KR20170118926A - 냉연 강판 및 그 제조 방법 - Google Patents
냉연 강판 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20170118926A KR20170118926A KR1020177027018A KR20177027018A KR20170118926A KR 20170118926 A KR20170118926 A KR 20170118926A KR 1020177027018 A KR1020177027018 A KR 1020177027018A KR 20177027018 A KR20177027018 A KR 20177027018A KR 20170118926 A KR20170118926 A KR 20170118926A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- steel sheet
- cold
- temperature
- delayed fracture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description

Claims (10)
- 질량% 로, C : 0.15 % 이상 0.40 % 이하, Si : 1.5 % 이하, Mn : 0.9 ∼ 1.7 %, P : 0.03 % 이하, S : 0.0020 % 미만, sol.Al : 0.2 % 이하, N : 0.0055 % 미만 및 O : 0.0025 % 이하를 함유함과 함께, 다음 식 (1) 의 관계를 만족하고, 잔부는 Fe 및 불가피적 불순물로 이루어지는 성분 조성과,
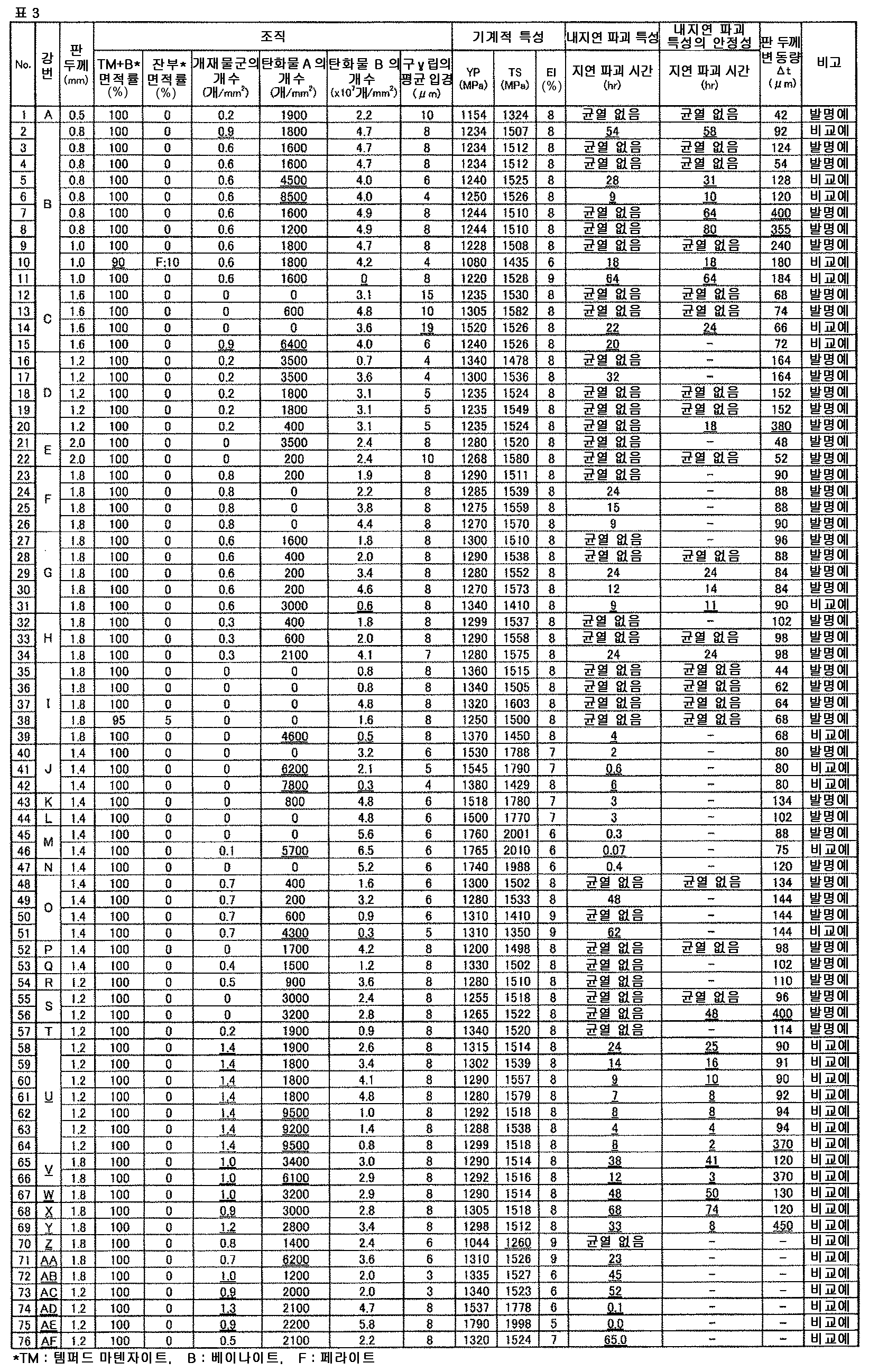
템퍼드 마텐자이트 및 베이나이트의 조직 전체에 대한 면적률이 합계로 95 % 이상 100 % 이하이고,
압연 방향으로 신전 및/또는 점렬상으로 분포된 1 개 이상의 장축 : 0.3 ㎛ 이상의 개재물 입자에 의해 구성되고, 그 개재물 입자가 2 개 이상으로 구성되는 경우에는 그 개재물 입자간의 거리가 30 ㎛ 이하이고, 압연 방향에 있어서의 전체 길이가 120 ㎛ 초과인 개재물군이 0.8 개/㎟ 이하이고,
어스펙트비가 2.5 이하이고, 장축이 0.20 ㎛ 이상 2 ㎛ 이하인, Fe 를 주성분으로 하는 탄화물이 3500 개/㎟ 이하이고,
상기 템퍼드 마텐자이트 및/또는 상기 베이나이트의 내부에 분포되는 직경 10 ∼ 50 ㎚ 의 탄화물이 0.7 × 107 개/㎟ 이상이고,
구 γ 립의 평균 입경이 18 ㎛ 이하인 조직을 갖고,
판두께가 0.5 ∼ 2.6 ㎜ 이고, 인장 강도가 1320 ㎫ 이상인, 냉연 강판.
5 [%S] + [%N] < 0.0115 …(1)
여기서, [%S], [%N] 은, 각각 S, N 의 강 중 함유량 (질량%) 이다. - 제 1 항에 있어서,
압연 방향에 있어서의 판두께의 변동량이 300 ㎛ 이하인, 냉연 강판. - 제 1 항 또는 제 2 항에 있어서,
상기 성분 조성이, 추가로 질량% 로, B : 0.0002 % 이상 0.0035 % 미만을 함유하는, 냉연 강판. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 성분 조성이, 추가로 질량% 로, Nb : 0.002 ∼ 0.08 % 및 Ti : 0.002 ∼ 0.12 % 중에서 선택된 1 종 또는 2 종을 함유하는, 냉연 강판. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 성분 조성이, 추가로 질량% 로, Cu : 0.005 ∼ 1 % 및 Ni : 0.01 ∼ 1 % 중에서 선택된 1 종 또는 2 종을 함유하는, 냉연 강판. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 성분 조성이, 추가로 질량% 로, Cr : 0.01 ∼ 1.0 %, Mo : 0.01 % 이상 0.3 % 미만, V : 0.003 ∼ 0.5 %, Zr : 0.005 ∼ 0.2 % 및 W : 0.005 ∼ 0.2 % 중에서 선택된 1 종 또는 2 종 이상을 함유하는, 냉연 강판. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 성분 조성이, 추가로 질량% 로, Ca : 0.0002 ∼ 0.0030 %, Ce : 0.0002 ∼ 0.0030 %, La : 0.0002 ∼ 0.0030 % 및 Mg : 0.0002 ∼ 0.0030 % 중에서 선택된 1 종 또는 2 종 이상을 함유하는, 냉연 강판. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
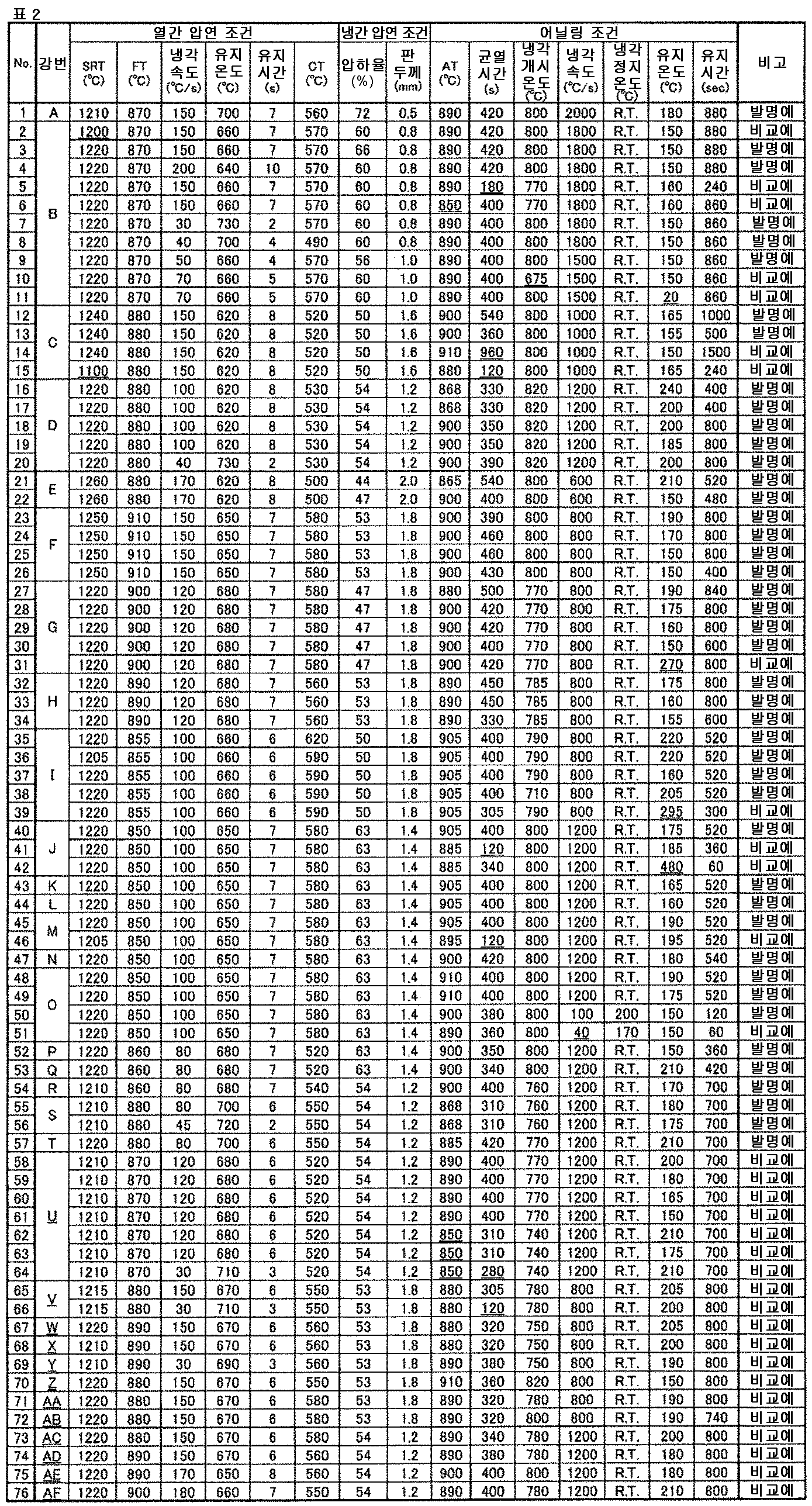
상기 성분 조성이, 추가로 질량% 로, Sb : 0.002 ∼ 0.1 % 및 Sn : 0.002 ∼ 0.1 % 중에서 선택된 1 종 또는 2 종을 함유하는, 냉연 강판. - 제 1 항, 제 3 항 내지 제 8 항 중 어느 한 항에 기재된 성분 조성을 갖는 강 슬래브를, 슬래브 가열 온도 : 1200 ℃ 초과로 하여 열간 압연함으로써 열연 강판으로 하고,
그 열연 강판을, 압하율 : 20 ∼ 75 % 로 하여 판두께가 0.5 ∼ 2.6 ㎜ 가 되도록 냉간 압연함으로써 냉연 강판으로 하고,
이어서, 그 냉연 강판을, 850 ℃ 초과 910 ℃ 이하의 어닐링 온도에서 300 초 초과 900 초 이하 균열하고,
680 ℃ 이상의 온도로부터 260 ℃ 이하의 온도까지 70 ℃/s 이상의 평균 냉각 속도로 냉각시키고,
필요에 따라 재가열을 실시하고, 그 후, 150 ∼ 260 ℃ 의 온도역에서 20 ∼ 1500 초 유지하는, 연속 어닐링을 실시하는, 냉연 강판의 제조 방법. - 제 9 항에 있어서,
상기 열간 압연 공정에서는, 마무리 압연 온도 : 840 ∼ 950 ℃ 로 하여 마무리 압연을 실시하고, 그 후, 40 ℃/s 이상의 냉각 속도로 700 ℃ 이하의 온도까지 냉각시키고, 600 ∼ 700 ℃ 의 온도역에서 4 초 이상 유지한 후, 500 ∼ 630 ℃ 의 온도역까지 냉각시켜 권취하는, 냉연 강판의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015063128 | 2015-03-25 | ||
| JPJP-P-2015-063128 | 2015-03-25 | ||
| PCT/JP2016/001695 WO2016152163A1 (ja) | 2015-03-25 | 2016-03-23 | 冷延鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170118926A true KR20170118926A (ko) | 2017-10-25 |
| KR101987570B1 KR101987570B1 (ko) | 2019-06-10 |
Family
ID=56978287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177027018A Active KR101987570B1 (ko) | 2015-03-25 | 2016-03-23 | 냉연 강판 및 그 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10870902B2 (ko) |
| EP (1) | EP3276022B1 (ko) |
| JP (1) | JP6112261B2 (ko) |
| KR (1) | KR101987570B1 (ko) |
| CN (1) | CN107429349B (ko) |
| MX (1) | MX394288B (ko) |
| WO (1) | WO2016152163A1 (ko) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101858852B1 (ko) * | 2016-12-16 | 2018-06-28 | 주식회사 포스코 | 항복강도, 연성 및 구멍확장성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| KR20210036966A (ko) * | 2018-08-31 | 2021-04-05 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| KR20210036967A (ko) * | 2018-08-31 | 2021-04-05 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| KR20210065164A (ko) * | 2018-10-31 | 2021-06-03 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| KR20210092279A (ko) * | 2018-12-21 | 2021-07-23 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 이것들의 제조 방법 |
| KR20210092278A (ko) * | 2018-12-21 | 2021-07-23 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 이것들의 제조 방법 |
| KR20210149841A (ko) * | 2019-05-16 | 2021-12-09 | 제이에프이 스틸 가부시키가이샤 | 고강도 부재, 고강도 부재의 제조 방법 및 고강도 부재용 강판의 제조 방법 |
| KR20220091167A (ko) * | 2020-12-23 | 2022-06-30 | 현대제철 주식회사 | 자동차 구조체용 부재 |
| KR20220091168A (ko) * | 2020-12-23 | 2022-06-30 | 현대제철 주식회사 | 자동차 구조체용 부재 |
| KR20220161067A (ko) * | 2021-05-28 | 2022-12-06 | 현대제철 주식회사 | 냉연 강판 및 그 제조 방법 |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150023387A1 (en) * | 2008-03-31 | 2015-01-22 | Jfe Steel Corporation | Steel plate quality assurance system and equipment thereof |
| WO2016163467A1 (ja) * | 2015-04-08 | 2016-10-13 | 新日鐵住金株式会社 | 熱処理用鋼板 |
| MX2019002330A (es) * | 2016-09-28 | 2019-07-04 | Jfe Steel Corp | Lamina de acero y metodo para producir la misma. |
| US11268164B2 (en) * | 2016-09-28 | 2022-03-08 | Jfe Steel Corporation | Steel sheet and method for producing the same |
| BR112019010271A2 (pt) * | 2017-01-17 | 2019-09-10 | Nippon Steel Corporation | chapa de aço para estampagem a quente |
| EP3666916B1 (en) * | 2017-08-09 | 2022-04-20 | Nippon Steel Corporation | Hot-rolled steel sheet and method for manufacturing same |
| WO2019054448A1 (ja) * | 2017-09-13 | 2019-03-21 | 新日鐵住金株式会社 | 転動疲労特性に優れた鋼材 |
| WO2020002285A1 (en) * | 2018-06-26 | 2020-01-02 | Tata Steel Nederland Technology B.V. | Cold-rolled martensite steel with high strength and high bendability and method of producing thereof |
| CN112585291B (zh) * | 2018-08-22 | 2022-05-27 | 杰富意钢铁株式会社 | 高强度钢板及其制造方法 |
| EP3828299A1 (en) * | 2018-10-18 | 2021-06-02 | JFE Steel Corporation | High-ductility, high-strength electro-galvanized steel sheet and manufacturing method thereof |
| MX2021004941A (es) * | 2018-10-31 | 2021-06-08 | Jfe Steel Corp | Miembro de alta resistencia, metodo para la fabricacion de miembro de alta resistencia, y metodo para la fabricacion de lamina de acero para miembro de alta resistencia. |
| CN111218620B (zh) * | 2018-11-23 | 2021-10-22 | 宝山钢铁股份有限公司 | 一种高屈强比冷轧双相钢及其制造方法 |
| CN109576579A (zh) * | 2018-11-29 | 2019-04-05 | 宝山钢铁股份有限公司 | 一种具有高扩孔率和较高延伸率的980MPa级冷轧钢板及其制造方法 |
| CN109536851A (zh) * | 2019-01-24 | 2019-03-29 | 本钢板材股份有限公司 | 一种冷轧淬火配分钢板及其制备方法 |
| WO2020170667A1 (ja) * | 2019-02-21 | 2020-08-27 | Jfeスチール株式会社 | 熱間プレス部材、熱間プレス用冷延鋼板およびそれらの製造方法 |
| CN113439127A (zh) * | 2019-02-22 | 2021-09-24 | 杰富意钢铁株式会社 | 热压部件及其制造方法以及热压部件用钢板的制造方法 |
| CN110284064B (zh) * | 2019-07-18 | 2021-08-31 | 西华大学 | 一种高强度含硼钢及其制备方法 |
| JP7311807B2 (ja) | 2019-09-03 | 2023-07-20 | 日本製鉄株式会社 | 鋼板 |
| CN112522633B (zh) * | 2019-09-19 | 2022-06-24 | 宝山钢铁股份有限公司 | 一种薄规格马氏体钢带及其制造方法 |
| EP4033000B1 (en) * | 2019-09-19 | 2025-08-27 | Baoshan Iron & Steel Co., Ltd. | Martensitic steel strip and manufacturing method therefor |
| JP7425610B2 (ja) * | 2020-01-21 | 2024-01-31 | 株式会社神戸製鋼所 | 耐遅れ破壊特性に優れた高強度鋼板 |
| MX2022009185A (es) * | 2020-01-31 | 2022-08-17 | Jfe Steel Corp | Lamina de acero, elemento y metodos para producir los mismos. |
| US12378625B2 (en) | 2020-01-31 | 2025-08-05 | Jfe Steel Corporation | Steel sheet, member, and production methods therefor |
| WO2021193057A1 (ja) * | 2020-03-27 | 2021-09-30 | Motp合同会社 | 鋼材及びその製造方法 |
| MX2022015467A (es) * | 2020-09-30 | 2023-01-16 | Nippon Steel Corp | Lamina de acero y metodo para fabricar lamina de acero. |
| KR102865563B1 (ko) * | 2020-12-25 | 2025-09-29 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 그것들의 제조 방법 |
| MX2023009117A (es) * | 2021-03-02 | 2023-10-18 | Jfe Steel Corp | Lamina de acero, miembro y metodos de fabricacion de los mismos. |
| CN116897215B (zh) * | 2021-03-02 | 2025-10-28 | 杰富意钢铁株式会社 | 钢板、构件和它们的制造方法 |
| WO2022185805A1 (ja) * | 2021-03-02 | 2022-09-09 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2022185804A1 (ja) * | 2021-03-02 | 2022-09-09 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2022209520A1 (ja) * | 2021-03-31 | 2022-10-06 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| EP4310205A4 (en) * | 2021-03-31 | 2025-04-30 | JFE Steel Corporation | STEEL SHEET, ELEMENT, METHOD FOR PRODUCING A STEEL SHEET AND METHOD FOR PRODUCING AN ELEMENT |
| US12428700B2 (en) | 2021-06-11 | 2025-09-30 | Jfe-Steel Corporation | High strength steel sheet and method for manufacturing the same |
| MX2023014591A (es) | 2021-06-11 | 2023-12-15 | Jfe Steel Corp | Chapa de acero de alta resistencia y metodo para fabricar la misma. |
| MX2024000959A (es) | 2021-09-09 | 2024-02-09 | Nippon Steel Corp | Lamina de acero laminada en frio y metodo para producir la misma. |
| US20250144693A1 (en) * | 2022-02-03 | 2025-05-08 | Nippon Steel Corporation | Steel material, auto part, shearing apparatus and method of production of steel material |
| CN116732445A (zh) * | 2022-03-01 | 2023-09-12 | 宝山钢铁股份有限公司 | 一种用于镀锌钢板的冷轧基板、镀锌钢板及其制造方法 |
| WO2023188505A1 (ja) * | 2022-03-30 | 2023-10-05 | Jfeスチール株式会社 | 鋼板および部材、ならびに、それらの製造方法 |
| WO2023188504A1 (ja) * | 2022-03-30 | 2023-10-05 | Jfeスチール株式会社 | 鋼板および部材、ならびに、それらの製造方法 |
| US20250179602A1 (en) * | 2022-03-30 | 2025-06-05 | Jfe Steel Corporation | Steel sheet, member, and methods of producing same |
| EP4477774A4 (en) * | 2022-03-30 | 2025-05-21 | JFE Steel Corporation | STEEL SHEET AND ELEMENT AND METHOD FOR THE PRODUCTION THEREOF |
| CN117004878B (zh) * | 2022-04-29 | 2026-02-24 | 宝山钢铁股份有限公司 | 一种抗拉强度在1450MPa以上的超高强度冷轧钢带及其制造方法 |
| KR102747791B1 (ko) * | 2022-05-31 | 2024-12-31 | 현대제철 주식회사 | 초고강도 냉연강판 및 그 제조방법 |
| KR20250157552A (ko) | 2023-03-27 | 2025-11-04 | 제이에프이 스틸 가부시키가이샤 | 강판 및 부재, 그리고, 그들의 제조 방법 |
| CN121368641A (zh) * | 2023-06-30 | 2026-01-20 | 株式会社神户制钢所 | 钢板及其制造方法 |
| JP7845584B2 (ja) * | 2024-03-29 | 2026-04-14 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| JP7845583B2 (ja) * | 2024-03-29 | 2026-04-14 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS514276A (ko) | 1974-06-29 | 1976-01-14 | Toyo Kogyo Co | |
| JPS5428705A (en) | 1977-08-06 | 1979-03-03 | Mitsui Mining & Smelting Co | Apparatus for piling electrodeposited meatl plates |
| JPS5431019A (en) | 1977-08-12 | 1979-03-07 | Kawasaki Steel Co | Steel material having good resistance to hydrogenninduceddcracking |
| JP4427010B2 (ja) | 2004-07-05 | 2010-03-03 | 新日本製鐵株式会社 | 耐遅れ破壊特性に優れた高強度調質鋼およびその製造方法 |
| JP2011157583A (ja) * | 2010-01-29 | 2011-08-18 | Kobe Steel Ltd | 加工性に優れた高強度冷延鋼板およびその製造方法 |
| JP2013213242A (ja) | 2012-03-30 | 2013-10-17 | Kobe Steel Ltd | 耐水素誘起割れ性に優れた鋼板およびその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3514276B2 (ja) | 1995-10-19 | 2004-03-31 | Jfeスチール株式会社 | 耐遅れ破壊特性に優れた超高強度鋼板及びその製造方法 |
| JP3450985B2 (ja) * | 1997-04-10 | 2003-09-29 | 新日本製鐵株式会社 | 形状が良好で曲げ性に優れた高強度冷延鋼板とその製造方法 |
| JP2007023310A (ja) * | 2005-07-12 | 2007-02-01 | Kobe Steel Ltd | 機械構造用鋼材 |
| JP5359168B2 (ja) * | 2008-10-08 | 2013-12-04 | Jfeスチール株式会社 | 延性に優れる超高強度冷延鋼板およびその製造方法 |
| JP5423072B2 (ja) * | 2009-03-16 | 2014-02-19 | Jfeスチール株式会社 | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 |
| JP5412182B2 (ja) * | 2009-05-29 | 2014-02-12 | 株式会社神戸製鋼所 | 耐水素脆化特性に優れた高強度鋼板 |
| JP5428705B2 (ja) | 2009-09-25 | 2014-02-26 | 新日鐵住金株式会社 | 高靭性鋼板 |
| JP5720208B2 (ja) * | 2009-11-30 | 2015-05-20 | 新日鐵住金株式会社 | 高強度冷延鋼板、高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板 |
| JP5835558B2 (ja) * | 2010-08-31 | 2015-12-24 | Jfeスチール株式会社 | 冷延鋼板の製造方法 |
| CN101956133B (zh) * | 2010-10-29 | 2012-09-05 | 攀钢集团钢铁钒钛股份有限公司 | 一种低屈服强度耐时效连退冷轧钢板及其生产方法 |
| JP5652321B2 (ja) * | 2011-05-13 | 2015-01-14 | 新日鐵住金株式会社 | 熱間複合成形性及び打抜き部の耐遅れ破壊特性に優れたホットスタンプ用鋼板とその製造方法 |
| EP2592168B1 (en) * | 2011-11-11 | 2015-09-16 | Tata Steel UK Limited | Abrasion resistant steel plate with excellent impact properties and method for producing said steel plate |
-
2016
- 2016-03-23 CN CN201680017700.9A patent/CN107429349B/zh active Active
- 2016-03-23 KR KR1020177027018A patent/KR101987570B1/ko active Active
- 2016-03-23 WO PCT/JP2016/001695 patent/WO2016152163A1/ja not_active Ceased
- 2016-03-23 EP EP16768066.9A patent/EP3276022B1/en active Active
- 2016-03-23 MX MX2017012194A patent/MX394288B/es unknown
- 2016-03-23 JP JP2016544175A patent/JP6112261B2/ja active Active
- 2016-03-23 US US15/558,201 patent/US10870902B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS514276A (ko) | 1974-06-29 | 1976-01-14 | Toyo Kogyo Co | |
| JPS5428705A (en) | 1977-08-06 | 1979-03-03 | Mitsui Mining & Smelting Co | Apparatus for piling electrodeposited meatl plates |
| JPS5431019A (en) | 1977-08-12 | 1979-03-07 | Kawasaki Steel Co | Steel material having good resistance to hydrogenninduceddcracking |
| JP4427010B2 (ja) | 2004-07-05 | 2010-03-03 | 新日本製鐵株式会社 | 耐遅れ破壊特性に優れた高強度調質鋼およびその製造方法 |
| JP2011157583A (ja) * | 2010-01-29 | 2011-08-18 | Kobe Steel Ltd | 加工性に優れた高強度冷延鋼板およびその製造方法 |
| JP2013213242A (ja) | 2012-03-30 | 2013-10-17 | Kobe Steel Ltd | 耐水素誘起割れ性に優れた鋼板およびその製造方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101858852B1 (ko) * | 2016-12-16 | 2018-06-28 | 주식회사 포스코 | 항복강도, 연성 및 구멍확장성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| KR20210036966A (ko) * | 2018-08-31 | 2021-04-05 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| KR20210036967A (ko) * | 2018-08-31 | 2021-04-05 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그의 제조 방법 |
| KR20210065164A (ko) * | 2018-10-31 | 2021-06-03 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| US12071682B2 (en) | 2018-12-21 | 2024-08-27 | Jfe Steel Corporation | Steel sheet, member, and methods for producing them |
| KR20210092279A (ko) * | 2018-12-21 | 2021-07-23 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 이것들의 제조 방법 |
| KR20210092278A (ko) * | 2018-12-21 | 2021-07-23 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 이것들의 제조 방법 |
| KR20210149841A (ko) * | 2019-05-16 | 2021-12-09 | 제이에프이 스틸 가부시키가이샤 | 고강도 부재, 고강도 부재의 제조 방법 및 고강도 부재용 강판의 제조 방법 |
| KR20220091168A (ko) * | 2020-12-23 | 2022-06-30 | 현대제철 주식회사 | 자동차 구조체용 부재 |
| KR20220098105A (ko) * | 2020-12-23 | 2022-07-11 | 현대제철 주식회사 | 자동차 구조체용 부재 |
| KR20220091167A (ko) * | 2020-12-23 | 2022-06-30 | 현대제철 주식회사 | 자동차 구조체용 부재 |
| US12606892B2 (en) | 2020-12-23 | 2026-04-21 | Hyundai Steel Company | Member for automobile structure |
| KR20220161067A (ko) * | 2021-05-28 | 2022-12-06 | 현대제철 주식회사 | 냉연 강판 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10870902B2 (en) | 2020-12-22 |
| US20180100212A1 (en) | 2018-04-12 |
| CN107429349A (zh) | 2017-12-01 |
| EP3276022B1 (en) | 2019-09-04 |
| EP3276022A1 (en) | 2018-01-31 |
| EP3276022A4 (en) | 2018-04-25 |
| JPWO2016152163A1 (ja) | 2017-04-27 |
| MX2017012194A (es) | 2017-12-15 |
| CN107429349B (zh) | 2019-04-23 |
| MX394288B (es) | 2025-03-24 |
| JP6112261B2 (ja) | 2017-04-12 |
| WO2016152163A1 (ja) | 2016-09-29 |
| KR101987570B1 (ko) | 2019-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101987570B1 (ko) | 냉연 강판 및 그 제조 방법 | |
| US12435384B2 (en) | High-strength steel sheet and method for manufacturing same | |
| KR102226643B1 (ko) | 강판 및 그 제조 방법 | |
| KR102226647B1 (ko) | 강판 및 그 제조 방법 | |
| US12077831B2 (en) | Steel sheet, member, and methods for producing them | |
| KR102433938B1 (ko) | 고강도 냉연강판, 고강도 도금강판 및 그것들의 제조방법 | |
| JP7277836B2 (ja) | ホットスタンプ成形体 | |
| JPWO2020184154A1 (ja) | 高強度鋼板およびその製造方法 | |
| KR20180124075A (ko) | 고강도 강판 및 그의 제조 방법 | |
| JP7239078B1 (ja) | 高強度鋼板、高強度めっき鋼板及びそれらの製造方法並びに部材 | |
| US12071682B2 (en) | Steel sheet, member, and methods for producing them | |
| JP7277837B2 (ja) | ホットスタンプ成形体 | |
| KR102888792B1 (ko) | 핫 스탬프용 강판 및 그 제조 방법, 그리고, 핫 스탬프 부재 및 그 제조 방법 | |
| CN117043381A (zh) | 高强度钢板及其制造方法 | |
| KR20230145132A (ko) | 강판, 강 부재 및 피복 강 부재 | |
| US20250215538A1 (en) | Hot-stamp formed body | |
| KR20240028459A (ko) | 열연 강판 | |
| JP2021155788A (ja) | ホットスタンプ部品用鋼板およびその製造方法 | |
| JP2021155786A (ja) | ホットスタンプ部品用鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20170925 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20181128 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20190429 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190603 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190603 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20220518 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230523 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240521 Start annual number: 6 End annual number: 6 |