KR20170090399A - 절단 장치 - Google Patents
절단 장치 Download PDFInfo
- Publication number
- KR20170090399A KR20170090399A KR1020177002533A KR20177002533A KR20170090399A KR 20170090399 A KR20170090399 A KR 20170090399A KR 1020177002533 A KR1020177002533 A KR 1020177002533A KR 20177002533 A KR20177002533 A KR 20177002533A KR 20170090399 A KR20170090399 A KR 20170090399A
- Authority
- KR
- South Korea
- Prior art keywords
- frame
- cutting
- frame structure
- pivot
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/547—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a wire-like cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/547—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a wire-like cutting member
- B26D1/553—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a wire-like cutting member with a plurality of wire-like cutting members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/006—Cutting work characterised by the nature of the cut made; Apparatus therefor specially adapted for cutting blocs of plastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/005—Computer numerical control means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
- B26D5/10—Hand or foot actuated means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/20—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2614—Means for mounting the cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F3/00—Severing by means other than cutting; Apparatus therefor
- B26F3/06—Severing by using heat
- B26F3/08—Severing by using heat with heated members
- B26F3/12—Severing by using heat with heated members with heated wires
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
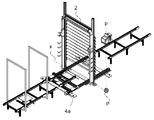
본 발명에 의한 자재(material; 4)를 절단하는 절단 장치(1)는: 피봇축 주위로 피봇되도록 구성되고, 실질적으로 평행하게 배치된 적어도 두 개의 프레임 부분들(2a, 2b)을 포함하는 프레임 구조물(frame structure; 2)로서, 상기 프레임 부분들(2a, 2b)은 제1 축(x)을 따라서 서로 거리(d)를 두고 배치되어 있는, 프레임 구조물(2); 및 상기 프레임 부분들(2a, 2b) 사이에서 연장되고 프레임 부분들(2a, 2b) 각각에 연결된 절단 와이어(cutting wire; 3);를 포함하고, 상기 자재(4)는 피봇축(pivot axis; p)을 중심으로 하는 자재(4)와 프레임 구조물(2) 간의 상대적 피봇 움직임(pivoting relative movement) 동안에 절단 와이어(3)에 의하여 절단 및 형성된다.
Description
본 발명은 일반적으로, 자재를 절단하기 위한 절단 장치에 관한 것이다.
종래 기술로서, 병렬적으로 배치된 복수의 전기 가열 와이어를 이용하여 발포 자재(foam material)를 형성 및 절단하는 기술이 공지되어 있다. 종래 기술 문헌 US4574677 에 개시된 절단 장치는 슬래브 절단 두께(slab cut thickness)를 조절하기 위하여 수평축 둘레로 회전가능하게 배치된 지지 프레임을 포함한다. 공지된 다른 방안으로서 실용신안 CN201950705에 개시된 것이 있는데, 여기에서는 발포 자재에 막힌 구멍 및 관통 구멍을 처리하기 위하여 반원형의 가열 와이어를 회전시킴이 제공된다.
종래 기술의 단점은, 특정 적용예를 위하여 요망되는 다양하고 복잡한 형상으로 자재를 형성함에 있어 제한이 있다는 점이다.
본 발명의 일 목적은, 종래 기술의 단점을 해결하여, 자재를 복잡한 형상으로 형성함을 가능하게 하는 절단 장치를 제공하는 것이다.
본 발명의 다른 목적은, 자재를 신속하고 비용 면에서 효율적인 방식으로 형성함을 가능하게 하는 절단 장치를 제공하는 것이다.
본 발명의 일 실시예에 따른 자재를 절단하기 위한 절단 장치는:
실질적으로 평행하게 배치된 적어도 두 개의 프레임 부분들을 포함하는 프레임 구조물(frame structure)로서, 상기 프레임 부분들은 제1 축을 따라서 서로 거리를 두고 배치되어 있는, 프레임 구조물; 및
상기 프레임 부분들 사이에서 연장되고 프레임 부분들 각각에 연결된 절단 와이어(cutting wire);를 포함하고,
상기 자재는 피봇축(pivot axis)을 중심으로 하는 자재와 프레임 구조물 간의 상대적 피봇 움직임(pivoting relative movement) 동안에 절단 와이어에 의하여 절단 및 형성된다.
일 실시예에 따르면, 상기 상기 피봇축은, 자재 또는 프레임 구조물과 관련된 지점으로부터 거리를 두고 배치되고 또한 상기 제1 축을 따라 있는 임의의 지점에 위치한 피봇 지점(pivot point)을 통과하여 연장된다.
피봇 지점 및 관련된 가상의 피봇축을, 두 개의 프레임 부분들을 통하여 연장되되 상기 프레임 부분들 사이의 거리의 외부에 위치한 긴 축을 따라서 배치시킴으로써, 피봇축이 예를 들어 상기 프레임 부분들 중 하나를 통하여 연장되는 때와는 다른 형상의 제조가 가능하게 된다.
제1 실시예에 따르면, 상기 프레임 구조물은 피봇축 주위로 피봇되도록 구성된다.
일 실시예에 따르면, 상기 프레임 구조물은 공간 중에서 모든 방향으로 움직여지도록 구성된다.
따라서, 그것은 피봇축의 연장 방향에 대해 실질적으로 평행하고 그리고/또는 실질적으로 직각인 적어도 일 방향으로 움직여지도록 구성될 수 있다. 상기 프레임 구조물이 자재에 대해서 병진 움직임으로써 움직여질 수 있기 때문에, 더 복잡한 3D 형상을 생성하는 것이 가능하게 된다.
제2 실시예에 따르면, 상기 자재는 피봇축 주위로 피봇되도록 구성된다.
일 실시예에 따르면, 상기 피봇축을 프레임 부분들 중 하나를 통하여 연장되도록 구성된다.
일 실시예에 따르면, 상기 프레임 구조물은 공간 중에서 모든 방향으로 잠겨지도록 구성된다.
일 실시예에 따르면, 상기 자재는 공간 중에서 모든 방향으로 움직여지도록 구성된다.
따라서, 그것은 피봇축의 연장 방향에 대해 실질적으로 평행하고 그리고/또는 실질적으로 직각인 적어도 일 방향으로 움직여지도록 구성될 수 있다. 상기 자재가 프레임 구조물에 대해서 병진 움직임으로써 움직여질 수 있기 때문에, 더 복잡한 3D 형상을 생성하는 것이 가능하게 된다.
일 실시예에 따르면, 상기 자재는 이송 장치 상에 배치되고 또한 이송 장치에 부착되는바, 상기 이송 장치는 피봇축 주위로 피봇되도록 구성된다.
일 실시예에 따르면, 상기 자재는 공간 중에서 모든 방향으로 잠겨지도록 구성된다.
일 실시예에 따르면, 절단 와이어는 프레임 부분들 사이에서 연장되되 프레임 구조물의 제1 축(x)에 대해 평행한 방향에 대해서 각도(α)를 이루어 연장된다.
일 실시예에 따르면, 상기 절단 와이어는 상기 프레임 부분들 사이에서 적어도 2회 연장되거나, 또는 프레임 부분들 사이에서 연장된 적어도 두 개의 절단 와이어를 포함한다.
일 실시예에 따르면, 상기 절단 와이어는 프레임 부분들 사이에서 연장된 적어도 두 개의 절단 와이어를 포함한다.
일 실시예에 따르면, 상기 절단 와이어 또는 절단 와이어들은 상기 프레임 부분들 사이에서 반복 패턴을 따라서 연장되어, 상기 피봇축에 대해 직각인 프레임 부분들 사이의 적어도 제1 연장부와, 상기 프레임 구조물의 피봇축에 대해 직각인 방향에 대해서 각도(α)를 이루면서 프레임 부분들 사이에서 연장된 적어도 제2 연장부를 포함한다.
일 실시예에 따르면, 상기 절단 와이어는 전기 가열 와이어, 회전 와이어, 및 왕복 와이어 중의 한 가지이다.
일 실시예에 따르면, 상기 프레임 구조물을 자재에 대하여 피봇시키고 그리고/또는 상기 자재를 프레임 구조물에 대해 피봇시키도록 구성된 적어도 하나의 구동 장치가 구비된다.
일 실시예에 따르면, 상기 프레임 구조물 및/또는 상기 자재를 공간 중에서 임의의 방향으로 그리고/또는 상기 피봇축의 연장 방향에 대해 실질적으로 평행하고 그리고/또는 실질적으로 직각인 방향으로 움직이도록 구성된 적어도 하나의 구동 장치가 구비된다.
일 실시예에 따르면, 상기 프레임 부분들 사이의 거리(d)는 50mm 내지 3000mm 의 범위 내이고, 바람직하게는 2000mm이다.
일 실시예에 따르면, 상기 각도(α)는 0.1° 내지 5°의 범위 내에 있고, 바람직하게는 0.1° 내지 3°의 범위 내에 있다.
일 실시예에 따르면, 절단 와이어는 프레임 부분들 사이에서 실질적으로 직선으로 연장된다.
일 실시예에 따르면, 상기 절단 와이어 또는 절단 와이어들은 연결 지점들에서 프레임 부분들에 연결되고, 상기 연결 지점들은 각도(α)를 제어하기 위하여 상기 프레임 부분들을 따라서 조절될 수 있다.
일 실시예에 따르면, 상기 절단 장치는 자재를 플레이트 형태로 절단 및 형성하도록 구성되고, 상이하되 유사한 복수의 플레이트들이 함께 표면 커버링 시스템을 형성한다.
본 발명의 일 실시예에 따른 자재를 절단하기 위한 절단 장치는:
실질적으로 평행하게 배치된 적어도 두 개의 프레임 부분들을 포함하는 프레임 구조물로서, 상기 프레임 부분들은 제1 축을 따라서 서로 거리를 두고 배치되어 있는, 프레임 구조물; 및
상기 프레임 부분들 사이에서 연장되고 또한 상기 프레임 부분들 각각에 연결된 절단 와이어;를 포함하며,
상기 자재가 절단 와이어에 의하여 절단 및 형성되도록 상기 프레임 구조물과 자재 간의 상대적 피봇 움직임을 발생시키는 수단을 더 포함하는 것을 특징으로 한다.
일 실시예에 따르면, 상기 상대적 피봇 움직임을 발생시키는 수단은 프레임을 자재에 대하여 피봇시키도록 구성된 구동 장치이다.
일 실시예에 따르면, 상기 상대적 피봇 움직임을 발생시키는 수단은 자재를 프레임 구조물에 대해 피봇시키도록 구성된 구동 장치이다.
아래에서는 하기의 첨부 도면들을 참조로 하여 예시적으로 제공된 실시예들을 중심으로 본 발명에 대해 상세히 설명한다.
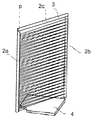
도 1 에는 본 발명에 따른 자재를 절단하기 위한 절단 장치의 사시도가 도시되어 있고,
도 2a 내지 도 2c 에는 도 1 의 절단 장치가 자재에 대한 제1 위치에 있는 모습이 도시되어 있고,
도 3a 내지 도 3c 에는 도 1 의 절단 장치가 자재에 대한 제2 위치에 있는 모습이 도시되어 있고,
도 4a 내지 도 4c 에는 도 1 의 절단 장치가 자재에 대한 제3 위치에 있는 모습이 도시되어 있고,
도 5a 내지 도 5c 에는 도 1 의 절단 장치가 자재에 대한 제4 위치에 있는 모습이 도시되어 있고,
도 6 에는 도 1 의 절단 장치에 의해 형성된 복수의 플레이트를 포함하는 표면 커버링 시스템(surface covering system)이 도시되어 있고,
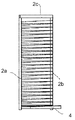
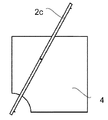
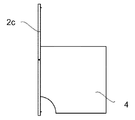
도 7 및 도 8 에는 본 발명의 제2 실시예에 따른 절단 장치가 도시되어 있는바, 이것은 도 6 의 표면 커버링 시스템의 다양한 플레이트를 생산하며,
도 9a 및 도 9b 에는 본 발명의 제2 실시예에 따른 절단 장치를 이용하여 자재를 절단하기 위한 설비(arrangement)가 도시되어 있다.
도 1 에는 본 발명에 따른 자재를 절단하기 위한 절단 장치의 사시도가 도시되어 있고,
도 2a 내지 도 2c 에는 도 1 의 절단 장치가 자재에 대한 제1 위치에 있는 모습이 도시되어 있고,
도 3a 내지 도 3c 에는 도 1 의 절단 장치가 자재에 대한 제2 위치에 있는 모습이 도시되어 있고,
도 4a 내지 도 4c 에는 도 1 의 절단 장치가 자재에 대한 제3 위치에 있는 모습이 도시되어 있고,
도 5a 내지 도 5c 에는 도 1 의 절단 장치가 자재에 대한 제4 위치에 있는 모습이 도시되어 있고,
도 6 에는 도 1 의 절단 장치에 의해 형성된 복수의 플레이트를 포함하는 표면 커버링 시스템(surface covering system)이 도시되어 있고,
도 7 및 도 8 에는 본 발명의 제2 실시예에 따른 절단 장치가 도시되어 있는바, 이것은 도 6 의 표면 커버링 시스템의 다양한 플레이트를 생산하며,
도 9a 및 도 9b 에는 본 발명의 제2 실시예에 따른 절단 장치를 이용하여 자재를 절단하기 위한 설비(arrangement)가 도시되어 있다.
아래에서는 본 발명에 대해 상세히 설명한다. 도면들에 걸쳐서, 유사한 도면부호들은 동일 또는 대응되는 구성요소를 지칭한다. 이 도면들은 예시를 위하여 제공된 것일 뿐, 어떠한 방식으로든 본 발명의 범위를 제한하는 것으로 이해되어서는 안 될 것이다.
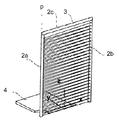
도 1 에는 자재(4)(도 1 에는 도시되지 않음)를 절단하기 위한 본 발명에 따른 절단 장치(1)의 사시도가 도시되어 있다. 절단 장치(1)는 자재와 프레임 구조물(2) 간의 상대적 피봇 움직임을 발생시키는 수단을 포함하는바, 상대적 피봇 움직임에 의하여, 프레임 구조물(2)의 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에 배치된 절단 와이어(3)에 의해서 상기 자재가 절단 및 형성된다. 따라서, 자재(4)는 가상의 피봇축(p)을 중심으로 하는 자재(4)와 프레임 구조물(2) 간의 상대적 피봇 움직임 동안에 절단 와이어(3)에 의해 절단 및 형성된다.
상기 제1 프레임 부분(2a) 및 제2 프레임 부분(2b)은 제1 축(x)을 따라서 서로 거리(d)를 두고 배치된다. 좌표계는 도 1 의 절단 장치(1)를 기준으로 하는 축(x, y, z)을 포함하는 것으로 제공된다. 이 실시예에서 z축은 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서 제1 프레임 부분(2a)으로부터의 거리(d/2)에 위치한 지점을 통해 연장되도록 배치되고, 제1 축(x)은 좌표계의 x축과 일치한다. 피봇축(p)은 제1 축(x)을 따라 있되 예를 들어 좌표계의 원점으로부터 거리(r)(r1 , r2, 또는 r3)을 두고 있는 임의의 지점(P)(P1 내지 P3)에 배치될 수 있다.
제1 실시예에 따르면, 절단 장치(1)는 피봇축(p) 주위로 피봇되도록 배치된 프레임 구조물(2)을 포함하고, 상기 자재(4)는 좌표계에 대한 모든 방향에서 잠겨지도록(locked) 배치된다. 일 실시예에 따르면, 피봇축(p)은 프레임 부분들(2a, 2b) 중 하나를 통하여 연장되도록 구성된다. 일 실시예에 따르면, 프레임 구조물(2)은 구동 장치(미도시)에 연결된 샤프트(미도시)를 거쳐서 피봇 방식으로 매달리고 상기 구동 장치는 그 샤프트를 회전시키도록 구성된다.
예를 들어 도 9a 및 도 9b 에 도시된 제2 실시예에 따르면, 상기 자재(4)는 피봇축(p) 주위로 피봇되도록 구성되고, 상기 프레임 구조물(2)은 공간 중에서 모든 방향으로 잠겨지도록 구성된다.
또한 상기 프레임 구조물(2) 및/또는 자재(4)는 공간 중에서 임의의 방향으로 움직여지도록 구성될 수 있다. 이것은 상기 절단 장치 또는 자재를, 일 실시예에 따른 스윙 아암(swing arm) 또는 로봇 아암에 연결함으로써 달성될 수 있다. 또한 이것은 상기 절단 장치(1) 또는 자재(4)를 비임(beam)을 따르는 제1 방향으로 움지이도록 구성된 액슬(axle)에 매닮으로써 달성될 수 있는데, 여기에서 상기 비임 자체는 상기 제1 방향에 대해 직각인 제2 방향으로 움직일 수 있는 것으로서 횡단부재로서 기능한다. 또한 상기 비임은 제1 방향 및 제2 방향에 대해 직각인, 수직의 제3 방향으로 움직일 수 있다. 상기 프레임 구조물 또는 절단 장치(1)의 선형 움직임 및 그에 따른 위치선정, 그리고 그 회전의 제어는 컴퓨터 수치 제어(CNC; Computerized Numerical Control)의 도움을 받아서 또는 수동 제어에 의하여 수행될 수 있다. 따라서 상기 절단 장치(1) 및/또는 자재(4)는 공간 중에서 병진 움직임을 수행하도록 구성된다. 공간 중에서 임의의 방향으로의 이와 같은 병진 움직임은 , 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이, 즉 거리(d) 안에 위치하지 않는 제1 축(x)을 따르는 지점에 배치된 피봇축(p)을 중심으로 해서 프레임 구조물(2) 또는 자재(4)가 회전함을 가능하게 하기 위하여 필요하다.
상기 제1 프레임 부분(2a) 및 제2 프레임 부분(2b)은 실질적으로 거리(d)를 두고 평행하게 배치되며, 일 실시예에서는 적어도 하나의 연결 부분(2c)에 의하여 연결될 수 있다. 일 실시예에 따르면, 상기 제1 프레임 부분(2a) 및 제2 프레임 부분(2b)은 실질적으로 수직으로 배치된다. 일 실시예에 따르면, 상기 제1 프레임 부분(2a) 및 제2 프레임 부분(2b)은 종장형 형상(elongated shape)을 가지며, 50mm 초과, 4000mm 미만 범위의 길이(l)를 갖는다. 일 실시예에 따르면, 상기 제1 프레임 부분(2a) 및 제2 프레임 부분(2b)과 연결 부분(2c)은 알루미늄 또는 스틸로 만들어진다. 일 실시예에 따르면 상기 연결 부분(2c)은 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서 실질적으로 수평인 방향으로 연장되어, 실질적으로 U자 형상인 프레임 구조물(2)을 형성한다. 일 실시예에 따르면, 상기 연결 부분(2c)은 제1 프레임 부분(2a) 및 제2 프레임 부분(2b) 각각의 단부 부분에 배치되며, 상기 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이의 거리는 일 단부에서 개방되고 타 단부에서 폐쇄된다. 일 실시예에 따르면, 상기 프레임 구조물(2)이 절단 장치(1)에 배치된 때의 최하측 단부는 개방되는 한편, 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서의 최상측 거리는 연결 부분(2c)에 의하여 폐쇄되도록 구성된다. 일 실시예에 따르면 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이의 거리(d)는 50mm 초과, 3000mm 미만 범위 내에 있다. 일 실시예에 따르면 상기 거리(d)는 2000mm이다.
제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에는 절단 와이어(3)가 배치되며, 절단 와이어(3)는 그 사이에서 연장되고 또한 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 각각에 연결된다. 일 실시예에 따르면 절단 와이어(3)는 단일의 와이어(3), 즉 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서 복수의 횟수로 앞뒤로 연장된 와이어로서 구성될 수 있다. 일 실시예에 따르면, 상기 절단 와이어(3)는 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서 반복 패턴으로 연장된다. 일 실시예에 따르면 상기 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서 각각 연장된 복수의 절단 와이어(3)들이 사용될 수도 있다. 일 실시예에 따르면 상기 절단 와이어(3)는 가상의 x축을 따라서 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에서 직선으로 연장된다. 일 실시예에 따르면, 절단 와이어(3)는 전기 가열 와이어이다. 일 실시예에 따르면, 절단 와이어(3)은 자신의 축을 중심으로 회전하도록 구성되어 개선된 절단 능력을 제공하는 회전 와이어인데, 이것은 소정의 자재, 예를 들어 EPS와 같은 자재를 절단함에 있어서 유용하거나 또는 필요한 것이다. 일 실시예에 따르면, 상기 절단 와이어(3)는 향상된 절단 능력을 위하여 자신의 축방향으로 병진운동하도록 구성되는바, 이로써 톱과 같이 작용하게 된다. 일 실시예에 따르면, 상기 절단 와이어(3)는 예를 들어 스틸, 또는 칸탈(Kanthal), 니크롬(Nichrome), 쿠프로니켈(Cupronickel)과 같은 적합한 금속 합금으로 만들어진 저항성 가열 와이어이다.
도 1 의 절단 장치(1)는 도 2a 내지 2c, 도 3a 내지 3c, 도 4a 내지 4c, 도 5a 내지 5c 에 도시된 결과적인 자재(4)를 복잡한 형상으로 형성하도록 구성된 것이다. 자재(4)는 예를 들어 EPS 또는 XPS 유형의 폴리스티렌, 폴리아미드 플라스틱, 폴리프로펜, 또는 폴리우레탄으로 만들어진 것일 수 있다. 일 실시예에 따르면, 자재(4)는 유리 발포체 또는 이와 유사한 발포 자재이다. 일 실시예에 따르면, 자재(4)는 록울(Rockwool)이다.
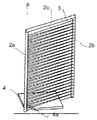
도 2a 에는 도 1 의 절단 장치(1)가, 절단 장치(1)의 피봇 움직임 또는 자재(4)의 피봇 움직임에 의하여 절단 및 형성되어 결과적으로 얻어진 자재(4)의 예시적인 조각에 대한 제1 위치에 있는 모습이 도시되어 있다. 일 실시예에 따르면, 자재(4)는 피봇축(p)의 연장선이 통과하는 절단 부분(4a)을 구비한다. 이 실시예에서, 피봇축(p)은 제1 프레임 부분(2a)과 일치한다. 절단 부분은 원호의 형상을 가질 수 있다. 좌표계는 도 1 의 절단 장치(1)를 기준으로 하는 축들(x, y, z)을 갖는 것으로서 제공되어 있다.
도 2b 에는 도 2a 의 절단 장치(1) 및 자재(4)가 y 방향에서 도시되어 있다. 도 2b 에서, 절단 와이어(3)는 제1 프레임 부분(2a)과 제2 프레임 부분(2b) 사이에 배치되며, 그 사이에서 프레임 구조물(2)의 피봇축(p)에 대해 직각인 방향에 대해 각도(α)로, 다시 말하면 적어도 일 실시예에서는 수평으로 배치된 연결 부분(2c)에 대해 각도(α)를 이루도록 연장된다. 일 실시예에 따르면, 상기 각도(α)는 0.1° 초과 5° 미만의 범위 내에 있다. 상기 경사도는 x-z 좌표에서 양의 각도이므로, 제1 프레임 부분(2a)으로부터 제2 프레임 부분(2b)를 향하여 상방향으로 기울어진다.
일 실시예에 따르면, 절단 와이어(3)가 상기 프레임 부분들 사이에서 복수회 앞뒤로 왕복하는 방식으로 배치된다. 일 실시예에 따르면, 절단 와이어(3)는 상기 프레임 부분들 사이에서 복수회 앞뒤로 반복적으로 왕복하는 방식으로 배치되는바, 이 때 절단 와이어는 상기 프레임 부분들(2a, 2b) 사이에서 소정의 각도로 임의의 횟수만큼 연장되어서 미리 정해진 세트(set), 시리즈(series), 또는 패턴(pattern)을 형성한다. 이와 같은 시리즈/패턴 임의의 횟수만틈 반복적인 방식으로 반복된다. 이와 같은 반복적인 패턴으로 인하여, 절단 장치(1)의 하나의 동일한 피봇 움직임으로 자재의 유사한 절단부들을 복수개 절단할 수 있는 매우 효율적인 절단 장치(1)가 얻어질 수 있다. 따라서, 더 신속하고 비용면에서 효율적인 방안이 제공된다.
도 2a 내지 2c, 도 3a 내지 3c, 도 4a 내지 4c, 및 도 5a 내지 5c 에 도시된 일 실시예에 따르면, 절단 와이어(3)는 제1 연장부(3a) 및 제2 연장부(3b)를 포함한다. 상기 제1 연장부(3a)는 프레임 부분들(2a, 2b) 사이에서 제2 프레임 부분(2b)으로부터 제1 프레임 부분(2a)으로, 즉 제2 프레임 부분(2b)에서의 제1 연결 지점으로부터 제1 프레임 부분(2a)에서의 제2 연결 지점으로 실질적으로 수평으로 연장된다. 그 다음에 제1 프레임 부분(2a)의 z방향으로 제2 연결 지점으로부터 소정의 거리를 둔 제3 연결 지점에서 제2 연장부(3b)가 연결된다. 이 거리는 임의로 정해질 수 있으나, 일 실시예에 따르면 그 거리는 50mm이다. 일 실시예에 따르면, 제2 연장부(3b)는 제1 연장부(3a)에 대해 1° 내지 2°의 각도(α)를 가지며, 프레임 부분(2b)에서 제4 연결 지점에 연결된다. 제2 프레임 부분(2b)의 제1 연결 지점과 제4 연결 지점 사이의 거리는 임의로 정해질 수 있다. 일 실시예에 따르면, 제4 연결 지점은 z방향에서 제1 연결 지점으로부터 6mm 인 거리를 갖는다.
일 실시예에 따르면, 절단 와이어(3)는 제어 장치에 의하여 제어될 수 있다. 상기 제어에는 상기 프레임 부분들(2a, 2b) 사이의 절단 와이어(3)의 패턴 시리즈와 회전 속도 중 어느 하나 또는 둘 다가 포함된다. 일 실시예에 따르면, 프레임 부분들(2a, 2b)에서 절단 와이어의 연결 지점들의 위치는 제어 장치에 의하여 제어될 수 있으며, 이로써 절단 와이어(3)의 패턴이 제어될 수 있다. 도 2c 에는 -z 방향에서 본 절단 장치가 도시되어 있다.
도 3a 내지 도 3c 에는 도 1 의 절단 장치가, 예시로서 결과적으로 절단/형성된 자재(4)에 대해 제2 위치에 있는 것으로 도시되어 있다. 프레임 부분(2)은 도 2a 내지 도 2c 의 시작 위치로부터 30° 정도 피봇되어 있다. 도 3b 에는 도 3a 의 절단 장치(1) 및 자재(4)를 y 방향에서 본 모습이 도시되어 있다. 도 3c 에는 도 3a 의 절단 장치(1) 및 자재(4)를 -z 방향에서 본 모습이 도시되어 있다.
도 4a 내지 도 4c 에 도시된 도 1 의 절단 장치는 예시로서 결과적으로 절단/형성된 자재(4)에 대해 제2 위치에 있는 것으로 도시되어 있다. 프레임 부분(2)은 도 3a 내지 도 3c 의 시작 위치로부터 60° 정도 피봇되어 있다. 도 4b 에는 도 4a 의 절단 장치(1) 및 자재(4)를 y 방향에서 본 모습이 도시되어 있다. 도 4c 에는 도 4a 의 절단 장치(1) 및 자재(4)를 -z 방향에서 본 모습이 도시되어 있다.
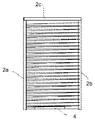
도 5a 내지 도 5c 에 도시된 도 1 의 절단 장치는 예시로서 결과적으로 절단/형성된 자재(4)에 대해 제2 위치에 있는 것으로 도시되어 있다. 프레임 부분(2)은 도 3a 내지 도 3c 의 시작 위치로부터 90° 정도 피봇되어 있다. 도 4b 에는 도 4a 의 절단 장치(1) 및 자재(4)를 y 방향에서 본 모습이 도시되어 있다. 도 4c 에는 도 4a 의 절단 장치(1) 및 자재(4)를 -z 방향에서 본 모습이 도시되어 있다.
도 2a 내지 2c, 도 3a 내지 3c, 도 4a 내지 4c, 및 도 5a 내지 5c 에 도시된 절단 장치(1)는 자재(4)를 복잡한 형상으로 절단하도록 구성된 것으로서, 상기 복잡한 형상에는 원추형 형상(conical shape)들 또는 원추체의 일부분은 물론, 자재(4)에서 빈 공간으로서 형성되는 가상 원추체(virtual cone)들 또는 가상 원추체의 일부분이 포함된다. 원추형 형상은 피봇축이 가상의 x축을 따라서 소정의 거리를 둔 어떤 위치, 예를 들어 도 1 에 도시된 r3 과 같이, 좌표계의 원점으로부터 프레임 부분들(2a, 2b) 사이의 거리(d)의 절반 또는 그 이상의 거리를 둔 위치에 배치된 때에 형성된다. 피봇축(p)이 제2 프레임 부분(2b)을 통해 연장된 때에 완전한 원추체가 형성된다. 가상 원추체들은, 피봇축이 제1 프레임 부분(2a)을 통해 연장되는 때, 또는 피봇축이 예를 들어 도 1 에 도시된 r1 또는 r2 와 같이 가상의 -x축을 따라 존재하는 어떤 위치에 있는 때에 형성된다.
따라서, 도 2a 내지 2c, 도 3a 내지 3c, 도 4a 내지 4c, 및 도 5a 내지 5c 에는 절단 장치(1)의 피봇 움직임 및 형성으로부터 얻어지는 결과적인 자재(4)의 일 형상이 도시되어 있다. 자재(4)는 처음에 x-y 평면에서 실질적으로 사각형인 형상을 가진 것으로서, 바람직하게는 실질적으로 z방향으로 프레임 부분들(2a, 2b)의 길이에 대응되는 길이로 연장된 것이다. 프레임 구조물(2)/절단 장치(1) 또는 자재(4)의 피봇 움직임으로부터의 결과로서, 수평의 절단 와이어(3a)들에 의하여 형성되는 실질적으로 편평한 하측 표면과, 피봇축(p)을 향하여 제1 원형 경사면을 갖는 상측 표면이 얻어지는바, 상기 제1 원형 경사면은 상측 표면의 모든 지점들에서 절단 와이어(3a)에 대한 절단 와이어(3b)의 각도(α)에 의해 정해지는 반경방향 경사도(α)를 갖는다. 따라서, 상기 제1 원형 경사면은 둔각의 가상 원추체의 적어도 일부분에 해당되는 형상을 갖는 플레이트/자재(4)에 빈 공간을 형성하는데, 이 때 상기 가상 원추체의 꼭지점은 피봇축(p)을 향하고 상기 제1 원형 경사면은 각도(α)에 의해 정해진 피봇 지점을 향하는 원형의 경사면을 이룬다 (도 1 에서 피봇 지점은 예를 들어 P1 또는 P2 일 수 있다). 일 실시예에 따르면, 유사한 방식으로 실제 원추체를 형성하기 위하여 절단 장치(1)가 사용될 수 있는바, 실제 원추체는 피봇 지점(P)을 향하여 각도(α)로 정해진 원형 경사면을 갖는 원추체의 경사도를 갖는다 (피봇 지점은 예를 들어 도 1 에 도시된 P3 일 수 있다). 일 실시예에 따르면, 절단 장치(1)는 예를 들어 본 출원인에 의해 출원된 WO2013/172775 A1 에 개시된 지붕 또는 바닥과 같은, 표면 커버링 시스템을 생산하기 위하여 사용될 수 있으며, 여기에서 자재(4)의 복수의 플레이트들은 시간과 비용 모두의 면에서 효율적인 방식으로 지붕 또는 바닥 시스템을 형성하도록 구성된다.
도 6 에는 절단 장치(1)를 사용하여 제조될 수 있는 플레이트들을 포함하는, 예를 들어 지붕 또는 바닥을 위한 예시적인 표면 커버링 시스템이 도시되어 있다. 일 실시예에 따르면, 상기 플레이트들은 1 내지 7 의 번호를 가지며 그 하위로는 표면 커버링 시스템에서의 위치에 따라서 A 내지 D 의 부호를 갖는데, 상기 표면 커버링 시스템은 물이 바닥 커버링 시스템으로부터 이탈함을 허용하는 배수 지점 또는 중앙 지점을 갖는다. 유사한 도면 부호는 동일 또는 유사한 플레이트를 지칭한다. 전술된 바와 같이, 플레이트(1)는 이제까지 설명된 바에 따라 형성된 자재(4)에 해당되는바, 표면 커버링 시스템의 이 플레이트(1)는 절단 장치(1)의 병진 움직임을 필요로 하지 않고서 절단 장치(1) 또는 자재(4)의 최대 90° 회전에 의하여 형성된다. 예를 들어 플레이트들(2 내지 7)과 같은 다른 플레이트들은 절단 장치(1)/프레임 구조물(2) 또는 자재(4)의 90° 미만의 회전을 필요로 하지만, 플레이트/자재(4) 전체가 형성되어야 하기 때문에, 플레이트(1)를 제작하는 때의 위치와는 상이한 위치에 배치된 가상의 피봇축(p)을 중심으로 하는 절단 장치(1)/프레임 구조물(2)의 회전 움직임과 병진 움직임의 조합을 필요로 한다.
도 7, 8, 및 9 에는 본 발명의 제2 실시예가 도시되어 있는데, 여기에서는 자재(4)가 피봇 지점(P1, P2) 및 피봇축(p1, p2)(미도시) 주위로 회전하고 절단 장치(2)는 부동으로 유지되어 공간 중에서 모든 방향으로 잠겨진다(locked). 도 7, 8, 및 9 에 도시된 실시예는 상기 자재를 도 6 에 도시된 예시적인 표면 커버링 시스템에 따른 플레이트들로 형성하도록 구성된 것이다.
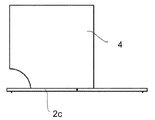
도 7 에 도시된 실시예에서는 도 6 과 관련하여 설명된 플레이트(1)가 절단된다. 표면 커버링 시스템의 이 플레이트는 자재(4) 또는 절단 장치(1)의 병진 움직임을 필요로 하지 않고서 자재(4)의 최대 90° 회전으로 형성된다. 따라서 이 설비에 의하여 절단된 자재(4)는 도 2 내지 도 5 에 도시된 설비에 의하여 절단된 자재와 비교될 수 있다. 그러나 이 실시예에서는 프레임 구조물(2)가 부동으로(stationary) 유지되고 자재(4)가 제1 피봇 지점(P1)을 중심으로 회전한다. 상기 피봇 지점(P1)은 자재 지점, 예를 들어 자재(4)와 관련하여 자재의 일 가장자리에 가까이 위치한 지점으로부터 거리(R1)를 두고 배치된다. 각도(γ)는 자재(4)가 자신의 중앙 지점을 중심으로 회전하는 경우에 있어서의 상기 지점과 프레임 구조물(2)의 제1 축(x) 간의 각도로 정의된다. 자재(4)는, 자재의 가장자리들이 절단 장치에 대해 각도(γ1)≒0°로 평행한 제1 위치로부터 각도(γ4)≒90°인 최종 위치로 회전되는 것으로 도시되어 있다. 또한 γ2≒25°인 위치와 γ3≒70°인 위치도 도시되어 있다.
도 8 에는 도 6 에서 설명된 플레이트(2C)가 절단되는 실시예가 도시되어 있다. 이 플레이트는 자재가 90° 미만으로 회전될 것을 필요로 한다. 따라서 이 플레이트의 생산에서는 플레이트(1)를 생산할 때의 위치와 다른 위치에 배치된 가상의 피봇축(p)을 중심으로 하는 자재(4)의 회전 움직임과 병진 움직임의 조합이 필요하다. 그러므로, 피봇 지점(P2)은 자재 지점으로 부터 거리(R2)을 둔 위치에 배치되는데, 여기에서 R2>R1 이다. 각도(β)는, 자재(4)가 자신의 중앙 지점을 중심으로 회전하는 경우에 있어서의 상기 지점과 절단 장치(2)의 제1 축(x) 간의 각도로 정의된다. 자재(4)는, 자재의 가장자리들이 절단 장치에 대해 회전되어 각도(β1)≒60°인 제1 위치로부터 각도(β4)≒90 인 최종 위치로 회전되는 것으로 도시되어 있다. 또한 β2≒70°인 위치와 β3≒80°인 위치도 도시되어 있다.
일 실시예에 따르면, 절단 장치(1)는 피봇축(p)을 중심으로 360° 회전하도록 구성되어 자재(4)를 전체적으로 뭉툭한 가상의 원추체 또는 실제 원추체로 형성한다. 따라서 일 실시예에 따르면, 자재(4)는 z 방향에서 볼 때 도 2a 내지 2c, 도 3a 내지 3c, 도 4a 내지 4c, 및 도 5a 내지 5c 에 도시된 면적의 네 배인 표면적을 가질 수 있다. 일 실시예에 따르면, 상기 자재(4)를 절단하는 공정은 절단 장치(1)와 자재(4)의 상대적인 축방향 움직임으로 시작될 수 있는데, 여기에서 절단 와이어(들)은 자재(4)의 z 방향 길이를 따라서 슬롯(slot)을 절삭하거나 또는 틈새(incision)를 만든다. 그 다음에, 절단 장치(1)의 회전/피봇이 개시되고, 자재(4)는 절단 와이어(3)의 패턴/구조에 따라서 형성된다. 그 다음에 바닥 커버링 시스템의 플레이트들이 요망되는 형상 및 치수로 절단될 수 있다.
다른 일 실시예에 따르면, 피봇축(p)은 연결 부분(2c)을 따른 임의의 위치 또는 연결 부분(2c)의 연상선 상의 임의의 위치에서 연장된다. 일 실시예에 따르면, 피봇축(p)은 연결 부분(2c)의 중앙 지점에서 연장된다. 이러한 절단 장치(1)에 의하여도 플레이트(1)가 상기 절단/형성될 수 있는데, 여기에서 중요한 사항은 중앙 지점, 즉 배수 지점을 향하는 연결 부분(2c)의 길이를 지정하는 것이다. 이를 수행하기 위해서, 절단 장치(1)의 회전에 대해 평행하게 절단 장치(1)의 병진 움직임이 수행될 필요가 있을 수 있다.
도 9a 및 도 9b 에는 생산 시설에 예로서 배치될 수 있는 본 발명의 제2 실시예에 따른 절단 장치를 이용하여 자재를 절던하기 위한 설비가 도시되어 있다. 여기에서 자재(4)는 절단 장치(2)의 제1 축(x)을 따른 지점(P)을 통하는 가상의 피봇축(p) 주위로 회전하고, 절단 장치(2)는 지면에 대해서 고정된다. 일 실시예에서 자재(4)는 이송 장치(4a) 상에 배치 및 부착된다. 이송 장치(4a)는 가상의 피봇축(p)에 대해 실질적으로 평행하되 국지적으로는 이송 장치(4a)와 관련된 축을 중심으로 회전하도록 구성될 수 있다. 구동 장치는 상기 자재 및 이송 장치(4a)를 피봇축(p)의 연장 방향에 대해 실질적으로 평행하고 그리고/또는 실질적으로 직각인 방향으로 움직일 수 있도록 구성될 수 있다. 상기 구동 장치는 자재(4)를 공간 중에서의 임의의 방향으로 움직이기 위하여 사용될 수도 있다.
위에서는 본 발명에 따른 절단 장치(1)의 바람직한 실시예들에 대해 설명하였다. 그러나, 본 기술분야에서 통상의 지식을 가진 자는 본 발명이 본질적인 사상을 벗어나지 않고서 첨부된 청구범위 안에서 변형될 수 있다는 점을 이해할 것이다.
위에서 설명되거나 또는 실시예의 일부분으로서 설명된 모든 대안적인 실시예들은 모순되지 않는 한 본 발명의 본질적인 사상을 벗어나지 않고서 자유로이 조합될 수 있다.
