KR20170103145A - 이종재질의 접합방법 - Google Patents
이종재질의 접합방법 Download PDFInfo
- Publication number
- KR20170103145A KR20170103145A KR1020160025523A KR20160025523A KR20170103145A KR 20170103145 A KR20170103145 A KR 20170103145A KR 1020160025523 A KR1020160025523 A KR 1020160025523A KR 20160025523 A KR20160025523 A KR 20160025523A KR 20170103145 A KR20170103145 A KR 20170103145A
- Authority
- KR
- South Korea
- Prior art keywords
- panel
- joining
- mounting hole
- outer circumferential
- circumferential surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000000463 material Substances 0.000 title claims abstract description 37
- 238000000034 method Methods 0.000 title claims abstract description 19
- 230000008878 coupling Effects 0.000 claims abstract description 23
- 238000010168 coupling process Methods 0.000 claims abstract description 23
- 238000005859 coupling reaction Methods 0.000 claims abstract description 23
- 238000005304 joining Methods 0.000 claims abstract description 22
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 18
- 239000010959 steel Substances 0.000 claims abstract description 18
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 8
- 230000005489 elastic deformation Effects 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 238000003466 welding Methods 0.000 abstract description 9
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 238000006073 displacement reaction Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/08—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of welds or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- B23K2201/18—
-
- B23K2203/18—
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Connection Of Plates (AREA)
Abstract
전술한 바와 같은 구성을 갖는 본 발명은 용접을 통하여 이종재질의 접합이 가능하여 종래의 SPR 설비를 투자할 필요가 없으므로, 투자비를 절감할 수 있으며 제조공정을 단축시킬 수 있고, 결합부재의 탄성력을 조절하여 제1패널과 제2패널의 결합력을 요구 사양에 맞게 조절할 수 있다.
Description
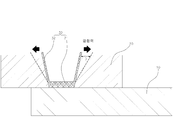
도 2 는 결합부재를 통해 제1패널과 제2패널이 접합된 단면 모습을 도시한 도면,
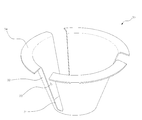
도 3 은 본 발명의 바람직한 실시예에 따른 결합부재의 모습이 도시된 도면.
20 : 제2패널
21 : 장착홀
30 : 결합부재
31 : 바닥부
32 : 외주면부
33 : 갭
34 : 플랜지
Claims (8)
- 서로 다른 재질로 제조된 제1패널과 제2패널을 접합시키되 상기 제1패널은 스틸재로 제조되는 이종재질의 접합방법에 있어서,
장착홀이 타공된 제2패널을 제1패널에 밀착시키는 단계;
컵 모양으로 형성되어 바닥부의 테두리에서 둘레를 따라 상측으로 돌출된 외주면부를 갖는 결합부재를 바닥부가 제1패널과 인접하게 장착홀에 삽입하는 단계;
상기 결합부재의 바닥부를 제1패널에 접합시키는 단계;를 포함하고,
상기 외부면부는 장착홀로 진입할 때 탄성변형하여 탄성력에 의해 제2패널을 고정시키는 것을 특징으로 하는 이종재질의 접합방법.
- 제 1 항에 있어서, 상기 외주면부는 하단의 직경이 상대적으로 작고 상단의 직경이 상대적으로 크게 형성된 모양을 갖도록 형성된 것을 특징으로 하는 이종재질의 접합방법.
- 제 2 항에 있어서, 상기 장착홀은 하단의 내경이 상대적으로 작고 상단의 내경이 상대적으로 크게 형성된 모양을 갖도록 형성되되, 상기 장착홀 상단의 최대 내경은 외주면부 상단의 최대 직경 보다 작게 형성된 것을 특징으로 하는 이종 재질의 접합방법.
- 제 3 항에 있어서, 상기 외주면부에는 탄성변형량이 증대되도록 상하 방향을 따라 갭이 형성된 것을 특징으로 하는 이종 재질의 접합방법.
- 제 4 항에 있어서, 상기 갭은 외주면부의 둘레를 따라 적어도 두 개 이상이 이격되어 배치된 것을 특징으로 하는 이종 재질의 접합방법.
- 제 5 항에 있어서, 상기 외주면부의 최상단에는 제2패널의 상면에 맞닿도록 플랜지가 절곡형성된 것을 특징으로 하는 이종 재질의 접합방법.
- 제 1 항 내지 제 6 항 중 어느 한 항에 있어서, 상기 결합부재는 스틸재로 제조되며, 상기 결합부재의 바닥면은 제1패널과 용접으로 접합되는 것을 특징으로 하는 이종 재질의 접합방법.
- 제 7 항에 있어서, 상기 제2패널은 탄소섬유강화플라스틱 재질로 제조된 것을 특징으로 하는 이종 재질의 접합방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160025523A KR20170103145A (ko) | 2016-03-03 | 2016-03-03 | 이종재질의 접합방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160025523A KR20170103145A (ko) | 2016-03-03 | 2016-03-03 | 이종재질의 접합방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170103145A true KR20170103145A (ko) | 2017-09-13 |
Family
ID=59968041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160025523A Ceased KR20170103145A (ko) | 2016-03-03 | 2016-03-03 | 이종재질의 접합방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170103145A (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102304526B1 (ko) * | 2020-03-26 | 2021-09-28 | 주식회사 새한산업 | 이종소재 조립장치 |
| KR20220085900A (ko) | 2020-12-15 | 2022-06-23 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 제조용 금형장치, 이를 이용하여 제조된 이종재질의 중공 구조 성형품 및 이의 제조방법 |
| KR20230077133A (ko) | 2021-11-25 | 2023-06-01 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 및 이를 제조하기 위한 금형 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20000052767A (ko) * | 1996-10-25 | 2000-08-25 | 루데셔 한스 | 금속 또는 플라스틱 부분 또는 플레이트를 베이스상에 고정하기 위한 스크루 |
-
2016
- 2016-03-03 KR KR1020160025523A patent/KR20170103145A/ko not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20000052767A (ko) * | 1996-10-25 | 2000-08-25 | 루데셔 한스 | 금속 또는 플라스틱 부분 또는 플레이트를 베이스상에 고정하기 위한 스크루 |
Non-Patent Citations (1)
| Title |
|---|
| 일본 특허공보 특공평07-113369호(1995.12.06.) 1부. * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102304526B1 (ko) * | 2020-03-26 | 2021-09-28 | 주식회사 새한산업 | 이종소재 조립장치 |
| KR102304525B1 (ko) * | 2020-03-26 | 2021-09-28 | 주식회사 새한산업 | 이종소재 조립방법 |
| KR20220085900A (ko) | 2020-12-15 | 2022-06-23 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 제조용 금형장치, 이를 이용하여 제조된 이종재질의 중공 구조 성형품 및 이의 제조방법 |
| KR20230077133A (ko) | 2021-11-25 | 2023-06-01 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 및 이를 제조하기 위한 금형 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10118254B2 (en) | Manufacturing method for a side body structure of a vehicle and a side body structure of a vehicle | |
| EP3121457B1 (en) | An assembly of dissimilar material members with an improved joining structure and producing method of dissimilar material joined body | |
| JP2022049020A (ja) | レーザ溶接方法 | |
| US9581186B2 (en) | Rivet stud bolt and panel joint structure of the same | |
| KR20170103145A (ko) | 이종재질의 접합방법 | |
| KR20190068128A (ko) | 마운팅 유닛 | |
| US20180304544A1 (en) | Vehicular interior member | |
| US10738812B2 (en) | Component connection | |
| JP2015188914A (ja) | 部材接合構造 | |
| KR101594945B1 (ko) | 리벳 너트 유닛 및 그 장착방법 | |
| JP6260611B2 (ja) | 車両用ドア構造および車両用ドアの製造方法 | |
| JP2010019660A (ja) | せん断疲労試験用試験片 | |
| KR102133985B1 (ko) | 이종소재 접합 구조체 | |
| KR20170073130A (ko) | 서브 프레임용 마운팅 볼트 | |
| JP7188247B2 (ja) | 鞍乗型車両のフットレスト取付構造 | |
| US10556528B2 (en) | Cushion frame | |
| KR101886094B1 (ko) | 차량의 시트 장착 보강멤버 | |
| KR101622959B1 (ko) | 셀프 피어싱 리벳 | |
| JP2019126951A (ja) | 部品の接合構造 | |
| KR20180076239A (ko) | 리벳 및 이를 이용한 판재의 접합방법 | |
| KR102120653B1 (ko) | 이종판재 접합용 하드웨어, 및 이를 이용한 이종판재 접합방법 | |
| WO2019098292A1 (ja) | 接合体および自動車用シートフレーム | |
| JP6885316B2 (ja) | フロアパネルへの搭載部品の保持構造 | |
| KR20180009892A (ko) | 리벳 너트 유닛 | |
| KR20160036337A (ko) | 리벳 너트 유닛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160303 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20171120 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180524 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20171120 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |