KR20170094364A - 치형 부품의 제조 방법 및 치형 부품 - Google Patents
치형 부품의 제조 방법 및 치형 부품 Download PDFInfo
- Publication number
- KR20170094364A KR20170094364A KR1020177019162A KR20177019162A KR20170094364A KR 20170094364 A KR20170094364 A KR 20170094364A KR 1020177019162 A KR1020177019162 A KR 1020177019162A KR 20177019162 A KR20177019162 A KR 20177019162A KR 20170094364 A KR20170094364 A KR 20170094364A
- Authority
- KR
- South Korea
- Prior art keywords
- punch
- die
- tooth
- toothed
- coarse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














































































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/26—Making other particular articles wheels or the like
- B21D53/28—Making other particular articles wheels or the like gear wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/30—Deep-drawing to finish articles formed by deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/04—Reducing; Closing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/02—Making hollow objects characterised by the structure of the objects
- B21D51/12—Making hollow objects characterised by the structure of the objects objects with corrugated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/30—Making machine elements wheels; discs with gear-teeth
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/17—Toothed wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/025—Stamping using rigid devices or tools for tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/003—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass in punching machines or punching tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/02—Ejecting devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Forging (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
(ΔR+ΔH)≤2t … (1)
Description
도 1b는 종래의 치형 부품의 제조 방법을 설명하기 위한 도면이며, 성형 도중의 상태를 도시하는 단면도이다.
도 1c는 종래의 치형 부품의 제조 방법을 설명하기 위한 도면이며, 성형 도중의 상태를 도시하는 단면도이다.
도 1d는 종래의 치형 부품의 제조 방법을 설명하기 위한 도면이며, 성형 후의 상태를 도시하는 단면도이다.
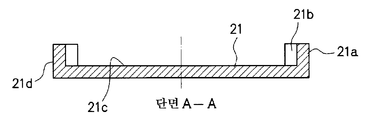
도 2a는 제1 실시 형태에 관한 치형 부품의 제조 방법에 의해 제조된 치형 부품의 평면도이다.
도 2b는 도 2a에 나타내는 치형 부품의 A-A 단면도이다.
도 3은 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 드로잉 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 4는 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 드로잉 공정의 성형 후의 상태를 도시하는 단면도이다.
도 5는 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 드로잉 공정의 성형 후의 상태를 도시하는 도면이며, 도 4의 Y시 평면도이다.
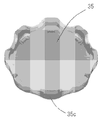
도 6a는 드로잉 공정에 의해 성형되는 물결 형상 원통 용기의 평면도이다.
도 6b는 드로잉 공정에 의해 성형되는 물결 형상 원통 용기의 사시도이다.
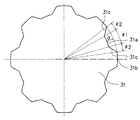
도 7은 드로잉 공정의 피가공재인 금속판을 도시하는 평면도이다.
도 8은 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 9a는 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 후의 상태를 도시하는 단면도이다.
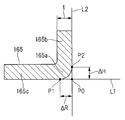
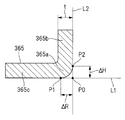
도 9b는 직경 축소 공정에 의해 얻어진 직경 축소 원통 용기의 코너부의 외측 형상에 관한 설명도이다.
도 10은 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 12의 D-D 단면도이다.
도 11은 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 10의 A-A 단면 평면도이다.
도 12는 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 10의 B시 평면도이다.
도 13은 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 10의 E시 저면도이다.
도 14는 제1 실시 형태에 관한 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 후의 상태를 도시하는 단면도이다.
도 15는 치형 성형 공정에 의해 성형되는 치형 부품을 도시하는 사시도이다.
도 16a는 제2 실시 형태에 따른 치형 부품의 제조 방법에 의해 성형되는 치형 부품의 평면도이다.
도 16b는 도 16a에 도시하는 치형 부품의 A-A 단면도이다.
도 17은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 18은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 후의 상태를 도시하는 단면도이다.
도 19는 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 후의 상태를 도시하는 도면이며, 도 18의 Y시 평면도이다.
도 20a는 드로잉 공정에 의해 성형되는 물결 형상 원통 용기의 평면도이다.
도 20b는 드로잉 공정에 의해 성형되는 물결 형상 원통 용기의 사시도이다.
도 21은 드로잉 공정의 피가공재인 금속판을 도시하는 평면도이다.
도 22는 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
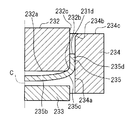
도 23a는 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 후의 상태를 도시하는 단면도이다.
도 23b는 직경 축소 공정에 의해 얻어진 직경 축소 원통 용기의 코너부의 외측 형상에 관한 설명도이다.
도 24는 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 26의 D-D 단면도이다.
도 25는 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 24의 A-A 단면 평면도이다.
도 26은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 24의 B시 평면도이다.
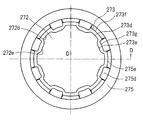
도 27은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 24의 E시 저면도이다.
도 28은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 후의 상태를 도시하는 단면도이다.
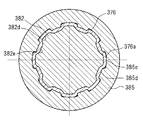
도 29는 거친 치형 성형 공정에 의해 성형되는 거친 치형 부품을 도시하는 사시도이다.
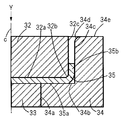
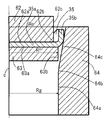
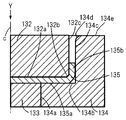
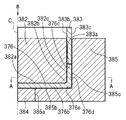
도 30은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 32의 D-D 단면도이다.
도 31은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 30의 A-A 단면 평면도이다.
도 32는 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 30의 B시 평면도이다.
도 33은 제2 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 후의 상태를 도시하는 단면도이다.
도 34는 완성 치형 성형 공정에 의해 성형되는 치형 부품을 도시하는 사시도이다.
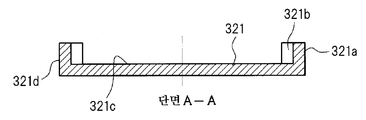
도 35a는 제3 실시 형태에 따른 치형 부품의 제조 방법에 의해 성형되는 치형 부품의 평면도이다.
도 35b는 도 35a에 도시하는 치형 부품의 A-A 단면도이다.
도 36은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 37은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 후의 상태를 도시하는 단면도이다.
도 38은 드로잉 공정의 피가공재인 금속판을 도시하는 평면도이다.
도 39는 드로잉 공정에 의해 성형되는 원통 용기를 도시하는 사시도이다.
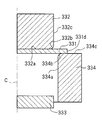
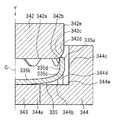
도 40은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 41의 A-A 단면도이다.
도 41은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 40의 Y시 평면도이다.
도 42는 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝의 성형 후의 상태를 도시하는 단면도이다.
도 43a는 직경 확장 공정의 제1 스텝에 의해 성형되는 제1 직경 확장 원통 용기의 평면도이다.
도 43b는 직경 확장 공정의 제1 스텝에 의해 성형되는 제1 직경 확장 원통 용기의 사시도이다.
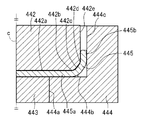
도 44는 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 45의 A-A 단면도이다.
도 45는 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 44의 Y시 평면도이다.
도 46은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝의 성형 후의 상태를 도시하는 단면도이다.
도 47은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 48a는 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 후의 상태를 도시하는 단면도이다.
도 48b는 직경 축소 공정에 의해 얻어진 직경 축소 원통 용기의 코너부의 외측 형상에 관한 설명도이다.
도 49는 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 51의 D-D 단면도이다.
도 50은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 49의 A-A 단면 평면도이다.
도 51은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 49의 B시 평면도이다.
도 52는 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 49의 E시 저면도이다.
도 53은 제3 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정의 성형 후의 상태를 도시하는 단면도이다.
도 54는 치형 성형 공정에 의해 성형되는 치형 부품을 도시하는 사시도이다.
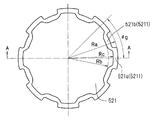
도 55a는 제4 실시 형태에 따른 치형 부품의 제조 방법에 의해 성형되는 치형 부품의 평면도이다.
도 55b는 도 55a에 도시하는 치형 부품의 A-A 단면도이다.
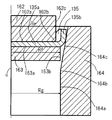
도 56은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 57은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정의 성형 후의 상태를 도시하는 단면도이다.
도 58은 드로잉 공정의 피가공재인 금속판을 도시하는 평면도이다.
도 59는 드로잉 공정에 의해 성형되는 원통 용기를 도시하는 사시도이다.
도 60은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 61의 A-A 단면도이다.
도 61은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 60의 Y시 평면도이다.
도 62는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝의 성형 후의 상태를 도시하는 단면도이다.
도 63a는 직경 확장 공정의 제1 스텝에 의해 성형되는 제1 직경 확장 원통 용기의 평면도이다.
도 63b는 직경 확장 공정의 제1 스텝에 의해 성형되는 제1 직경 확장 원통 용기의 사시도이다.
도 64는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 65의 A-A 단면도이다.
도 65는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝의 성형 개시 전의 상태를 도시하는 도면이며, 도 64의 Y시 평면도이다.
도 66은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝의 성형 후의 상태를 도시하는 단면도이다.
도 67은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 개시 전의 상태를 도시하는 단면도이다.
도 68a는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정의 성형 후의 상태를 도시하는 단면도이다.
도 68b는 직경 축소 공정에 의해 얻어진 직경 축소 원통 용기의 코너부의 외측 형상에 관한 설명도이다.
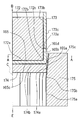
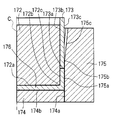
도 69는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 71의 D-D 단면도이다.
도 70은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 69의 A-A 단면 평면도이다.
도 71은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 69의 B시 평면도이다.
도 72는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 69의 E시 저면도이다.
도 73은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정의 성형 후의 상태를 도시하는 단면도이다.
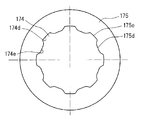
도 74는 거친 치형 성형 공정에 의해 성형되는 거친 치형 성형품을 도시하는 사시도이다.
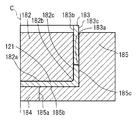
도 75는 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 77의 D-D 단면도이다.
도 76은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 75의 A-A 단면 평면도이다.
도 77은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 개시 전의 상태를 도시하는 도면이며, 도 75의 B시 평면도이다.
도 78은 제4 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정의 성형 후의 상태를 도시하는 단면도이다.
도 79는 완성 치형 성형 공정에 의해 성형되는 치형 부품을 도시하는 사시도이다.
도 80a는 제5 실시 형태에 따른 치형 부품의 제조 방법에 의해 성형되는 치형 부품의 평면도이다.
도 80b는 도 80a에 도시하는 치형 부품의 A-A 단면도이다.
도 81은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정 전의 상태를 도시하는 단면도이다.
도 82는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정 후의 상태를 도시하는 단면도이다.
도 83은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝 전의 상태를 도시하는 도면이며, 도 84의 A-A 단면도이다.
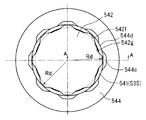
도 84는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝 전의 상태를 도시하는 도면이며, 도 83의 Y시 평면도이다.
도 85는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝 후의 상태를 도시하는 단면도이다.
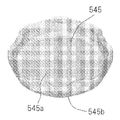
도 86a는 직경 확장 공정의 제1 스텝 후의 제1 직경 확장 원통 용기의 평면도이다.
도 86b는 직경 확장 공정의 제1 스텝 후의 제1 직경 확장 원통 용기의 사시도이다.
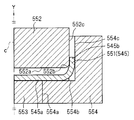
도 87은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝 전의 상태를 도시하는 도면이며, 도 88의 A-A 단면도이다.
도 88은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝 전의 상태를 도시하는 도면이며, 도 87의 Y시 평면도이다.
도 89는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝 후의 상태를 도시하는 단면도이다.
도 90은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정 전의 상태를 도시하는 단면도이다.
도 91a는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정 후의 상태를 도시하는 단면도이다.
도 91b는 직경 축소 공정에 의해 얻어진 직경 축소 원통 용기의 코너부의 외측 형상에 관한 설명도이다.
도 92는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 94의 D-D 단면도이다.
도 93은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 92의 A-A 단면 평면도이다.
도 94는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 92의 B시 평면도이다.
도 95는 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 92의 E시 저면도이다.
도 96은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 외측 펀치의 사시도이다.
도 97은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정 후의 상태를 도시하는 단면도이다.
도 98은 제5 실시 형태에 따른 치형 부품의 제조 방법에서의 치형 성형 공정 후의 치형 부품의 사시도이다.
도 99a는 제6 실시 형태에 따른 치형 부품의 제조 방법에 의해 성형되는 치형 부품의 평면도이다.
도 99b는 도 99a에 도시하는 치형 부품의 A-A 단면도이다.
도 100은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정 전의 상태를 도시하는 단면도이다.
도 101은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 드로잉 공정 후의 상태를 도시하는 단면도이다.
도 102는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝 전의 상태를 도시하는 도면이며, 도 103의 A-A 단면도이다.
도 103은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝 전의 상태를 도시하는 도 102의 Y시 평면도이다.
도 104는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제1 스텝 후의 상태를 도시하는 단면도이다.
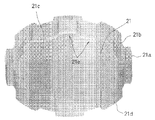
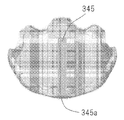
도 105a는 직경 확장 공정의 제1 스텝 후의 제1 직경 확장 원통 용기의 평면도이다.
도 105b는 직경 확장 공정의 제1 스텝 후의 제1 직경 확장 원통 용기의 사시도이다.
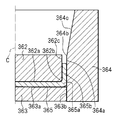
도 106은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝 전의 상태를 도시하는 도면이며, 도 107의 A-A 단면도이다.
도 107은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝 전의 상태를 도시하는 도면이며, 도 106의 Y시 평면도이다.
도 108은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 확장 공정의 제2 스텝 후의 상태를 도시하는 단면도이다.
도 109는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정 전의 상태를 도시하는 단면도이다.
도 110a는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 직경 축소 공정 후의 상태를 도시하는 단면도이다.
도 110b는 직경 축소 공정에 의해 얻어진 직경 축소 원통 용기의 코너부의 외측 형상에 관한 설명도이다.
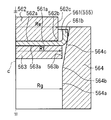
도 111은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 113의 D-D 단면도이다.
도 112는 제6 실시 형태에 따른 치형 부품의 성형 방법에서의 거친 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 111의 A-A 단면 평면도이다.
도 113은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 111의 B시 평면도이다.
도 114는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 111의 E시 저면도이다.
도 115는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 외측 펀치의 사시도이다.
도 116은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정 후의 상태를 도시하는 단면도이다.
도 117은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 거친 치형 성형 공정 후의 성형품의 사시도이다.
도 118은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 120의 D-D 단면도이다.
도 119는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 118의 A-A 단면 평면도이다.
도 120은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정 전의 상태를 도시하는 도면이며, 도 118의 E시 평면도이다.
도 121은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 외측 펀치의 사시도이다.
도 122는 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정 후의 상태를 도시하는 단면도이다.
도 123은 제6 실시 형태에 따른 치형 부품의 제조 방법에서의 완성 치형 성형 공정 후의 치형 부품의 사시도이다.
21b : 치저부 31 : 피가공재
31a : 골부 31b : 산부
31c : 경사부 32 : 펀치
34 : 다이 35 : 물결 형상 원통 용기
62 : 펀치 63 : 카운터 펀치
64 : 다이 65 : 직경 축소 원통 용기
72 : 내측 펀치 73 : 외측 펀치
74 : 카운터 펀치 75 : 다이
121 : 치형 부품 121a : 치선부
121b : 치저부 131 : 피가공재
131a : 골부 131b : 산부
131c : 경사부 132 : 펀치
134 : 다이 135 : 물결 형상 원통 용기
162 : 펀치 163 : 카운터 펀치
164 : 다이 165 : 직경 축소 원통 용기
172 : 거친 치형 성형용의 내측 펀치 173 : 거친 치형 성형용의 외측 펀치
174 : 거친 치형 성형용의 카운터 펀치 175 : 거친 치형 성형용의 다이
176 : 거친 치형 성형품 182 : 완성 치형 성형용의 내측 펀치
183 : 완성 치형 성형용의 외측 펀치 184 : 완성 치형 성형용의 녹아웃
185 : 완성 치형 성형용의 다이 221 : 치형 부품
221a : 치선부 221b : 치저부
231 : 피가공재 231a : 골부
231b : 산부 231c : 경사부
232 : 펀치 234 : 다이
235 : 원통 용기 242 : 제1 펀치
244 : 제1 다이 245 : 제1 직경 확장 원통 용기
252 : 제2 펀치 254 : 제2 다이
255 : 제2 직경 확장 원통 용기 262 : 펀치
263 : 카운터 펀치 264 : 다이
265 : 직경 축소 원통 용기 272 : 내측 펀치
273 : 외측 펀치 274 : 카운터 펀치
275 : 다이 321 : 치형 부품
321a : 치선부 321b : 치저부
331 : 피가공재 331a : 골부
331b : 산부 331c : 경사부
332 : 펀치 334 : 다이
335 : 원통 용기 342 : 제1 펀치
344 : 제1 다이 345 : 제1 직경 확장 원통 용기
352 : 제2 펀치 354 : 제2 다이
355 : 제2 직경 확장 원통 용기 362 : 펀치
363 : 카운터 펀치 364 : 다이
365 : 직경 축소 원통 용기 372 : 거친 치형 성형용의 내측 펀치
373 : 거친 치형 성형용의 외측 펀치 374 : 거친 치형 성형용의 카운터 펀치
375 : 거친 치형 성형용의 다이 376 : 거친 치형 성형품
382 : 완성 치형 성형용의 내측 펀치 383 : 완성 치형 성형용의 외측 펀치
384 : 완성 치형 성형용의 녹아웃 385 : 완성 치형 성형용의 다이
421 : 치형 부품 421a : 치선부
421b : 치저부 431 : 피가공재
432 : 펀치 433 : 녹아웃
434 : 다이 435 : 원통 용기
442 : 제1 펀치 443 : 제1 녹아웃
444 : 제1 다이 445 : 제1 직경 확장 원통 용기
452 : 제1 펀치 453 : 제1 녹아웃
454 : 제1 다이 455 : 제2 직경 확장 원통 용기
462 : 펀치 463 : 카운터 펀치
464 : 다이 465 : 직경 축소 원통 용기
472 : 내측 펀치 473 : 외측 펀치
474 : 카운터 펀치 475 : 다이
521 : 치형 부품 521a : 치선부
521b : 치저부 531 : 피가공재
532 : 펀치 533 : 녹아웃
534 : 다이 535 : 원통 용기
542 : 제1 펀치 543 : 제1 녹아웃
544 : 제1 다이 545 : 제1 직경 확장 원통 용기
552 : 제1 펀치 553 : 제1 녹아웃
554 : 제1 다이 555 : 제2 직경 확장 원통 용기
562 : 펀치 563 : 카운터 펀치
564 : 다이 565 : 직경 축소 원통 용기
572 : 거친 치형 성형 내측 펀치 573 : 거친 치형 성형 외측 펀치
574 : 거친 치형 성형 카운터 펀치 575 : 거친 치형 성형 다이
576 : 거친 치형 부품 582 : 완성 치형 성형 내측 펀치
583 : 완성 치형 성형 외측 펀치 584 : 완성 치형 성형 카운터 펀치
585 : 완성 치형 성형 다이
Claims (29)
- 피가공재를 드로잉 성형함으로써, 저면부 및 측면부를 갖는 원통 용기를 얻는 드로잉 공정과;
상기 원통 용기의 상기 측면부 중, 치선부가 형성되는 특정 부위를 직경 축소함으로써, 상기 저면부와 상기 측면부와의 사이의 코너부를 두껍게 하는 직경 축소 공정과;
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 특정 부위에 상기 치선부를 형성함으로써, 상기 저면부, 상기 측면부 및 상기 치선부를 갖는 치형 부품을 얻는 치형 성형 공정;
을 갖고,
상기 직경 축소 공정에서는,
상기 원통 용기의 중심축 방향 및 직경 방향을 포함하는 단면에서 상기 원통 용기를 본 경우에, 상기 원통 용기의 상기 저면부에 대하여 평행하게 접하는 직선(L1)과, 상기 원통 용기의 상기 측면부에 대하여 평행하게 접하는 직선(L2)과의 교점을 P0라 정의하고, 상기 직선(L1)이 상기 원통 용기의 상기 저면부로부터 이탈하기 시작하는 점을 P1, 상기 직선(L2)이 상기 원통 용기의 상기 측면부로부터 이탈하기 시작하는 점을 P2라 정의하고, 또한 상기 직선(L1) 상의 상기 교점(P0)과 상기 점(P1)과의 사이의 길이를 ΔR, 상기 직선(L2) 상의 상기 교점(P0)과 상기 점(P2)과의 사이의 길이를 ΔH라 정의했을 때,
상기 원통 용기의 상기 코너부의 외측 형상이, 상기 원통 용기의 판 두께(t)와, 상기 길이(ΔR 및 ΔH)를 사용해서 표현되는 하기 조건식 (1)을 만족시키도록 상기 코너부를 두껍게 하는 것을 특징으로 하는 치형 부품의 제조 방법.
(ΔR+ΔH)≤2t … (1) - 제1항에 있어서,
상기 드로잉 공정에 의해 얻어진 상기 원통 용기의 상기 특정 부위를 직경 확장하는 직경 확장 공정을, 상기 드로잉 공정과 상기 직경 축소 공정과의 사이에 더 갖는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제1항 또는 제2항에 있어서,
상기 치형 성형 공정이,
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 특정 부위에 거친 치형을 형성하는 거친 치형 성형 공정과;
상기 거친 치형을 가공함으로써 상기 특정 부위에 완성 치형을 상기 치선부로서 형성하는 완성 치형 성형 공정;
을 갖는 것을 특징으로 하는,치형 부품의 제조 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 피가공재는, 재축을 중심으로 하는 원주 방향을 따라 교대로 드러나게 설치된 산부 및 골부를 갖는 평판이며, 상기 산부는, 상기 골부로부터 상기 재축을 상기 중심으로 하는 직경 방향의 외측을 향해서 돌출되는 부위인 것을 특징으로 하는, 치형 부품의 제조 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 피가공재는, 원 형상의 평판 또는 다각 형상의 평판인 것을 특징으로 하는, 치형 부품의 제조 방법. - 제1항에 있어서,
상기 피가공재는, 재축을 중심으로 하는 원주 방향을 따라 교대로 드러나게 설치된 산부 및 골부를 갖는 평판이며, 상기 산부는, 상기 골부로부터 상기 재축을 상기 중심으로 하는 직경 방향의 외측을 향해서 돌출되는 부위이며,
상기 드로잉 공정에서는, 상기 원통 용기의 상기 측면부에, 상기 산부 및 상기 골부가 포함되도록, 상기 피가공재를 드로잉 성형하고,
상기 직경 축소 공정에서는, 상기 드로잉 공정에 의해 얻어진 상기 원통 용기의 상기 측면부에 포함되는 상기 산부를 상기 특정 부위로서 직경 축소하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제6항에 있어서,
상기 드로잉 공정에서,
중심축이 동축 상에 배치된, 펀치와, 다이를 사용하고,
상기 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 펀치 평면부와, 상기 펀치 평면부와 펀치 곡면부를 통해 연속하고, 상기 중심축과 평행한 제1 방향으로 연장되는 펀치 측면부를 갖고, 상기 펀치 측면부에는, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 다이는, 상기 중심축과 직교하는 직경 방향에 평행한 다이 평면부와, 상기 다이 평면부에 연속해서 상기 제1 방향으로 연장되는 다이 측면부를 갖고, 상기 다이 측면부에는, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 피가공재의 상기 산부가 상기 다이의 상기 골근에 위치하도록 상기 피가공재를 상기 다이 상에 놓고,
그 후, 상기 펀치를 상기 다이의 방향으로 상대 이동시킴으로써, 상기 측면부가 상기 저면부에 대하여 직립하는 상기 원통 용기를 얻는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제6항 또는 제7항에 있어서,
상기 직경 축소 공정에서,
중심축이 동축 상에 배치된, 펀치와, 카운터 펀치와, 상기 카운터 펀치의 외주에 배치되는 다이를 사용하고,
상기 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 펀치 평면부와, 상기 펀치 평면부와 펀치 곡면부를 통해 연속해서 상기 중심축과 평행한 제1 방향으로 연장되고, 또한 반경이 상기 치형 부품의 상기 치선부의 내측 반경과 동등한 펀치 측면부를 갖고,
상기 카운터 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 카운터 펀치 평면부와, 상기 카운터 펀치 평면부에 연속해서 상기 제1 방향과 역방향으로 연장되고, 또한 반경이 상기 치형 부품의 상기 치선부의 외측 반경과 동등한 카운터 펀치 측면부를 갖고,
상기 다이는, 상기 제1 방향으로 연장되고, 또한 반경이 상기 치형 부품의 상기 치선부의 외측 반경과 동등한 다이 측면부와, 상기 다이 측면부와 다이 곡면부를 통해 연속하고, 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 다이 경사부를 갖고,
상기 드로잉 공정에 의해 얻어진 상기 원통 용기의 상기 저면부를 상기 펀치와 상기 카운터 펀치와의 사이에 끼운 상태에서, 상기 펀치 및 상기 카운터 펀치를 상기 다이의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 측면부에 포함되는 상기 산부를 상기 특정 부위로서 직경 축소하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제6항 내지 제8항 중 어느 한 항에 있어서,
상기 치형 성형 공정에서,
중심축이 동축 상에 배치된, 내측 펀치와, 상기 내측 펀치의 외주에 배치되는 외측 펀치와, 카운터 펀치와, 상기 카운터 펀치의 외주에 배치되는 다이를 사용하고,
상기 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 내측 펀치 평면부와, 상기 내측 펀치 평면부와 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연장되는 내측 펀치 측면부를 갖고, 상기 내측 펀치 측면부에는, 상기 제1 방향으로 연장되는 내측 펀치 산근 및 내측 펀치 골근이 형성되어 있고,
상기 다이는, 상기 제1 방향으로 연장되는 다이 측면부와, 상기 다이 측면부와 다이 곡면부를 통해 연속하고, 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 다이 경사부를 갖고, 상기 다이 측면부에는, 상기 제1 방향으로 연장되는 다이 골근 및 다이 산근이 형성되어 있고,
상기 외측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 외측 펀치 평면부와, 상기 외측 펀치 평면부에 연속해서 상기 내측 펀치 측면부를 따라 상기 제1 방향으로 연장되는 외측 펀치 제1 측면부와, 상기 외측 펀치 평면부에 연속해서 상기 다이 측면부를 따라 상기 제1 방향으로 연장되는 외측 펀치 제2 측면부를 갖고,
상기 카운터 펀치는, 상기 다이 측면부를 따라 상기 제1 방향으로 연장되는 카운터 펀치 측면부와, 상기 카운터 펀치 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 카운터 펀치 평면부를 갖고,
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 산부가 상기 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 내측 펀치 평면부와 상기 카운터 펀치 평면부와의 사이에 끼운 상태에서, 상기 외측 펀치 평면부를 상기 원통 용기의 개구단부에 맞닿게 하고,
그 후, 상기 내측 펀치, 상기 외측 펀치 및 상기 카운터 펀치를 상기 다이의 방향으로 상대 이동시키고,
상기 외측 펀치 평면부가 상기 다이 곡면부를 통과한 후, 상기 내측 펀치, 상기 카운터 펀치 및 상기 다이를 고정한 상태에서, 상기 외측 펀치를 상기 카운터 펀치의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 산부에 상기 치선부를 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제6항 내지 제8항 중 어느 한 항에 있어서,
상기 치형 성형 공정이,
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 산부에 거친 치형을 형성하는 거친 치형 성형 공정과;
상기 거친 치형을 가공함으로써 상기 산부에 완성 치형을 상기 치선부로서 형성하는 완성 치형 성형 공정;
을 갖는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제10항에 있어서,
상기 거친 치형 성형 공정에서,
중심축이 동축 상에 배치된, 거친 치형 성형 내측 펀치와, 상기 거친 치형 성형 내측 펀치의 외주에 배치되는 거친 치형 성형 외측 펀치와, 거친 치형 성형 카운터 펀치와, 상기 거친 치형 성형 카운터 펀치의 외주에 배치되는 거친 치형 성형 다이를 사용하고,
상기 거친 치형 성형 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 내측 펀치 평면부와, 상기 거친 치형 성형 내측 펀치 평면부 및 거친 치형 성형 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연장되는 거친 치형 성형 내측 펀치 측면부를 갖고, 상기 거친 치형 성형 내측 펀치 측면부에는, 상기 제1 방향으로 연장되는 거친 치형 성형 내측 펀치 산근 및 거친 치형 성형 내측 펀치 골근이 형성되어 있고,
상기 거친 치형 성형 다이는, 상기 제1 방향으로 연장되는 거친 치형 성형 다이 측면부와, 상기 거친 치형 성형 다이 측면부 및 거친 치형 성형 다이 곡면부를 통해 연속하고, 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 거친 치형 성형 다이 경사부를 갖고, 상기 거친 치형 성형 다이 측면부에는, 상기 제1 방향으로 연장되는 거친 치형 성형 다이 골근 및 거친 치형 성형 다이 산근이 형성되어 있고,
상기 거친 치형 성형 외측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 외측 펀치 평면부와, 상기 거친 치형 성형 외측 펀치 평면부에 연속해서 상기 거친 치형 성형 내측 펀치 측면부를 따라 상기 제1 방향으로 연장되는 거친 치형 성형 외측 펀치 제1 측면부와, 상기 거친 치형 성형 외측 펀치 평면부에 연속해서 상기 거친 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연장되는 거친 치형 성형 외측 펀치 제2 측면부를 갖고,
상기 거친 치형 성형 카운터 펀치는, 상기 거친 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연장되는 거친 치형 성형 카운터 펀치 측면부와, 상기 거친 치형 성형 카운터 펀치 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 카운터 펀치 평면부를 갖고,
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 산부가 상기 거친 치형 성형 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 거친 치형 성형 내측 펀치 평면부와 상기 거친 치형 성형 카운터 펀치 평면부와의 사이에 끼운 상태에서, 상기 거친 치형 성형 외측 펀치 평면부를 상기 원통 용기의 개구단부에 맞닿게 하고,
그 후, 상기 거친 치형 성형 내측 펀치, 상기 거친 치형 성형 외측 펀치 및 상기 거친 치형 성형 카운터 펀치를 상기 거친 치형 성형 다이의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 산부에 상기 거친 치형을 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제11항에 있어서,
상기 완성 치형 성형 공정에서,
중심축이 동축 상에 배치된, 완성 치형 성형 내측 펀치와, 상기 완성 치형 성형 내측 펀치의 외주에 배치되는 완성 치형 성형 외측 펀치와, 완성 치형 성형 다이를 사용하고,
상기 완성 치형 성형 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 내측 펀치 평면부와, 상기 완성 치형 성형 내측 펀치 평면부 및 완성 치형 성형 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연장되는 완성 치형 성형 내측 펀치 측면부를 갖고, 상기 완성 치형 성형 내측 펀치 측면부는, 상기 중심축에 직교하는 단면의 형상 및 치수가 상기 거친 치형 성형 내측 펀치 측면부와 동일하고, 상기 제1 방향으로 연신되는 완성 치형 성형 내측 펀치 산근 및 완성 치형 성형 내측 펀치 골근을 갖고,
상기 완성 치형 성형 다이는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 다이 평면부와, 상기 완성 치형 성형 다이 평면부에 연속해서 상기 제1 방향으로 연장되는 완성 치형 성형 다이 측면부를 갖고, 상기 완성 치형 성형 다이 측면부는, 상기 중심축에 직교하는 단면의 형상 및 치수가 상기 거친 치형 성형 다이 측면부와 동일하고, 상기 제1 방향으로 연신되는 완성 치형 성형 다이 산근 및 완성 치형 성형 다이 골근을 갖고,
상기 완성 치형 성형 외측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 외측 펀치 평면부와, 상기 완성 치형 성형 외측 펀치 평면부에 연속해서 상기 완성 치형 성형 내측 펀치 측면부를 따라 상기 제1 방향으로 연장되는 완성 치형 성형 외측 펀치 제1 측면부와, 상기 완성 치형 성형 외측 펀치 평면부에 연속해서 상기 완성 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연장되는 완성 치형 성형 외측 펀치 제2 측면부를 갖고,
상기 거친 치형 성형 공정에서 상기 원통 용기의 상기 산부에 형성된 상기 거친 치형이 상기 완성 치형 성형 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 완성 치형 성형 내측 펀치 평면부와 상기 완성 치형 성형 다이 평면부와의 사이에 끼운 상태에서, 상기 완성 치형 성형 외측 펀치 평면부로 상기 원통 용기의 개구단부를 밀어 넣음으로써, 상기 원통 용기의 상기 산부에 상기 완성 치형을 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제1항에 있어서,
상기 드로잉 공정에 의해 얻어진 상기 원통 용기의 상기 특정 부위를 직경 확장하는 직경 확장 공정을, 상기 드로잉 공정과 상기 직경 축소 공정과의 사이에 더 갖고,
상기 피가공재는, 재축을 중심으로 하는 원주 방향을 따라 교대로 드러나게 설치된 산부 및 골부를 갖는 평판이며, 상기 산부는, 상기 골부로부터 상기 재축을 상기 중심으로 하는 직경 방향의 외측을 향해서 돌출되는 부위이며,
상기 드로잉 공정에서는, 상기 원통 용기의 상기 측면부에, 상기 산부 및 상기 골부가 포함되도록, 상기 피가공재를 드로잉 성형하고,
상기 직경 확장 공정에서는, 상기 드로잉 공정에 의해 얻어진 상기 원통 용기의 상기 측면부에 포함되는 상기 산부가 변형된 돌기부를 상기 특정 부위로서 직경 확장하고,
상기 직경 축소 공정에서는, 상기 직경 확장 공정에서 직경 확장된 상기 원통 용기의 상기 돌기부를 직경 축소하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제13항에 있어서,
상기 직경 확장 공정에서,
중심축이 동축 상에 배치된, 제1 펀치와, 제1 다이를 사용한 제1 스텝과,
중심축이 동축 상에 배치된, 제2 펀치와, 제2 다이를 사용한 제2 스텝을 갖고,
상기 제1 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 제1 펀치 평면부와, 상기 제1 펀치 평면부 및 제1 펀치 제1 곡면부를 통해 연속하고, 상기 중심축과 평행한 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 직경 방향으로 확대 개방되는 제1 펀치 경사부와, 상기 제1 펀치 경사부 및 제1 펀치 제2 곡면부를 통해 연속해서 상기 제1 방향으로 연장되는 제1 펀치 측면부를 갖고, 상기 제1 펀치 측면부에는, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 제1 다이는, 상기 중심축과 직교하는 직경 방향에 평행한 제1 다이 평면부와, 상기 제1 다이 평면부에 연속해서 상기 제1 방향으로 연장되는 제1 다이 측면부를 갖고, 상기 제1 다이 측면부에는, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고, 또한 상기 제1 다이 측면부는, 상기 제1 펀치 측면부로부터 직경 방향으로 상기 피가공재의 판 두께 분을 오프셋한 형태로 배치되고,
상기 제2 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 제2 펀치 평면부와, 상기 제2 펀치 평면부 및 제2 펀치 곡면부를 통해 연속해서 상기 제1 방향으로 연장되는 제2 펀치 측면부를 갖고, 상기 제2 펀치 측면부는, 형상 및 치수가 상기 제1 펀치 측면부와 동일하고, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 제2 다이는, 상기 중심축과 직교하는 직경 방향에 평행한 제2 다이 평면부와, 상기 제2 다이 평면부에 연속해서 상기 제1 방향으로 연장되는 제2 다이 측면부를 갖고, 상기 제2 다이 측면부는, 형상 및 치수가 상기 제1 다이 측면부와 동일하고, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 제1 스텝에서는, 상기 드로잉 공정에 의해 얻어지는 상기 원통 용기의 상기 산부가 변형된 상기 돌기부가 상기 제1 다이의 상기 골근에 위치하도록 상기 원통 용기를 상기 제1 다이 상에 놓고,
그 후, 상기 제1 펀치를 상기 제1 다이의 방향으로 상대 이동시킴으로써, 상기 돌기부를 직경 확장하고,
상기 제2 스텝에서는, 직경 확장된 상기 돌기부가 상기 제2 다이의 상기 골근에 위치하도록 상기 원통 용기를 상기 제2 다이 상에 놓고,
그 후, 상기 제2 펀치를 상기 제2 다이의 방향으로 상대 이동시킴으로써, 상기 측면부가 상기 저면부에 대하여 직립하는 상기 원통 용기를 얻는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제13항 또는 제14항에 있어서,
상기 직경 축소 공정에서,
중심축이 동축 상에 배치된, 펀치와, 카운터 펀치와, 상기 카운터 펀치의 외주에 배치되는 다이를 사용하고,
상기 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 펀치 평면부와, 상기 펀치 평면부 및 펀치 곡면부를 통해 연속해서 상기 중심축과 평행한 제1 방향으로 연장되고, 또한 반경이 상기 치형 부품의 상기 치선부의 내측 반경과 동등한 펀치 측면부를 갖고,
상기 카운터 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 카운터 펀치 평면부와, 상기 카운터 펀치 평면부에 연속해서 상기 제1 방향과 역방향으로 연장되고, 또한 반경이 상기 치형 부품의 상기 치선부의 외측 반경과 동등한 카운터 펀치 측면부를 갖고,
상기 다이는, 상기 제1 방향으로 연장되고, 또한 반경이 상기 치형 부품의 상기 치선부의 외측 반경과 동등한 다이 측면부와, 상기 다이 측면부 및 다이 곡면부를 통해 연속하고, 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 다이 경사부를 갖고,
상기 직경 확장 공정에 의해 직경 확장된 상기 돌기부를 갖는 상기 원통 용기의 상기 저면부를 상기 펀치와 상기 카운터 펀치와의 사이에 끼운 상태에서, 상기 펀치 및 상기 카운터 펀치를 상기 다이의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 측면부에 포함되는 상기 돌기부를 직경 축소하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제13항 내지 제15항 중 어느 한 항에 있어서,
상기 치형 성형 공정에서,
중심축이 동축 상에 배치된, 내측 펀치와, 상기 내측 펀치의 외주에 배치되는 외측 펀치와, 카운터 펀치와, 상기 카운터 펀치의 외주에 배치되는 다이를 사용하고,
상기 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 내측 펀치 평면부와, 상기 내측 펀치 평면부 및 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연장되는 내측 펀치 측면부를 갖고, 상기 내측 펀치 측면부에는, 상기 제1 방향으로 연장되는 내측 펀치 산근 및 내측 펀치 골근이 형성되어 있고,
상기 다이는, 상기 제1 방향으로 연장되는 다이 측면부와, 상기 다이 측면부 및 다이 곡면부를 통해 연속하고, 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 다이 경사부를 갖고, 상기 다이 측면부에는, 상기 제1 방향으로 연장되는 다이 골근 및 다이 산근이 형성되어 있고,
상기 외측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 외측 펀치 평면부와, 상기 외측 펀치 평면부에 연속해서 상기 내측 펀치 측면부를 따라 상기 제1 방향으로 연장되는 외측 펀치 제1 측면부와, 상기 외측 펀치 평면부에 연속해서 상기 다이 측면부를 따라 상기 제1 방향으로 연장되는 외측 펀치 제2 측면부를 갖고,
상기 카운터 펀치는, 상기 다이 측면부를 따라 상기 제1 방향으로 연장되는 카운터 펀치 측면부와, 상기 카운터 펀치 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 카운터 펀치 평면부를 갖고,
상기 직경 축소 공정에 의해 직경 축소된 상기 돌기부가 상기 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 내측 펀치 평면부와 상기 카운터 펀치 평면부와의 사이에 끼운 상태에서, 상기 외측 펀치 평면부를 상기 원통 용기의 개구단부에 맞닿게 하고,
그 후, 상기 내측 펀치, 상기 외측 펀치 및 상기 카운터 펀치를 상기 다이의 방향으로 상대 이동시키고,
상기 외측 펀치 평면부가 상기 다이 곡면부를 통과한 후, 상기 내측 펀치, 상기 카운터 펀치 및 상기 다이를 고정한 상태에서, 상기 외측 펀치를 상기 카운터 펀치의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 돌기부에 상기 치선부를 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제13항 내지 제15항 중 어느 한 항에 있어서,
상기 치형 성형 공정이,
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 돌기부에 거친 치형을 형성하는 거친 치형 성형 공정과;
상기 거친 치형을 가공함으로써 상기 돌기부에 완성 치형을 상기 치선부로서 형성하는 완성 치형 성형 공정;
을 갖는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제17항에 있어서,
상기 거친 치형 성형 공정에서,
중심축이 동축 상에 배치된, 거친 치형 성형 내측 펀치와, 상기 거친 치형 성형 내측 펀치의 외주에 배치되는 거친 치형 성형 외측 펀치와, 거친 치형 성형 카운터 펀치와, 상기 거친 치형 성형 카운터 펀치의 외주에 배치되는 거친 치형 성형 다이를 사용하고,
상기 거친 치형 성형 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 내측 펀치 평면부와, 상기 거친 치형 성형 내측 펀치 평면부 및 거친 치형 성형 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연장되는 거친 치형 성형 내측 펀치 측면부를 갖고, 상기 거친 치형 성형 내측 펀치 측면부에는, 상기 제1 방향으로 연장되는 거친 치형 성형 내측 펀치 산근 및 거친 치형 성형 내측 펀치 골근이 형성되어 있고,
상기 거친 치형 성형 다이는, 상기 제1 방향으로 연장되는 거친 치형 성형 다이 측면부와, 상기 거친 치형 성형 다이 측면부 및 거친 치형 성형 다이 곡면부를 통해 연속하고, 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 거친 치형 성형 다이 경사부를 갖고, 상기 거친 치형 성형 다이 측면부에는, 상기 제1 방향으로 연장되는 거친 치형 성형 다이 골근 및 거친 치형 성형 다이 산근이 형성되어 있고,
상기 거친 치형 성형 외측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 외측 펀치 평면부와, 상기 거친 치형 성형 외측 펀치 평면부에 연속해서 상기 거친 치형 성형 내측 펀치 측면부를 따라 상기 제1 방향으로 연장되는 거친 치형 성형 외측 펀치 제1 측면부와, 상기 거친 치형 성형 외측 펀치 평면부에 연속해서 상기 거친 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연장되는 거친 치형 성형 외측 펀치 제2 측면부를 갖고,
상기 거친 치형 성형 카운터 펀치는, 상기 거친 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연장되는 거친 치형 성형 카운터 펀치 측면부와, 상기 거친 치형 성형 카운터 펀치 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 카운터 펀치 평면부를 갖고,
상기 직경 축소 공정에 의해 직경 축소된 상기 돌기부가 상기 거친 치형 성형 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 거친 치형 성형 내측 펀치 평면부와 상기 거친 치형 성형 카운터 펀치 평면부와의 사이에 끼운 상태에서, 상기 거친 치형 성형 외측 펀치 평면부를 상기 원통 용기의 개구단부에 맞닿게 하고,
그 후, 상기 거친 치형 성형 내측 펀치, 상기 거친 치형 성형 외측 펀치 및 상기 거친 치형 성형 카운터 펀치를 상기 거친 치형 성형 다이의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 돌기부에 상기 거친 치형을 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제18항에 있어서,
상기 완성 치형 성형 공정에서,
중심축이 동축 상에 배치된, 완성 치형 성형 내측 펀치와, 상기 완성 치형 성형 내측 펀치의 외주에 배치되는 완성 치형 성형 외측 펀치와, 완성 치형 성형 다이를 사용하고,
상기 완성 치형 성형 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 내측 펀치 평면부와, 상기 완성 치형 성형 내측 펀치 평면부 및 완성 치형 성형 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연장되는 완성 치형 성형 내측 펀치 측면부를 갖고, 상기 완성 치형 성형 내측 펀치 측면부는, 상기 중심축에 직교하는 단면의 형상 및 치수가 상기 거친 치형 성형 내측 펀치 측면부와 동일하고, 상기 제1 방향으로 연신되는 완성 치형 성형 내측 펀치 산근 및 완성 치형 성형 내측 펀치 골근을 갖고,
상기 완성 치형 성형 다이는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 다이 평면부와, 상기 완성 치형 성형 다이 평면부에 연속해서 상기 제1 방향으로 연장되는 완성 치형 성형 다이 측면부를 갖고, 상기 완성 치형 성형 다이 측면부는, 상기 중심축에 직교하는 단면의 형상 및 치수가 상기 거친 치형 성형 다이 측면부와 동일하고, 상기 제1 방향으로 연신되는 완성 치형 성형 다이 산근 및 완성 치형 성형 다이 골근을 갖고,
상기 완성 치형 성형 외측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 외측 펀치 평면부와, 상기 완성 치형 성형 외측 펀치 평면부에 연속해서 상기 완성 치형 성형 내측 펀치 측면부를 따라 상기 제1 방향으로 연장되는 완성 치형 성형 외측 펀치 제1 측면부와, 상기 완성 치형 성형 외측 펀치 평면부에 연속해서 상기 완성 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연장되는 완성 치형 성형 외측 펀치 제2 측면부를 갖고,
상기 거친 치형 성형 공정에서 상기 원통 용기의 상기 돌기부에 형성된 상기 거친 치형이 상기 완성 치형 성형 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 완성 치형 성형 내측 펀치 평면부와 상기 완성 치형 성형 다이 평면부와의 사이에 끼운 상태에서, 상기 완성 치형 성형 외측 펀치 평면부로 상기 원통 용기의 개구단부를 밀어 넣음으로써, 상기 원통 용기의 상기 돌기부에 상기 완성 치형을 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제1항에 있어서,
상기 드로잉 공정에 의해 얻어진 상기 원통 용기의 상기 특정 부위를 직경 확장하는 직경 확장 공정을, 상기 드로잉 공정과 상기 직경 축소 공정과의 사이에 더 갖고,
상기 드로잉 공정에서는, 원 형상의 평판인 상기 피가공재를 드로잉 성형함으로써, 상기 원통 용기를 얻는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제20항에 있어서,
상기 직경 확장 공정에서,
중심축이 동축 상에 배치된 제1 펀치와 제1 다이를 사용한 제1 스텝과,
중심축이 동축 상에 배치된 제2 펀치와 제2 다이를 사용한 제2 스텝을 갖고,
상기 제1 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 제1 펀치 평면부와, 상기 제1 펀치 평면부 및 제1 펀치 제1 곡면부를 통해 연속하고, 상기 중심축과 평행한 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 직경 방향으로 확대 개방되는 제1 펀치 경사부와, 상기 제1 펀치 경사부와 제1 펀치 제2 곡면부를 통해 연속해서 상기 제1 방향으로 연신되는 제1 펀치 측면부를 갖고, 상기 제1 펀치 측면부에는, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 제1 다이는, 상기 제1 방향으로 연신되는 제1 다이 제1 측면부와, 상기 제1 다이 제1 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 제1 다이 평면부와, 상기 제1 다이 평면부에 연속해서 상기 제1 방향으로 연신되는 제1 다이 제2 측면부를 갖고, 상기 제1 다이 제2 측면부는, 상기 제1 펀치 측면부로부터 직경 방향으로 상기 피가공재의 판 두께 분을 오프셋한 산근 및 골근을 갖고,
상기 제2 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 제2 펀치 평면부와, 상기 제2 펀치 평면부 및 제2 펀치 곡면부를 통해 연속해서 상기 제1 방향으로 연신되는 제2 펀치 측면부를 갖고, 상기 제2 펀치 측면부는, 형상 및 치수가 상기 제1 펀치 측면부와 동일하고, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 제2 다이는, 상기 제1 방향으로 연신되는 제2 다이 제1 측면부와, 상기 제2 다이 제1 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 제2 다이 평면부와, 상기 제2 다이 평면부에 연속해서 상기 제1 방향으로 연신되는 제2 다이 제2 측면부를 갖고, 상기 제2 다이 제2 측면부는, 형상 및 치수가 상기 제1 다이 제2 측면부와 동일하고, 상기 제1 방향으로 연신되는 산근 및 골근이 형성되어 있고,
상기 제1 스텝에서는, 상기 드로잉 공정에 의해 얻어지는 상기 원통 용기를 상기 제1 다이 상에 놓고,
그 후, 상기 제1 펀치를 상기 제1 다이의 방향으로 상대 이동시킴으로써, 상기 제1 펀치의 산근에 의해 상기 측면부에 포함되는 상기 특정 부위를 직경 확장 하고,
상기 제2 스텝에서는, 직경 확장된 상기 특정 부위가 상기 제2 다이의 상기 골근에 위치하도록 상기 원통 용기를 상기 제2 다이 평면부 상에 놓고,
그 후, 상기 제2 펀치를 상기 제2 다이의 방향으로 상대 이동시킴으로써, 상기 측면부가 상기 저면부에 대하여 직립하는 상기 원통 용기를 얻는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제20항 또는 제21항에 있어서,
상기 직경 축소 공정에서,
펀치와, 상기 펀치와 중심축이 동축 상에 배치되는 카운터 펀치와, 상기 카운터 펀치의 외주를 따라서 배치되는 다이를 사용하고,
상기 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 펀치 평면부와, 상기 펀치 평면부 및 펀치 곡면부를 통해 연속해서 중심축을 따라 상기 중심축에 평행한 제1 방향으로 연신되고, 반경이 상기 치형 부품의 상기 치선부의 내측 반경과 동등한 펀치 측면부를 갖고,
상기 카운터 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 카운터 펀치 평면부와, 카운터 펀치 평면부에 연속해서 상기 제1 방향과 역방향으로 연신되고, 반경이 상기 치형 부품의 상기 치선부의 외측 반경과 동등한 카운터 펀치 측면부를 갖고,
상기 다이는, 상기 제1 방향으로 연신되고, 내측 반경이 상기 치형 부품의 상기 치선부의 외측 반경과 동등한 다이 측면부와, 상기 다이 측면부 및 다이 곡면부를 통해 연속해서 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 다이 경사부를 갖고,
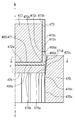
상기 직경 확장 공정에 의해 직경 확장된 상기 특정 부위를 갖는 상기 원통 용기의 상기 저면부를 상기 펀치와 상기 카운터 펀치와의 사이에 끼운 상태에서, 상기 펀치 및 상기 카운터 펀치를 상기 다이의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 측면부에 포함되는 상기 특정 부위를 직경 축소하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 치형 성형 공정에서,
서로 중심축이 동축 상에 배치되는 내측 펀치와, 상기 내측 펀치의 외주를 따라서 배치되는 외측 펀치와, 상기 내측 펀치에 대향 배치되는 카운터 펀치와, 상기 카운터 펀치의 외주를 따라서 배치되는 다이를 사용하고,
상기 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 내측 펀치 평면부와, 상기 내측 펀치 평면부와 내측 펀치 곡면부를 통해 연속해서 중심축에 평행한 제1 방향으로 연신되는 내측 펀치 측면부를 갖고, 상기 내측 펀치 측면부에는, 상기 제1 방향으로 연장되는 내측 펀치 산근 및 내측 펀치 골근이 형성되어 있고,
상기 다이는, 상기 제1 방향으로 연신되는 다이 측면부와, 상기 다이 측면부 및 다이 곡면부를 통해 연속해서 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 다이 경사부를 갖고, 상기 다이 측면부에는, 상기 제1 방향으로 연장되는 다이 골근 및 다이 산근이 형성되어 있고,
상기 외측 펀치는, 통상의 형상이며, 상기 내측 펀치 측면부를 따라 상기 제1 방향으로 연신되는 외측 펀치 제1 측면부와, 상기 외측 펀치 제1 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 외측 펀치 평면부와, 상기 외측 펀치 평면부에 연속해서 상기 다이의 상기 다이 측면부를 따라 상기 제1 방향으로 연신되는 외측 펀치 제2 측면부를 갖고, 상기 외측 펀치 평면부는, 서로 이웃하는 상기 치선부의 사이의 부위에 대응하는 부위가 오목해진 오목부를 갖고,
상기 카운터 펀치는, 상기 다이 측면부를 따라 상기 제1 방향으로 연신되는 카운터 펀치 측면부와, 상기 카운터 펀치 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 카운터 펀치 평면부를 갖고,
상기 직경 축소 공정에 의해 직경 축소된 상기 특정 부위가 상기 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 내측 펀치 평면부와 상기 카운터 펀치 평면부와의 사이에 끼운 상태에서, 상기 외측 펀치 평면부를 상기 원통 용기의 개구단부에 맞닿게 하고,
그 후, 상기 내측 펀치, 상기 외측 펀치 및 상기 카운터 펀치를 상기 다이의 방향으로 상대 이동시키고,
상기 외측 펀치 평면부가 상기 다이 곡면부를 통과한 후, 상기 내측 펀치, 상기 카운터 펀치 및 상기 다이를 고정한 상태에서, 상기 외측 펀치를 상기 카운터 펀치의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 특정 부위에 상기 치선부를 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 치형 성형 공정이,
상기 직경 축소 공정에서 직경 축소된 상기 원통 용기의 상기 특정 부위에 거친 치형을 형성하는 거친 치형 성형 공정과;
상기 거친 치형을 가공함으로써 상기 특정 부위에 완성 치형을 상기 치선부로서 형성하는 완성 치형 성형 공정;
을 갖는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제24항에 있어서,
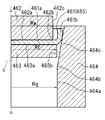
상기 거친 치형 성형 공정에서,
서로 중심축이 동축 상에 배치되는 거친 치형 성형 내측 펀치와, 상기 거친 치형 성형 내측 펀치의 외주를 따라서 배치되는 거친 치형 성형 외측 펀치와, 상기 거친 치형 성형 내측 펀치에 대향 배치되는 거친 치형 성형 카운터 펀치와, 상기 거친 치형 성형 카운터 펀치의 외주를 따라서 배치되는 거친 치형 성형 다이를 사용하고,
상기 거친 치형 성형 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 내측 펀치 평면부와, 상기 거친 치형 성형 내측 펀치 평면부 및 거친 치형 성형 내측 펀치 곡면부를 통해 연속해서 중심축에 평행한 제1 방향으로 연신되는 거친 치형 성형 내측 펀치 측면부를 갖고, 상기 거친 치형 성형 내측 펀치 측면부에는, 상기 제1 방향으로 연장되는 거친 치형 성형 내측 펀치 산근 및 거친 치형 성형 내측 펀치 골근이 형성되어 있고,
상기 거친 치형 성형 다이는, 상기 제1 방향으로 연신되는 거친 치형 성형 다이 측면부와, 상기 거친 치형 성형 다이 측면부 및 거친 치형 성형 다이 곡면부를 통해 연속해서 상기 제1 방향으로 진행됨에 따라서 상기 중심축과 직교하는 방향으로 확대 개방되는 거친 치형 성형 다이 경사부를 갖고, 상기 거친 치형 성형 다이 측면부에는, 상기 제1 방향으로 연장되는 거친 치형 성형 다이 골근 및 거친 치형 성형 다이 산근이 형성되어 있고,
상기 거친 치형 성형 외측 펀치는, 통상의 형상이며, 상기 거친 치형 성형 내측 펀치 측면부를 따라 상기 제1 방향으로 연신되는 거친 치형 성형 외측 펀치 제1 측면부와, 상기 거친 치형 성형 외측 펀치 제1 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 외측 펀치 평면부와, 상기 거친 치형 성형 외측 펀치 평면부에 연속해서 상기 거친 치형 성형 다이의 상기 거친 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연신되는 거친 치형 성형 외측 펀치 제2 측면부를 갖고, 상기 거친 치형 성형 외측 펀치 평면부는, 서로 이웃하는 상기 치선부의 사이의 부위에 대응하는 부위가 오목해진 오목부를 갖고,
상기 거친 치형 성형 카운터 펀치는, 상기 거친 치형 성형 다이 측면부를 따라 상기 제1 방향으로 연신되는 거친 치형 성형 카운터 펀치 측면부와, 상기 거친 치형 성형 카운터 펀치 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 거친 치형 성형 카운터 펀치 평면부를 갖고,
상기 직경 축소 공정에 의해 직경 축소된 상기 특정 부위가 상기 거친 치형 성형 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 거친 치형 성형 내측 펀치 평면부와 상기 거친 치형 성형 카운터 펀치 평면부와의 사이에 끼운 상태에서, 상기 거친 치형 성형 외측 펀치 평면부를 상기 원통 용기의 개구단부에 맞닿게 하고,
그 후, 상기 거친 치형 성형 내측 펀치, 상기 거친 치형 성형 외측 펀치 및 상기 거친 치형 성형 카운터 펀치를 상기 거친 치형 성형 다이의 방향으로 상대 이동시킴으로써, 상기 원통 용기의 상기 특정 부위에 상기 거친 치형을 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제25항에 있어서,
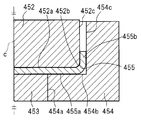
상기 완성 치형 성형 공정에서,
서로 중심축이 동축 상에 배치되는 완성 치형 성형 내측 펀치와, 상기 완성 치형 성형 내측 펀치의 외주를 따라서 배치되는 완성 치형 성형 외측 펀치와, 상기 완성 치형 성형 내측 펀치에 대향 배치되는 완성 치형 성형 녹아웃과, 상기 완성 치형 성형 녹아웃의 외주를 따라서 배치되는 완성 치형 성형 다이를 사용하고,
상기 완성 치형 성형 내측 펀치는, 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 내측 펀치 평면부와, 상기 완성 치형 성형 내측 펀치 평면부 및 완성 치형 성형 내측 펀치 곡면부를 통해 연속해서 상기 중심축에 평행한 제1 방향으로 연신되는 완성 치형 성형 내측 펀치 측면부를 갖고, 상기 완성 치형 성형 내측 펀치 측면부는, 상기 중심축에 직교하는 단면의 형상 및 치수가 상기 거친 치형 성형 내측 펀치 측면부와 동일하고, 상기 제1 방향으로 연장되는 완성 치형 성형 내측 펀치 산근 및 완성 치형 성형 내측 펀치 골근을 갖고,
상기 완성 치형 성형 다이는, 상기 제1 방향으로 연신되는 완성 치형 성형 다이 제1 측면부와, 상기 완성 치형 성형 다이 제1 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 다이 평면부와, 상기 완성 치형 성형 다이 평면부에 연속하고, 상기 제1 방향으로 연신되는 완성 치형 성형 다이 제2 측면부를 갖고, 상기 완성 치형 성형 다이 제2 측면부는, 상기 중심축에 직교하는 단면의 형상 및 치수가 상기 거친 치형 성형 다이 측면부와 동일하고, 상기 제1 방향으로 연장되는 완성 치형 성형 다이 산근 및 완성 치형 성형 다이 골근을 갖고,
상기 완성 치형 성형 외측 펀치는, 통상의 형상이며, 상기 완성 치형 성형 내측 펀치 측면부를 따라 상기 제1 방향으로 연신되는 완성 치형 성형 외측 펀치 제1 측면부와, 상기 완성 치형 성형 외측 펀치 제1 측면부에 연속해서 상기 중심축과 직교하는 직경 방향에 평행한 완성 치형 성형 외측 펀치 평면부와, 상기 완성 치형 성형 외측 펀치 평면부에 연속해서 상기 완성 치형 성형 다이 제2 측면부를 따라 상기 제1 방향으로 연신되는 완성 치형 성형 외측 펀치 제2 측면부를 갖고, 상기 완성 치형 성형 외측 펀치 평면부는, 서로 인접하는 상기 치선부의 사이의 부위에 대응하는 부위가 오목해진 오목부를 갖고,
상기 거친 치형 성형 공정에서 상기 원통 용기의 상기 특정 부위에 형성된 상기 거친 치형이 상기 완성 치형 성형 다이 골근에 위치하도록, 상기 원통 용기의 상기 저면부를 상기 완성 치형 성형 내측 펀치 평면부와 상기 완성 치형 성형 다이 평면부와의 사이에 끼운 상태에서, 상기 완성 치형 성형 외측 펀치 평면부로 상기 원통 용기의 개구단부를 밀어 넣음으로써, 상기 원통 용기의 상기 특정 부위에 상기 완성 치형을 형성하는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제20항 내지 제26항 중 어느 한 항에 있어서,
상기 치형 성형 공정 후에, 상기 치형 부품의 단부를 절삭해서 평탄하게 하는 공정을 더 갖는 것을 특징으로 하는, 치형 부품의 제조 방법. - 제1항 내지 제27항 중 어느 한 항에 기재된 치형 부품의 제조 방법에 의해 제조된 것을 특징으로 하는 치형 부품.
- 저면부와;
상기 저면부에 대하여 직립하는 측면부와;
상기 측면부에 형성된 치선부;
를 구비하고,
빼기 구배가 없고,
두께의 치수 정밀도가 ±0.05mm 내지 ±0.3mm인 것을 특징으로 하는 치형 부품.
Applications Claiming Priority (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-009710 | 2015-01-21 | ||
| JPJP-P-2015-009637 | 2015-01-21 | ||
| JP2015009710 | 2015-01-21 | ||
| JPJP-P-2015-009711 | 2015-01-21 | ||
| JP2015009637 | 2015-01-21 | ||
| JPJP-P-2015-009719 | 2015-01-21 | ||
| JP2015009719 | 2015-01-21 | ||
| JP2015009711 | 2015-01-21 | ||
| JP2015226009 | 2015-11-18 | ||
| JP2015225947 | 2015-11-18 | ||
| JPJP-P-2015-225947 | 2015-11-18 | ||
| JPJP-P-2015-226009 | 2015-11-18 | ||
| PCT/JP2016/050348 WO2016117369A1 (ja) | 2015-01-21 | 2016-01-07 | 歯形部品の製造方法及び歯形部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170094364A true KR20170094364A (ko) | 2017-08-17 |
| KR102017968B1 KR102017968B1 (ko) | 2019-09-03 |
Family
ID=56416918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177019162A Active KR102017968B1 (ko) | 2015-01-21 | 2016-01-07 | 치형 부품의 제조 방법 및 치형 부품 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10857582B2 (ko) |
| EP (1) | EP3248705B1 (ko) |
| JP (2) | JP6649278B2 (ko) |
| KR (1) | KR102017968B1 (ko) |
| CN (1) | CN107107161B (ko) |
| BR (1) | BR112017013901A2 (ko) |
| CA (1) | CA2970999C (ko) |
| MX (1) | MX395105B (ko) |
| RU (1) | RU2687322C2 (ko) |
| WO (1) | WO2016117369A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016208536B3 (de) * | 2016-05-18 | 2017-06-08 | Schaeffler Technologies AG & Co. KG | Flexibles Getriebebauteil und Verfahren zur Herstellung |
| JP6958174B2 (ja) * | 2017-09-26 | 2021-11-02 | サンスター技研株式会社 | 歯付プーリの製造方法 |
| EP3715658B1 (en) * | 2019-03-27 | 2022-08-24 | Ningbo Geely Automobile Research & Development Co. Ltd. | Torque transmission arrangement |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6311126U (ko) * | 1986-07-09 | 1988-01-25 | ||
| US4876876A (en) * | 1987-10-27 | 1989-10-31 | Mazda Motor Corporation | Dies for forging gear-shaped part made of sheet metal |
| JPH07256377A (ja) * | 1994-03-23 | 1995-10-09 | Mitsubishi Motors Corp | 板金製歯形部品の成形方法 |
| WO2012127726A1 (ja) * | 2011-03-24 | 2012-09-27 | アイシン・エィ・ダブリュ株式会社 | 歯形部品の製造方法、歯形部品の製造装置、および歯形部品 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2931094A (en) * | 1957-07-29 | 1960-04-05 | Teerlink James | Method of making sprocket |
| JPS5923894B2 (ja) | 1976-12-22 | 1984-06-05 | トヨタ自動車株式会社 | 平板材より歯車を製造する方法 |
| JPS609537A (ja) | 1983-06-28 | 1985-01-18 | Riken Kaki Kogyo Kk | 円周に歯型を設ける板金ドラムの製造方法 |
| JPS61182837A (ja) * | 1985-02-09 | 1986-08-15 | Yamakawa Kogyo Kk | 外周囲に歯形を有するプレス加工物およびその成形方法 |
| JPH0510982Y2 (ko) | 1986-04-23 | 1993-03-17 | ||
| RU2056211C1 (ru) | 1993-12-03 | 1996-03-20 | Московская государственная академия автомобильного и тракторного машиностроения | Способ изготовления осесимметричных полых деталей |
| JP3389593B2 (ja) | 1997-03-25 | 2003-03-24 | 日産自動車株式会社 | クラッチドラムの製造方法および歯形成形装置 |
| US7530284B2 (en) * | 2006-06-08 | 2009-05-12 | Kabushiki Kaisha F.C.C. | Multiplate clutch outer part |
| DE102010009345B4 (de) * | 2010-02-25 | 2011-09-22 | Schuler Cartec Gmbh & Co. Kg | Verfahren und Werkzeug zur Herstellung eines Bauteils sowie ein durch Umformung hergestelltes Bauteil |
| JP5626061B2 (ja) | 2011-03-24 | 2014-11-19 | アイシン・エィ・ダブリュ株式会社 | 歯形部品の製造方法および歯形部品の製造装置 |
| JP2013053643A (ja) * | 2011-09-01 | 2013-03-21 | Aisin Aw Co Ltd | 内周凹凸部を有するカップ状部品及びその製造方法及び製造装置 |
| JP5569495B2 (ja) * | 2011-09-30 | 2014-08-13 | アイシン・エィ・ダブリュ株式会社 | カップ状部品の製造方法及び製造装置 |
| IN2015DN02311A (ko) | 2012-10-23 | 2015-08-28 | Nippon Steel & Sumitomo Metal Corp | |
| JP5949462B2 (ja) | 2012-11-02 | 2016-07-06 | 新日鐵住金株式会社 | 円筒容器の部分増肉方法 |
-
2016
- 2016-01-07 US US15/540,899 patent/US10857582B2/en active Active
- 2016-01-07 EP EP16739976.5A patent/EP3248705B1/en active Active
- 2016-01-07 KR KR1020177019162A patent/KR102017968B1/ko active Active
- 2016-01-07 CN CN201680005861.6A patent/CN107107161B/zh active Active
- 2016-01-07 MX MX2017009259A patent/MX395105B/es unknown
- 2016-01-07 CA CA2970999A patent/CA2970999C/en not_active Expired - Fee Related
- 2016-01-07 RU RU2017124992A patent/RU2687322C2/ru not_active IP Right Cessation
- 2016-01-07 WO PCT/JP2016/050348 patent/WO2016117369A1/ja not_active Ceased
- 2016-01-07 JP JP2016570561A patent/JP6649278B2/ja active Active
- 2016-01-07 BR BR112017013901-4A patent/BR112017013901A2/pt not_active IP Right Cessation
-
2019
- 2019-04-25 JP JP2019084738A patent/JP2019141913A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6311126U (ko) * | 1986-07-09 | 1988-01-25 | ||
| US4876876A (en) * | 1987-10-27 | 1989-10-31 | Mazda Motor Corporation | Dies for forging gear-shaped part made of sheet metal |
| JPH07256377A (ja) * | 1994-03-23 | 1995-10-09 | Mitsubishi Motors Corp | 板金製歯形部品の成形方法 |
| JP2885266B2 (ja) | 1994-03-23 | 1999-04-19 | 三菱自動車工業株式会社 | 板金製歯形部品の成形方法 |
| WO2012127726A1 (ja) * | 2011-03-24 | 2012-09-27 | アイシン・エィ・ダブリュ株式会社 | 歯形部品の製造方法、歯形部品の製造装置、および歯形部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3248705A1 (en) | 2017-11-29 |
| WO2016117369A1 (ja) | 2016-07-28 |
| US20180021836A1 (en) | 2018-01-25 |
| RU2017124992A3 (ko) | 2019-02-21 |
| JP6649278B2 (ja) | 2020-02-19 |
| EP3248705A4 (en) | 2018-09-12 |
| CN107107161A (zh) | 2017-08-29 |
| CN107107161B (zh) | 2019-02-15 |
| JP2019141913A (ja) | 2019-08-29 |
| MX2017009259A (es) | 2017-10-02 |
| US10857582B2 (en) | 2020-12-08 |
| EP3248705B1 (en) | 2021-03-03 |
| MX395105B (es) | 2025-03-24 |
| RU2687322C2 (ru) | 2019-05-13 |
| BR112017013901A2 (pt) | 2018-01-02 |
| RU2017124992A (ru) | 2019-02-21 |
| JPWO2016117369A1 (ja) | 2017-09-21 |
| KR102017968B1 (ko) | 2019-09-03 |
| CA2970999A1 (en) | 2016-07-28 |
| CA2970999C (en) | 2019-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170094364A (ko) | 치형 부품의 제조 방법 및 치형 부품 | |
| CN1038569C (zh) | 改进底部强度的饮料容器及其制造方法 | |
| KR20090116905A (ko) | 베어링 씰 제조용 금형장치, 제조방법 및 그에 의하여제조된 베어링 씰 | |
| US5732581A (en) | Method for producing a sheet metal poly-V groove pulley and a sheet metal poly-V groove pulley | |
| TWI773151B (zh) | 罐容器及其製造方法 | |
| KR100808647B1 (ko) | 인볼류트 스플라인을 가지는 자동변속기용 샤프트 플랜트캐리어 냉간단조 방법 및 그 장치 | |
| US4599886A (en) | Manufacture of metal containers | |
| CN110405076B (zh) | 拼装式储料罐弧形拼板的成型模具及其成型方法 | |
| KR890002488B1 (ko) | 용기 제조용 공구 | |
| EP0885078B1 (en) | Method for manufacturing a formed piece of metal | |
| SU1722656A1 (ru) | Способ изготовлени полых изделий | |
| KR102034525B1 (ko) | 자동차 액츄에이터용 아마츄어 제작방법 | |
| US20010035035A1 (en) | Blind bore hub and method of forming | |
| KR19990071954A (ko) | 보스부일체형판금제부재의보스부형성방법 | |
| CN210686741U (zh) | 传动轴圆盘突缘叉锻件新结构 | |
| KR20200137595A (ko) | 볼 베어링용 리테이너의 버르제거장치 | |
| JPH01233032A (ja) | 複合プーリの製造方法 | |
| CA2549382C (en) | Method and device for the production of a thin-walled part | |
| TWI717809B (zh) | 金屬製品的製造方法 | |
| KR100474811B1 (ko) | 금속제 용기의 성형장치 | |
| US8118197B2 (en) | Method of making aerosol valve mounting cups and resultant cups | |
| JP3402537B2 (ja) | 接合ブランク材の仕上げ方法 | |
| KR20250173912A (ko) | 모서리 각을 형성하기 위한 금속용기 드로잉 성형장치 및 방법 | |
| CN118002649A (zh) | 金刚铝制成手机配件的温冲成形工艺方法 | |
| SU1204297A1 (ru) | Способ изготовлени полых деталей |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| X091 | Application refused [patent] | ||
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| AMND | Amendment | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PX0901 | Re-examination |
St.27 status event code: A-2-3-E10-E12-rex-PX0901 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20220803 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 7 |