Claims (27)
- 실질적으로 평행하게 배치된 적어도 두 개의 프레임 부분들(2a, 2b)을 포함하는 프레임 구조물(frame structure; 2)로서, 상기 프레임 부분들(2a, 2b)은 제1 축(x)을 따라서 서로 거리(d)를 두고 배치되어 있는, 프레임 구조물(2); 및
상기 프레임 부분들(2a, 2b) 사이에서 연장되고 프레임 부분들(2a, 2b) 각각에 연결된 절단 와이어(cutting wire; 3);를 포함하는, 자재(material; 4)를 절단하는 절단 장치(1)로서,
상기 자재(4)는 피봇축(pivot axis; p)을 중심으로 하는 자재(4)와 프레임 구조물(2) 간의 상대적 피봇 움직임(pivoting relative movement) 동안에 절단 와이어(3)에 의하여 절단 및 형성되는, 절단 장치(1). - 제1항에 있어서,
상기 피봇축(p)은, 자재(4) 또는 프레임 구조물(2)과 관련된 지점으로부터 거리(r, R)를 두고 배치되고 또한 상기 제1 축(x)을 따라 있는 임의의 지점에 위치한 피봇 지점(pivot point; P)을 통과하여 연장되는, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 프레임 구조물(2)이 피봇축(P) 주위로 피봇되도록 구성된, 절단 장치(1). - 제3항에 있어서,
상기 피봇축(p)은 프레임 부분들(2a, 2b) 중 하나를 통하여 연장되도록 구성된, 절단 장치(1). - 제3항 또는 제4항에 있어서,
상기 프레임 구조물(2)은 공간 중에서 모든 방향으로 움직여지도록 구성된, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 자재(4)가 피봇축(p) 주위로 피봇되도록 구성된, 절단 장치(1). - 제6항에 있어서,
상기 프레임 구조물(2)이 공간 중에서 모든 방향으로 잠겨지도록(locked) 구성된, 절단 장치(1). - 제6항 또는 제7항에 있어서,
상기 자재(4)가 공간 중에서 모든 방향으로 움직여지도록 구성된, 절단 장치(1). - 제6항, 제7항, 및 제8항 중 어느 한 항에 있어서,
상기 자재는 이송 장치(transporting device; 4a) 상에 배치되고 또한 이송 장치(4a)에 부착된, 절단 장치(1). - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 자재(4)가 공간 중에서 모든 방향으로 잠겨지도록 구성된, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 와이어(3)는, 상기 프레임 부분들(2a, 2b) 사이에서 연장되고 또한 프레임 구조물(2)의 제1 축(x)에 대해 평행한 방향에 대하여 각도(α)를 이루는, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 와이어(3)는 프레임 부분들(2a, 2b) 사이에서 적어도 2회 연장되는, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 와이어(3)는 프레임 부분들(2a, 2b) 사이에서 연장된 적어도 두 개의 절단 와이어(3)를 포함하는, 절단 장치(1). - 제12항 또는 제13항에 있어서,
상기 절단 와이어(3) 또는 절단 와이어(3)들은 프레임 부분들(2a, 2b) 사이에서 반복 패턴(recurrent pattern)을 따라 연장되어, 상기 피봇축에 대해 직각인 프레임 부분들(2a, 2b) 사이의 제1 연장부(first extension portion; 3a)와 상기 프레임 구조물(2)의 피봇축(p)에 대해 직각인 방향에 대해서 각도(α)를 이루면서 프레임 부분들(2a, 2b) 사이에서 연장된 제2 연장부(3b)를 포함하는, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 와이어(3)는 전기 가열 와이어(electric heating wire), 회전 와이어(rotating wire), 및 왕복 와이어(reciprocating wire) 중의 하나인, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 프레임 구조물(2)을 자재(4)에 대해 피봇시키는 적어도 하나의 구동 장치가 구비된, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 자재(4)를 프레임 구조물(2)에 대해 피봇시키는 적어도 하나의 구동 장치가 구비된, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 프레임 구조물(2) 및/또는 상기 자재를 피봇축(p)의 연장 방향에 대해 실질적으로 평행하고 그리고/또는 실질적으로 직각인 방향으로 움직이는 적어도 하나의 구동 장치가 구비된, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 프레임 구조물(2) 및/또는 상기 자재를 공간 중에서 임의의 방향으로 움직이게 하는 적어도 하나의 구동 장치가 구비된, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 프레임 부분들 사이의 거리(d)는, 50mm 내지 3000mm의 범위 내이고, 바람직하게는 2000mm인, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 각도(α)는 0.1° 내지 5°의 범위 내이고, 바람직하게는 0.1° 내지 3°의 범위 내인, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 와이어(3)는 프레임 부분들(2a, 2b) 사이에서 실질적으로 직선으로 연장되는, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 와이어(3) 또는 절단 와이어(3)들은 연결 지점들에서 프레임 부분들(2a, 2b)에 연결되고, 상기 연결 지점들은 각도(α)를 제어하도록 프레임 부분들(2a, 2b)을 따라서 조절될 수 있는, 절단 장치(1). - 상기 청구항들 중 어느 한 항에 있어서,
상기 절단 장치(1)는 자재(4)를 플레이트(plate) 형태로 절단 및 형성하도록 구성되고, 상이하되 유사하게 형성된 복수의 플레이트들이 함께 표면 커버링 시스템을 형성하는, 절단 장치(1). - 실질적으로 평행하게 배치된 적어도 두 개의 프레임 부분들(2a, 2b)을 포함하는 프레임 구조물(2)로서, 상기 프레임 부분들(2a, 2b)은 제1 축(x)을 따라서 서로 거리(d)를 두고 배치되어 있는, 프레임 구조물(2); 및
상기 프레임 부분들(2a, 2b) 사이에서 연장되고 또한 상기 프레임 부분들(2a, 2b) 각각에 연결된 절단 와이어(3);를 포함하는, 자재(4)를 절단하기 위한 절단 장치(1)로서,
상기 자재(4)가 절단 와이어(3)에 의하여 절단 및 형성되도록 상기 프레임 구조물(2)과 자재(4) 간의 상대적 피봇 움직임을 발생시키는 수단을 더 포함하는 것을 특징으로 하는, 절단 장치(1). - 제24항에 있어서,
상기 상대적 피봇 움직임을 발생시키는 수단은 프레임 구조물(2)을 자재(4)에 대하여 피봇시키도록 구성된 구동 장치인, 절단 장치(1). - 제24항 또는 제25항에 있어서,
상기 상대적 피봇 움직임을 발생시키는 수단은 자재(4)를 프레임 구조물(2)에 대하여 피봇시키도록 구성된 구동 장치인, 절단 장치(1).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1450875A SE539954C2 (en) | 2014-07-08 | 2014-07-08 | Cutting device |
| SE1450875-8 | 2014-07-08 | ||
| PCT/EP2015/064810 WO2016005228A1 (en) | 2014-07-08 | 2015-06-30 | Cutting device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170090399A true KR20170090399A (ko) | 2017-08-07 |
Family
ID=53502654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177002533A Withdrawn KR20170090399A (ko) | 2014-07-08 | 2015-06-30 | 절단 장치 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20170190068A1 (ko) |
| EP (1) | EP3166762B1 (ko) |
| KR (1) | KR20170090399A (ko) |
| CN (1) | CN107000235A (ko) |
| CA (1) | CA2954319A1 (ko) |
| RU (1) | RU2017102183A (ko) |
| SE (1) | SE539954C2 (ko) |
| WO (1) | WO2016005228A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200061060A (ko) * | 2018-11-23 | 2020-06-02 | 이상곤 | 칸탈 와이어를 이용한 케이블 보호재 절단 장치 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018127887A2 (en) * | 2018-03-14 | 2018-07-12 | Centro Gendiagnostik | Electrical cutting device |
| WO2021181425A1 (en) * | 2020-03-12 | 2021-09-16 | Srinivasan Viswesh | Device for designs cutting in foam |
| CN112936056B (zh) * | 2021-02-02 | 2022-07-29 | 青岛海岸阳光新型建材有限公司 | 聚苯乙烯泡沫板裁切设备及应用设备的加工工艺 |
| CN112828628A (zh) * | 2021-03-23 | 2021-05-25 | 罗洋 | 一种便于调节固定的新能源汽车材料切割装置及使用方法 |
| CN114393628A (zh) * | 2021-12-20 | 2022-04-26 | 聂新宇 | 一种三维线切割菜刀 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US872422A (en) * | 1907-05-22 | 1907-12-03 | Frederic G Hodell | Butter-cutting machine. |
| US2472699A (en) * | 1946-09-18 | 1949-06-07 | Gangemi John | Fruit and vegetable slicer |
| DE3401869C1 (de) | 1984-01-20 | 1985-03-14 | Münchow und Hühne Maschinenbaugesellschaft mbH, 4100 Duisburg | Vorrichtung zum Zerschneiden eines Schaumstoffkoerpers oder dergleichen |
| US4646602A (en) * | 1985-10-07 | 1987-03-03 | Bleick Robert O | Cheese cutter |
| US4850844A (en) * | 1987-09-11 | 1989-07-25 | Hunting William E | Apparatus for making tapered plastic shingles |
| DE8904189U1 (de) * | 1989-04-05 | 1989-08-10 | Mirwald, Johann, 93155 Hemau | Vorrichtung zum Schneiden von Gemüse |
| DE29917640U1 (de) * | 1999-10-06 | 2000-01-20 | Hofmeister Vermögensverwaltungs KG, 82166 Gräfelfing | Schneideeinrichtung für Weichkäse |
| US20070022611A1 (en) * | 2005-07-28 | 2007-02-01 | Stacy Verbiest | Portable slicer for food products |
| US20070209490A1 (en) * | 2006-03-13 | 2007-09-13 | Deb Gehlhausen | Multi slicer |
| US7249550B1 (en) * | 2006-04-10 | 2007-07-31 | Thune Jr Daniel | Culinary cutting tool |
| US8360047B2 (en) * | 2007-09-28 | 2013-01-29 | Luigi Pedrini | Cutting machine for blocks of natural stone and similar into slabs with diamond wires |
| US20100175568A1 (en) * | 2009-01-12 | 2010-07-15 | Little Caesar Enterprises, Inc. | Method And Apparatus For Cutting Food Product |
| CN201824395U (zh) * | 2010-10-09 | 2011-05-11 | 静思人文志业股份有限公司 | 切皂器 |
| CN201950705U (zh) | 2010-12-17 | 2011-08-31 | 常州市新罗特数控机械有限公司 | Cnc四轴全自动泡沫免模成型机 |
| JP6551935B2 (ja) | 2012-05-16 | 2019-07-31 | グレード グループ エーエスGrade Group AS | 表面被覆システム及び該システムの製造方法 |
-
2014
- 2014-07-08 SE SE1450875A patent/SE539954C2/en not_active IP Right Cessation
-
2015
- 2015-06-30 EP EP15733703.1A patent/EP3166762B1/en not_active Not-in-force
- 2015-06-30 WO PCT/EP2015/064810 patent/WO2016005228A1/en not_active Ceased
- 2015-06-30 CA CA2954319A patent/CA2954319A1/en not_active Abandoned
- 2015-06-30 KR KR1020177002533A patent/KR20170090399A/ko not_active Withdrawn
- 2015-06-30 US US15/324,244 patent/US20170190068A1/en not_active Abandoned
- 2015-06-30 RU RU2017102183A patent/RU2017102183A/ru unknown
- 2015-06-30 CN CN201580040457.8A patent/CN107000235A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200061060A (ko) * | 2018-11-23 | 2020-06-02 | 이상곤 | 칸탈 와이어를 이용한 케이블 보호재 절단 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| SE539954C2 (en) | 2018-02-13 |
| US20170190068A1 (en) | 2017-07-06 |
| RU2017102183A (ru) | 2018-08-08 |
| CN107000235A (zh) | 2017-08-01 |
| EP3166762B1 (en) | 2019-02-20 |
| EP3166762A1 (en) | 2017-05-17 |
| SE1450875A1 (sv) | 2016-01-09 |
| CA2954319A1 (en) | 2016-01-14 |
| WO2016005228A1 (en) | 2016-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170090399A (ko) | 절단 장치 | |
| EP2881215B1 (en) | Orbital cutting machine for tubes | |
| CN203664964U (zh) | 一种高效的金属方矩管自动切割装置 | |
| CN104057379B (zh) | 密封圈修边机 | |
| CN104191489A (zh) | 仿古木质地板表面刻压痕加工装置及其加工方法 | |
| CN103170554B (zh) | 用于钢筋一次成型的自动成型机 | |
| KR102801039B1 (ko) | 각관 벤딩장치 | |
| KR101695128B1 (ko) | 워크의 내주면 또는 외주면에 대한 절삭방법 | |
| CN204234901U (zh) | 用于加工曲线斜边的切边装置 | |
| WO2016113442A1 (es) | Cabezal tangencial con cuchilla de corte pivotante | |
| KR101628902B1 (ko) | Cnc를 이용한 다축 귀금속 가공장치 | |
| JP2008111151A (ja) | 光造形方法 | |
| CN102513434A (zh) | 喷头倾斜机构 | |
| EA200602030A1 (ru) | Система для вращения продуктов, имеющих неправильную геометрическую форму | |
| CN209851065U (zh) | 一种切口角度可改变的纸管切口机 | |
| CN206264158U (zh) | 石材切割刀具自动旋转装置 | |
| CN205816962U (zh) | 表面切割机床 | |
| CN114131403A (zh) | 一种建筑装饰切割装置 | |
| CN205008158U (zh) | 一种喷枪的自动调节装置 | |
| US2564364A (en) | Apparatus for trimming spherical segments | |
| CN205904359U (zh) | 网边修整机 | |
| CN210414782U (zh) | 一种eps切割用操作平台 | |
| CN104908074A (zh) | 底部送风管加工装置 | |
| KR20110087660A (ko) | 파이프 절단기 | |
| WO2019240680A2 (en) | A section handling machine with rotary mechanism |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170126 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |