KR20170119670A - 양면 고 이송 밀링 인서트, 고 이송 밀링 공구 및 방법 - Google Patents
양면 고 이송 밀링 인서트, 고 이송 밀링 공구 및 방법 Download PDFInfo
- Publication number
- KR20170119670A KR20170119670A KR1020177015990A KR20177015990A KR20170119670A KR 20170119670 A KR20170119670 A KR 20170119670A KR 1020177015990 A KR1020177015990 A KR 1020177015990A KR 20177015990 A KR20177015990 A KR 20177015990A KR 20170119670 A KR20170119670 A KR 20170119670A
- Authority
- KR
- South Korea
- Prior art keywords
- insert
- cutting edge
- convex
- milling
- view
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B23C5/207—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
- B23C5/205—Plate-like cutting inserts with special form characterised by chip-breakers of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0405—Hexagonal
- B23C2200/0411—Hexagonal irregular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0477—Triangular
- B23C2200/0483—Triangular rounded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/16—Supporting or bottom surfaces
- B23C2200/164—Supporting or bottom surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/203—Curved cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/205—Discontinuous cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/208—Wiper, i.e. an auxiliary cutting edge to improve surface finish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/24—Cross section of the cutting edge
- B23C2200/243—Cross section of the cutting edge bevelled or chamfered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0421—Cutting angles negative
- B23C2210/0435—Cutting angles negative radial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0407—Cutting angles
- B23C2210/0442—Cutting angles positive
- B23C2210/045—Cutting angles positive axial rake angle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/20—Number of cutting edges
- B23C2210/204—Number of cutting edges five
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2250/00—Compensating adverse effects during milling
- B23C2250/12—Cooling and lubrication
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
Description
도 1b 는 인서트의 측면도를 도시한다.
도 1c 는 도 1a 의 C-C 선을 따른 인서트의 단면도를 도시한다.
도 1d 는 인서트 및 체결 수단의 사시도를 도시한다.
도 1e 는 인서트 및 체결 수단의 측면도를 도시한다.
도 1f 는 도 1a 의 F-F 선을 따른 인서트의 단면도를 도시한다.
도 1g 는 도 1a 의 G-G 선을 따른 인서트의 단면도를 도시한다.
도 1h 는 도 1a 의 H-H 선을 따른 인서트의 단면도를 도시한다.
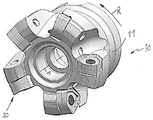
도 2a 는 본원에 따른 고 이송 밀링 공구의 사시도이다.
도 2b 는 고 이송 밀링 공구의 저면도이다.
도 2c 는 고 이송 밀링 공구의 측면도이다.
도 2d 는 고 이송 밀링 공구의 인서트 포켓의 평면도이다.
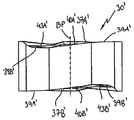
도 3 은 본원의 다른 실시형태에 따른 인서트의 측면도를 도시한다.
Claims (15)
- 금속 가공물들의 고 이송 밀링을 위한 양면 밀링 인서트 (30; 30') 로서,
상기 인서트는 삼각기둥 기본 형상을 가지고 그리고 반대 방향으로 향하는 상부면 (31) 과 하부면 (32) 및 상기 상부면 (31) 과 상기 하부면 (32) 사이에서 연장되는 볼록한 여유면들 (33) 을 포함하며,
상기 상부면과 상기 하부면 각각은 리세스가공된 지지면 (34A, 34B) 을 포함하고, 상기 지지면은 다른 지지면에 실질적으로 평행하고 그리고 체결 수단을 수용하기 위해 내부에 공동 (35) 을 가지며,
상기 상부면 및 상기 하부면과 상기 볼록한 여유면들 (33) 의 교차점들은, 평면도에서 보았을 때, 볼록한 절삭날들 (37A, 37B; 37A', 37B') 을 형성하고, 상기 볼록한 절삭날들에 인접하게 경사면 (38) 이 제공되며,
각각의 상기 볼록한 절삭날은 측면도에서 볼 때 오목하고 그리고 평면도에서 볼 때 만곡된 절삭날 부분 (40A, 40B; 40A', 40B') 의 각각의 측면상에 실질적으로 직선의 절삭날 부분 (39A, 39B; 39A', 39B') 을 포함하며,
각각의 상기 볼록한 절삭날 (37A, 37B; 37A', 37B') 은 상기 만곡된 절삭날 부분 (40A, 40B; 40A', 40B') 의 각 측면상에 제 1 직선의 절삭날 부분 (39A; 39A') 및 제 2 직선의 절삭날 부분 (39B; 39B') 을 가지며, 상기 제 1 직선의 절삭날 부분 (39A; 39A) 및 상기 제 2 직선의 절삭날 부분 (39B; 39B') 각각은 측면도에서 직선 또는 볼록한 경로를 따르고 그리고 평면도에서 둘 다 직선이며, 상기 만곡된 절삭날 부분 (40A, 40B; 40A', 40B') 은 상기 제 1 직선의 절삭날 부분 및 상기 제 2 직선의 절삭날 부분들 중 어느 하나의 길이보다 더 긴 길이를 가지는 것을 특징으로하는, 양면 밀링 인서트. - 제 1 항에 있어서,
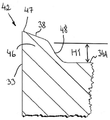
인접한 상기 여유면들 (33) 은 이등분선 (B) 을 규정하는 제 1 코너 (42) 에서 만나고, 상기 여유면들은 둔각의 코너각 (α) 을 형성하며, 볼록한 절삭날에 대한 접선은 측면도에서 볼 때 상기 제 1 코너에서 상기 여유면을 포함하는 평면 (P2) 과 내부 예각 (ω) 을 형성하고, 상기 여유면 (33) 은 상기 여유면의 중심의 만곡 부분 (41A) 의 각각의 측면상에 실질적으로 평평한 부분 (33A, 33B) 을 포함하는, 양면 밀링 인서트. - 제 1 항 또는 제 2 항에 있어서,
각각의 상기 볼록한 여유면은 측면도에서 볼 때 중심의 만곡 부분 (41A) 의 영역에서 웨이스트 (41) 를 포함하는, 양면 밀링 인서트. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
둔각의 상기 코너각 (α) 은 95 ~ 120°의 범위인, 양면 밀링 인서트. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
이등분선 (B) 은 웨이스트 (41) 와 교차하는 이등분선 평면 (BP) 에 놓이는, 양면 밀링 인서트. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
이등분선 평면 (BP) 은 상기 공동 (35) 의 중심 또는 중심선 (CL) 과 교차하는, 양면 밀링 인서트. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 볼록한 절삭날들 (37A, 37B; 37A', 37B') 의 상기 만곡된 절삭날 부분들 (40A, 40B; 40A', 40B') 의 최저 지점들 (43A, 43B; 43A', 43B') 은 이등분선 평면 (BP) 의 양측에 위치되는, 양면 밀링 인서트. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
각각의 상기 볼록한 여유면 (33) 은 리세스가공된 지지면 (34A, 34B) 에 평행하거나 또는 상기 리세스가공된 지지면 (34A, 34B) 을 포함하는 평면 (P1) 에 수직한, 양면 밀링 인서트. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 볼록한 절삭날 (37A, 37B) 은 측면도에서 볼 때 실질적으로 V 형상이며, 상기 볼록한 절삭날의 최저 지점 (43A, 43B) 및 상기 제 1 코너 (42) 의 최고 지점과 교차하는 선은 평면 (P1) 과 5 ~ 15°범위의 각을 형성하는, 양면 밀링 인서트. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 경사면 (38) 은 상기 볼록한 절삭날 (37A, 37B; 37A', 37B') 에 직접적으로 또는 간접적으로 연결되고, 상기 경사면은 양의 경사각 (γ) 을 형성하는, 양면 밀링 인서트. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 경사면 (38) 은 상기 평면 (P1) 과 음의 각 (δ) 을 형성하는 챔퍼 (45) 를 통하여 상기 볼록한 절삭날 (37A, 37B; 37A', 37B') 에 부분적으로 연결되는, 양면 밀링 인서트. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
상기 경사면 (38) 은 상기 지지면 (34A, 34B) 위로 연장되는 원주방향 레지 (46) 상에 위치되는, 양면 밀링 인서트. - 제 12 항에 있어서,
상기 경사면 (38) 은 상기 만곡된 절삭날 부분 (40A, 40B; 40A', 40B') 에서 보다 상기 제 1 코너부들 (42) 에서 상기 지지면 (34A, 34B) 위로 더 높게 연장되는, 양면 밀링 인서트. - 회전 종축 (A) 을 가진 고 이송 밀링 공구로서,
공구 본체의 전방 단부 (13) 에 형성된 복수의 인서트 포켓들 (12) 및 상기 복수의 인서트 포켓들에 유지되는 제 1 항 내지 제 13 항 중 어느 한 항에 따른 복수의 양면 밀링 인서트들 (30; 30') 을 가진 밀링 공구 본체 (11) 를 포함하고,
각각의 상기 인서트 포켓 (12) 은,
포켓 바닥 인접면 (14),
상기 포켓 바닥 인접면 (14) 으로부터 접선방향 후방으로 연장되는 나사가공된 구멍 (15), 및
상기 포켓 바닥 인접면 (14) 으로부터 상방으로 연장되는 포켓 측벽들 (16, 17, 18) 을 포함하고,
상기 포켓 측벽들 (16, 17) 은 포켓 내부 둔각을 형성하며,
상기 포켓 바닥 인접면은 그 가장 근접한 주위에 대하여 상승되고,
상기 포켓 바닥 인접면의 각각의 측면은 중심의 만곡 부분 (140) 의 각 측면상에 실질적으로 직선 부분 (139A, 139B) 을 포함하며,
적어도 하나의 밀링 인서트 (30; 30') 는 5 ~ 15°범위의 설정각 (κ) 으로 상기 인서트 포켓 (12) 에 장착되는 것을 특징으로 하는, 고 이송 밀링 공구. - 금속 가공물의 고 이송 밀링 방법으로서,
- 밀링 기계에 제 14 항에 따른 고 이송 밀링 공구 (10) 를 제공하는 단계,
- 밀링 인서트들 (30; 30) 을 5 ~ 15°범위의 설정각 (κ) 으로 배열하는 단계,
- 800 ~ 1300 rpm 에서, 최대 약 2 mm 절삭 깊이에서 및 분당 5 ~ 10 미터의 이송률에서 작동하는 단계를 포함하는, 금속 가공물의 고 이송 밀링 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15155979.6A EP3059037B1 (en) | 2015-02-20 | 2015-02-20 | Double-sided high feed milling insert, high feed milling tool and method |
| EP15155979.6 | 2015-02-20 | ||
| PCT/EP2016/052339 WO2016131661A1 (en) | 2015-02-20 | 2016-02-04 | Double-sided high feed milling insert, high feed milling tool and method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170119670A true KR20170119670A (ko) | 2017-10-27 |
| KR102400417B1 KR102400417B1 (ko) | 2022-05-19 |
Family
ID=52477741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177015990A Active KR102400417B1 (ko) | 2015-02-20 | 2016-02-04 | 양면 고 이송 밀링 인서트, 고 이송 밀링 공구 및 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9999933B2 (ko) |
| EP (1) | EP3059037B1 (ko) |
| KR (1) | KR102400417B1 (ko) |
| CN (1) | CN107107214B (ko) |
| WO (1) | WO2016131661A1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210154743A (ko) | 2020-06-12 | 2021-12-21 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 레지스트 하층막 재료, 패턴 형성 방법, 및 레지스트 하층막 형성 방법 |
| CN113840677A (zh) * | 2019-05-20 | 2021-12-24 | 伊斯卡有限公司 | 高进给车削工具组件 |
| KR20220062454A (ko) * | 2019-07-11 | 2022-05-17 | 세라티지트 오스트리아 게젤샤프트 엠.베.하 | 밀링용 양면형 절삭 인서트 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6696181B2 (ja) * | 2016-01-13 | 2020-05-20 | 三菱マテリアル株式会社 | 切削インサートおよび刃先交換式切削工具 |
| AT15965U1 (de) * | 2017-06-06 | 2018-10-15 | Ceratizit Austria Gmbh | Fräsverfahren |
| JP6338204B1 (ja) * | 2017-08-29 | 2018-06-06 | 株式会社タンガロイ | 切削インサート及び切削工具 |
| JP1609990S (ko) * | 2017-09-21 | 2018-07-30 | ||
| JP1610265S (ko) * | 2017-09-21 | 2018-07-30 | ||
| JP1609989S (ko) * | 2017-09-21 | 2018-07-30 | ||
| DE102019112061A1 (de) * | 2019-05-09 | 2020-11-12 | Schaeffler Technologies AG & Co. KG | Verfahren zur Bearbeitung eines Lagerrings und zur Herstellung eines Wälzlagers |
| JP7559449B2 (ja) * | 2020-09-10 | 2024-10-02 | 三菱マテリアル株式会社 | ワイパーインサートおよび刃先交換式フライスカッタ |
| US20250269441A1 (en) * | 2024-02-25 | 2025-08-28 | Kennametal Inc. | Milling tool and cutting insert |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080060716A (ko) * | 2006-12-27 | 2008-07-02 | 한국야금 주식회사 | 고능률 절삭 인서트 |
| WO2013001907A1 (ja) * | 2011-06-30 | 2013-01-03 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| KR20140005678A (ko) * | 2012-07-06 | 2014-01-15 | 대구텍 유한회사 | 절삭공구 조립체 |
| KR101426634B1 (ko) * | 2010-02-25 | 2014-08-05 | 세라티지트 오스트리아 게젤샤프트 엠.베.하 | 절삭 인서트 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3775321B2 (ja) * | 2002-03-20 | 2006-05-17 | 三菱マテリアル株式会社 | スローアウェイチップおよびスローアウェイ式切削工具 |
| DE102006017074A1 (de) * | 2006-04-10 | 2007-10-11 | Walter Ag | Unterlegplatte für doppelseitige Wendeschneideinsätze |
| IL182343A0 (en) * | 2007-04-01 | 2007-07-24 | Iscar Ltd | Cutting insert and tool for milling and ramping at high feed rates |
| US7976250B2 (en) * | 2009-02-12 | 2011-07-12 | Tdy Industries, Inc. | Double-sided cutting inserts for high feed milling |
| KR100939085B1 (ko) * | 2009-07-15 | 2010-01-28 | 한국야금 주식회사 | 절삭 인서트 |
| JP5715688B2 (ja) * | 2011-04-28 | 2015-05-13 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| WO2012147924A1 (ja) * | 2011-04-28 | 2012-11-01 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| EP2818269B1 (en) * | 2012-02-20 | 2016-05-25 | Tungaloy Corporation | Cutting insert and cutting tool with replaceable cutting edge |
| US9289836B2 (en) * | 2014-01-09 | 2016-03-22 | Iscar, Ltd. | Double-sided indexable cutting insert and cutting tool therefor |
-
2015
- 2015-02-20 EP EP15155979.6A patent/EP3059037B1/en active Active
-
2016
- 2016-02-04 US US15/552,033 patent/US9999933B2/en active Active
- 2016-02-04 WO PCT/EP2016/052339 patent/WO2016131661A1/en not_active Ceased
- 2016-02-04 CN CN201680004594.0A patent/CN107107214B/zh active Active
- 2016-02-04 KR KR1020177015990A patent/KR102400417B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080060716A (ko) * | 2006-12-27 | 2008-07-02 | 한국야금 주식회사 | 고능률 절삭 인서트 |
| KR101426634B1 (ko) * | 2010-02-25 | 2014-08-05 | 세라티지트 오스트리아 게젤샤프트 엠.베.하 | 절삭 인서트 |
| WO2013001907A1 (ja) * | 2011-06-30 | 2013-01-03 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| KR20140005678A (ko) * | 2012-07-06 | 2014-01-15 | 대구텍 유한회사 | 절삭공구 조립체 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113840677A (zh) * | 2019-05-20 | 2021-12-24 | 伊斯卡有限公司 | 高进给车削工具组件 |
| KR20220062454A (ko) * | 2019-07-11 | 2022-05-17 | 세라티지트 오스트리아 게젤샤프트 엠.베.하 | 밀링용 양면형 절삭 인서트 |
| KR20210154743A (ko) | 2020-06-12 | 2021-12-21 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 레지스트 하층막 재료, 패턴 형성 방법, 및 레지스트 하층막 형성 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016131661A1 (en) | 2016-08-25 |
| EP3059037A1 (en) | 2016-08-24 |
| CN107107214A (zh) | 2017-08-29 |
| KR102400417B1 (ko) | 2022-05-19 |
| EP3059037B1 (en) | 2023-08-02 |
| US20180065195A1 (en) | 2018-03-08 |
| CN107107214B (zh) | 2019-05-17 |
| US9999933B2 (en) | 2018-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102400417B1 (ko) | 양면 고 이송 밀링 인서트, 고 이송 밀링 공구 및 방법 | |
| KR101569551B1 (ko) | 밀링 커터 및 밀링 커터용 절삭 인서트 | |
| KR101097658B1 (ko) | 절삭 삽입체 | |
| KR101887254B1 (ko) | 회전 절삭 공구 및 회전 절삭 공구용 가역 절삭 인서트 | |
| JP5773085B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP5751401B1 (ja) | 刃先交換式回転切削工具 | |
| KR100990068B1 (ko) | 공구 및 인서트의 상이한 측면에 직경방향으로 대향하는절삭 코너를 갖는 절삭 인서트 | |
| CN107921559B (zh) | 切削刀片及可转位刀片式旋转切削工具 | |
| CN102958634B (zh) | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 | |
| US6802676B2 (en) | Milling insert | |
| KR20170058366A (ko) | 회전 절삭 공구와 가변 폭의 부 릴리프 표면을 갖는 회전 절삭 공구용 가역 절삭 인서트 | |
| KR20010043370A (ko) | 엔드밀에 사용되는 분할 가능한 인서트 | |
| KR20060014045A (ko) | 타원형의 절삭날을 가진 절삭 인서트 | |
| CN109475944B (zh) | 车削刀片 | |
| CN111822765B (zh) | 切削刀片 | |
| KR20190034266A (ko) | 절삭 인서트 및 날끝 교환식 회전 절삭 공구 | |
| EP3970892A1 (en) | Cutting insert | |
| JP7258856B2 (ja) | フライスインサート並びに側面及び正面フライス工具 | |
| JP2004148424A (ja) | エンドミル用スローアウェイチップ | |
| WO2015137508A1 (ja) | 切削インサート、工具ボデーおよび切削工具 | |
| JP7131893B2 (ja) | ステップ式フライスカッタ | |
| JP6930245B2 (ja) | 切削インサート | |
| JP4830552B2 (ja) | 正面フライス | |
| JP2007260788A (ja) | 切削インサート及び切削工具 | |
| JP2008100316A (ja) | 切削工具及び仕上げ刃インサート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |