KR20170110160A - 체결 방법 및 장치 - Google Patents
체결 방법 및 장치 Download PDFInfo
- Publication number
- KR20170110160A KR20170110160A KR1020177026297A KR20177026297A KR20170110160A KR 20170110160 A KR20170110160 A KR 20170110160A KR 1020177026297 A KR1020177026297 A KR 1020177026297A KR 20177026297 A KR20177026297 A KR 20177026297A KR 20170110160 A KR20170110160 A KR 20170110160A
- Authority
- KR
- South Korea
- Prior art keywords
- upset
- die
- rod
- volume
- upset die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/025—Setting self-piercing rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/28—Control devices specially adapted to riveting machines not restricted to one of the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/36—Rivet sets, i.e. tools for forming heads; Mandrels for expanding parts of hollow rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/02—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49938—Radially expanding part in cavity, aperture, or hollow body
- Y10T29/49943—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49954—Fastener deformed after application
- Y10T29/49956—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5147—Plural diverse manufacturing apparatus including means for metal shaping or assembling including composite tool
- Y10T29/5148—Plural diverse manufacturing apparatus including means for metal shaping or assembling including composite tool including severing means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5343—Means to drive self-piercing work part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53539—Means to assemble or disassemble including work conveyor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/5377—Riveter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/5377—Riveter
- Y10T29/53774—Single header
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Insertion Pins And Rivets (AREA)
- Wire Processing (AREA)
Abstract
Description
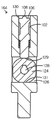
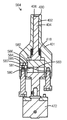
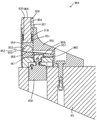
도 2는 본 발명의 일 실시예에 따른 제1 구성의 업셋 다이 조립체의 두 개의 단면도.
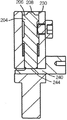
도 3은 제2 구성의 도 2의 업셋 다이 조립체의 단면도.
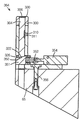
도 4는 제3 구성의 도 2의 업셋 다이 조립체의 단면도.
도 5는 본 발명의 대체 실시예에 따른 제1 구성의 업셋 다이 조립체의 단면도.
도 6은 제2 구성의 도 5의 업셋 다이 조립체의 단면도.
도 7은 본 발명의 제3 실시예에 따른 업셋 다이 조립체의 단면도.
도 8은 본 발명의 제4 실시예에 따른 제1 구성의 업셋 다이 조립체의 단면도.
도 9는 제2 구성의 도 8의 업셋 다이 조립체의 단면도.
도 10은 본 발명의 제5 실시예에 따른 제1 구성의 업셋 다이 조립체의 단면도.
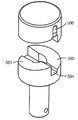
도 11은 도 10의 업셋 다이 조립체의 일부의 분해도.
도 12는 제2 구성의 도 10의 업셋 다이의 단면도.
도 13은 본 발명의 대체 실시예에 따른 제1 구성의 업셋 다이 조립체의 단면도 및 사시도.
도 14는 제2 구성의 도 13의 업셋 다이 조립체의 단면도.
도 15는 본 발명의 대체 실시예에 따른 제1 구성의 업셋 다이 조립체의 단면도.
도 16은 제2 구성의 도 15의 업셋 다이 조립체의 단면도.
도 17은 본 발명의 대체 실시예에 따른 업셋 다이 조립체의 단면도.
도 18은 본 발명의 대체 실시예에 따른 업셋 다이 조립체의 단면도.
도 19는 본 발명의 대체 실시예에 따른 업셋 다이 조립체의 단면도 및 사시도.
63: C-프레임 64: 업셋 다이 조립체
65: 하측 조 66: 전기 드라이브
67: 원통형 하우징 68: 노즈 조립체
69: 전달 튜브
Claims (36)
- 체결 방법으로서,
제어 장치를 사용하여 업셋 다이(upsetting die)의 제1 업셋 볼륨을 선택하는 단계;
펀치를 사용하여 제1 파스너를 워크피스 내로 가압하고 상기 업셋 다이를 사용하여 상기 제1 파스너를 업셋하는 단계;
이어서, 상기 제어 장치를 사용하여 상기 업셋 다이의 제2 업셋 볼륨을 선택하는 단계; 및
상기 펀치를 사용하여 제2 파스너를 워크피스 내로 가압하고 상기 업셋 다이를 사용하여 상기 제2 파스너를 업셋하는 단계를 포함하고,
상기 제1 파스너와 상기 제2 파스너는,
서로 다른 치수 및 경도 중 적어도 하나를 갖는, 체결 방법. - 제1항에 있어서,
상기 제어 장치를 사용한 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨의 선택은 자동화되는, 체결 방법. - 제2항에 있어서,
상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨의 선택은 이전에 저장된 정보 및 피드백 중 적어도 하나에 기초하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이의 제1 업셋 볼륨을 다시 선택하는 단계; 및
상기 펀치를 사용하여 후속 파스너를 워크피스 내로 가압하고 상기 업셋 다이를 사용하여 상기 후속 파스너를 업셋하는 단계를 더 포함하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨은 파스너들의 업셋 동안 고정되는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 선택하는 단계는 상기 업셋 다이의 깊이를 선택하는 단계를 포함하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이는 보어(bore) 내에 위치하는 로드(rod)의 표면에 의해 적어도 부분적으로 형성되고, 상기 로드는 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 변경하도록 상기 보어 내에서 이동하는, 체결 방법. - 제7항에 있어서,
상기 보어 내에서의 로드의 위치는 조절가능 종단 정지부(adjustable end stop)에 의해 결정되는, 체결 방법. - 제8항에 있어서,
상기 조절가능 종단 정지부는, 상기 보어 내에서의 로드의 위치를 결정하는 복수의 구성 간에 이동가능한 캠을 포함하는, 체결 방법. - 제9항에 있어서,
상기 캠은 회전 축 주위로 회전하도록 구성된 판인, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이는 하우징 내의 보어 내에 위치하는 로드의 표면에 의해 적어도 부분적으로 형성되고, 상기 하우징은 상기 업셋 다이의 업셋 깊이를 변경하도록 상기 로드에 대하여 이동하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이는 하우징 내의 보어 내에 위치하는 로드의 표면에 의해 적어도 부분적으로 형성되고, 상기 로드와 상기 하우징 간에 위치하는 슬리브에 의해 적어도 부분적으로 형성되고, 상기 슬리브는 상기 업셋 다이의 업셋 직경을 변경하도록 상기 로드와 상기 하우징에 대하여 이동하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 제1 파스너와 상기 제2 파스너는 동일한 치수를 갖고, 상기 제2 파스너가 내부로 가압되는 워크피스는, 상기 제1 파스너가 내부로 가압되는 워크피스를 포함하는 재료들의 조합과는 다른 재료들의 조합을 포함하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이의 제2 업셋 볼륨의 선택은, 상기 펀치와 상기 업셋 다이가 제1 체결 위치와 제2 체결 위치 간에 이동하는 동안 또는 상기 워크피스가 제1 체결 위치와 제2 체결 위치 간에 이동하는 동안 수행되는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨은 액추에이터를 사용하여 선택되는, 체결 방법. - 제3항에 있어서,
상기 피드백은, 상기 펀치의 이동, 상기 펀치에 의해 발생하는 힘, 및 상기 업셋 다이에 의해 발생하는 힘 중 하나 이상을 포함하는, 체결 방법. - 제3항 또는 제16항에 있어서,
상기 제어 장치는, 상기 피드백에 기초하여 개선된 체결을 제공할 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 결정 및 선택하는, 체결 방법. - 제1항 내지 제3항 및 제17항 중 어느 한 항에 있어서,
상기 제1 업셋 볼륨이나 상기 제2 업셋 볼륨과는 다른 볼륨을 선택하고 이에 따라 워크피스 재료와 상기 업셋 다이를 분리하거나 상기 워크피스 재료와 상기 업셋 다이의 분리를 지원하는 단계를 더 포함하는, 체결 방법. - 제1항 내지 제3항 중 어느 한 항에 따라 하나 이상의 워크피스를 체결하는 단계를 포함하는 부조립체(sub-assembly) 또는 물품을 제조하는 방법.
- 체결 장치로서,
펀치와 업셋 다이를 포함하고,
상기 업셋 다이의 업셋 볼륨은 조절가능하며,
상기 체결 장치는, 상기 업셋 다이의 업셋 볼륨을 조절하도록 구성된, 액추에이터와 제어 장치를 더 포함하고,
상기 제어 장치는,
업셋 다이의 제1 업셋 볼륨을 선택하여 워크피스 내에 삽입된 제1 파스너를 업셋한 후 업셋 다이의 제2 업셋 볼륨을 선택하여 워크피스 내에 삽입된 제2 파스너를 업셋하고,
상기 제1 파스너와 상기 제2 파스너는,
서로 다른 치수 및 경도 중 적어도 하나를 갖는,체결 장치. - 제20항에 있어서,
상기 제어 장치는 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 자동화 방식으로 선택하도록 구성된, 체결 장치. - 제20항에 있어서,
상기 제어 장치는 이전에 저장된 정보 및 피드백 중 적어도 하나에 기초하여 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 선택하도록 구성된, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 액추에이터와 제어 장치는 파스너들의 업셋 동안 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 고정하도록 구성된, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 업셋 다이는 보어 내에 위치하는 로드의 표면에 의해 적어도 부분적으로 형성되고, 상기 로드는 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 변경하도록 상기 보어 내에서 이동가능한, 체결 장치. - 제24항에 있어서,
파스너의 업셋 동안 상기 보어 내에서의 상기 로드의 위치를 결정하도록 구성된 조절가능 종단 정지부를 더 포함하는, 체결 장치. - 제25항에 있어서,
상기 조절가능 종단 정지부는 상기 보어 내에서의 상기 로드의 위치를 결정하는 복수의 구성 간에 이동가능한 캠을 포함하는, 체결 장치. - 제26항에 있어서,
상기 캠은 회전 축 주위로 회전하도록 구성된 판인, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 업셋 다이는 하우징 내의 보어 내에 위치하는 로드의 표면에 의해 적어도 부분적으로 형성되고, 상기 하우징은 상기 업셋 다이의 업셋 깊이를 변경하도록 상기 로드에 대하여 이동가능한, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 업셋 다이는 하우징 내의 보어 내에 위치하는 로드의 표면에 의해 적어도 부분적으로 형성되고, 상기 로드와 상기 하우징 간에 위치하는 슬리브에 의해 적어도 부분적으로 형성되고, 상기 슬리브는 상기 업셋 다이의 업셋 직경을 변경하도록 상기 로드와 상기 하우징에 대하여 이동가능한, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
체결 동안 측정되는 피드백을 상기 제어 장치에 제공하도록 구성된 하나 이상의 센서를 더 포함하는, 체결 장치. - 제30항에 있어서,
상기 제어 장치는 상기 피드백에 기초하여 개선된 체결을 제공할 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 결정 및 선택하도록 구성된, 체결 장치. - 제30항에 있어서,
상기 하나 이상의 센서는 상기 펀치의 이동, 상기 펀치에 의해 발생하는 힘, 및 상기 업셋 다이에 의해 발생하는 힘 중 하나 이상을 측정하도록 구성된, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 제어 장치는, 상기 체결 장치가 제1 체결 위치와 제2 체결 위치 간에 이동하고 있는 동안 또는 상기 워크피스가 제1 체결 위치와 제2 체결 위치 간에 이동하고 있는 동안 상기 업셋 다이의 상기 제1 또는 제2 업셋 볼륨을 변경하도록 구성된, 체결 장치. - 제20항 내지 제22항 중 어느 한 항에 있어서,
상기 제어 장치는 파스너가 업셋된 후 상기 상기 제1 또는 제2 업셋 볼륨과는 다른 볼륨을 선택하고 이에 따라 워크피스 재료와 상기 업셋 다이를 분리하거나 상기 워크피스 재료와 상기 업셋 다이의 분리를 지원하도록 구성된, 체결 장치. - 제20항 내지 제22항 중 어느 한 항의 상기 체결 장치를 포함하고,
리벳 공급 시스템과 제어 시스템을 더 포함하는, 체결 시스템. - 제20항 내지 제22항 중 어느 한 항의 상기 체결 장치를 사용하는 워크피스와 함께 파스너로 구성되는 차량을 제조하는 방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB1018995.9A GB201018995D0 (en) | 2010-11-10 | 2010-11-10 | Fastening method and apparatus |
| GB1018995.9 | 2010-11-10 | ||
| GBGB1019410.8A GB201019410D0 (en) | 2010-11-16 | 2010-11-16 | Riveting method and apparatus |
| GB1019410.8 | 2010-11-16 | ||
| PCT/GB2011/001586 WO2012063023A2 (en) | 2010-11-10 | 2011-11-10 | Fastening method and apparatus |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137014830A Division KR101832540B1 (ko) | 2010-11-10 | 2011-11-10 | 체결 방법 및 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170110160A true KR20170110160A (ko) | 2017-10-10 |
| KR101869668B1 KR101869668B1 (ko) | 2018-07-23 |
Family
ID=45044615
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177026297A Active KR101869668B1 (ko) | 2010-11-10 | 2011-11-10 | 체결 방법 및 장치 |
| KR1020137014830A Active KR101832540B1 (ko) | 2010-11-10 | 2011-11-10 | 체결 방법 및 장치 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137014830A Active KR101832540B1 (ko) | 2010-11-10 | 2011-11-10 | 체결 방법 및 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US9387557B2 (ko) |
| EP (3) | EP2823910B1 (ko) |
| JP (2) | JP5551835B2 (ko) |
| KR (2) | KR101869668B1 (ko) |
| CN (2) | CN105772619B (ko) |
| ES (1) | ES2663305T3 (ko) |
| WO (2) | WO2012063023A2 (ko) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005041534A1 (de) * | 2005-08-31 | 2007-03-01 | Newfrey Llc, Newark | Verfahren und Vorrichtung zum Zuführen von Verbindungselementen zu einem Verarbeitungsgerät |
| ES2663305T3 (es) * | 2010-11-10 | 2018-04-11 | Henrob Limited | Método de remachado |
| DE102012204130A1 (de) * | 2012-03-16 | 2013-09-19 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Vorrichtung zum Fügen von Fügepartnern durch einen Stanzniet |
| FR3008911B1 (fr) * | 2013-07-26 | 2016-05-06 | Plastic Omnium Cie | Procede de poinconnage et de rivetage combine |
| DE102014113438A1 (de) * | 2013-11-06 | 2015-05-07 | Profil Verbindungstechnik Gmbh & Co. Kg | Verfahren zum Verbinden von Blechteilen und Zusammenbauteil sowie Setzkopf und Matrize |
| DE102014116988A1 (de) * | 2013-11-28 | 2015-05-28 | Richard Bergner Verbindungstechnik Gmbh & Co. Kg | Verfahren zur Herstellung einer Montageeinheit |
| JP6687537B2 (ja) | 2014-01-16 | 2020-04-22 | アトラス コプコ アイエイエス ユーケー リミテッド | リベッティング方法 |
| DE102014007553B4 (de) * | 2014-05-22 | 2019-08-22 | Daimler Ag | Verfahren zum Verbinden von wenigstens zwei Bauteilen sowie Vorrichtung zum Durchführen eines solchen Verfahrens |
| KR101649889B1 (ko) * | 2014-12-12 | 2016-08-23 | 주식회사 성우하이텍 | 셀프 피어싱 장치용 프레임 |
| DE102015111227A1 (de) * | 2015-07-10 | 2017-01-12 | Heiko Schmidt | Bearbeitungszange |
| DE102015112934B4 (de) * | 2015-08-06 | 2023-08-31 | Volkswagen Aktiengesellschaft | Werkzeug zum Clinchen oder Halbhohlstanznieten |
| JP2017044599A (ja) * | 2015-08-27 | 2017-03-02 | ルネサスエレクトロニクス株式会社 | 制御システム |
| FR3041834B1 (fr) * | 2015-09-25 | 2018-03-16 | Pytheas Technology | Systeme utilisant un generateur piezoelectrique pour produire une energie electrique |
| PL3242760T3 (pl) * | 2015-12-14 | 2018-12-31 | Richard Bergner Verbindungstechnik Gmbh & Co.Kg | Urządzenie i sposób osadzania elementu łączącego na przedmiocie obrabianym |
| DE102017203943B4 (de) | 2016-03-14 | 2020-10-29 | Richard Bergner Verbindungstechnik Gmbh & Co. Kg | Setzeinheit und Verfahren zum Setzen eines Verbindungselements an einem Werkstück |
| DE102016215450B4 (de) * | 2016-08-18 | 2024-02-15 | Audi Ag | Fügezange |
| GB2569126A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Fastener magazines, and related supply systems and methods |
| GB2569122A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Fastener handling devices for fastener setting machines, and related methods |
| GB2569127A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Nose arrangements for fastener setting machines, and related methods |
| US10543525B2 (en) | 2018-02-28 | 2020-01-28 | Fca Us Llc | Method of verifying that self-piercing rivet gun is normal to workpieces |
| US10625333B2 (en) * | 2018-04-17 | 2020-04-21 | Honda Motor Co., Ltd. | Fastening apparatus for applying self piercing rivets |
| US11583919B2 (en) | 2018-08-03 | 2023-02-21 | Atlas Copco Ias Uk Limited | Rivet insertion method and apparatus |
| GB201812641D0 (en) | 2018-08-03 | 2018-09-19 | Henrob Ltd | Riveting method |
| PL3769859T3 (pl) * | 2019-07-24 | 2021-12-13 | Btm Company Llc | Urządzenie do łączenia blach zawierające zespół matrycowy i sposób jego montażu |
| JP2022002857A (ja) * | 2020-06-23 | 2022-01-11 | 三菱重工業株式会社 | 加締め装置および加締め方法 |
| BR112023020288A2 (pt) * | 2021-04-09 | 2023-11-14 | Howmet Aerospace Inc | Fixadores de múltiplas peças, aparelho de instalação de fixador de múltiplas peças e métodos de fixação |
| CN113681265A (zh) * | 2021-08-26 | 2021-11-23 | 江苏凯德电控科技有限公司 | 一种自动铆轴机及其使用方法 |
| DE112023004758T5 (de) * | 2022-11-15 | 2025-09-04 | Doben Limited | Selbstdurchstechende clinch-befestigungselement-einbaupresse |
| CN118699255B (zh) * | 2024-08-26 | 2024-11-15 | 徐州高鑫电子科技有限公司 | 一种电子元件铆装连接装置 |
| US12599955B1 (en) * | 2024-11-21 | 2026-04-14 | Atieva, Inc. | Devices and methods for forming rivet joints |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5977161A (ja) * | 1982-10-27 | 1984-05-02 | Toshiba Corp | カム駆動装置 |
| DE19905527A1 (de) * | 1999-02-10 | 2000-08-17 | Boellhoff Gmbh | Vorrichtung zum Fügen von Werkstücken aus duktilem Material |
| JP2003290866A (ja) * | 2002-03-29 | 2003-10-14 | Honda Motor Co Ltd | 自動穿孔リベット締結装置 |
| JP2003305531A (ja) * | 2002-02-14 | 2003-10-28 | Honda Motor Co Ltd | セルフピアシングリベット用かしめ機及びこのかしめ機で用いられる改良されたポンチ |
| JP2004001045A (ja) * | 2002-05-31 | 2004-01-08 | Nippon Pop Rivets & Fasteners Ltd | 自動穿孔リベット締結装置 |
| EP1477249A1 (en) * | 2001-12-27 | 2004-11-17 | Newfrey LLC | Automatic punching riveting device and die used for the device |
| JP2004358496A (ja) * | 2003-06-03 | 2004-12-24 | Lobtex Co Ltd | 穿孔リベットかしめ工具 |
Family Cites Families (74)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2244048A (en) | 1938-10-14 | 1941-06-03 | Ernst Heinkel | Rivet guiding means |
| US3072279A (en) * | 1959-09-09 | 1963-01-08 | Gerald S Ikelheimer | Riveting machine |
| US3250451A (en) | 1964-05-15 | 1966-05-10 | Fulop Charles | Fastener retaining and positioning muzzle for piston driven fastener inserting guns |
| US3432925A (en) * | 1966-10-14 | 1969-03-18 | Scott & Fetzer Co | Method of securing a rivet contact in an aperture of an electrical element |
| GB1295291A (ko) | 1969-01-09 | 1972-11-08 | ||
| US3948427A (en) | 1971-06-02 | 1976-04-06 | Alcan Research And Development Limited | Apparatus for driving a length of wire, rod or other elongated body through a workpiece for example for riveting |
| DE2225966C2 (de) * | 1972-05-27 | 1984-06-07 | Dunkes-Maschinenbau Kg, 7312 Kirchheim | Verfahern zur Herstellung von Nietverbindungen und Vorrichtung zur Durchführung des Verfahrens |
| US4099324A (en) | 1977-03-21 | 1978-07-11 | Motorola, Inc. | Mechanism for feeding and inserting pins into circuit board |
| DE2746120A1 (de) | 1977-10-13 | 1979-04-19 | Hilti Ag | Bolzensetzgeraet |
| US4459735A (en) | 1980-09-08 | 1984-07-17 | Btm Corporation | Joining sheet metal |
| US4757609A (en) | 1980-09-08 | 1988-07-19 | Btm Corporation | Apparatus for joining sheet material |
| IT8123946U1 (it) | 1981-12-31 | 1983-07-01 | Sistemi Tecnici Ind S R L | Impianto per il lavaggio manuale di autoveicoli con minimo consumo di acqua |
| IL71907A (en) | 1983-05-27 | 1986-11-30 | Nietek Pty Ltd | Feeders for headed fasteners and riveting machine including it |
| US4884431A (en) | 1985-12-17 | 1989-12-05 | Utica Enterprises, Inc. | Apparatus for body panel attachment |
| US4760633A (en) | 1985-12-17 | 1988-08-02 | Utica Enterprises, Inc. | Method for body panel attachment |
| KR950014306B1 (ko) | 1985-12-17 | 1995-11-24 | 유티카 엔터프라이지즈, 인코오포레이티드 | 차체 판넬(body panel) 성형 장치 및 그 방법 |
| US4819856A (en) | 1986-12-30 | 1989-04-11 | Gemcor Engineering Corp. | Method and apparatus for inserting fasteners |
| SE8800407D0 (sv) | 1988-02-05 | 1988-02-05 | Cerac Sa | A method for joining two or several overlaying sheet formed members together, metal or non-metal, and an apparatus for carrying out said method |
| JPH02133242U (ko) * | 1989-04-10 | 1990-11-06 | ||
| US5051020A (en) * | 1989-11-13 | 1991-09-24 | Tech-Line Engineering Co. | Leak proof joint |
| US5181315A (en) | 1990-02-28 | 1993-01-26 | Multifastener Corporation | Fastener installation apparatus |
| US5528815A (en) | 1990-04-03 | 1996-06-25 | Webb; Edward L. T. | Clinching tool for sheet metal joining |
| JPH0734941B2 (ja) * | 1990-10-15 | 1995-04-19 | ナショナル住宅産業株式会社 | かしめ装置 |
| IT1243844B (it) * | 1990-10-16 | 1994-06-28 | Nicola Capelli | Giunzione a tenuta stagna e procedimento di chiodatura di precisione. |
| JP2548958Y2 (ja) * | 1990-12-21 | 1997-09-24 | 富士重工業株式会社 | 自動打鋲機 |
| US5133206A (en) | 1991-04-19 | 1992-07-28 | Jackson Donald T | Method and apparatus for reforming a portion of a member to a predetermined reference position |
| JPH0513639U (ja) * | 1991-07-31 | 1993-02-23 | 池田物産株式会社 | リベツトのカシメ装置 |
| IT1251987B (it) | 1991-11-08 | 1995-05-27 | Sovereign S N C Di Sozzi Pietr | Apparecchiatura automatica per l'applicazione e il bloccaggio di rivetti |
| KR100261925B1 (ko) | 1991-11-20 | 2000-07-15 | 스튜어트에드먼드블래킷 | 조임공구 및 테이프 |
| US5884386A (en) * | 1991-11-27 | 1999-03-23 | Henrob Ltd. | Panel clinching methods and apparatus |
| CA2123886A1 (en) | 1991-11-27 | 1993-06-10 | Stuart Edmund Blacket | Improved panel clinching methods |
| DE69313711T3 (de) | 1992-04-21 | 2004-08-05 | Ariel Industries Plc | Zufuhrrohr für Befestigungselemente |
| GB9226517D0 (en) | 1992-12-19 | 1993-02-10 | Henrob Ltd | Improvements in or relating to sefl-piercing riveting |
| JP3529778B2 (ja) | 1993-01-07 | 2004-05-24 | ヘンロブ・リミテッド | 改良型の締結器具 |
| SE9301097D0 (sv) | 1993-03-31 | 1993-03-31 | Attexor Equipements Sa | A method for joining together two or several overlaying sheet formed members, an apparatus for carrying out said method and a joint resulting from said method |
| DE4333052C2 (de) | 1993-09-29 | 2002-01-24 | Audi Ag | Selbststanzende Befestigungsvorrichtung |
| US5487215A (en) | 1994-02-18 | 1996-01-30 | Multifastener Corporation | Self-adjusting head |
| AUPM507094A0 (en) | 1994-04-14 | 1994-05-05 | Henrob Ltd | Improved fastening machine |
| CN1058432C (zh) | 1994-05-21 | 2000-11-15 | 小原株式会社 | 便携式铆接枪 |
| DE4419065A1 (de) | 1994-05-31 | 1995-12-07 | Boellhoff Gmbh Verbindungs Und | Selbststanzende Befestigungsvorrichtung |
| GB9412561D0 (en) | 1994-06-22 | 1994-08-10 | Ariel Ind Plc | Improved means of fastening sheets by riveting |
| DE19524164C1 (de) | 1995-07-03 | 1996-09-12 | Daimler Benz Ag | Verfahren zur Positionierung fertiggeformter Blechpreßteile und eines robotergeführten Herstellungswerkzeuges und Herstellung von Schraubverbindungsstellen an Blechpreßteilen einer Fahrzeugkarosserie und eine Einrichtung zur Durchführung desselben |
| US5678970A (en) | 1996-05-02 | 1997-10-21 | Hahn Systems | Self-coining fastener |
| FR2750063B1 (fr) | 1996-06-25 | 1998-09-18 | Babu Jean Noel | Pinces pour l'assemblage de produits metallurgiques plats |
| US5855054A (en) | 1997-07-22 | 1999-01-05 | Leatherman Tool Group, Inc. | Method and apparatus for forming rivet joints |
| DE19747267C2 (de) | 1997-10-25 | 1999-08-05 | Eckold Ag | Verfahren zum Durchsetzfügen und Vorrichtung zu seiner Durchführung |
| DE29719744U1 (de) | 1997-11-06 | 1998-02-26 | Emhart Inc., Newark, Del. | Transportvorrichtung für längliche mit einem Kopf und einem Schaft ausgebildete Bauteile |
| DE19913695A1 (de) | 1998-03-25 | 2000-01-20 | Tox Pressotechnik Gmbh | Verfahren, Werkzeug und Stempel zum Verbinden von Bauteilen mit einer Platte |
| US6135933A (en) | 1998-09-04 | 2000-10-24 | Haeger, Inc. | Automatic tool changing machine |
| EP1115518B1 (de) | 1998-09-25 | 2003-03-19 | Technische Universität Dresden | Verfahren und vorrichtung zum verbinden von sich überlappenden plattenförmigen bauteilen |
| DE19847980A1 (de) | 1998-10-17 | 2000-04-20 | Talbot Gmbh & Co Kg | Werkzeug zum Setzen von Stanznieten |
| DE19927103A1 (de) | 1999-06-14 | 2000-12-21 | Univ Dresden Tech | Verfahren, Vorrichtung sowie Hilfsfügeteil zum mechanischen Fügen |
| DE19927101A1 (de) | 1999-06-14 | 2000-12-21 | Univ Dresden Tech | Verfahren und Vorrichtung zum Clinchen |
| DE19940038B4 (de) | 1999-08-24 | 2004-08-19 | Gudzulic, Miro, Dipl.-Ing. (FH) | Niveauregeleinrichtung |
| CA2405098A1 (en) | 2000-04-05 | 2001-10-18 | Tox Pressotechnik Gmbh | Method and tool for producing a press joint connection |
| JP2001304214A (ja) | 2000-04-24 | 2001-10-31 | Toyota Motor Corp | リベット打ち込み方法及びリベット打ち込み装置及びリベットによる結合構造 |
| DE10038393A1 (de) | 2000-08-07 | 2002-02-28 | Profil Verbindungstechnik Gmbh | Funktionszträgeranordnung, Werkzeug zur Anwendung mit der Funktionsträgeranordnung sowie Verfahren zum Einsetzen der Funktionsträgeranordnung in ein Bauteil |
| DE10056859A1 (de) * | 2000-11-16 | 2002-05-23 | Emhart Inc | Vorrichtung und Verfahren zur akustischen Qualitätsprüfung von kalten Umformfügeverbindungen |
| JP3951218B2 (ja) * | 2001-12-27 | 2007-08-01 | 本田技研工業株式会社 | セルフピアシングリベット用かしめ機及びこのかしめ機で用いられるポンチ |
| US7425111B2 (en) | 2002-10-16 | 2008-09-16 | Whitesell International Corporation | Torque resistant fastening element |
| DE10249109A1 (de) | 2002-10-21 | 2004-05-06 | Eckold Gmbh & Co Kg | Werkzeug zum mechanischen Bearbeiten von Werkstücken |
| DE10259369B3 (de) | 2002-12-18 | 2004-05-06 | Sfs Intec Holding Ag | Vorrichtung zum Setzen eines Stanzniets in Blech |
| JP4381021B2 (ja) * | 2003-04-09 | 2009-12-09 | ポップリベット・ファスナー株式会社 | 自己穿孔型リベットの締結装置及び方法 |
| DE10318060A1 (de) | 2003-04-17 | 2004-11-18 | Eckold Gmbh & Co Kg | Matrize für einen Werkzeugsatz zum mechanischen Fügen |
| DE102004017866A1 (de) | 2004-04-13 | 2005-11-03 | Profil-Verbindungstechnik Gmbh & Co. Kg | Verfahren zur Herstellung von Hohlkörperelementen, Hohlkörperelement, Zusammenbauteil sowie Folgeverbundwerkzeug zur Durchführung des Verfahrens |
| DE102004038208B4 (de) | 2004-08-05 | 2008-11-13 | Daimler Ag | Verfahren und Werkzeugeinrichtung zum Umformen |
| DE102004038209B4 (de) | 2004-08-05 | 2008-11-13 | Daimler Ag | Werkzeugeinrichtung und Verfahren zum Umformen |
| US8196794B2 (en) * | 2004-08-24 | 2012-06-12 | Ford Motor Company | Riveting system and multi-piece self pierce die for improved die life |
| US7712209B2 (en) | 2005-02-14 | 2010-05-11 | Acument Intellectual Properties, Llc | Magnetic rivet retention system for a rivet gun |
| DE102006015458B4 (de) | 2006-03-31 | 2019-02-28 | Eckold Gmbh & Co. Kg | Verfahren und Werkzeugeinrichtung zum Umformen |
| US8234770B2 (en) | 2006-05-31 | 2012-08-07 | Cast Crc Limited | Method and apparatus for joining metals using self-piercing rivets with preheating |
| US7849573B2 (en) | 2006-09-08 | 2010-12-14 | Ford Motor Company | Apparatus for self-piercing rivet |
| CN201579364U (zh) * | 2009-11-10 | 2010-09-15 | 东风汽车股份有限公司 | 勾柱式弯臂铆钳 |
| ES2663305T3 (es) * | 2010-11-10 | 2018-04-11 | Henrob Limited | Método de remachado |
-
2011
- 2011-11-10 ES ES11791608.0T patent/ES2663305T3/es active Active
- 2011-11-10 EP EP14176140.3A patent/EP2823910B1/en active Active
- 2011-11-10 CN CN201610009377.2A patent/CN105772619B/zh active Active
- 2011-11-10 KR KR1020177026297A patent/KR101869668B1/ko active Active
- 2011-11-10 EP EP11788192.0A patent/EP2637813B1/en active Active
- 2011-11-10 EP EP11791608.0A patent/EP2637812B1/en active Active
- 2011-11-10 CN CN201180053819.9A patent/CN103260790B/zh active Active
- 2011-11-10 WO PCT/GB2011/001586 patent/WO2012063023A2/en not_active Ceased
- 2011-11-10 KR KR1020137014830A patent/KR101832540B1/ko active Active
- 2011-11-10 WO PCT/GB2011/001584 patent/WO2012063022A2/en not_active Ceased
- 2011-11-10 US US13/880,246 patent/US9387557B2/en active Active
- 2011-11-10 US US13/882,836 patent/US9339899B2/en active Active
- 2011-11-10 JP JP2013538262A patent/JP5551835B2/ja active Active
-
2014
- 2014-05-22 JP JP2014106216A patent/JP5913435B2/ja active Active
-
2016
- 2016-05-16 US US15/155,461 patent/US10005119B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5977161A (ja) * | 1982-10-27 | 1984-05-02 | Toshiba Corp | カム駆動装置 |
| DE19905527A1 (de) * | 1999-02-10 | 2000-08-17 | Boellhoff Gmbh | Vorrichtung zum Fügen von Werkstücken aus duktilem Material |
| EP1477249A1 (en) * | 2001-12-27 | 2004-11-17 | Newfrey LLC | Automatic punching riveting device and die used for the device |
| JP2003305531A (ja) * | 2002-02-14 | 2003-10-28 | Honda Motor Co Ltd | セルフピアシングリベット用かしめ機及びこのかしめ機で用いられる改良されたポンチ |
| JP2003290866A (ja) * | 2002-03-29 | 2003-10-14 | Honda Motor Co Ltd | 自動穿孔リベット締結装置 |
| JP2004001045A (ja) * | 2002-05-31 | 2004-01-08 | Nippon Pop Rivets & Fasteners Ltd | 自動穿孔リベット締結装置 |
| JP2004358496A (ja) * | 2003-06-03 | 2004-12-24 | Lobtex Co Ltd | 穿孔リベットかしめ工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2663305T3 (es) | 2018-04-11 |
| EP2637813B1 (en) | 2016-08-10 |
| KR101869668B1 (ko) | 2018-07-23 |
| EP2823910A3 (en) | 2015-10-21 |
| JP2014155964A (ja) | 2014-08-28 |
| JP5913435B2 (ja) | 2016-04-27 |
| WO2012063022A2 (en) | 2012-05-18 |
| US10005119B2 (en) | 2018-06-26 |
| EP2637812A2 (en) | 2013-09-18 |
| CN105772619B (zh) | 2018-04-27 |
| US20130227832A1 (en) | 2013-09-05 |
| EP2637812B1 (en) | 2018-02-21 |
| JP5551835B2 (ja) | 2014-07-16 |
| CN103260790A (zh) | 2013-08-21 |
| JP2014500798A (ja) | 2014-01-16 |
| WO2012063022A3 (en) | 2012-07-05 |
| WO2012063023A2 (en) | 2012-05-18 |
| EP2823910A2 (en) | 2015-01-14 |
| US9339899B2 (en) | 2016-05-17 |
| US20130205574A1 (en) | 2013-08-15 |
| CN105772619A (zh) | 2016-07-20 |
| CN103260790B (zh) | 2016-01-27 |
| KR20140003435A (ko) | 2014-01-09 |
| EP2637813A2 (en) | 2013-09-18 |
| US20160279694A1 (en) | 2016-09-29 |
| US9387557B2 (en) | 2016-07-12 |
| WO2012063023A3 (en) | 2012-07-05 |
| EP2823910B1 (en) | 2018-05-16 |
| KR101832540B1 (ko) | 2018-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101869668B1 (ko) | 체결 방법 및 장치 | |
| EP3980220B1 (en) | Setting tool for blind fasteners | |
| US5172467A (en) | Installation apparatus for installing self-attaching fasteners | |
| US20050172469A1 (en) | Method of attaching a functional element; die; functional element; component assembly | |
| US20170259325A1 (en) | Method of attaching a functional element to a sheet metal part | |
| US20060010671A1 (en) | Device for placing a stamped rivet in sheet metal | |
| CN115302237B (zh) | 一种防工件上接插件孔变形的压铆螺钉压铆工装 | |
| EP3829796B1 (en) | Rivet insertion method and apparatus | |
| US10625333B2 (en) | Fastening apparatus for applying self piercing rivets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20170918 Application number text: 1020137014830 Filing date: 20130610 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20171121 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20180528 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20180614 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20180614 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20210517 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20210517 Start annual number: 4 End annual number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20220427 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20220427 Start annual number: 5 End annual number: 5 |