KR20170104818A - 벨로우즈 용접이 가능한 레이저 용접 장치 - Google Patents
벨로우즈 용접이 가능한 레이저 용접 장치 Download PDFInfo
- Publication number
- KR20170104818A KR20170104818A KR1020160027703A KR20160027703A KR20170104818A KR 20170104818 A KR20170104818 A KR 20170104818A KR 1020160027703 A KR1020160027703 A KR 1020160027703A KR 20160027703 A KR20160027703 A KR 20160027703A KR 20170104818 A KR20170104818 A KR 20170104818A
- Authority
- KR
- South Korea
- Prior art keywords
- laser
- laser beam
- optical fibers
- optical fiber
- transmission optical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0608—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams in the same heat affected zone [HAZ]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/28—Seam welding of curved planar seams
- B23K26/282—Seam welding of curved planar seams of tube sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
- B23K26/0738—Shaping the laser spot into a linear shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0823—Devices involving rotation of the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/704—Beam dispersers, e.g. beam wells
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0005—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being of the fibre type
- G02B6/0006—Coupling light into the fibre
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/0001—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems
- G02B6/0011—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form
- G02B6/0066—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings specially adapted for lighting devices or systems the light guides being planar or of plate-like form characterised by the light source being coupled to the light guide
- G02B6/0073—Light emitting diode [LED]
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/26—Optical coupling means
- G02B6/32—Optical coupling means having lens focusing means positioned between opposed fibre ends
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/3616—Holders, macro size fixtures for mechanically holding or positioning fibres, e.g. on an optical bench
- G02B6/3624—Fibre head, e.g. fibre probe termination
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/36—Mechanical coupling means
- G02B6/3628—Mechanical coupling means for mounting fibres to supporting carriers
- G02B6/3664—2D cross sectional arrangements of the fibres
- G02B6/3672—2D cross sectional arrangements of the fibres with fibres arranged in a regular matrix array
-
- H01S5/02284—
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/42—Coupling light guides with opto-electronic elements
- G02B6/4296—Coupling light guides with opto-electronic elements coupling with sources of high radiant energy, e.g. high power lasers, high temperature light sources
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- General Physics & Mathematics (AREA)
- Laser Beam Processing (AREA)
- Microelectronics & Electronic Packaging (AREA)
Abstract
Description
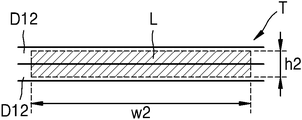
도 2는 도 1a의 다이어프램의 일 예를 나타낸 도면이다.
도 3은 실시예에 따른 레이저 용접 장치를 나타낸 도면이며,
도 4a 및 도4b는 도 3의 광 커넥터 내의 광섬유 블록의 일 예를 나타낸 도면이다.
도 5는 다른 실시예에 따른 수용 공간을 나타낸 도면이다.
도 6은 가공 대상물에 레이저 빔이 조사된 상태를 개념적으로 나타낸 도면이다.
도 7a 및 도 7b는 실시예에 따른 레이저 용접 장치에서 조사되는 레이저 빔의 빔 프로파일을 나타낸 것으로써, 도 7a는 포커싱 렌즈(332)의 초점 거리에서의 레이저(L)의 빔 프로파일을 나타내고, 도 7b는 포커싱 렌즈(332)의 초점 거리에서 벗어난 지점의 레이저(L)의 빔 프로파일을 나타낸다.
도 8은 레이저 헤드에서 가공 대상물에 조사된 레이저 빔이 반사되어 레이저 헤드 내부로 입사되는 과정을 개념적으로 나타낸다.
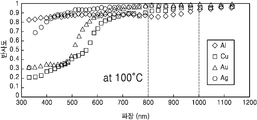
도 9a 및 도 9b는 알루미늄(Al), 구리(Cu), 은(Ag), 금(Au)이 레이저 빔의 파장에 따른 반사도를 나타낸 것으로써, 도 9a는 상온(25℃)에서의 반사도를 측정한 것이며, 도 9b는 100℃에서의 반사도를 측정한 것이다.
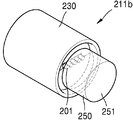
도 10은 다른 실시예에 따른 레이저 헤드를 나타낸 사시도이다.
20 : 전송용 광섬유 21 : 커넥터
211 : 광섬유 블록 212 : 커넥터 기구부
220 : 내부 블록 221 : 상부 블록
221g: 수용 홈 222 : 하부 블록
230 : 외부 블록 250 : 석영 블록
251 : 석영 블록 단면 30 : 레이저 헤드
33 : 광학계 331 : 평행화 렌즈
332 : 포커싱 렌즈 40 : 작업 테이블
50 : 비전 카메라 60 : 디스플레이부
70 : 산화 방지 노즐 T : 가공 대상물
D : 다이어프램 D11 : 내측 테두리
D12 : 외측 테두리 S : 수용 공간
Claims (20)
- 복수의 레이저 다이오드;
상기 복수의 레이저 다이오드에 연결되며, 상기 복수의 레이저 다이오드에서 발생된 레이저 빔을 전송하는 복수의 전송용 광섬유;
레이저 빔을 가공 대상물에 조사하는 레이저 헤드; 및
상기 복수의 전송용 광섬유을 상기 레이저 헤드에 연결하며, 상기 복수의 전송용 광섬유에 의해 전송된 레이저 빔을 상기 레이저 헤드에 보내는 광 커넥터;를 포함하며,
상기 광 커넥터는 상기 복수의 전송용 광섬유 각각의 일 단부가 제 1방향을 따라 배치되도록, 상기 복수의 전송용 광섬유를 수용하는 수용 공간을 가지는 광섬유 블록;을 포함하며
상기 레이저 헤드는 상기 광 커넥터에서 전송되는 레이저 빔을 가공 대상물에 조사하는 광학계를 포함하는, 레이저 용접 장치. - 제1항에 있어서,
상기 수용 공간의 형상은, 상기 제1 방향으로의 폭이 상기 제1 방향과 수직인 제2 방향으로의 높이보다 큰, 레이저 용접 장치. - 제1항에 있어서,
상기 복수의 전송용 광섬유의 상기 일 단부의 표면은 무반사 코팅된, 레이저 용접 장치. - 제3항에 있어서,
상기 복수의 전송용 광섬유의 상기 일 단부의 표면의 반사율은 1% 이하인, 레이저 용접 장치. - 제1항에 있어서,
상기 가공 대상물에 조사된 레이저 빔은 포커싱 렌즈의 초점 거리에서 각각의 레이저 빔의 초점이 맺히는, 레이저 용접 장치. - 제1항에 있어서,
상기 가공 대상물에 조사된 레이저 빔은 포커싱 렌즈의 초점 거리를 벗어난 지점에서 라인 빔 형상을 가지는, 레이저 용접 장치. - 제1항에 있어서,
상기 가공 대상물에 조사된 레이저 빔의 파장은, 상기 레이저 다이오드에서 발생된 레이저 빔의 파장과 동일한, 레이저 용접 장치. - 제1항에 있어서,
상기 복수의 레이저 다이오드에서 발생된 각각의 레이저 빔의 파장이 동일하거나 다른, 레이저 용접 장치. - 제1항에 있어서,
상기 레이저 다이오드의 출력은 1 W ~ 10kW 인, 레이저 용접 장치. - 제1항에 있어서,
상기 복수의 레이저 다이오드에서 발생된 각각의 레이저 빔의 파워가 동일하거나 다른, 레이저 용접 장치. - 제8항에 있어서,
상기 가공 대상물에 조사된 레이저 빔의 파장은 800 nm ~ 1000 nm인, 레이저 용접 장치. - 제1항에 있어서,
상기 수용 공간에 수용된 상기 복수의 전송용 광섬유는, 적어도 하나의 행과 복수의 열을 가지도록 배열된, 레이저 용접 장치. - 제1항에 있어서,
상기 광섬유 블록의 상기 레이저 헤드에 대향하는 표면은 레이저 빔에 대한 반사도가 80 % 이상인 물질로 구성한, 레이저 용접 장치. - 제1항에 있어서,
상기 광섬유 블록은 열 전도도가 200 W/mK ~ 430 W/mK 인, 레이저 용접 장치. - 제13항 또는 제14항에 있어서,
상기 광섬유 블록의 재질은, 알루미늄(Al), 구리(Cu), 은(Ag), 금(Au) 중 적어도 하나를 포함하는, 레이저 용접 장치. - 제1항에 있어서,
상기 광 커넥터는,
상기 복수의 전송용 광섬유의 상기 일 단부에 융착 접합된 석영 블록을 더 포함하는, 레이저 용접 장치. - 제16항에 있어서,
상기 석영 블록의 상기 레이저 헤드에 대향하는 표면은 무반사 코팅된, 레이저 용접 장치. - 복수의 레이저 다이오드;
상기 복수의 레이저 다이오드에 연결되며, 상기 복수의 레이저 다이오드에서 발생된 레이저 빔을 전송하는 복수의 전송용 광섬유;
레이저 빔을 가공 대상물에 조사하는 레이저 헤드; 및
상기 복수의 전송용 광섬유에 연결되며, 상기 복수의 전송용 광섬유에 의해 전송된 레이저 빔을 레이저 헤드로 보내는 광 커넥터;를 포함하며,
상기 광 커넥터는, 상기 복수의 전송용 광섬유를 수용하는 수용 공간을 가지는 광섬유 블록을 포함하며,
상기 레이저 헤드는 상기 복수의 광섬유 블록의 전방에 배치되며, 상기 복수의 전송용 광섬유에 의해 전송된 레이저 빔을 상기 가공 대상물로 조사하는 광학계를 포함하며,
상기 광섬유 블록의 상기 레이저 헤드에 대향하는 표면은, 레이저 빔에 대한 반사도가 80% 이상인, 레이저 용접 장치. - 제18항에 있어서,
상기 광섬유 블록은 열 전도도가 200 W/mK ~ 430 W/mK 인, 레이저 용접 장치. - 제18항 또는 제19항에 있어서,
상기 광섬유 블록의 재질은, 알루미늄(Al), 구리(Cu), 은(Ag), 금(Au) 중 적어도 하나를 포함하는, 레이저 용접 장치.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160027703A KR20170104818A (ko) | 2016-03-08 | 2016-03-08 | 벨로우즈 용접이 가능한 레이저 용접 장치 |
| US15/357,284 US20170259372A1 (en) | 2016-03-08 | 2016-11-21 | Laser welding apparatus capable of performing bellows welding |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160027703A KR20170104818A (ko) | 2016-03-08 | 2016-03-08 | 벨로우즈 용접이 가능한 레이저 용접 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170104818A true KR20170104818A (ko) | 2017-09-18 |
Family
ID=59786278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160027703A Ceased KR20170104818A (ko) | 2016-03-08 | 2016-03-08 | 벨로우즈 용접이 가능한 레이저 용접 장치 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20170259372A1 (ko) |
| KR (1) | KR20170104818A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200103027A (ko) * | 2017-12-29 | 2020-09-01 | 코렐라스 오와이 | 레이저 프로세싱 장치 및 방법 |
| WO2024158075A1 (ko) * | 2023-01-26 | 2024-08-02 | 케이투레이저시스템(주) | 라인빔 레이저 가공 장치 및 이의 가공 방법, 로터 또는 스테이터 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7620793B2 (ja) * | 2020-04-27 | 2025-01-24 | パナソニックIpマネジメント株式会社 | レーザ加工ヘッド及びレーザ加工装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6799897B2 (en) * | 2000-11-16 | 2004-10-05 | Shipley Company, L.L.C. | Optical connector system |
| JP3898486B2 (ja) * | 2001-10-22 | 2007-03-28 | 三菱電線工業株式会社 | レーザ用光コネクタ及びレーザガイド |
| US7163327B2 (en) * | 2002-12-02 | 2007-01-16 | 3M Innovative Properties Company | Illumination system using a plurality of light sources |
| US7538295B2 (en) * | 2005-04-21 | 2009-05-26 | Hewlett-Packard Development Company, L.P. | Laser welding system |
| JP5499403B2 (ja) * | 2010-04-20 | 2014-05-21 | 株式会社村谷機械製作所 | レーザ加工装置及びレーザ加工方法 |
| JP5931141B2 (ja) * | 2014-08-26 | 2016-06-08 | ファナック株式会社 | ファイバコアを切り替え可能なレーザ加工装置 |
| US10305252B2 (en) * | 2014-10-15 | 2019-05-28 | Lumentum Operations Llc | Laser system and method of tuning the output power of the laser system |
-
2016
- 2016-03-08 KR KR1020160027703A patent/KR20170104818A/ko not_active Ceased
- 2016-11-21 US US15/357,284 patent/US20170259372A1/en not_active Abandoned
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200103027A (ko) * | 2017-12-29 | 2020-09-01 | 코렐라스 오와이 | 레이저 프로세싱 장치 및 방법 |
| US11850679B2 (en) | 2017-12-29 | 2023-12-26 | Corelase Oy | Laser processing apparatus and method |
| US12447553B2 (en) | 2017-12-29 | 2025-10-21 | Corelase Oy | Laser processing apparatus and method |
| WO2024158075A1 (ko) * | 2023-01-26 | 2024-08-02 | 케이투레이저시스템(주) | 라인빔 레이저 가공 장치 및 이의 가공 방법, 로터 또는 스테이터 |
| KR20240117839A (ko) * | 2023-01-26 | 2024-08-02 | 케이투레이저시스템 (주) | 라인빔 레이저 가공 장치 및 이의 가공 방법, 로터 또는 스테이터 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170259372A1 (en) | 2017-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100413648B1 (ko) | 레이저빔에 의해 두 개이상의 공작물들을 선택적으로 가열하기 위한 방법 및 장치와 공작물들을 결합시키기 위한 방법. | |
| JP5580129B2 (ja) | 固体レーザ加工装置 | |
| JP3292294B2 (ja) | レーザを用いたマーキング方法及びマーキング装置 | |
| KR20110098672A (ko) | 재료들을 재료 결합식으로 연결하는 방법 및 장치 | |
| JP5364039B2 (ja) | 樹脂成形品の製造方法 | |
| JP3514129B2 (ja) | レーザ加工装置 | |
| JP2019519377A (ja) | 作業面でのレーザビームの横方向パワー分布の制御を伴う金属材料のレーザ加工方法、ならびに前記方法の実施のための機械およびコンピュータプログラム | |
| US10264660B2 (en) | Beam trap, beam guide device, EUV radiation generating apparatus, and method for absorbing a beam | |
| JP5642493B2 (ja) | レーザ切断装置及びレーザ切断方法 | |
| JP7680631B2 (ja) | 溶接される材料が異なる溶接ゾーンを迅速に入れ替えてワークピースをレーザ溶接する方法 | |
| WO2012073931A1 (ja) | レーザ加工装置 | |
| CN214768946U (zh) | 一种三光束丝粉混合激光熔覆系统 | |
| KR102716211B1 (ko) | 레이저 가공 헤드와 함께 사용하기 위한 가스 차폐 디바이스 | |
| KR20170104818A (ko) | 벨로우즈 용접이 가능한 레이저 용접 장치 | |
| JP2019098374A (ja) | レーザ積層造形装置及びレーザ積層方法 | |
| JP6660528B2 (ja) | レーザ加工システム及びレーザ加工方法 | |
| KR102675028B1 (ko) | 접근하기 어려운 공작물의 레이저 가공장치 | |
| KR20120114651A (ko) | 레이저 초점의 위치조정 및 용접불량 식별이 가능한 레이저 용접기 | |
| CN204975701U (zh) | 激光共晶焊接装置 | |
| CN115846871B (zh) | 一种用于铝合金手机中框组件焊接的系统及方法 | |
| KR102299611B1 (ko) | 다중 레이저빔을 이용한 원통형 플라스틱 배관 경방향 접근 방식 동시조사 레이저 용접장치 | |
| JP7246922B2 (ja) | 溶接装置 | |
| JP6981818B2 (ja) | レーザ光合成装置 | |
| CN222696259U (zh) | 焊接装置 | |
| CN120680168B (zh) | 一种tgv玻璃基板的加工设备及加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160308 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170714 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20171013 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170714 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20171013 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20170914 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20180126 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20171214 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20171013 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20170914 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20170714 |
|
| X601 | Decision of rejection after re-examination |