테이트 공중합체 필름)으로부터 별개의 필름 패키지들을 형성한다. 아크릴레이트 조성물을 필름 패키지들 내에 밀봉하는데, 이때 필름 패키지는 대략 10 센티미터(cm) x 5 cm x 0.5 cm 두께로 측정된다. 약 21℃ 내지 약 32℃로 유지한 수조에 침지되어 있는 동안에, 세기가 약 3.5 밀리와트/제곱센티미터(mW/㎠)이고 총 에너지가 약 1680 밀리줄/제곱센티미터(mJ/㎠)인 자외(UV) 방사선에 패키지들을 노출시킨다. 패키지들을 형성하고 경화시키는 방법은 미국 특허 제5,804,610호의 실시예 1에 기재되어 있다.
Ex.9에 대해서는, 크라톤 D1340, 크라톤 D1161 및 이르가녹스 1010을 텀블링 믹서에서 블렌딩하여 블렌드 1을 제공한다. 이어서, 블렌드 1을 브라벤더로부터의 중량식 중량 손실 공급기를 사용하여 구역 Z1에서 2.129 ㎏/h의 처리량으로 이축 압출기 내로 공급한다. 탄화수소 점착부여제 에스코레즈 5615를 또한, 브라벤더로부터의 중량식 스크류 공급기를 사용하여 2.037 ㎏/h의 처리량으로 구역 Z1에 공급한다. 오파놀 B12N을 20 L 드럼 언로더(로바테크(Robatech) RMC20)를 사용하여 0.340 ㎏/h의 처리량으로 구역 Z7에 공급한다. 압출기 스크류 속도는 300 rpm으로 유지한다. 압출기와 다이 사이에서, 접착제 용융물을 가열된 호스(170℃)를 통해 기어 펌프(165℃)에 의해 계량하는데, 이는 압출기와 코팅 다이(185℃) 사이에 접합부를 형성한다. 감압 접착제 Ex.9의 두께는 약 90 μm이다.
[표 6]

Ex.10에 대해서는, 크라톤 D1340 및 이르가녹스 1010을 텀블링 믹서에서 블렌딩하여 블렌드 2를 제공한다. 블렌드 2를 브라벤더로부터의 중량식 중량 손실 공급기를 사용하여 구역 Z2에서 이축 압출기 내로 공급한다. 탄화수소 점착부여제 에스코레즈 5615를 또한, 브라벤더로부터의 중량식 스크류 공급기를 사용하여 구역 Z2에 공급한다. 오파놀 B12N을 20 L 드럼 언로더(로바테크 RMC20)를 사용하여 구역 Z6에 공급한다. 38 mbar의 진공을 구역 10에 적용하는데, 이 구역에는 진공 포트가 구비되어 있다. 압출기 스크류 속도를 450 rpm으로 설정한다. 총 처리량은 10 ㎏/h이다. 압출기와 다이 사이에서, 접착제 용융물을 가열된 호스(170℃)를 통해 기어 펌프(165℃)에 의해 계량하는데, 이는 압출기와 코팅 다이(185℃) 사이에 접합부를 형성한다.
[표 7]

Ex.11에 대해서는, 크라톤 D1340, 크라톤 D1161, 이르가녹스1010 및 카본 블랙 MB를 텀블링 믹서에서 블렌딩하여 블렌드 3을 제공한다. 블렌드 3을 린덴(Linden) 공급기를 사용하여 구역 Z1에서 2.361 ㎏/h의 처리량으로 이축 압출기 내에 공급한다. 점착부여제 블렌드 4(에스코레즈 5615 및 노바레즈 C140)를 진동 공급기(케이-트론(K-Tron)으로부터의 K-SFS-24) 및 베르너 운트 플라이더러로부터의 측면 스터퍼를 사용하여 2.104 ㎏/h의 처리량으로 구역 Z3 내에 첨가한다. 아크릴레이트 중합체 45/45/10 IOA/BA/AA를 단축 압출기를 사용하여 구역 Z5 내에 공급한다. 낮은 가스 방출 가소제 오파놀 B12N을 20 L 드럼 언로더(로바테크 RMC20)를 사용하여 0.368 ㎏/h의 처리량으로 구역 Z7에 공급한다. 이축 압출기의 스크류 속도는 300 rpm이다. 압출기와 다이 사이에서, 접착제 용융물을 가열된 호스(175℃)를 통해 기어 펌프(175℃)에 의해 계량하는데, 이는 압출기와 코팅 다이(175℃) 사이에 접합부를 형성한다. 감압 접착제의 두께는 약 90 μm이다.
[표 8]

핫멜트 감압 접착제 비교예 C3은 멀티 아암 블록 공중합체 크라톤 D1340, 선형 블록 공중합체 크라톤 D1161, 더 높은 가스 방출의 중간 블록 점착부여제 레갈라이트 1125, 더 높은 가스 방출의 제2 인덴 쿠마론 점착부여제 노바레즈 C120, 더 높은 가스 방출의 광유 가소제 나이플라스트 222B 및 몇몇 첨가제(이르가녹스 1010, 아크릴레이트 중합체(45/45/10 2-EHA/BA/AA), 카본 블랙 마스터배치)로 구성된다.
비교예 C3을 제조하기 위하여, 크라톤 D1340, 크라톤 D1161, 이르가녹스1010 및 카본 블랙 MB를 텀블링 믹서에서 블렌딩하여 블렌드 5를 제공한다. 블렌드 5를 린덴 공급기를 사용하여 구역 Z1에서 2.361 ㎏/h의 처리량으로 이축 압출기 내로 공급한다. 점착부여제 블렌드 6(레갈라이트 1125 및 노바레즈 C120)을 진동 공급기(케이-트론으로부터의 K-SFS-24) 및 베르너 운트 플라이더러로부터의 측면 스터퍼를 사용하여 2.104 ㎏/h의 처리량으로 구역 Z3 내에 첨가한다. 아크릴레이트 중합체 45/45/10 IOA/BA/AA를 단축 압출기를 사용하여 구역 Z5 내에 공급한다. 광유 나이플라스트 222B를 다이나텍(Dynatec)으로부터의 기어 펌프를 사용하여 첨가한다. 이축 압출기의 스크류 속도는 300 rpm으로 설정한다. 압출기와 다이 사이에서, 접착제 용융물을 가열된 호스(175℃)를 통해 기어 펌프(175℃)에 의해 계량하는데, 이는 압출기와 코팅 다이(175℃) 사이에 접합부를 형성한다. 감압 접착제 비교예 C3의 두께는 약 90 μm이다.
[표 9]

Ex.9 내지 Ex.11 및 비교예 C3의 VOC 및 Fog 수준을 VDA 278에 따라 측정하고, 이들은 하기 표 10에 요약되어 있다.
[표 10]

Ex.9 내지 Ex.11의 VDA 278 시험 결과는 C3이 특히, 나이플라스트 222B, 중간 블록 점착부여제 레갈라이트 1125 및 말단 블록 점착부여제 노바레즈 C120의 사용으로부터 기인되는 VOC 및 FOG 값에서 강한 증가를 제공함을 보여주는데, 이미 이들은 낮은 VOC 원료 스크리닝에서 높은 TGA 중량 손실 값을 보여주었다.
개별 층들의 핫멜트 가공에 의한 다층 감압 접착제("PSA") 조립체의 제조 및 나중의 라미네이션
본 발명에 따른 다층 감압 접착제 조립체는 폼 층, 및 폼 층의 반대편 면들 상에 제1 및/또는 제2 감압 접착제 층을 포함한다.
본 발명에 따른 다층 PSA 조립체에서 사용하기 위한 제1 및/또는 제2 감압 접착제 층("스킨 층")에 대해 선택된 제형은 전술된 바와 같은 Ex.11이다.
본 발명에 따른 PSA 조립체를 제조하기 위하여, 폼 층을 또한 제조한다. 폼 층 제형이 하기 표 11에 기재되어 있고, 또한 11곳의 가열 구역 및 46의 L/D(길이/직경) 비를 갖는 25 mm 동방향-회전 이축 압출기(독일 슈투트가르트 소재의 베르너 운트 플라이더러로부터의 ZSK25)에서 배합된다.
[표 11]
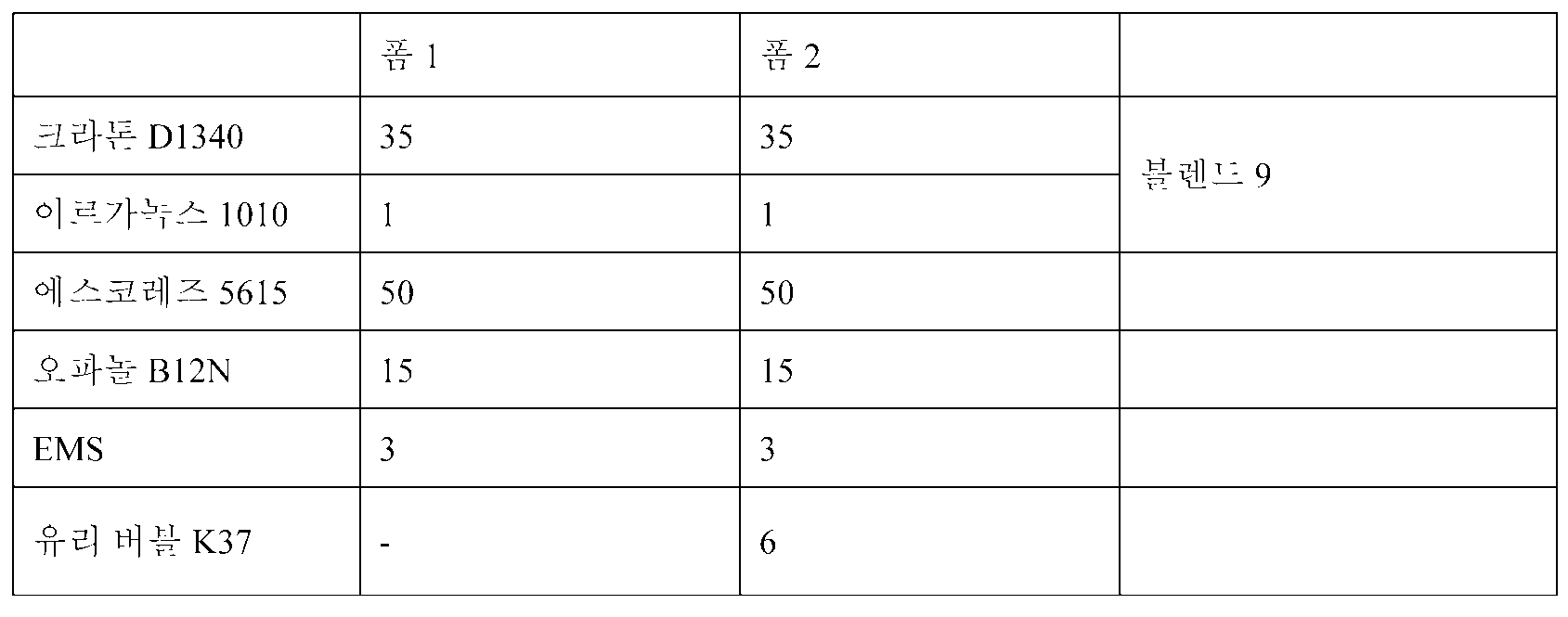
폼 1 및 2의 제조를 위하여, 스크류 속도를 350 rpm으로 설정한다. 크라톤 D1340을 텀블링 믹서에서 이르가녹스 1010과 블렌딩하여 블렌드 9를 생성한다. 이어서, 블렌드 9를 중량 손실 공급기(케이-트론)를 사용하여 구역 Z1에서 2.16 ㎏/h의 처리량으로 이축 압출기 내로 공급한다. 탄화수소 수지 점착부여제 에스코레즈 5615를, 진동 공급기(케이-트론으로부터의 K-SFS-24)를 사용하여 3.00 ㎏/h의 처리량으로 마찬가지로 구역 Z1에 첨가한다. 다음으로, 가소제 오파놀 B12N을 20 L 드럼 언로더(로바테크 RMC20)를 사용하여 0.90 ㎏/h의 처리량으로 구역 Z4에 공급한다. 팽창성 미소구체 FN100MD를 중량 손실 이축 공급기(브라벤더로부터의 미니트윈(MiniTwin))를 사용하여 180 g/h의 처리량으로 구역 Z9에 첨가한다. 유리 버블을 폼 2에 대해 정량식 이축 공급기(케이-트론으로부터의 KT20)를 사용하여 360 g/h로 구역 Z8에 투입한다. 팽창성 미소구체를 압출기 스크류에 의해 즉시 이송하고, 이것은 압출 공정의 종료 시에 회전 로드 다이를 통과한 후에 단지 팽창되어 폼 층으로 이어질 수 있다.
압출기와 다이 사이에서, 접착제 용융물을 기어 펌프(150℃)에 의해 계량하고 가열된 호스(150℃)를 통해 펌핑하는데, 이는 압출기와 코팅 다이(160℃) 사이에 접합부를 형성한다.
폼 층에 대한 온도 프로파일 및 압출 조건이 하기 표 12에 열거되어 있다.
[표 12]

하기 표 13은 제1 및 제2 감압 접착제 층(두 스킨 층 모두 Ex. 11)이 제1 단계에서, 선택된 폼 층의 반대측 면들 상에 라미네이팅되는 2개의 라미네이팅된 3-층 감압 접착제 조립체의 구조를 제공한다. 이어서, 이들 라미네이팅된 3-층 PSA 조립체를 양쪽 면 상에서 양면 실리콘-코팅된 폴리에틸렌 이형 라이너로 덮는다. 이어서, 샘플에 양쪽 면으로부터 이형 라이너를 통해 280 ㎸의 가속 텐션 하에서 100 kGy의 e-빔 선량을 조사한다.
[표 13]

Ex.12 (100 kGy) 및 비교예 ACX 7065의 VOC 및 Fog 수준을 VDA 278에 따라 측정하고, 이들은 하기 표 14에 요약되어 있다. 본 발명의 다층 PSA 구조물은 매우 낮은 VOC 및 Fog 값을 갖는다. 대조적으로, 구매가능한 아크릴 비교예 ACX 7065는 매우 높은 VOC 및 Fog 값을 갖는다.
[표 14]

감압 접착제 및 다층 감압 접착제 조립체의 기계적 시험 결과
실온(RT)에서의 90° 박리 시험 결과
실시예들의 실온에서의 90° 박리 시험 결과가 하기 표 15에 나타나 있다.
[표 15]
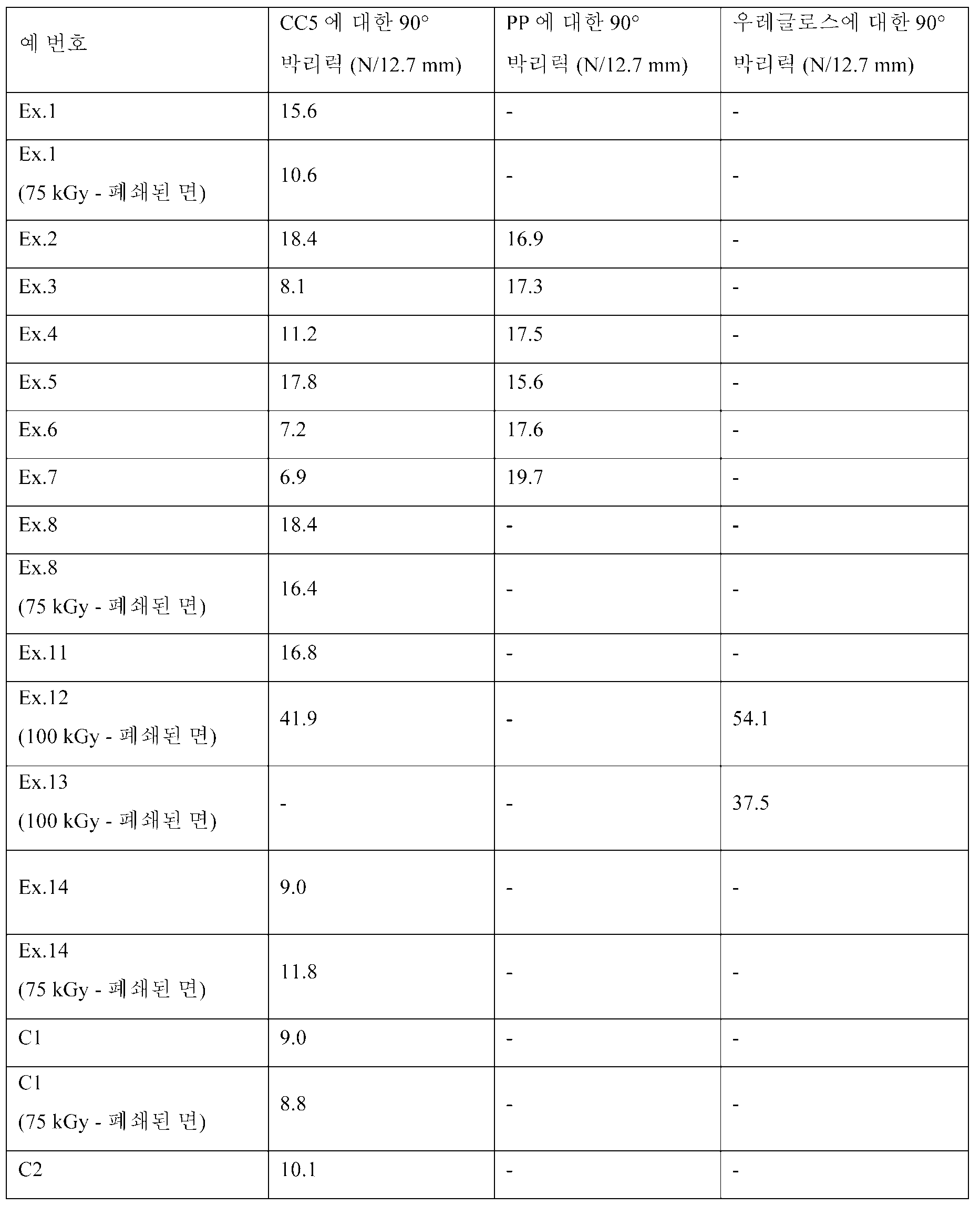
70℃ 및 90℃에서의 정적 전단 시험 결과
정적 전단 시험 결과가 하기 표 16에 열거되어 있다. e-빔 가교결합된 예는 괄호 안에 선택된 선량으로 표시되어 있다. 모든 e-빔 가교결합은 폐쇄된 면에 e-빔을 조사하는 것으로 행하였다. 이는 샘플 조사가 2개의 반대측 라이너들을 통해 일어났음을 의미한다.
[표 16]

CF는 응집 파괴를 나타낸다.
SBS계 PSA의 박리 및 70℃ 정적 전단 성능을 자동차용 클리어 코트 CC5에 대해 평가한다. e-빔 가교결합이 없는 C1 - 이는 엄격하게 선형 SBS 삼중블록 공중합체를 기반으로 함 - 은 응집 파괴 모드에 대해 20분 후에 70℃ 정적 전단에서 파괴된다. Ex.1 - 이는 분지형 스티렌 부타디엔 블록 공중합체를 기반으로 함 - 은 >5000분의 명백히 개선된 70℃ 정적 전단 성능을 이미 나타낸다.
성상 SBS PSA 실시예 Ex.1의 고온 정적 전단 성능은 e-빔 가교결합을 사용하여 추가로 개선될 수 있었다. e-빔 가교결합은 70℃ 및 90℃에서의 정적 전단 보유 성능이 Ex.1(75 kGy)에 대해 10000분을 초과할 수 있게 하였다. 비교예 C1(75 kGy)은 CF 모드에 대해 70℃에서 40분 그리고 90℃에서 9분 후에 이미 파괴되었다.
일반적으로, 선형 SIS 블록 공중합체에 비하여 성상 SIS 블록 공중합체의 이점은 2개의 앞서의 표(표 15 및 표 16)로부터 알 수 있으며, 예를 들어 성상 기반 PSA 실시예 Ex.8은 선형 SIS 블록 공중합체 기반 제형 C2(10.1 N/12.7 mm)에 비하여, CC5 상에서 매우 높은 박리력 값을 나타낸다(18.4 N/12.7 mm). 그러나, 주요 이점은 선형 SIS 블록 공중합체 기반 PSA에 비하여 성상 블록 공중합체의 증가된 70℃ 정적 전단 성능이다. C2는 70℃ 정적 전단 실험에서 단지 175분만 보유되며, 한편 Ex.8은 10000분 초과의 보유력을 나타낸다.
선형 SIS 블록 공중합체를 능가하는 성상 SIS 블록 공중합체의 이점은 또한 e-빔 가교결합 후에 명백히 남아 있다: C2(75 kGy)는, e 빔에 의해 가교결합되지만, 90℃ 정적 전단 시험에서 30분 후에 파괴되는 반면, Ex.8(75 kGy)은 10000분 초과의 높은 값으로 남아 있다.
Ex.2 내지 Ex.4는 중요한 LSE 기재, 예컨대 PP 및 CC5 상에서의 탁월한 90° 박리 성능을 나타낸다. Ex.5 내지 Ex.7에서는, 성상 크라톤 D1340 고무를 성상 크라톤 D1340과 선형 크라톤 D1161의 70/30 블렌드로 대체한다. PP 상에서의 90℃ 박리 성능은 연화된 접착제로 인해 크라톤 D1340 단독 기반 구조물에 비하여 증가된다.
Ex.14는 낮은 VOC 감압 접착제 구조물에서 성상 SIS를 성상 SBS와 배합하는 것의 이점을 나타낸다: Ex.14는 70℃에서의 정적 전단 시험에서 단지 9336분 후에 파괴되었다. 추가의 e-빔 가교결합은 Ex.14(75 kGy - 폐쇄된 면)에 대해 10000분을 초과하여 70℃ 및 90℃에서의 정적 전단 보유 성능을 개선할 수 있다.
마지막으로, Ex.12 및 Ex.13의 다층 감압 접착제 조립체는 CC5 및 우레글로스 상에서 모든 선택된 예들 중 최고의 90° 박리력 값을 나타낸다.
Claims (20)
- a) 화학식 Qn-Y의 멀티-아암(multi-arm) 블록 공중합체
(상기 식에서,
(i) Q는 상기 멀티-아암 블록 공중합체의 아암을 나타내고, 각각의 아암은 독립적으로 화학식 G-R을 갖고,
(ii) n은 아암의 수를 나타내며 3 이상의 정수이고,
(iii) Y는 다작용성 커플링제의 잔기이며,
여기서, 각각의 R은 중합된 공액 다이엔(conjugated diene), 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; 각각의 G는 중합된 모노비닐 방향족 단량체를 포함하는 유리질 블록임);
b) 중량 평균 분자량 Mw가 10,000 g/mol 이상인 중합체 가소제(polymeric plasticizer);
c) 적어도 하나의 탄화수소 점착부여제(tackifier)로서, 상기 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(Volatile Organic Compound)(VOC) 값이 1000 ppm 미만인, 상기 탄화수소 점착부여제; 및
d) 선택적으로, 화학식 L - (G)m의 선형 블록 공중합체(상기 식에서, L은 중합된 올레핀, 중합된 공액 다이엔, 중합된 공액 다이엔의 수소화 유도체, 또는 이들의 임의의 조합을 포함하는 고무질 블록이고; m은 1 또는 2임)
를 포함하는, 감압(pressure sensitive) 접착제. - 제1항에 있어서, 상기 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만인, 감압 접착제.
- 제1항 또는 제2항에 있어서, 상기 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 포깅 화합물(Volatile Fogging Compound)(FOG) 값이 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 또는 심지어 500 ppm 미만인, 감압 접착제.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 중합체 가소제는 중량 평균 분자량 Mw가 20,000 g/mol 이상, 30,000 g/mol 이상, 또는 심지어 50,000 g/mol 이상인, 감압 접착제.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 중합체 가소제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만, 또는 심지어 200 ppm 미만인, 감압 접착제.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 중합체 가소제는 폴리아이소부틸렌 가소제인, 감압 접착제.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 멀티-아암 블록 공중합체의 유리질 블록들 중 적어도 하나는 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체이며, 바람직하게는 상기 멀티-아암 블록 공중합체의 유리질 블록들 각각이 스티렌, 스티렌-상용성 블렌드, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는 모노비닐 방향족 단량체인, 감압 접착제.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 멀티-아암 블록 공중합체의 적어도 하나의 아암은 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 조합으로 이루어진 군으로부터 선택되며, 바람직하게는 상기 멀티-아암 블록 공중합체의 각각의 아암이 스티렌-아이소프렌-스티렌, 스티렌-부타디엔-스티렌, 스티렌-에틸렌-부틸렌-스티렌, 스티렌-에틸렌-프로필렌-스티렌, 및 이들의 임의의 조합으로 이루어진 군으로부터 선택되는, 감압 접착제.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해, 가교결합되는, 감압 접착제.
- 제1항 내지 제9항 중 어느 한 항에 있어서,
a) 상기 감압 접착제의 중량을 기준으로, 20 중량% 내지 80 중량%, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 상기 멀티-아암 블록 공중합체;
b) 상기 감압 접착제의 중량을 기준으로, 20 중량% 내지 70 중량%, 25 중량% 내지 60 중량%, 또는 심지어 25 중량% 내지 50 중량%의 상기 탄화수소 점착부여제(들);
c) 상기 감압 접착제의 중량을 기준으로, 2 중량% 내지 20 중량%, 4 중량% 내지 15 중량%, 또는 심지어 6 중량% 내지 15 중량%의 상기 중합체 가소제;
d) 선택적으로, 상기 감압 접착제의 중량을 기준으로, 3 중량% 내지 40 중량%, 5 중량% 내지 30 중량%, 또는 심지어 10 중량% 내지 25 중량%의 선형 블록 공중합체; 및
e) 선택적으로, 상기 감압 접착제의 중량을 기준으로, 0.1 중량% 내지 10 중량%, 0.5 중량% 내지 8 중량%, 1 중량% 내지 6 중량%, 또는 심지어 2 중량% 내지 5 중량%의 가교결합 첨가제
를 포함하며, 상기 가교결합 첨가제는 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는, 감압 접착제. - 제1항 내지 제10항 중 어느 한 항에 따른 감압 접착제 및 상기 감압 접착제에 인접한 배킹 층(backing layer)을 포함하는, 다층 감압 접착제 조립체.
- 제11항에 있어서, 제1 주 표면 및 제2 주 표면을 갖는 배킹 층; 및 상기 제1 주 표면에 접합된 제1 감압 접착제 스킨 층(skin layer)을 포함하며, 상기 제1 감압 접착제 스킨 층은 제1항 내지 제10항 중 어느 한 항에 따른 감압 접착제를 포함하는, 다층 감압 접착제 조립체.
- 제12항에 있어서, 상기 제2 주 표면에 접합된 제2 감압 접착제 스킨 층을 추가로 포함하는, 다층 감압 접착제 조립체.
- 제13항에 있어서, 상기 제1 감압 접착제 스킨 층 및 상기 제2 감압 접착제 스킨 층은 각각 독립적으로 제1항 내지 제10항 중 어느 한 항에 따른 감압 접착제를 포함하는, 다층 감압 접착제 조립체.
- 제11항 내지 제14항 중 어느 한 항에 있어서, 상기 배킹은 폼 배킹(foam backing)인, 다층 감압 접착제 조립체.
- 제11항 내지 제15항 중 어느 한 항에 있어서, 상기 배킹 층은 고무계 탄성중합체 재료, 폴리아크릴레이트, 폴리우레탄, 폴리올레핀, 폴리아미드, 폴리에스테르, 폴리에테르, 폴리아이소부틸렌, 폴리스티렌, 폴리비닐, 폴리비닐피롤리돈, 및 이들의 임의의 조합, 공중합체 또는 혼합물로 이루어진 군으로부터 선택되는 중합체 기반 재료를 포함하는, 다층 감압 접착제 조립체.
- 제16항에 있어서, 상기 배킹 층은 고무계 탄성중합체 재료로 이루어진 군으로부터 선택되는 중합체 기반 재료를 포함하는, 다층 감압 접착제 조립체.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 2000 ppm 미만, 1500 ppm 미만, 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 500 ppm 미만, 400 ppm 미만, 또는 심지어 300 ppm 미만인, 감압 접착제 또는 다층 감압 접착제 조립체.
- 제1항 내지 제18항 중 어느 한 항에 따른 감압 접착제 또는 다층 감압 접착제 조립체의 제조 방법으로서,
a) 상기 멀티-아암 블록 공중합체, 상기 중합체 가소제, 적어도 하나의 탄화수소 점착부여제; 선택적으로, 선형 블록 공중합체; 선택적으로, 바람직하게는 다작용성 (메트)아크릴레이트 화합물의 군으로부터 선택되는 가교결합제를 배합하여 감압 접착제 제형을 형성하는 단계로서, 상기 탄화수소 점착부여제(들)는, 실험 섹션에 기재된 중량 손실 시험 방법에 따른 열중량 분석에 의해 측정될 때, 휘발성 유기 화합물(VOC) 값이 1000 ppm 미만, 800 ppm 미만, 600 ppm 미만, 400 ppm 미만 또는 심지어 200 ppm 미만인, 상기 감압 접착제 제형을 형성하는 단계; 및
b) 선택적으로, 상기 감압 접착제 제형을, 바람직하게는 화학 방사선에 의해, 더 바람직하게는 e-빔 조사에 의해 가교결합시키는 단계를 포함하는, 감압 접착제 또는 다층 감압 접착제 조립체의 제조 방법. - 제1항 내지 제18항 중 어느 한 항에 따른 감압 접착제 또는 다층 감압 접착제 조립체의 용도로서,
산업적 응용, 바람직하게는 내장(interior) 응용, 더 바람직하게는 건설 시장 응용, 자동차 응용 또는 전자 응용을 위한, 감압 접착제 또는 다층 감압 접착제 조립체의 용도.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14193225.1A EP3020773B1 (en) | 2014-11-14 | 2014-11-14 | Rubber-based pressure-sensitive adhesive |
| EP14193225.1 | 2014-11-14 | ||
| PCT/US2015/059144 WO2016077132A1 (en) | 2014-11-14 | 2015-11-05 | Rubber-based pressure-sensitive adhesive |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170087475A true KR20170087475A (ko) | 2017-07-28 |
Family
ID=51900768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177015712A Withdrawn KR20170087475A (ko) | 2014-11-14 | 2015-11-05 | 고무계 감압 접착제 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170313910A1 (ko) |
| EP (1) | EP3020773B1 (ko) |
| JP (1) | JP6807309B2 (ko) |
| KR (1) | KR20170087475A (ko) |
| CN (1) | CN107109171A (ko) |
| WO (1) | WO2016077132A1 (ko) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20131326A1 (it) * | 2013-08-02 | 2015-02-03 | Fait Plast S P A | Dispositivo di fissaggio reversibile |
| EP3020755B1 (en) | 2014-11-14 | 2018-01-10 | 3M Innovative Properties Company | Post-curable rubber-based pressure-sensitive adhesive |
| EP3243886A1 (en) * | 2016-05-13 | 2017-11-15 | 3M Innovative Properties Company | Rubber-based pressure-sensitive adhesive having low voc characteristics |
| US11590255B2 (en) | 2016-11-11 | 2023-02-28 | Avery Dennison Corporation | Rubber-based soft gel skin adhesives |
| EP3336154B1 (en) * | 2016-12-19 | 2020-05-20 | 3M Innovative Properties Company | Multilayer pressure-sensitive adhesive assembly having low voc characteristics |
| EP3339388B1 (en) | 2016-12-22 | 2022-01-26 | 3M Innovative Properties Company | Pressure-sensitive adhesive compositions for manufacturing electronic devices |
| US11236217B2 (en) | 2017-04-03 | 2022-02-01 | Continental Reifen Deutschland Gmbh | Modified resins and uses thereof |
| EP3606991B1 (en) | 2017-04-03 | 2025-02-19 | Synthomer Adhesive Technologies LLC | Modified resins and uses thereof |
| US20180282588A1 (en) | 2017-04-03 | 2018-10-04 | Eastman Chemical Company | Modified resins and uses thereof |
| KR102511397B1 (ko) | 2017-04-03 | 2023-03-17 | 신쏘머 어드히시브 테크놀로지스 엘엘씨 | 개질된 수지 및 그의 용도 |
| EP3615611B1 (en) * | 2017-04-28 | 2023-04-19 | Avient Corporation | Thermoplastic elastomer compounds exhibiting low compression set properties |
| EP3421527B1 (de) * | 2017-06-28 | 2023-11-15 | Henkel AG & Co. KGaA | Zusammensetzung mit leichtfüllstoff |
| DE102017218519A1 (de) * | 2017-10-17 | 2019-04-18 | Tesa Se | Härtbarer Haftklebestreifen auf Basis von Vinylaromatenblockcopolymer |
| CN111448278B (zh) * | 2017-12-11 | 2022-01-25 | 3M创新有限公司 | 抗冲击拉伸-剥离粘合剂 |
| EP3587528B1 (en) | 2018-06-22 | 2021-05-26 | 3M Innovative Properties Company | Process of manufacturing a pressure sensitive adhesive having low voc characteristics |
| DE102018213664A1 (de) * | 2018-08-14 | 2020-02-20 | Continental Reifen Deutschland Gmbh | Technischer Gummiartikel aufweisend mindestens eine Sende- und/oder Empfangsvorrichtung und Verwendung einer Klebemittelzusammensetzung zur Befestigung mindestens einer Sende- und/oder Empfangsvorrichtung auf einer Fläche eines technischen Gummiartikels |
| CN109796880B (zh) * | 2018-12-27 | 2021-05-14 | 新纶科技(常州)有限公司 | 一种交联型橡胶胶黏剂和应用该胶黏剂的高粘结强度减震消音胶带及其制备方法 |
| EP4081608A1 (en) * | 2019-12-23 | 2022-11-02 | 3M Innovative Properties Company | Core-sheath filaments including thermally crosslinkable adhesive compositions |
| WO2021226470A1 (en) * | 2020-05-08 | 2021-11-11 | WeCool Toys Inc. | Modular and customizable toy systems comprising building blocks, removable non-adhesive graphics, and built-in instructions |
| CN115769292A (zh) | 2020-06-03 | 2023-03-07 | Upm拉弗拉塔克公司 | 可回收的塑料标签 |
| JP2022053541A (ja) * | 2020-09-24 | 2022-04-05 | 積水化学工業株式会社 | 導電パターンが形成されたフィルム用又は基板用粘着シート |
| DE102021206697A1 (de) * | 2021-06-28 | 2022-12-29 | Tesa Se | Schockresistente Haftklebmasse |
| JP7743229B2 (ja) * | 2021-08-05 | 2025-09-24 | 三井化学株式会社 | 粘着性組成物および粘着性加工品 |
| JP2024538695A (ja) | 2021-10-08 | 2024-10-23 | スリーエム イノベイティブ プロパティズ カンパニー | 多層感圧接着剤アセンブリ及び関連する方法 |
| CN115477901B (zh) * | 2022-08-09 | 2024-04-26 | 科建高分子材料(上海)股份有限公司 | 一种耐蠕变绝缘胶带及制备方法 |
| CN115353827B (zh) * | 2022-08-26 | 2023-11-17 | 3M中国有限公司 | 导电压敏粘合剂 |
| US20240149185A1 (en) * | 2022-11-04 | 2024-05-09 | Charlie-Kao Industry Co., Ltd. | Building block assembly |
| CN116285727B (zh) * | 2023-04-03 | 2025-01-28 | 上海金属腐蚀与防护技术有限公司 | 一种粘弹体防腐胶带及其制备方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5296547A (en) | 1993-01-28 | 1994-03-22 | Minnesota Mining And Manufacturing Company | Block copolymer having mixed molecular weight endblocks |
| US5677376A (en) | 1994-01-14 | 1997-10-14 | Minnesota Mining And Manufacturing Company | Acrylate-containing polymer blends |
| US5804610A (en) | 1994-09-09 | 1998-09-08 | Minnesota Mining And Manufacturing Company | Methods of making packaged viscoelastic compositions |
| US5605964A (en) | 1995-06-22 | 1997-02-25 | Minnesota Mining And Manufacturing Company | Acrylate-containing polymer blends and methods of using |
| DE19524250C2 (de) | 1995-07-04 | 1997-12-18 | Beiersdorf Ag | Verwendung von blockierungsmittelfreien Isocyanaten zur chemisch/thermischen Vernetzung von Acrylat-Schmelzhaftklebern sowie entsprechende Acrylatschmelzhaftkleber |
| WO2001044400A1 (en) | 1999-12-14 | 2001-06-21 | Brady Worldwide, Inc. | Low outgassing pressure sensitive adhesives and method of use |
| US6630531B1 (en) | 2000-02-02 | 2003-10-07 | 3M Innovative Properties Company | Adhesive for bonding to low surface energy surfaces |
| US6803081B2 (en) * | 2001-06-26 | 2004-10-12 | National Starch And Chemical Investment Holding Corporation | Radiation curable adhesive |
| US20030082362A1 (en) | 2001-07-31 | 2003-05-01 | Khandpur Ashish K. | High cohesive strength pressure sensitive adhesive foam |
| DE10141379A1 (de) * | 2001-08-23 | 2003-04-30 | Tesa Ag | Oberflächenschutzfolie für lackierte Flächen mit einem Kleber auf Basis von hydrierten Blockcopolymeren |
| US20050043468A1 (en) * | 2003-08-18 | 2005-02-24 | Fisher Dennis K. | Hot melt pressure sensitive adhesive composition for providing water-tight joints in single-ply roofing membranes |
| DE102004031189A1 (de) | 2004-06-28 | 2006-01-19 | Tesa Ag | Hitzeaktivierbares und vernetzbares Klebeband für die Verklebung von elektronischen Bauteilen und Leiterbahnen |
| DE102004044086A1 (de) | 2004-09-09 | 2006-03-16 | Tesa Ag | Thermisch vernetzte Acrylat-Hotmelts |
| JP4910409B2 (ja) * | 2006-01-31 | 2012-04-04 | 東ソー株式会社 | 石油樹脂及びその製造方法 |
| US7816448B2 (en) * | 2006-09-19 | 2010-10-19 | H.B. Fuller Company | High shear pressure sensitive adhesive composition |
| CA2671033C (en) * | 2006-12-07 | 2016-04-19 | 3M Innovative Properties Company | Block copolymer blend adhesives with multiple tackifiers |
| DE102007016950A1 (de) | 2007-04-05 | 2008-10-09 | Tesa Ag | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| JP2010013592A (ja) * | 2008-07-07 | 2010-01-21 | Sekisui Chem Co Ltd | アウトサイドミラー組み立て用粘着シート |
| DE102008052625A1 (de) | 2008-10-22 | 2010-04-29 | Tesa Se | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| DE102008059050A1 (de) | 2008-11-26 | 2010-05-27 | Tesa Se | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| DE102009015233A1 (de) | 2009-04-01 | 2010-10-14 | Tesa Se | Verfahren zur Herstellung eines geschäumten Massesystems |
| DE202009013255U1 (de) | 2009-10-02 | 2010-02-11 | Tesa Se | Montageklebebänder |
| DE102009048036A1 (de) | 2009-10-02 | 2011-04-07 | Tesa Se | Montageklebebänder |
| DE102010062669A1 (de) | 2010-12-08 | 2012-06-14 | Tesa Se | Verfahren zur Herstellung geschäumter Polymermassen, geschäumte Polymermassen und Klebeband damit |
| WO2014069398A1 (ja) * | 2012-10-29 | 2014-05-08 | リンテック株式会社 | 粘着剤組成物及び粘着シート |
| EP2832779B1 (en) * | 2013-08-01 | 2018-06-06 | 3M Innovative Properties Company | Pressure Sensitive Adhesive Foam |
-
2014
- 2014-11-14 EP EP14193225.1A patent/EP3020773B1/en not_active Not-in-force
-
2015
- 2015-11-05 WO PCT/US2015/059144 patent/WO2016077132A1/en not_active Ceased
- 2015-11-05 CN CN201580061102.7A patent/CN107109171A/zh active Pending
- 2015-11-05 US US15/523,456 patent/US20170313910A1/en not_active Abandoned
- 2015-11-05 JP JP2017525830A patent/JP6807309B2/ja not_active Expired - Fee Related
- 2015-11-05 KR KR1020177015712A patent/KR20170087475A/ko not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016077132A1 (en) | 2016-05-19 |
| US20170313910A1 (en) | 2017-11-02 |
| CN107109171A (zh) | 2017-08-29 |
| EP3020773A1 (en) | 2016-05-18 |
| JP6807309B2 (ja) | 2021-01-06 |
| JP2018502177A (ja) | 2018-01-25 |
| EP3020773B1 (en) | 2019-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170087475A (ko) | 고무계 감압 접착제 | |
| EP3020774B1 (en) | Rubber-based multilayer pressure-sensitive adhesive assembly | |
| KR20190006997A (ko) | 낮은 voc 특성을 갖는 고무계 감압 접착제 | |
| CN105452352B (zh) | 橡胶类压敏粘合剂泡沫 | |
| JP7438214B2 (ja) | 共押出ゴム系多層接着剤アセンブリ | |
| EP3336153B1 (en) | Rubber-based multilayer pressure-sensitive adhesive assembly having low voc characteristics | |
| KR20160038012A (ko) | 감압 접착제 폼 | |
| CN110121539B (zh) | 具有低voc特征的多层压敏粘合剂组件 | |
| CN110099979B (zh) | 用于制造电子器件的压敏粘合剂组合物 | |
| WO2023057987A1 (en) | Multilayer pressure-sensitive adhesive assembly and related process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170608 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |