KR20170117376A - 절연 전선의 제조 방법 - Google Patents
절연 전선의 제조 방법 Download PDFInfo
- Publication number
- KR20170117376A KR20170117376A KR1020177017857A KR20177017857A KR20170117376A KR 20170117376 A KR20170117376 A KR 20170117376A KR 1020177017857 A KR1020177017857 A KR 1020177017857A KR 20177017857 A KR20177017857 A KR 20177017857A KR 20170117376 A KR20170117376 A KR 20170117376A
- Authority
- KR
- South Korea
- Prior art keywords
- pretreatment
- insulating
- temperature
- insulating layer
- electric wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 238000004070 electrodeposition Methods 0.000 claims abstract description 58
- 238000010438 heat treatment Methods 0.000 claims abstract description 37
- 239000002904 solvent Substances 0.000 claims abstract description 31
- 229920000642 polymer Polymers 0.000 claims abstract description 27
- 238000000034 method Methods 0.000 claims abstract description 20
- 238000001704 evaporation Methods 0.000 claims abstract description 9
- 238000000576 coating method Methods 0.000 claims description 45
- 239000011248 coating agent Substances 0.000 claims description 43
- 239000011347 resin Substances 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 239000003973 paint Substances 0.000 abstract description 9
- 229920001721 polyimide Polymers 0.000 description 15
- 239000002245 particle Substances 0.000 description 14
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 13
- 239000004642 Polyimide Substances 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 10
- 229910052736 halogen Inorganic materials 0.000 description 7
- 150000002367 halogens Chemical class 0.000 description 7
- 239000006185 dispersion Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 230000008020 evaporation Effects 0.000 description 5
- 238000005187 foaming Methods 0.000 description 5
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 4
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 239000009719 polyimide resin Substances 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 2
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 2
- RDOXTESZEPMUJZ-UHFFFAOYSA-N anisole Chemical compound COC1=CC=CC=C1 RDOXTESZEPMUJZ-UHFFFAOYSA-N 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- AVQQQNCBBIEMEU-UHFFFAOYSA-N 1,1,3,3-tetramethylurea Chemical compound CN(C)C(=O)N(C)C AVQQQNCBBIEMEU-UHFFFAOYSA-N 0.000 description 1
- HZAXFHJVJLSVMW-UHFFFAOYSA-N 2-Aminoethan-1-ol Chemical compound NCCO HZAXFHJVJLSVMW-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- -1 N-methylpyrrolidone Lactone Chemical class 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 150000007514 bases Chemical class 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000002659 electrodeposit Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000007602 hot air drying Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N methoxybenzene Substances CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 229920003055 poly(ester-imide) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- UMJSCPRVCHMLSP-UHFFFAOYSA-N pyridine Natural products COC1=CC=CN=C1 UMJSCPRVCHMLSP-UHFFFAOYSA-N 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- HXJUTPCZVOIRIF-UHFFFAOYSA-N sulfolane Chemical compound O=S1(=O)CCCC1 HXJUTPCZVOIRIF-UHFFFAOYSA-N 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000001029 thermal curing Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/16—Insulating conductors or cables by passing through or dipping in a liquid bath; by spraying
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/44—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/44—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications
- C09D5/4407—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications with polymers obtained by polymerisation reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/44—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications
- C09D5/4419—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications with polymers obtained otherwise than by polymerisation reactions only involving carbon-to-carbon unsaturated bonds
- C09D5/4461—Polyamides; Polyimides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/65—Additives macromolecular
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/12—Electrophoretic coating characterised by the process characterised by the article coated
- C25D13/16—Wires; Strips; Foils
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/20—Pretreatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0016—Apparatus or processes specially adapted for manufacturing conductors or cables for heat treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/065—Insulating conductors with lacquers or enamels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
- H01B1/026—Alloys based on copper
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Wood Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Electrochemistry (AREA)
- Metallurgy (AREA)
- Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Insulated Conductors (AREA)
- Organic Insulating Materials (AREA)
- Paints Or Removers (AREA)
Abstract
본 발명의 절연 전선의 제조 방법은, 폴리머를 포함하는 절연 전착 도료를 사용하여 전착법에 의해 전선의 표면에 절연층을 형성한 후, 베이킹 처리함으로써, 전선의 표면에 절연 피막을 형성하는 방법이다. 상기 베이킹 처리 전에 절연층 중의 용매를 증발시키는 전처리를 실시하며, 이 전처리가 근적외선 가열로에 의해 실시된다. 또 전처리의 온도가 베이킹 처리의 온도보다 낮다.
Description
본 발명은, 전착 도장에 의해 절연층으로 피복된 전선을 제조하는 방법에 관한 것이다.
본원은, 2015년 2월 13일에, 일본에 출원된 일본 특허출원 2015-026041호에 기초하여 우선권을 주장하고, 그 내용을 여기에 원용한다.
종래부터, 모터, 리액터, 트랜스 등에는, 전선의 표면이 절연 피막에 의해 피복된 절연 전선이 사용되고 있다. 전선의 표면에 절연 피막을 형성하는 방법으로서, 침지법 또는 전착법이 알려져 있다.
여기서, 전착법이란, 폴리머를 포함하는 절연 전착 도료 중에 절연 전선의 심재가 되는 전선을 통과시키고, 이 전선에 통전하여 전선 표면에 폴리머를 전착시키고, 추가로 이 전착한 폴리머를 베이킹 처리하여 절연 피막을 형성하는 방법이다 (예를 들어, 특허문헌 1 참조.). 이 전착법에 의해 전선의 표면에 절연 피막을 형성하는 데에는, 전착 수단과 가열 수단을 이 순서로 조합한 전선용 전착 도장 장치를 사용하여 실시할 수 있다. 상기 전착 수단은, 폴리머를 포함하는 절연 전착 도료 중에 절연 전선의 심재가 되는 전선을 통과시키고, 이 전선에 통전하여 전선 표면에 절연층을 형성하는 것을 목적으로 한다. 또, 가열 수단은, 전선 표면에 전착한 폴리머를 베이킹 처리하는 것을 목적으로 한다. 이 가열 수단으로는, 열풍 건조로, 근적외선 가열로, 원적외선 가열로, 유도 가열로 등을 들 수 있다.
이와 같이 구성된 전선의 도장 방법에서는, 전선 상에 절연 피막이 형성된 절연 전선을 얻을 수 있다.
그러나, 상기 종래의 특허문헌 1 에 나타난 전선의 도장 방법에서는, 전착 수단에 의해 절연층을 형성하고 있는데, 이 절연층은 폴리머 외에 용매를 일부 포함한다. 여기서, 가열 수단을 사용하여, 단번에 절연층의 폴리머가 열경화되는 베이킹을 실시하고 있기 때문에, 후막화하면 베이킹 도중에 절연 피막 표면이 먼저 건고 (乾固) 되고, 그 후, 절연 피막 중의 용매가 증발하여 발포한다. 그 결과, 절연 피막 중에 보이드가 발생하거나, 혹은 절연 피막 표면에 보이드가 빠진 구멍이 형성되거나 하여, 절연 피막의 내전압이 저하될 우려가 있었다.
본 발명의 목적은, 절연 피막을 후막화해도 용매의 증발에 의한 발포를 억제하여, 절연 피막에 보이드 및 구멍이 절연 피막에 형성되지 않고, 절연 전선의 내전압을 높게 할 수 있는, 절연 전선의 제조 방법을 제공하는 것에 있다.
본 발명의 제 1 관점은, 폴리머를 포함하는 절연 전착 도료를 사용하여 전착법에 의해 전선의 표면에 절연층을 형성한 후, 베이킹 처리함으로써, 전선의 표면에 절연 피막을 형성하는 절연 전선의 제조 방법에 있어서, 베이킹 처리 전에 절연층 중의 용매를 증발시키는 전처리를 실시하며, 이 전처리가 근적외선 가열로에 의해 실시되고, 전처리의 온도가 베이킹 처리의 온도보다 낮은 것을 특징으로 한다.
본 발명의 제 2 관점은, 제 1 관점에 기초하는 발명으로서, 추가로 근적외선 가열로의 피크 파장이 0.7 ∼ 2.5 ㎛ 의 범위 내로 설정되는 것을 특징으로 한다.
본 발명의 제 3 관점은, 제 1 또는 제 2 관점에 기초하는 발명으로서, 추가로 전처리의 온도가 50 ∼ 200 ℃ 의 범위 내이고, 베이킹 처리의 온도가 200 ∼ 500 ℃ 의 범위 내인 것을 특징으로 한다.
본 발명의 제 1 관점의 절연 전선의 제조 방법에서는, 베이킹 처리 전에 절연층 중의 용매를 증발시키는 전처리를 실시하며, 이 전처리가 근적외선 가열로에 의해 실시되고, 전처리의 온도가 베이킹 처리의 온도보다 낮기 때문에, 전선 표면에 전착된 절연층이나 이 절연층 중의 용매 등이 가열되기 전에, 전선을 확실하게 가열할 수 있다. 이 때문에, 전선 표면에 전착된 절연층이 전선에 접한 부분에서부터 표면을 향해 점차 가열되므로, 절연층 중의 용매가 전선에 접한 부분에서부터 표면을 향해 순서대로 증발한다. 이 결과, 절연층의 표면이 먼저 건고되는 일이 없기 때문에, 용매의 증발에 의한 발포를 억제할 수 있다. 따라서, 절연 피막을 후막화할 수 있어, 절연 전선의 내전압을 높게 할 수 있다.
도 1 은 본 발명의 실시형태 및 실시예의 절연 피막을 전선 표면에 형성하는 프로세스를 나타내는 모식도이다.
도 2 는 본 발명의 실시형태의 전착 도장 장치를 모식적으로 나타낸 도면이다.
도 3 은 종래의 형태 및 비교예의 절연 피막을 전선 표면에 형성하는 프로세스를 나타내는 모식도이다.
도 2 는 본 발명의 실시형태의 전착 도장 장치를 모식적으로 나타낸 도면이다.
도 3 은 종래의 형태 및 비교예의 절연 피막을 전선 표면에 형성하는 프로세스를 나타내는 모식도이다.
다음으로 본 발명을 실시하기 위한 형태를 도면에 기초하여 설명한다. 도 1(d) 에 나타내는 바와 같이, 절연 전선 (11) 은, 전선 (12) 과, 이 전선 (12) 의 표면에 형성된 절연 피막 (13) 을 구비한다. 상기 전선 (12) 은, 횡단면이 편평한 사각형상으로 형성된다. 또, 도 1(a) ∼ (d) 에 나타내는 바와 같이, 절연 피막 (13) 은, 폴리머 (폴리머 입자 (16)) 와 용매 (17) 를 포함하는 절연 전착 도료 (14) 가, 전착법에 의해 전선 (12) 의 표면에 절연층 (18) 을 형성하고, 형성된 절연층 (18) 을 가열하여 경화시킨 폴리머의 절연 피막이다. 절연 전착 도료 (14) 의 폴리머 (폴리머 입자 (16)) 는 수분산계 또는 수용계 중 어느 것이어도 상관없다. 또한, 전선 (12) 으로는, 구리선, 알루미늄선, 강선, 구리 합금선, 알루미늄 합금선 등을 들 수 있다.
이와 같이 구성된 절연 전선의 제조 방법을 설명한다. 먼저, 절연 전착 도료를 조제한다. 본 발명의 절연 전착 도료에는, 폴리머와, 용매로서 유기 용매 및 물이 포함된다. 폴리머로는, 아크릴 수지, 에폭시 수지, 에폭시-아크릴 수지, 폴리우레탄 수지, 폴리에스테르 수지, 폴리이미드 수지, 폴리아미드이미드 수지, 폴리에스테르이미드 수지 중 적어도 어느 1 종류를 포함하는 것이 바람직하다. 또, 유기 용매로는, N,N-디메틸포름아미드 (DMF), N,N-디메틸아세트아미드 (DMAc), 디메틸술폭시드 (DMSO), N-메틸피롤리돈 (NMP), γ-부티로락톤 (γBL), 아니솔, 테트라메틸우레아, 및 술포란에서 선택되는 1 종 이상을 들 수 있다. 유기 용매로는, 특히 NMP 가 바람직하다.
이 실시형태에서는, 폴리머로서 폴리이미드 수지를 사용하고, 유기 용매로서 NMP 를 사용하여, 수분산형 폴리이미드 절연 전착 도료를 조제한다. 구체적으로는, 먼저, 폴리이미드 수지를 NMP 에 용해시킨 폴리이미드 용액에 중화제를 첨가하고 교반하여 폴리이미드를 중화한 후, 폴리이미드의 빈용매인 물을 첨가하여 혼합·교반하고 폴리이미드를 석출시켜 수분산형 폴리이미드 절연 전착 도료를 조제한다. 이 폴리이미드의 중량 평균 분자량 (Mw) 은, 폴리스티렌 환산으로 20,000 ∼ 150,000 인 것이 바람직하고, 45,000 ∼ 90,000 인 것이 특히 바람직하다. 여기서, 중화제로는, 아미노에탄올, 트리에틸아민, 트리에탄올아민, 피리딘 등의 염기성 화합물을 사용할 수 있다. 이와 같이 조제된 수분산형 폴리이미드 절연 전착 도료는, 폴리이미드 수지로 이루어지는 폴리머 입자가 분산된 현탁액으로 되어 있다. 폴리머 입자의 평균 입자경은 0.01 ∼ 10 ㎛ 인 것이 바람직하고, 0.05 ∼ 1 ㎛ 가 보다 바람직하다. 여기서, 폴리머 입자의 평균 입자경은, 입도 분포 측정 장치 (호리바 제작소 제조 LA-950) 를 사용하여 측정한 입자경이며, 체적 기준 평균 입자경이다.
이어서, 도 2 에 나타내는 바와 같이, 전착 도장 장치 (20) 를 사용하여 상기 절연 전착 도료 (14) 를 전착법에 의해 전선 (12) 의 표면에 전착시켜 절연층 (18) (도 1(b)) 을 형성한다. 구체적으로는, 미리, 원통상으로 감아 넣어져 있는 횡단면 원형의 원주상의 전선 (22) (도 2) 을, 직류 전원 (21) 의 정극에 양극 (23) 을 개재하여 전기적으로 접속해 둔다. 그리고, 이 원주상의 전선 (22) 을 도 2 의 실선 화살표의 방향으로 끌어올려 각 공정을 거친다. 먼저, 제 1 공정으로서, 원주상의 전선 (22) 을 1 쌍의 압연 롤러 (24) 에 의해 편평하게 압연하여, 횡단면 장방형의 평각상의 전선 (12) 을 얻는다. 이어서, 제 2 공정으로서, 절연 전착 도료 (14) 를 전착조 (26) 에 저류하고 (도 1(a) 및 도 2), 이 전착조 (26) 내의 절연 전착 도료 (14) 중에 평각상의 전선 (12) 을 통과시킨다. 여기서, 전착조 (26) 내의 절연 전착 도료 (14) 중에는, 통과하는 평각상의 전선 (12) 과 간격을 두고 직류 전원 (21) 의 부극에 전기적으로 접속된 음극 (27) 이 삽입되어 있다. 전착조 (26) 내의 절연 전착 도료 (14) 중에 평각상의 전선 (12) 을 통과시킬 때에는, 직류 전원 (21) 에 의해 직류 전압이 평각상의 전선 (12) 과 절연 전착 도료 (14) 사이에 인가되어 있다 (도 2). 이로써, 절연 전착 도료 (14) 의 용매 (17) 에 분산한 폴리머 입자 (16) 는 평각상의 전선 (12) 의 표면에 전착되어 절연층 (18) 이 형성된다 (도 1(a) 및 (b)).
여기서, 전착조 (26) 내의 절연 전착 도료 (14) 의 온도는 5 ∼ 60 ℃ 인 것이 바람직하고, 절연 전착 도료 (14) 중의 폴리머의 농도는 1 ∼ 40 질량% 인 것이 바람직하다. 또, 직류 전원 (21) 의 직류 전압은 1 ∼ 300 V 인 것이 바람직하고, 직류 전류의 통전 시간은 0.01 ∼ 30 초인 것이 바람직하다.
다음으로, 표면에 절연층 (18) 이 전착된 평각상의 전선 (12) 에 대해, 베이킹 처리의 전처리로서 건조를 실시하여, 절연층 (18) 중의 용매를 증발시키고, 절연층 (18) 중의 용매를 증발시킨 절연층 (29) 을 얻는다. 전처리로서의 건조는 근적외선 가열로에 의해 실시된다. 이 실시형태에서는, 전착조 (26) 로부터 끌어올려진 평각상의 전선 (12) 을, 근적외선 가열로 (28) 내를 통과시킴으로써 (도 2), 전처리로서의 건조를 실시한다. 근적외선 가열로의 피크 파장은 0.7 ∼ 2.5 ㎛ 의 범위 내로 설정되는 것이 바람직하다. 근적외선 가열로 (28) 내의 가열원으로는, 할로겐 램프 히터, 텅스텐 히터 등을 들 수 있다. 또, 전처리의 온도는, 후술하는 베이킹 처리의 온도보다 낮게 설정된다. 또한, 전처리의 온도는 50 ∼ 200 ℃ 의 범위 내인 것이 바람직하고, 전처리의 시간은 1 ∼ 10 분간의 범위인 것이 바람직하다. 또한, 전처리의 온도는, 열전쌍으로 측정한 근적외선 가열로 내의 중앙부의 온도이다. 근적외선 가열로의 피크 파장은, 1 ∼ 2 ㎛ 의 범위 내로 설정되는 것이 보다 바람직하고, 전처리의 온도는 100 ∼ 190 ℃ 의 범위 내인 것이 보다 바람직하지만, 이것에 한정되지는 않는다.
여기서, 근적외선 가열로의 피크 파장을 0.7 ∼ 2.5 ㎛ 의 범위 내로 한정한 것은, 0.7 ㎛ 미만에서는 전선 및 절연층을 충분히 가열할 수 없고, 2.5 ㎛ 를 초과하면 전선보다 먼저 절연층의 표면이 가열되어 절연층 표면에서부터 건고되고, 그 후 절연층 중의 용매가 증발하고 발포하여, 경화 후의 절연 피막에 상기 발포에 의한 보이드 혹은 구멍이 형성되기 때문이다. 또, 전처리의 온도를 베이킹 처리의 온도보다 낮게 설정한 것은, 전처리의 온도가 높으면 발포하기 쉬워진다는 이유에 기초한다. 또, 전처리의 온도를 50 ∼ 200 ℃ 의 범위 내로 한정한 것은, 50 ℃ 미만에서는 절연층을 충분히 건조시킬 수 없고, 200 ℃ 를 초과하면 발포하기 쉬워지기 때문이다. 또한, 전처리의 시간을 1 ∼ 10 분간의 범위 내로 한정한 것은, 1 분 미만에서는 절연층을 충분히 건조시킬 수 없고, 10 분을 초과하면 생산성이 저하되기 때문이다.
이로써, 도 1(a) ∼ (c) 에 나타내는 바와 같이, 전선 (12) 표면에 절연 전착 도료 (14) 중의 폴리머 (폴리머 입자 (16)) 가 전착하여 형성된 절연층 (18) 이나, 이 절연층 (18) 중의 용매 (17) 나, 절연층 (18) 표면의 용매 (17) 가 가열되기 전에 전선 (12) 을 가열할 수 있다. 이 때문에, 절연층 (18) 이 전선 (12) 에 접한 부분에서부터 표면을 향해 점차 가열되므로, 절연층 (18) 중의 용매 (17) 가 전선 (12) 에 접한 부분에서부터 표면을 향해 순서대로 증발한다. 도 1(c) 는, 전처리에 의해 용매가 증발하는 과정을 나타내고 있다. 이 결과, 절연층 (18) 의 표면이 먼저 건고되는 일이 없기 때문에, 절연층 (18) 중의 용매 (17) 가 증발해도, 이 용매는 액상의 용매 (17) 중을 통과하고, 건조 후의 절연층 (29) 중에 보이드 혹은 구멍으로서 남지 않는다.
또한, 전처리에 의해 건조된 절연층 (29) 을 베이킹 처리함으로써, 전선 (12) 의 표면에 절연 피막 (13) 이 형성된다 (도 1(d)). 이 실시형태에서는, 도 2 에 나타내는 바와 같이, 표면에 상기 절연층 (29) 이 형성된 전선 (12) 을, 베이킹로 (31) 내를 통과시킨다. 상기 베이킹 처리는, 근적외선 가열로, 열풍 가열로, 유도 가열로, 원적외선 가열로 등에 의해 실시되는 것이 바람직하다. 또 베이킹 처리의 온도는 200 ∼ 500 ℃ 의 범위 내인 것이 바람직하고, 베이킹 처리의 시간은 1 ∼ 10 분의 범위 내인 것이 바람직하다. 여기서, 베이킹 처리의 온도를 200 ∼ 500 ℃ 의 범위 내로 한정한 것은, 200 ℃ 미만에서는 절연층을 충분히 경화시킬 수 없고, 500 ℃ 를 초과하면 폴리머가 열분해되기 때문이다. 또, 베이킹 처리의 시간을 1 ∼ 10 분간의 범위 내로 한정한 것은, 1 분 미만에서는 절연층을 충분히 경화시킬 수 없고, 10 분을 초과하면 수지가 열분해되기 때문이다. 또한, 베이킹 처리의 온도는 베이킹로 내의 중앙부의 온도이다. 베이킹 처리의 온도는, 220 ∼ 400 ℃ 의 범위 내인 것이 보다 바람직하지만, 이것에 한정되지는 않는다.
이로써, 도 1(d) 에 나타내는 바와 같이, 베이킹 처리 후의 경화된 절연 피막 (13) 에는 보이드 및 구멍이 형성되지 않고, 절연 피막 (13) 을 후막화해도 용매의 증발에 의한 발포가 발생하지 않아, 절연 전선 (11) 의 내전압을 높게 할 수 있다. 상기 절연 피막 (13) 의 막두께는 5 ∼ 100 ㎛ 정도까지 두껍게 할 수 있다. 또한, 베이킹 처리 전에 용매를 증발시키는 전처리를 실시하지 않는 경우, 즉 도 3(b) 및 (c) 에 나타내는 바와 같이, 전처리 (건조 처리) 를 베이킹 처리와 동시에 실시한 경우, 절연층 (18) 이 그 표면에서부터 전선 (12) 에 접하는 부분을 향해 점차 가열되기 때문에, 절연층 (18) 의 표면이 전선 (12) 에 접하는 부분보다 먼저 건고된다. 도 3(c) 는, 베이킹 처리와 건조 처리를 동시에 실시했을 때의 용매의 증발 과정을 나타내고 있다. 이 결과, 절연층 (18) 중의 용매 (17) 가 증발하면, 도 3(d) 에 나타내는 바와 같이, 표면의 건고된 절연층 (29) 의 내측에 보이드 (19a) 를 형성하거나, 혹은 보이드가 표면에 빠질 때 경화 후의 절연 피막 (13) 에 구멍 (19b) 을 형성하거나 한다. 따라서, 절연 피막 (13) 을 후막화했을 때에 발포가 발생하여, 절연 전선 (11) 의 내전압을 높게 할 수 없다.
실시예
다음으로 본 발명의 실시예를 비교예와 함께 상세하게 설명한다.
<실시예 1>
먼저, 5 질량% 의 폴리이미드를 포함하는 수분산형 폴리이미드 절연 전착 도료를 전착조에 저류시켰다. 이 절연 전착 도료 중의 폴리머 입자의 평균 입자경은 0.4 ㎛ 였다. 이 전착조 내의 절연 전착 도료의 온도는 25 ℃ 였다. 이어서, 폭이 2 ㎜, 두께가 0.1 ㎜ 가 되는 평각상의 구리선 (전선) 을 양극으로 하고, 상기 전착조 내의 절연 전착 도료에 삽입된 스테인리스 강판을 음극으로 하였다. 평각상의 구리선과 스테인리스 강판 사이에 직류 전압 50 V 를 인가한 상태로, 평각상의 구리선을 전착조 내의 절연 전착 도료 중에 5 m/분의 선속으로 통과시켰다. 이로써 평각상의 구리선의 표면에 폴리머 (폴리이미드) 가 전착되어 절연층이 형성되었다. 평각상의 구리선이 전착조 내의 절연 전착 도료에 접촉하고 있는 시간은 5 초간이었다. 다음으로, 표면에 절연층이 형성된 평각상의 구리선에 대해 전처리를 실시하였다. 구체적으로는, 표면에 절연층이 형성된 평각상의 구리선을, 180 ℃ 의 온도로 유지된 근적외선 가열로 내에 5 m/분의 선속으로 통과시킴으로써 전처리를 실시하였다. 이로써 평각상의 구리선의 표면에 형성된 절연층 중의 용매가 증발하였다. 여기서, 근적외선 가열로 내의 가열원으로서 할로겐 램프 히터를 사용하였다. 할로겐 램프 히터의 피크 파장은 1 ㎛ 였다. 또, 근적외선 가열로 내의 온도는, 열전쌍으로 측정한 노 내 중앙부의 온도이다. 또한, 용매가 증발한 절연층이 표면에 형성된 평각상의 구리선에 대해 베이킹 처리를 실시하였다. 구체적으로는, 용매가 증발한 절연층이 표면에 형성된 평각상의 구리선을, 250 ℃ 의 온도로 유지된 베이킹로를 통과시킴으로써 베이킹 처리를 실시하여, 절연 피막의 두께가 20 ㎛ 인 절연 전선을 제조하였다. 여기서, 베이킹로 내의 가열원으로서 할로겐 램프 히터를 사용하였다. 할로겐 램프 히터의 피크 파장은 1 ㎛ 였다. 또, 베이킹로 내의 온도는, 열전쌍으로 측정한 노 내 중앙부의 온도이다. 또한, 구리선을 전착조 내의 절연 전착 도료 중에 통과시킬 때의 전압값을 75 V 로 변경함으로써, 절연 피막의 두께가 30 ㎛ 인 절연 전선을 제조하였다. 또, 구리선을 전착조 내의 절연 전착 도료 중에 통과시킬 때의 전압값을 100 V 로 변경함으로써, 절연 피막의 두께가 40 ㎛ 인 절연 전선을 제조하였다. 이들 절연 전선을 실시예 1 로 하였다.
<실시예 2 와 비교예 1 ∼ 5>
실시예 2 및 비교예 1 ∼ 5 의 절연 전선은, 표 1 에 나타내는 바와 같이 전처리의 가열원, 전처리의 온도, 베이킹 처리의 가열원, 베이킹 처리의 온도, 그리고 전처리 및 베이킹 처리의 순서를 변경하여, 절연 피막의 두께가 20 ㎛, 30 ㎛ 및 40 ㎛ 인 절연 전선을 각각 제조하였다. 또한, 표 1 에 나타낸 전처리의 가열원, 전처리의 온도, 베이킹 처리의 가열원, 베이킹 처리의 온도, 절연 피막의 두께, 그리고 전처리 및 베이킹 처리의 순서를 변경한 것 이외에는 실시예 1 과 동일하게 하여, 절연 전선을 제조하였다.
<비교 시험 1 및 평가>
실시예 1 및 2 와 비교예 1 ∼ 5 의 절연 전선에 대해, AC 내전압 시험기 (키쿠스이 전자사 제조 : TOS5000) 에 의해 내전압을 각각 측정하였다. 그 결과를 표 1 에 나타낸다. 또한, 표 1 에 있어서, 막두께는 절연 피막의 두께이다. 또, 표 1 에 있어서, 보이드·구멍이란, 용매의 증발에 의해 발포하여, 절연 피막 중에 보이드가 형성된 혹은 절연 피막 표면에 구멍이 형성된 상태를 말하며, 내전압이 측정 불능이었던 것을 나타낸다. 또한, 표 1 에 있어서, 베이킹 부족이란, 폴리머의 열경화가 불충분한 상태를 말한다.

표 1 로부터 분명한 바와 같이, 비교예 1, 3 및 5 의 절연 전선에서는, 전처리의 가열원으로서 열풍을 사용했기 때문에, 절연막의 두께가 40 ㎛ 로 두꺼워지면, 절연 피막에 보이드 혹은 구멍이 형성되었다. 또, 비교예 2 및 4 의 절연 전선에서는, 전처리 온도 및 베이킹 처리 온도가 동일했기 때문에, 절연막의 두께가 40 ㎛ 로 두꺼워지면, 절연 피막에 보이드 혹은 구멍이 형성되거나, 절연 피막의 베이킹 부족이 발생하거나 하였다. 이것들에 대해, 실시예 1 및 2 의 절연 전선에서는, 전처리의 가열원으로서 근적외선 가열로의 할로겐 램프 히터를 사용하고, 또한 전처리 온도를 베이킹 처리 온도보다 낮게 했기 때문에, 절연막의 두께가 40 ㎛ 로 두꺼워져도, 절연 피막에 보이드 및 구멍이 형성되지 않고, 10 ㎸ 의 AC 전압에 견뎠다.
<실시예 3 ∼ 6>
실시예 3 ∼ 6 의 절연 전선은, 표 2 에 나타내는 바와 같이 전처리 온도 및 베이킹 처리 온도를 변경하여, 절연 피막의 두께가 40 ㎛ 인 절연 전선을 각각 제조하였다. 또한, 표 2 에 나타낸 전처리 온도 및 베이킹 처리 온도 이외에는 실시예 1 과 동일하게 하여, 절연 피막의 두께가 40 ㎛ 인 절연 전선을 제조하였다.
<비교 시험 2 및 평가>
실시예 3 ∼ 6 의 절연 전선에 대해, 비교 시험 1 과 동일하게, AC 내전압 시험기 (키쿠스이 전자사 제조 : TOS5000) 에 의해 내전압을 각각 측정하였다. 여기서, 전처리의 가열원으로는 할로겐 램프 히터를 사용하고, 베이킹 처리의 가열원으로는 열풍로를 사용하고, 절연막의 두께는 40 ㎛ 로 하였다. 그 결과를 표 2 에 나타낸다.
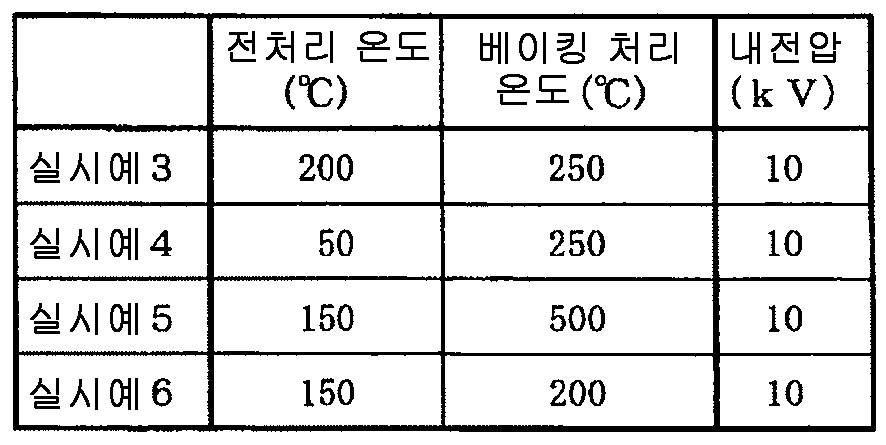
표 2 로부터 분명한 바와 같이, 실시예 3 ∼ 6 의 절연 전선은, 절연 피막에 보이드 및 구멍이 형성되지 않고, 10 ㎸ 의 AC 전압에 견뎠다.
산업상 이용가능성
본 발명의 절연 전선의 제조 방법은, 차재용 인버터의 트랜스, 리액터, 모터 등에 이용할 수 있다.
11 : 절연 전선
12 : 평각상의 전선 (전선)
13 : 절연 피막
14 : 절연 전착 도료
17 : 용매
18, 29 : 절연층
12 : 평각상의 전선 (전선)
13 : 절연 피막
14 : 절연 전착 도료
17 : 용매
18, 29 : 절연층
Claims (3)
- 폴리머를 포함하는 절연 전착 도료를 사용하여 전착법에 의해 전선의 표면에 절연층을 형성한 후, 베이킹 처리함으로써, 상기 전선의 표면에 절연 피막을 형성하는 절연 전선의 제조 방법에 있어서,
상기 베이킹 처리 전에 상기 절연층 중의 용매를 증발시키는 전처리를 실시하며,
상기 전처리가 근적외선 가열로에 의해 실시되고,
상기 전처리의 온도가 상기 베이킹 처리의 온도보다 낮은
것을 특징으로 하는, 절연 전선의 제조 방법. - 제 1 항에 있어서,
상기 근적외선 가열로의 피크 파장이 0.7 ∼ 2.5 ㎛ 의 범위 내로 설정되는, 절연 전선의 제조 방법. - 제 1 항에 있어서,
상기 전처리의 온도가 50 ∼ 200 ℃ 의 범위 내이고, 상기 베이킹 처리의 온도가 200 ∼ 500 ℃ 의 범위 내인, 절연 전선의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-026041 | 2015-02-13 | ||
| JP2015026041A JP2016149281A (ja) | 2015-02-13 | 2015-02-13 | 絶縁電線の製造方法 |
| PCT/JP2016/053489 WO2016129518A1 (ja) | 2015-02-13 | 2016-02-05 | 絶縁電線の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170117376A true KR20170117376A (ko) | 2017-10-23 |
Family
ID=56614329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177017857A Withdrawn KR20170117376A (ko) | 2015-02-13 | 2016-02-05 | 절연 전선의 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180012684A1 (ko) |
| JP (1) | JP2016149281A (ko) |
| KR (1) | KR20170117376A (ko) |
| CN (1) | CN107112097A (ko) |
| WO (1) | WO2016129518A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201930672A (zh) * | 2018-01-12 | 2019-08-01 | 智能紡織科技股份有限公司 | 導信紗及其製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63257134A (ja) * | 1987-04-14 | 1988-10-25 | 日東電工株式会社 | 樹脂被覆伝送線状導体の製法 |
| JPH07120491B2 (ja) * | 1990-02-20 | 1995-12-20 | 三菱電線工業株式会社 | 平角状超薄膜絶縁電線 |
| JPH10289625A (ja) * | 1997-04-16 | 1998-10-27 | Hitachi Cable Ltd | エナメル線焼付炉 |
| JP2010140641A (ja) * | 2008-12-09 | 2010-06-24 | Mitsubishi Cable Ind Ltd | 絶縁電線の製造方法 |
| CN102938277A (zh) * | 2012-11-26 | 2013-02-20 | 苏州市新的电工有限公司 | 一种带远红外辅助加热装置的漆包线烘烤炉 |
| JP6269373B2 (ja) * | 2014-07-29 | 2018-01-31 | 日立金属株式会社 | エナメル線の製造方法及び製造装置 |
-
2015
- 2015-02-13 JP JP2015026041A patent/JP2016149281A/ja active Pending
-
2016
- 2016-02-05 WO PCT/JP2016/053489 patent/WO2016129518A1/ja not_active Ceased
- 2016-02-05 US US15/544,159 patent/US20180012684A1/en not_active Abandoned
- 2016-02-05 CN CN201680005354.2A patent/CN107112097A/zh not_active Withdrawn
- 2016-02-05 KR KR1020177017857A patent/KR20170117376A/ko not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016129518A1 (ja) | 2016-08-18 |
| JP2016149281A (ja) | 2016-08-18 |
| CN107112097A (zh) | 2017-08-29 |
| US20180012684A1 (en) | 2018-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6423633B2 (ja) | グラファイトシート用ポリイミドフィルム及びその製造方法 | |
| JP6865687B2 (ja) | 気孔を有する粒子を用いたポリイミドフィルムの製造方法および低誘電率のポリイミドフィルム | |
| US11581127B2 (en) | Insulated electric wire, production method therefor, coil and coil production method using same | |
| JP6973576B2 (ja) | 水分散型絶縁皮膜形成用電着液 | |
| JP6752112B2 (ja) | フィルム製造方法、フィルム製造装置、およびフィルム | |
| KR102676821B1 (ko) | 전착액 및 전착 도장체 | |
| TW201835246A (zh) | 電鍍液及使用此電鍍液之附絕緣被膜之導體的製造方法 | |
| WO2011116179A1 (en) | Film based heating device and methods relating thereto | |
| JP6750146B2 (ja) | 電着用ポリイミド及びそれを含む電着塗料組成物 | |
| KR20170117376A (ko) | 절연 전선의 제조 방법 | |
| CN109564798A (zh) | 绝缘电线、线圈和电气电子设备 | |
| US10984922B2 (en) | Insulated electric wire, method for manufacturing same, and coil | |
| JP6069035B2 (ja) | 電着塗装体の製造方法 | |
| JP2017059335A (ja) | 絶縁皮膜 | |
| JP2017137541A (ja) | 電着液及びこれを用いた絶縁皮膜の形成方法 | |
| JP6412740B2 (ja) | 電着塗装体の製造方法 | |
| JP2017066014A (ja) | 樹脂コート窒化ホウ素粉末及びその分散液 | |
| KR101649671B1 (ko) | 수지피복 금속판 및 그 제조방법 | |
| JP6153225B2 (ja) | 絶縁電線の製造方法 | |
| JP6708192B2 (ja) | 絶縁電線の製造方法 | |
| JP6008028B1 (ja) | ポリイミド管状体の製造方法 | |
| CN120966360A (zh) | 一种聚酰亚胺电泳涂料、其制备方法及应用 | |
| JP2022023932A (ja) | エナメル線 | |
| JP2006339164A (ja) | 電線被覆用絶縁テープ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170628 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |