KR20170102267A - 빔 성형 수단 및 차폐 수단을 사용하는 용접 시스템 및 용접 방법 - Google Patents
빔 성형 수단 및 차폐 수단을 사용하는 용접 시스템 및 용접 방법 Download PDFInfo
- Publication number
- KR20170102267A KR20170102267A KR1020177019607A KR20177019607A KR20170102267A KR 20170102267 A KR20170102267 A KR 20170102267A KR 1020177019607 A KR1020177019607 A KR 1020177019607A KR 20177019607 A KR20177019607 A KR 20177019607A KR 20170102267 A KR20170102267 A KR 20170102267A
- Authority
- KR
- South Korea
- Prior art keywords
- laser
- beam profile
- profile
- welding system
- laser welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multi-focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
- B23K26/0738—Shaping the laser spot into a linear shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/206—Laser sealing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/049—Processes for forming or storing electrodes in the battery container
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B23K2201/36—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
레이저 용접 시스템(1)이 제공된다. 레이저 용접 시스템(1)은 레이저 빔을 발생시키도록 구성된 레이저 소스(3), 레이저 빔의 빔 프로파일과 상이한 빔 프로파일을 형성하도록 구성된 빔 성형 수단(4, 5, 17), 및 성형된 빔 프로파일의 적어도 일부를 차폐하도록 구성된 차폐 수단을 포함한다.
Description
본 개시내용은 용접 시스템 및 용접 방법에 관한 것으로서, 보다 구체적으로는 광학 요소를 사용하는 레이저 용접 및 성형된 용접 프로파일을 형성하기 위한 차폐부에 관한 것이다.
전자 장치, 예컨대 배터리, 연료 전지 등의 제조시, 부품 설계는 용접에 의해 함께 조립되는 다양한 부재(예컨대, 2개 이상의 얇은 금속 시트)를 대체로 포함한다.
통상적으로, 금속 시트는 함께 위치설정되며 그리고 용접 지지체 상에 배치된다. 용접 장치(예컨대, 레이저, 전자 빔/플라즈마, 아크 용접기 및/또는 다른 유사한 장치)가 추후 용접 작업을 수행하는데 사용될 수 있다.
예컨대, 배터리(예컨대, 리튬-이온)를 케이스와 커버 내에 동봉할 때, 배터리의 내부 부분은 조립되거나 또는 케이스 내에 배치되고, 커버가 제 위치에 배치되며, 그리고 레이저 용접 작업이 배터리를 밀폐 밀봉하기 위해 케이스와 커버를 부착하도록 수행된다.
그러나, 어떤 경우에는, 레이저 에너지가 배터리의 내부 부분에 진입하는 경우, 바람직하지 않은 효과(예컨대, 전극에 대한 손상)가 유발될 수도 있다. 또한, 용접 작업이 케이스를 커버에 완전히 밀봉시키지 못해서 문제가 발생할 수도 있다.
이용가능한 어떤 기술에 따르면, 섬유 레이저에 의해 형성된 레이저 빔이 광학 요소(예컨대, 회절 광학 요소)를 사용하여 대칭적인 단면 형상의 복수의 점열원을 생성하는데 사용되며, 그리고 그 결과로 생성된 다중점 빔을 이용하여 용접 작업이 수행된다. 예컨대, 1차 점열원이 중앙부에 생성되고 4개의 코너에서 하위 점열원으로 둘러싸여 직사각형 프로파일을 형성하는 구성이다. 예컨대, 2014년 6월 16일자로 출원된 일본 특허 출원 JP2014123850을 참조하자.
현재는 더 높은 에너지를 소모하는 섬유 레이저가 그런 레이저의 더 작은 스팟 크기에 기초하여 다양한 레이저 용접 작업을 수행하도록 통상 구현된다. 그러나, 그런 섬유 레이저는 단위 파워당 운용비가 바람직하지 않게 높을 수 있으며 그리고 특정 재료를 용접하는데 바람직하지 않은 파장을 발산할 수도 있다.
또한, 입수 가능한 다이오드 레이저는 더 적은 양의 에너지를 소모하지만, 용접 레이저 빔의 침입에 의해 주변 영역(예컨대, 내부 배터리 부품)에 대한 손상 위험이 증가되는 감소된 간극 영역 내에서 용접 작업을 수행하는 데에는 대체로 바람직하지 않은 스팟 크기를 갖는다.
종래 기술의 시스템은 바람직하지 않은 효과의 가능성과 효력이 모두 감소될 수 있는 효과적이고 효율적인 용접용 시스템이 결여되어 있다고 판단된다. 따라서, 본 개시내용의 주 목적은 현재 이용가능한 시스템과 방법의 결점을 극복하는 시스템과 방법을 제공하는 것이다.
본 개시내용의 실시예에 따르면, 레이저 용접 시스템이 제공된다. 시스템은 빔 프로파일을 갖는 레이저 빔을 발생시키도록 구성되는 레이저 소스와, 빔 프로파일과 상이한 성형된 빔 프로파일을 형성하도록 구성되는 빔 성형 수단과, 성형된 빔 프로파일의 적어도 일부를 차폐하도록 구성되는 차폐 수단을 포함한다. 예컨대, 성형된 빔 프로파일 영역 전체의 적어도 20퍼센트가 차폐 수단에 의해 차폐된다.
상술된 바와 같은 레이저 용접 시스템을 제공함으로써, 다양한 빔 프로파일의 레이저 소스를 사용할 수 있게 되며 그리고 차폐 수단의 조절/배치에 따라 레이저 빔 프로파일을 성형할 수 있게 된다. 따라서, 단위 파워 출력당 에너지 소모는 더 낮지만 감소된 간극 영역에서의 용접에는 부적합할 수도 있는 레이저 소스, 예컨대 다이오드 레이저를 사용할 수 있게 된다.
레이저 소스는 다이오드 레이저, 바람직하게는 200㎛ 내지 800㎛의, 양호하게는 300 내지 500㎛의 스팟 크기를 갖는 다이오드 레이저를 포함할 수도 있다. 또한, 레이저 빔은 600㎚ 내지 1200㎚의, 양호하게는 800㎚ 내지 900㎚의 파장을 가질 수도 있다.
빔 성형 수단은 회절 광학 요소를 포함할 수도 있고 그리고/또는 성형된 빔 프로파일은 톱-해트(top-hat) 프로파일을 포함한다.
어떤 실시예에 따르면, 레이저 용접을 수행하기 위해 차폐된 빔 프로파일을 표적의 용접선을 따라 안내하도록 구성되는 안내 수단이 제공될 수도 있다.
성형된 레이저 빔 프로파일의 차폐된 부분은 성형된 빔 프로파일 영역 전체의 적어도 50퍼센트를 포함할 수도 있다.
차폐 수단은 적어도 하나의 레이저 흡수 재료를 포함할 수도 있다.
차폐 수단의 형상은 삼각형과 직사각형 중에서 선택될 수 있다.
어떤 실시예에 따르면, 차폐 수단은 삼각형 형상의 2개의 차폐부를 포함할 수도 있다.
차폐 수단은 십자형 또는 선형 중에서 선택되는 차폐된 빔 프로파일을 형성하도록 구성될 수 있다.
어떤 실시예에 따르면, 시스템은 표적의 용접선을 따르는 위치에 기초하여 차폐 수단을 조절하도록 구성되는 조절 수단을 포함할 수도 있다.
다른 실시예에 따르면, 레이저 용접 방법이 제공된다. 방법은 소정의 레이저 빔 프로파일을 형성하기 위해 레이저 빔을 성형하는 단계와, 성형된 레이저 빔 프로파일의 영역의 적어도 일부분이 용접 프로파일을 형성하도록 차폐되게 적어도 하나의 레이저 차폐부를 조절하는 단계와, 용접 작업을 수행하기 위해 용접 프로파일을 표적의 용접선을 따라 이동 방향으로 안내하는 단계를 포함한다. 상기 일부분은 상기 영역의 20퍼센트 이상일 수도 있다.
상술된 바와 같은 레이저 용접 방법을 제공함으로써, 다양한 빔 프로파일의 레이저 소스를 사용할 수 있게 되며 그리고 차폐부의 조절에 따라 레이저 빔 프로파일을 성형할 수 있게 된다. 따라서, 단위 파워 출력당 에너지 소모는 더 낮지만 감소된 간극 영역에서의 용접에는 부적합할 수도 있는 레이저 소스, 예컨대 다이오드 레이저를 사용할 수 있게 된다.
조절하는 단계는 소정의 레이저 빔 프로파일의 추가적인 성형을 야기할 수도 있으며, 그리고 톱-해트 프로파일의 형성을 야기할 수도 있다.
표적은 바람직하게는 리튬 이온 배터리용인 세장형 배터리 케이스와 커버일 수 있다.
조절하는 단계는 용접선을 따르는 위치에 기초하여 수행될 수도 있다.
또 다른 실시예에 따르면, 레이저 용접 시스템이 제공된다. 시스템은 빔 프로파일을 갖는 레이저 빔을 발생시키도록 구성되는 레이저 소스와, 레이저 빔의 빔 프로파일과 상이한 성형된 빔 프로파일을 형성하도록 구성되는 빔 성형기와, 성형된 빔 프로파일의 적어도 일부를 차폐하도록 구성되는 적어도 하나의 레이저 차폐부를 포함한다. 어떤 실시예에 따르면, 성형된 빔 프로파일 영역 전체의 적어도 20퍼센트가 적어도 하나의 레이저 차폐부에 의해 차폐될 수도 있다.
레이저 소스는 다이오드 레이저를 포함할 수도 있으며, 다이오드 레이저는 200㎛ 내지 800㎛의 스팟 크기를 갖는다.
레이저 빔은 600㎚ 내지 1200㎚의, 양호하게는 800㎚ 내지 900㎚의 파장을 가질 수도 있다.
빔 성형기는 회절 광학 요소를 포함할 수도 있으며, 성형된 빔 프로파일은 톱-해트 프로파일일 수도 있다.
시스템은 레이저 용접을 수행하기 위해 차폐된 빔 프로파일을 표적의 용접선을 따라 안내하도록 구성되는 하나 이상의 광학 요소와 제어기를 추가로 포함할 수도 있다.
레이저 빔 프로파일의 차폐된 부분은 성형된 빔 프로파일 영역 전체의 적어도 50퍼센트를 포함할 수도 있다. 적어도 하나의 레이저 차폐부는 적어도 하나의 레이저 흡수 재료를 포함할 수도 있다.
적어도 하나의 레이저 차폐부의 형상은 삼각형과 직사각형 중에서 선택된다.
적어도 하나의 레이저 차폐부는 삼각형 형상의 2개의 레이저 차폐부를 포함할 수도 있다.
적어도 하나의 레이저 차폐부는 십자형 또는 선형 중에서 선택되는 차폐된 빔 프로파일을 형성하도록 구성될 수 있다.
어떤 실시예에 따르면, 시스템은 표적의 용접선을 따르는 위치에 기초하여 적어도 하나의 레이저 차폐부를 조절하도록 구성되는 조절기를 포함할 수도 있다. 조절기는 차폐된 빔 프로파일의 형상을 변경하기 위해 차폐부(들)를 이동시키도록 구성되는 하나 이상의 서보 모터를 포함할 수도 있다.
달리 모순되지 않는 경우를 제외하곤, 상술된 요소와 본 명세서 내의 요소의 조합이 이루어질 수도 있다.
개괄적인 상기 기재와 이하의 상세한 설명은 모두 단지 예시적인 설명일 뿐이며 청구되는 본 개시내용을 제한하는 것이 아니다.
본 명세서에 통합되어 본 명세서의 일부를 구성하는 첨부 도면은 본 개시내용의 실시예를 예시하며 그리고 상세한 설명과 함께 본 개시내용의 원리를 설명하는 역할을 한다.
도 1a는 종래 기술의 용접 프로파일을 도시한다.
도 1b는 도 1a의 용접 프로파일을 사용하는 용접을 위한 스캐닝 기술을 도시하는 도면이다.
도 1c는 가우스 섬유-레이저 레이저 빔 및 빔 분할 이후의 결과 프로파일의 예시적인 도면이다.
도 1d는 가우스 다이오드-레이저 레이저 빔 및 빔 분할 이후의 결과 프로파일의 예시적인 도면이다.
도 2a는 본 개시내용의 실시예에 따른 예시적인 용접 시스템을 도시한다.
도 2b는 도 2a에 도시된 용접 시스템에 근접해 있는 표적의 예시적인 도면이다.
도 3a는 예시적인 가우스 다이오드 레이저 스팟을 도시한다.
도 3b는 도 3a의 다이오드 레이저 스팟의 변환 이후의 성형된 결과 레이저 빔 프로파일을 도시한다.
도 3c는 도 3b의 성형된 레이저 빔 프로파일에 대해 구현될 수도 있는 예시적인 레이저 차폐 구성이다.
도 4a 및 도 4b는 도 3b의 성형된 레이저 빔 프로파일과 관련된 하나 이상의 레이저 차폐부의 예시적인 구성을 도시한다.
도 5는 용접될 수도 있는 다양한 재료의 다양한 파장에서의 흡수율을 도시하는 그래프이다.
도 6은 본 개시내용의 실시예에 따른 예시적인 방법을 강조하고 있는 흐름도이다.
도 1b는 도 1a의 용접 프로파일을 사용하는 용접을 위한 스캐닝 기술을 도시하는 도면이다.
도 1c는 가우스 섬유-레이저 레이저 빔 및 빔 분할 이후의 결과 프로파일의 예시적인 도면이다.
도 1d는 가우스 다이오드-레이저 레이저 빔 및 빔 분할 이후의 결과 프로파일의 예시적인 도면이다.
도 2a는 본 개시내용의 실시예에 따른 예시적인 용접 시스템을 도시한다.
도 2b는 도 2a에 도시된 용접 시스템에 근접해 있는 표적의 예시적인 도면이다.
도 3a는 예시적인 가우스 다이오드 레이저 스팟을 도시한다.
도 3b는 도 3a의 다이오드 레이저 스팟의 변환 이후의 성형된 결과 레이저 빔 프로파일을 도시한다.
도 3c는 도 3b의 성형된 레이저 빔 프로파일에 대해 구현될 수도 있는 예시적인 레이저 차폐 구성이다.
도 4a 및 도 4b는 도 3b의 성형된 레이저 빔 프로파일과 관련된 하나 이상의 레이저 차폐부의 예시적인 구성을 도시한다.
도 5는 용접될 수도 있는 다양한 재료의 다양한 파장에서의 흡수율을 도시하는 그래프이다.
도 6은 본 개시내용의 실시예에 따른 예시적인 방법을 강조하고 있는 흐름도이다.
첨부 도면에 도시되어 있는 본 개시내용의 예시적인 실시예를 이제 상세히 참조한다. 가능하면, 동일한 도면 부호는 도면 전체에서 동일하거나 유사한 부분을 나타내는데 사용된다.
도 1a는 종래 기술의 용접 프로파일을 도시하며, 도 1b는 도 1a의 용접 프로파일을 사용하는 용접을 위한 스캐닝 기술을 도시하는 도면이다. 상술된 바와 같이, 종래 기술의 시스템에선 적어도 5개의 점열원(30)이 사용되고 있어, 과도한 에너지 소모뿐만 아니라 다양한 바람직하지 않은 "고스트 빔(ghost beam)"(33)의 발생을 초래할 수 있다.
도 1a의 프로파일(35)을 사용하는 용접선을 스캐닝할 때, 도 1b에 도시된 바와 같이, 고스트 빔(33)이 피용접 간극 사이를 통과하여 표적(2)의 내부 부분에 진입될 수도 있다. 이는 바람직하지 않은 효과를 유발할 수 있다.
도 1c는 십자형 용접 프로파일(61)의 점열원(30)을 형성하도록 추후에 분할되는 종래 기술의 가우스 섬유 레이저 빔(103)을 도시한다. 그런 프로파일(61)은 종래 기술에 공지되어 있지만, 그런 프로파일은 대략 50㎛의 스팟 크기를 갖는 섬유 레이저를 사용하여 형성된다.
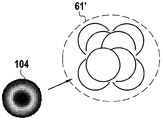
도 1d는 섬유 레이저 빔(103)을 사용하여 달성되는 것과 유사한 프로파일을 달성하려는 시도로 (예컨대, 400㎛보다 큰)더 넓은 스팟 크기를 갖는 가우스 다이오드 레이저 빔(104)을 분할하는 것의 결과를 도시한다. 결과 프로파일(61')은 일반적으로 제한된 공간 내에서의 용접에는 바람직하지 않으며, 그리고 특히 에너지의 불균등 분배로 인해 피용접부의 다양한 부분이 손상될 수 있다.
도 2a는 본 개시내용의 실시예에 따른 상술된 문제점을 해결하도록 구성된 예시적인 용접 시스템(1)을 도시하며, 도 2b는 도 2a에 도시된 용접 시스템에 근접해 있는 표적의 예시적인 도면이다. 용접 시스템(1)은 레이저 소스(3), 시준기(4), 빔 변경기(5)(예컨대, 회절 광학 요소(DOE)), 안내 유닛(14), 하나 이상의 차폐부(20) 및 제어기(12)를 포함할 수도 있다. 더 많거나 또는 더 적은 구성요소가 본 개시내용의 범주를 벗어나지 않고 제공될 수도 있다는 것을 통상의 기술자는 알 것이다.
레이저 소스(3)는 레이저 빔을 제공하기 위한 임의의 적절한 장치, 예컨대 레이저 발진기를 포함한다. 레이저 소스(3)는 임의의 파장의(예컨대, 약 600nm 내지 1200㎚의, 양호하게는 800nm 내지 900nm의) 레이저 광, 및 표적(2)과 관련된 재료를 용접하는데 적절한 에너지 준위를 제공할 수도 있다. 예컨대, 적절한 레이저 소스는 다이오드 레이저를 포함한다.
시준기(4)는 임의로 용접 시스템(1) 내에 제공될 수도 있으며, 그리고 레이저 소스(3)에 의해 제공되는 레이저 광을 시준하도록 구성될 수 있다. 예컨대, 레이저 소스(3)에 의해 제공되는 레이저 광은 소정의 위치에 도달되도록 전달 매체(예컨대, 광섬유)를 통과할 수도 있다. 전달 매체를 빠져나갈 때, 레이저 광은 추가적인 광학 요소, 예컨대 빔 변경기(5)의 통과 이전에 광파를 바람직하게 정렬하고 그리고 빔을 좁히도록 시준기(4)를 통해 시준될 수도 있다. 따라서, 시준기(4)는 임의의 렌즈, 미러, 또는 레이저 광을 시준하기 위한 다른 적절한 요소일 수도 있다.
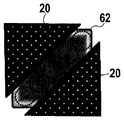
도 3a는 가우스 다이오드 레이저 스팟(104)을 도시하며, 도 3b는 빔 변경기(5)에 의한 가우스 다이오드 레이저 스팟(104)의 변환 이후의 성형된 결과 레이저 빔 프로파일(62)을 도시한다. 빔 변경기(5)는 레이저 소스(3)에 의해 제공되는 레이저 빔을 소정의 성형된 레이저 빔 프로파일(62)로 성형할 수 있는 하나 이상의 광학 요소를 포함할 수도 있다. 예컨대, 빔 변경기(5)는 레이저 소스(3)에 의해 제공되는 입사 레이저 빔(104)을 톱-해트 프로파일(예컨대, 직사각형 톱-해트, 원형 톱-해트, 정사각형 톱-해트)로 성형하도록 구성된 하나 이상의 회절 광학 요소(예컨대, 격자) 및/또는 하나 이상의 빔 성형기를 포함할 수도 있다. 예시적인 빔 변경기(5)는 TOPAG에서 생산된 FBS-Gauss-to-TOP Hat Focus Beam Shaper 또는 HOLO/OR Ltd.에서 생산된 톱-해트 성형기로부터 선택될 수 있다. 이들 예는 제한적인 것이 아니며 임의의 다른 적절한 장치가 구현될 수도 있다는 것을 통상의 기술자는 알 것이다.
도 3c는 빔 변경기(5)에 의한 레이저 빔의 성형 이후에 구현될 수도 있는 예시적인 레이저 차폐 구성이다. 하나 이상의 차폐부(20)는 성형된 레이저 빔 프로파일의 일부와 관련된 레이저 광이 표적(2)에 충돌하는 것을 방지하기 위해 레이저 광을 흡수 및/또는 반사하도록 구성될 수도 있다. 예컨대, 하나 이상의 차폐부(20)는 적어도 하나의 레이저 흡수 재료(예컨대, 식모된 페이퍼(flocked paper), 블랙아웃 고무(blackout rubber) 등)를 포함할 수도 있다. 또한, 그런 레이저 흡수 재료는 하나 이상의 차폐부(20)의 냉각을 용이하게 하고 그리고 하나 이상의 차폐부의 내구성을 향상시키기 위해 열 흡수/방산 재료(예컨대, 금속)의 하나 이상의 층에 접합될 수도 있다.
하나 이상의 차폐부(20)는 빔 변경기(5)와 광학 요소(7) 사이에 위치설정될 수도 있다. 대안적으로 또는 추가적으로, 하나 이상의 차폐부(20)는 광학 요소(7)와 렌즈(17) 사이에 위치설정될 수도 있다. 하나 이상의 차폐부가 또한 필요에 따라 렌즈(17)와 표적(2) 사이에 위치설정될 수도 있으며 상술된 위치설정은 단지 예시적이라는 것을 통상의 기술자는 알 것이다.
현재의 논의에서, 하나 이상의 차폐부는 빔 변경기(5)와 광학 요소(7) 사이에 위치된다.
하나 이상의 레이저 차폐부(20)는 소정의 차폐 효과를 발생시키도록 임의의 적절한 형상으로 형성될 수도 있다. 예컨대, 하나 이상의 레이저 차폐부(20)는 삼각형, 직사각형, 둥근 형상 등일 수도 있다.
어떤 실시예에 따르면, 하나보다 많은 레이저 차폐부(20)가 구현되는 경우, 각각의 레이저 차폐부(20)는 레이저 차폐부(20)마다 독특한 형상으로 되어 있을 수도 있다. 예컨대, 제1 레이저 차폐부(20)는 삼각형이지만 제2 레이저 차폐부는 직사각형일 수도 있다. 대안적으로, 하나 이상의 레이저 차폐부(20)의 모든 레이저 차폐부(20)는 동일한 형상으로 되어 있을 수도 있다.
레이저 차폐부(20)는 특정한 용접 용례에 따라 성형 및 구현될 수도 있다는 것을 통상의 기술자는 알 것이다. 예컨대, 본 개시내용의 실시예에 따르면, 톱-해트 프로파일이 빔 변경기(5)에 의해 생성되는 경우, 2개의 삼각형 레이저 차폐부(20)는 도 3c에 도시된 바와 같이 성형된 전체 빔 프로파일의 적어도 20퍼센트를 차폐하도록 구현될 수도 있다. 이 예는 통상의 기술자가 알 수 있는 바와 같이 제한적인 것이 아니다.
하나 이상의 레이저 차폐부(20)는 차폐되고 있는 성형된 레이저 빔 프로파일(62)의 영역을 변경하도록 (예컨대, 서보 모터, 위치설정 장치 등을 사용하여) 조절될 수도 있다. 예컨대, 용접 작업 동안, 성형된 레이저 빔 프로파일의 영역의 적어도 20퍼센트가 차폐되도록 하나 이상의 차폐부(20) 중의 적어도 하나가 조절될 수도 있다. 그런 조절은 예컨대, 성형된 레이저 프로파일을 둘러싸고 있는 소정의 위치까지 하나 이상의 레이저 차폐부(20)를 회전시키는 것, 성형된 프로파일 영역의 더 많은 부분 또는 더 적은 부분이 하나 이상의 레이저 차폐부(20)에 의해 차단되도록 하나 이상의 레이저 차폐부를 반경방향으로 이동시키는 것 그리고/또는 성형된 프로파일을 따라 하나 이상의 레이저 차폐부(20)의 종방향 위치를 조절하는 것을 포함할 수도 있다. 예컨대, 도 3c를 참조하면, 하나 이상의 레이저 차폐부(20)는 프로파일(62)의 더 큰 영역을 차폐하도록 반경방향으로(즉, 화살표를 따라) 조절될 수도 있다.
이런 조절은 현재 용접하고 있는 위치에 기초하여 수행될 수도 있다. 예컨대, 어떤 실시예에 따르면, 용접선(9)의 임의의 지점에선 선형 용접 프로파일(도 4b 참조)을 형성하는 것이 유리할 수도 있지만, 용접선(9)의 다른 부분에선 십자형 용접 프로파일(도 4a 참조)이 바람직할 수도 있다.
도 4a 및 도 4b는 성형된 레이저 빔 프로파일(62)과 관련된 하나 이상의 레이저 차폐부(20)의 예시적인 구성을 도시한다. 도 4b에 도시된 바와 같이, 선형 프로파일이 형성되도록 하나 이상의 레이저 차폐부(20)를 조절할 수도 있다. 레이저 빔 프로파일(62)의 이동 방향에 따라, 그런 구성은 표적(2)의 비교적 넓은 영역을 가로질러 용융 풀(melt pool)의 형성이 개시되도록 선형 프로파일의 선단부가 표적(2)의 일부분을 조사 및 가열하는 것을 가능케 한다.
도 4a에 도시된 바와 같이, 하나 이상의 레이저 차폐부(20)는 또한 십자형 프로파일을 형성하도록 조절될 수도 있다. 이런 배열체는 용접선(9)의 유리한 밀폐 및/또는 밀봉을 가능케 함으로써, 피용접 간극은 간극을 따라 이동하는 프로파일(62)의 협소화 특성(narrowing nature)에 의해 효과적으로 밀폐될 수도 있다.
안내 유닛(14)은 스캐닝, 즉 용접 작업을 수행하기 위해 하나 이상의 출력 레이저 빔을 소정의 위치로 안내하는 것을 수행하도록 구성된다. 따라서, 안내 유닛(14)은 제어기(12), 및 하나 이상의 레이저 빔을 표적(2)의 용접선(9)까지 그리고 이 용접선을 따라 안내하도록 구성된 하나 이상의 광학 요소(7)를 포함할 수도 있다.
중요한 것은, 제어기(12)는 안내 유닛(14)과 연관되어 논의되지만, 제어기(12)는 안내 유닛(14)과 일체형일 수도 있거나(즉, 단일 구조체이거나) 또는 안내 유닛(14)과 별개로 제공될 수도 있다는 것을 통상의 기술자는 알 것이다. 또한, 제어기(12)의 일부는 안내 유닛(14)과 함께 제공되지만 제어기(12)의 다른 부분은 안내 유닛(14)으로부터 이격된 위치에 구현될 수도 있다는 것을 통상의 기술자는 알 것이다. 임의의 그런 구성은 본 개시내용에 포함된다고 여겨진다.
제어기(12)는 소정의 용접 작업을 달성하기 위해 명령을 생성하여 안내 장치(14)에 송신할 수 있는 임의의 적절한 제어 장치를 포함할 수도 있다. 예컨대, 제어기(12)는 PIC 기반 제어기, RISC 기반 제어기 등을 포함할 수도 있다. 또한, 제어기(12)는 네트워크를 통해 지시를 수신하도록 하나 이상의 네트워크, 예컨대 LAN, WAN, 인터넷, 이동 통신 등과 접속되도록 구성될 수도 있다.
본 개시내용의 실시예에 따르면, 하나의 예시적인 안내 유닛(14)과 제어기(12) 조합체는 예컨대, MIRAMOTION(Y-E 데이터)와 같은 갈바노스캐너를 포함할 수도 있다. 이 예시적인 장치는 제한적인 것이 아니며, 임의의 다른 적절한 장치가 구현될 수도 있다.
광학 요소(7)는 광을 조종하는데 적절한 예컨대, 하나 이상의 미러, 하프미러, 렌즈, 미러형 렌즈, 섬유 등을 포함할 수도 있다. 예컨대, 광학 요소(7)는 입사 레이저 빔에 수직으로 광을 반사하기 위해 레이저 빔에 대해 45도의 각도로 위치설정된 제1 미러(8)를 포함할 수도 있다. 또한, 제1 미러(8)로부터 발생된 레이저 빔을 표적(2)의 용접선(9)을 따라 이동 방향(T)으로 안내하도록 스캐닝 미러(11)가 제공 및 구성될 수도 있다. 개시된 구성은 단지 예시적인 것이며 그리고 더 많은 또는 더 적은 광학 요소(7)가 제공될 수도 있다는 것을 통상의 기술자는 알 것이다. 예컨대, 하나 이상의 렌즈(17)와 보호 덮개가 출력 레이저 빔을 집속하도록 제공될 수도 있다.
또한, 안내 유닛(14)은 자동화된 방식으로 광학 요소(7) 및/또는 레이저 차폐부(20)를 조종하도록 설계된 하나 이상의 요소를 포함할 수도 있다. 예컨대, 용접 동안 소정의 차폐 및/또는 스캐닝 작업을 수행하기 위해 광학 요소(7)(예컨대, 스캐닝 미러(11)) 및/또는 하나 이상의 차폐부(20)를 회전시키고 그리고/또는 달리 조종하도록 (도시 안 된) 하나 이상의 서보 모터가 제공 및 구성될 수도 있다.
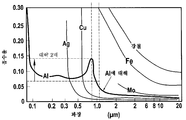
본 명세서에 개시된 시스템과 방법은 임의의 적절한 재료를 용접하는데 이용될 수도 있다. 도 5는 용접될 수도 있는 다양한 재료의 흡수율을 보여주는 예시적인 그래프이다. 도시된 바와 같이, 다이오드 레이저에 의해 발산된 파장에서의 거의 2배의 흡수율에 따르면 알루미늄 용접이 본 개시내용에 특히 적합할 수도 있다. 이는 적절한 파장에서 더 높은 흡수율을 갖는 용접 재료에 사용되는 에너지가 감소될 수 있기 때문에 상당한 비용 절감의 가져올 수 있다.
도 6은 본 개시내용의 실시예에 따른 예시적인 방법을 설명하는 블록 선도(600)이다. 본 개시내용의 방법에 따르면, 레이저 빔은 용접 시스템(1)에 구현된 빔 변경기(5)에 따라 성형될 수도 있다(단계 605). 예컨대, 톱-해트 빔 변경기가 구현되는 경우, 톱-해트 레이저 프로파일(62)이 생성될 수도 있다.
후속하여, 제어기(12)는 추가적인 성형 및 차폐된 레이저 프로파일을 형성하기 위해 하나 이상의 차폐부(20)를 조절할 수도 있다(단계 610).
후속하여, 제어기(12)는 스캐닝 용접 작업을 수행하기 위해 표적(2)의 용접선(9)의 이동 방향(T)을 따라 성형 및 차폐된 프로파일(62)의 스캔을 개시시킬 수도 있다(단계 615).
프로파일(62)을 사용하는 스캐닝 동안 그리고 예컨대, 프로파일(62)의 형상, 표적(2)의 형상 등과 같은 인자에 따라, 하나 이상의 차폐부(20)에 대한 조절이 바람직할 수도 있다(단계 620). 예컨대, 단차부가 표적(2)의 용접선을 따라 존재하는 경우, 표적(2)의 형상의 변화를 수용하기 위해 프로파일을(62) 변경하는 것이 바람직할 수도 있으며, 그리고 제어기(12)는 추후 하나 이상의 차폐부(20)를 조절할 수도 있다. 물론, 임의의 다른 적절한 프로파일이 사용될 수도 있다는 것을 통상의 기술자는 알 것이다. 또한, 용접선을 따라 조우하게 되는 다양한 형상을 수용하기 위해 프로파일(62)을 필요에 따라 변경하면서 스캐닝을 계속할 수도 있다.
본 개시내용의 시스템과 방법을 구현하는 것의 추가적인 이점은 고스트 빔이 표적(2)의 바람직하지 않은 영역에 진입하는 것을 방지하여 관련 없는 손상의 위험이 상당히 감소될 수 있다는 점이다.
본 명세서에 개시된 구조체와 방법에 대한 변형예가 이루어질 수 있다는 것을 통상의 기술자는 알 것이다. 예컨대, 2개의 점열원 수집체(60, 60')를 사용하는 예시적인 실시예가 기술되었지만, 3개, 4개 또는 더 많은 점열원 수집체가 용접 작업에 따라 구현될 수도 있다는 것을 통상의 기술자는 알 것이다.
또한, 본 명세서에 개시된 예는 일반적으로 2개의 레이저 차폐부(20)를 참조한다. 그러나, 상기 개시내용은 3개, 4개, 5개 및 더 많은 레이저 차폐부(20)가 구현되는 경우에도 동등하게 적용될 수 있다는 것을 통상의 기술자는 알 것이다.
청구범위를 포함하는 전체 기재에서, "하나를 포함하는"이라는 용어는 달리 명시되지 않는 한 "적어도 하나를 포함하는"과 같은 뜻을 의미한다고 이해되어야 한다. 또한, 청구범위를 포함하는 기재에 개시된 임의의 범위는 달리 명시되지 않는 한 그 한계값(들)을 포함하는 것으로 이해되어야 한다. 개시된 요소에 대한 특정한 값은 통상의 기술자에게 공지된 허용 제조 또는 산업 공차 내에 있는 것으로 이해되어야 하며, 그리고 "사실상" 및/또는 "대략" 및/또는 "일반적으로"라는 용어의 사용은 그런 허용 공차 내에 있다는 것을 의미하는 것으로 이해되어야 한다.
임의의 국가 표준, 국제 표준 또는 다른 표준(예컨대, ISO 등)이 참조되는 경우, 그런 참조는 본 명세서의 우선일로부터 국가 표준 또는 국제 표준에 의해 규정된 표준을 참조하는 것이다. 그런 표준에 대한 임의의 후속적인 실질적 변화는 본 개시내용 및/또는 청구범위의 범주 및/또는 규정을 변경하는 것이 아니다.
본 명세서의 개시내용은 특정한 실시예를 참조하여 기술되었지만, 이들 실시예는 본 개시내용의 원리와 용례의 예시에 불과하다라는 것을 알아야 한다.
명세서와 예들은 예시적인 것으로만 고려되어야 하며, 본 개시내용의 진정한 범주는 이하의 청구범위에 의해 제시된다.
Claims (31)
- 레이저 용접 시스템이며,
빔 프로파일을 갖는 레이저 빔을 발생시키도록 구성되는 레이저 소스와,
상기 빔 프로파일과 상이한 성형된 빔 프로파일을 형성하도록 구성되는 빔 성형 수단과,
상기 성형된 빔 프로파일의 적어도 일부를 차폐하도록 구성되는 차폐 수단을 포함하는, 레이저 용접 시스템. - 제1항에 있어서, 성형된 빔 프로파일 영역 전체의 적어도 20퍼센트가 차폐 수단에 의해 차폐되는, 레이저 용접 시스템.
- 제1항 또는 제2항에 있어서, 상기 레이저 소스는 다이오드 레이저, 바람직하게는 200㎛ 내지 800㎛의, 양호하게는 300 내지 500㎛의 스팟 크기를 갖는 다이오드 레이저를 포함하는, 레이저 용접 시스템.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 레이저 빔은 600㎚ 내지 1200㎚의 파장을 갖는, 레이저 용접 시스템.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 빔 성형 수단은 회절 광학 요소를 포함하고 그리고/또는 성형된 빔 프로파일은 톱-해트 프로파일을 포함하는, 레이저 용접 시스템.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 레이저 용접을 수행하기 위해 차폐된 빔 프로파일을 표적의 용접선을 따라 안내하도록 구성되는 안내 수단을 더 포함하는, 레이저 용접 시스템.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 레이저 빔 프로파일의 차폐된 부분은 성형된 빔 프로파일 영역 전체의 적어도 50퍼센트를 포함하는, 레이저 용접 시스템.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 차폐 수단은 적어도 하나의 레이저 흡수 재료를 포함하는, 레이저 용접 시스템.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 차폐 수단의 형상은 삼각형과 직사각형 중에서 선택되는, 레이저 용접 시스템.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 차폐 수단은 삼각형 형상의 2개의 차폐부를 포함하는, 레이저 용접 시스템.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 차폐 수단은 십자형 또는 선형 중에서 선택되는 차폐된 빔 프로파일을 형성하도록 구성되는, 레이저 용접 시스템.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 표적의 용접선을 따르는 위치에 기초하여 차폐 수단을 조절하도록 구성되는 조절 수단을 더 포함하는, 레이저 용접 시스템.
- 레이저 용접 방법이며,
소정의 레이저 빔 프로파일을 형성하기 위해 레이저 빔을 성형하는 단계와,
성형된 레이저 빔 프로파일의 영역의 일부분이 용접 프로파일을 형성하도록 차폐되게, 적어도 하나의 레이저 차폐부를 조절하는 단계와,
용접 작업을 수행하기 위해 용접 프로파일을 표적의 용접선을 따라 이동 방향으로 안내하는 단계를 포함하는, 레이저 용접 방법. - 제13항에 있어서, 상기 일부분은 성형된 빔 프로파일 전체의 적어도 20퍼센트인, 레이저 용접 방법.
- 제13항 또는 제14항에 있어서, 상기 조절하는 단계는 상기 소정의 레이저 빔 프로파일의 추가적인 성형을 야기하는, 레이저 용접 방법.
- 제13항 내지 제15항 중 어느 한 항에 있어서, 상기 성형하는 단계는 톱-해트 프로파일의 형성을 야기하는, 레이저 용접 방법.
- 제13항 내지 제16항 중 어느 한 항에 있어서, 상기 표적은 바람직하게는 리튬 이온 배터리용인 세장형 배터리 케이스와 커버인, 레이저 용접 방법.
- 제13항 내지 제17항 중 어느 한 항에 있어서, 상기 조절하는 단계는 용접선을 따르는 위치에 기초하여 수행되는, 레이저 용접 방법.
- 레이저 용접 시스템이며,
빔 프로파일을 갖는 레이저 빔을 발생시키도록 구성되는 레이저 소스와,
상기 레이저 빔의 빔 프로파일과 상이한 성형된 빔 프로파일을 형성하도록 구성되는 빔 성형기와,
상기 성형된 빔 프로파일의 적어도 일부를 차폐하도록 구성되는 적어도 하나의 레이저 차폐부를 포함하는, 레이저 용접 시스템. - 제19항에 있어서, 성형된 빔 프로파일 영역 전체의 적어도 20퍼센트가 적어도 하나의 레이저 차폐부에 의해 차폐되는, 레이저 용접 시스템.
- 제19항에 있어서, 상기 레이저 소스는 다이오드 레이저를 포함하는, 레이저 용접 시스템.
- 제21항에 있어서, 상기 다이오드 레이저는 200㎛ 내지 800㎛의 스팟 크기를 갖는, 레이저 용접 시스템.
- 제19항에 있어서, 상기 레이저 빔은 600㎚ 내지 1200㎚의 파장을 갖는, 레이저 용접 시스템.
- 제19항에 있어서, 상기 빔 성형기는 회절 광학 요소를 포함하며, 성형된 빔 프로파일은 톱-해트 프로파일인, 레이저 용접 시스템.
- 제19항에 있어서, 레이저 용접을 수행하기 위해 차폐된 빔 프로파일을 표적의 용접선을 따라 안내하도록 구성되는 제어기 및 하나 이상의 광학 요소를 포함하는, 레이저 용접 시스템.
- 제19항에 있어서, 레이저 빔 프로파일의 차폐된 부분은 성형된 빔 프로파일 영역 전체의 적어도 50퍼센트를 포함하는, 레이저 용접 시스템.
- 제19항에 있어서, 상기 적어도 하나의 레이저 차폐부는 적어도 하나의 레이저 흡수 재료를 포함하는, 레이저 용접 시스템.
- 제19항에 있어서, 상기 적어도 하나의 레이저 차폐부의 형상은 삼각형과 직사각형 중에서 선택되는, 레이저 용접 시스템.
- 제28항에 있어서, 상기 적어도 하나의 레이저 차폐부는 삼각형 형상의 2개의 레이저 차폐부를 포함하는, 레이저 용접 시스템.
- 제19항에 있어서, 상기 적어도 하나의 레이저 차폐부는 십자형 또는 선형 중에서 선택되는 차폐된 빔 프로파일을 형성하도록 구성되는, 레이저 용접 시스템.
- 제19항에 있어서, 표적의 용접선을 따르는 위치에 기초하여 적어도 하나의 레이저 차폐부를 조절하도록 구성되는 조절기를 더 포함하는, 레이저 용접 시스템.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2014/077816 WO2016095954A1 (en) | 2014-12-15 | 2014-12-15 | Systems for and method of welding using beam shaping means and shielding means |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170102267A true KR20170102267A (ko) | 2017-09-08 |
Family
ID=52144676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177019607A Withdrawn KR20170102267A (ko) | 2014-12-15 | 2014-12-15 | 빔 성형 수단 및 차폐 수단을 사용하는 용접 시스템 및 용접 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170334021A1 (ko) |
| JP (1) | JP2018504283A (ko) |
| KR (1) | KR20170102267A (ko) |
| CN (1) | CN107427960A (ko) |
| DE (1) | DE112014007256T5 (ko) |
| WO (1) | WO2016095954A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210032139A (ko) * | 2019-09-16 | 2021-03-24 | 삼성전자주식회사 | 반도체 제조 장치 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102578698B1 (ko) | 2018-06-22 | 2023-09-15 | 후루카와 덴키 고교 가부시키가이샤 | 용접 방법 및 용접 장치 |
| DE102019215968A1 (de) * | 2019-10-17 | 2021-04-22 | Trumpf Laser- Und Systemtechnik Gmbh | Laserschweißverfahren für Eckverbindungen von Werkstückteilen |
| CN118060714A (zh) * | 2024-03-23 | 2024-05-24 | 乾镭智能科技(南通)有限公司 | 一种激光焊接头 |
| KR20260029509A (ko) * | 2024-08-13 | 2026-03-05 | 삼성디스플레이 주식회사 | 마스크 부재, 발광소자 전사 장치 및 그의 전사 방법 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3266393A (en) * | 1963-06-19 | 1966-08-16 | Opto Mechanisms Inc | Means and methods for marking film |
| KR100190423B1 (ko) * | 1989-06-06 | 1999-06-01 | 기타지마 요시도시 | 에멀젼마스크 등의결함 수정방법 및 장치 |
| US7128737B1 (en) * | 1997-10-22 | 2006-10-31 | Carl Zeiss Meditec Ag | Object figuring device |
| CN1479390A (zh) * | 1997-11-07 | 2004-03-03 | 三洋电机株式会社 | 密闭式电池的制造方法及密闭式电池 |
| ES2149637T3 (es) * | 1999-01-28 | 2000-11-01 | Leister Process Tech | Procedimiento de ensamblaje por laser y dispositivo para unir distintas piezas de plastico o plastico con otros materiales. |
| US6107598A (en) * | 1999-08-10 | 2000-08-22 | Chromalloy Gas Turbine Corporation | Maskant for use during laser welding or drilling |
| US6825440B2 (en) * | 2001-05-15 | 2004-11-30 | Moritax Corporation | Laser beam machining method and apparatus |
| US6930274B2 (en) * | 2003-03-26 | 2005-08-16 | Siemens Vdo Automotive Corporation | Apparatus and method of maintaining a generally constant focusing spot size at different average laser power densities |
| ATE328698T1 (de) * | 2003-08-21 | 2006-06-15 | Leister Process Tech | Verfahren und vorrichtung zum simultanen erwärmen von materialien |
| JP2005249868A (ja) * | 2004-03-01 | 2005-09-15 | Sharp Corp | 液晶パネル用レーザー加工装置および液晶パネル加工方法 |
| JP2007310368A (ja) * | 2006-04-21 | 2007-11-29 | Sumitomo Electric Ind Ltd | ホモジナイザを用いた整形ビームの伝搬方法およびそれを用いたレ−ザ加工光学系 |
| JP2008049361A (ja) * | 2006-08-23 | 2008-03-06 | Sumitomo Heavy Ind Ltd | ビーム成形方法及び該方法を用いたレーザ加工装置 |
| JP4664269B2 (ja) * | 2006-12-05 | 2011-04-06 | 住友重機械工業株式会社 | レーザ加工装置及びレーザ加工方法 |
| JP5105944B2 (ja) * | 2007-04-16 | 2012-12-26 | パナソニック株式会社 | レーザ装置 |
| US8448468B2 (en) * | 2008-06-11 | 2013-05-28 | Corning Incorporated | Mask and method for sealing a glass envelope |
| JP2013101923A (ja) * | 2011-10-21 | 2013-05-23 | Semiconductor Energy Lab Co Ltd | 分散組成物の加熱方法、及びガラスパターンの形成方法 |
| DE102012103176B3 (de) * | 2012-04-12 | 2013-05-29 | Jenoptik Automatisierungstechnik Gmbh | Vorrichtung und Verfahren zum Einbringen von Trennrissen in ein Substrat |
| JP2013233556A (ja) * | 2012-05-08 | 2013-11-21 | Product Support:Kk | レーザー加工装置 |
| CN104302435B (zh) * | 2012-05-15 | 2017-05-10 | 丰田自动车株式会社 | 焊接方法、焊接装置以及电池的制造方法 |
| JP5619124B2 (ja) | 2012-12-20 | 2014-11-05 | キヤノン株式会社 | 画像処理装置、撮像装置、画像処理プログラムおよび画像処理方法 |
| KR102015401B1 (ko) * | 2012-12-21 | 2019-08-29 | 삼성디스플레이 주식회사 | 광학계 및 기판 밀봉 방법 |
| CN204430558U (zh) * | 2013-04-22 | 2015-07-01 | 三菱电机株式会社 | 激光加工装置 |
-
2014
- 2014-12-15 DE DE112014007256.7T patent/DE112014007256T5/de not_active Withdrawn
- 2014-12-15 US US15/535,869 patent/US20170334021A1/en not_active Abandoned
- 2014-12-15 KR KR1020177019607A patent/KR20170102267A/ko not_active Withdrawn
- 2014-12-15 JP JP2017549581A patent/JP2018504283A/ja active Pending
- 2014-12-15 CN CN201480084661.5A patent/CN107427960A/zh active Pending
- 2014-12-15 WO PCT/EP2014/077816 patent/WO2016095954A1/en not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210032139A (ko) * | 2019-09-16 | 2021-03-24 | 삼성전자주식회사 | 반도체 제조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016095954A1 (en) | 2016-06-23 |
| DE112014007256T5 (de) | 2017-09-07 |
| US20170334021A1 (en) | 2017-11-23 |
| CN107427960A (zh) | 2017-12-01 |
| JP2018504283A (ja) | 2018-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3188875B1 (en) | System for and method of welding with two collections of laser heat source points | |
| KR20170102267A (ko) | 빔 성형 수단 및 차폐 수단을 사용하는 용접 시스템 및 용접 방법 | |
| KR102095462B1 (ko) | 레이저 용접 장치 | |
| US9802272B2 (en) | Laser welding apparatus and laser welding method | |
| WO2020050379A1 (ja) | 溶接方法および溶接装置 | |
| KR20210021481A (ko) | 용접 방법 및 용접 장치 | |
| EP3848145A1 (en) | Welding method and welding device | |
| JP2018520880A (ja) | レーザ溶接のためのシステム及び方法 | |
| US20160147075A1 (en) | Device and Method for Laser Material Processing | |
| CN106808087A (zh) | 一种减小激光熔覆后工件形变量的方法 | |
| KR102198779B1 (ko) | 선형 세기 분포를 갖는 레이저 방사선의 생성 장치 | |
| CN102230983A (zh) | 用于激光加工的光学元件及激光加工设备 | |
| EP3188874B1 (en) | System for and method of welding with a laser beam point linear profile obliquely oriented relative to the travel direction | |
| CN202126514U (zh) | 用于激光加工的光学元件及激光加工设备 | |
| CN217982010U (zh) | 一种增材制造设备的光路系统 | |
| JP6468175B2 (ja) | 密閉型容器の製造方法 | |
| US20160313516A1 (en) | Apparatus for combining outputs of fiber-lasers | |
| CN219616917U (zh) | 激光光路整合装置、电子设备 | |
| CN203091969U (zh) | 激光烧结成型设备的激光光路引导系统 | |
| CN218341014U (zh) | 增材制造设备的光路系统 | |
| JP2016107293A (ja) | 溶接装置 | |
| CN210908520U (zh) | 一种形成环形光斑的激光光路组件 | |
| JP7246922B2 (ja) | 溶接装置 | |
| US20080169273A1 (en) | Laser cavity particularly for laser welding apparatus | |
| US20220219261A1 (en) | Groove processing device and groove processing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170714 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |