KR20170120936A - 이경 도체 접합 케이블의 중간 접속 구조 및 그 제조방법 - Google Patents
이경 도체 접합 케이블의 중간 접속 구조 및 그 제조방법 Download PDFInfo
- Publication number
- KR20170120936A KR20170120936A KR1020160049508A KR20160049508A KR20170120936A KR 20170120936 A KR20170120936 A KR 20170120936A KR 1020160049508 A KR1020160049508 A KR 1020160049508A KR 20160049508 A KR20160049508 A KR 20160049508A KR 20170120936 A KR20170120936 A KR 20170120936A
- Authority
- KR
- South Korea
- Prior art keywords
- conductor
- ring
- diameter
- power cable
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- 239000004020 conductor Substances 0.000 title claims description 157
- 238000003466 welding Methods 0.000 claims description 18
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 12
- 229910052802 copper Inorganic materials 0.000 claims description 12
- 239000010949 copper Substances 0.000 claims description 12
- 229910052782 aluminium Inorganic materials 0.000 claims description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 11
- 229910000838 Al alloy Inorganic materials 0.000 claims description 5
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 5
- 238000005304 joining Methods 0.000 claims description 5
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 230000005684 electric field Effects 0.000 description 13
- 238000009413 insulation Methods 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- -1 polyethylene Polymers 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000004703 cross-linked polyethylene Substances 0.000 description 2
- 229920003020 cross-linked polyethylene Polymers 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G15/00—Cable fittings
- H02G15/08—Cable junctions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G15/00—Cable fittings
- H02G15/08—Cable junctions
- H02G15/085—Cable junctions for coaxial cables or hollow conductors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/22—Nets, wire fabrics or the like
-
- B23K2201/22—
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cable Accessories (AREA)
Abstract
Description
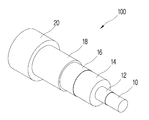
도 3은 XLPE로 구성된 절연층을 구비한 전력케이블의 내부 구성을 도시한 사시도이다.
도 4는 본 발명의 일 실시예에 따른 중간접속함의 중간 접속 구조를 도시한 단면도이다.
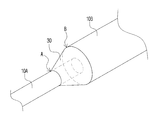
도 5는 한 쌍의 전력케이블의 도체가 O-링에 의해 접합된 상태를 도시하는 사시도이다.
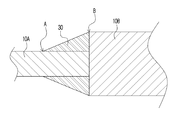
도 6은 한 쌍의 전력케이블의 도체가 O-링에 의해 접합된 상태를 도시하는 단면도이다.
도 7은 한 쌍의 전력케이블 및 O-링을 도시하는 분해사시도이다.
도 8은 도 5에서 접속슬리브가 장착된 상태를 도시한 단면도이다.
12: 내부반도전층
14: 절연층
16: 외부반도전층
300: 중간접속함
310: 압착슬리브
320: 도체슬리브
330: 제1 전극
340: 제2 전극
350: 조인트슬리브 절연층
Claims (15)
- 서로 직경이 상이한 한 쌍의 전력케이블이 서로 연결된 중간 접속 구조에 있어서,
제1 도체를 갖는 제1 전력케이블;
상기 제1 도체보다 직경이 더 큰 제2 도체를 갖는 제2 전력케이블;
상기 제1 도체가 삽입될 수 있는 관통공을 갖는 O-링(O-ring); 을 구비하며,
상기 O-링은 상기 제2 전력케이블을 향하는 제2 측부에서 상기 제1 전력케이블을 향하는 제1 측부로 테이퍼진(tapered) 외측면을 가지며,
상기 제1 도체의 단면과 상기 제2 측부의 단면이 상기 제2 도체의 단면에 접합되는 것을 특징으로 하는 중간 접속 구조. - 제1항에 있어서,
상기 O-링의 상기 제1 측부의 직경은 상기 제1 도체의 직경과 실질적으로 동일한 것을 특징으로 하는 중간 접속 구조. - 제1항에 있어서,
상기 O-링의 상기 제2 측부의 직경은 상기 제2 도체의 직경과 실질적으로 동일한 것을 특징으로 하는 중간 접속 구조. - 제1항에 있어서,
상기 관통공의 내경은 상기 제1 도체의 직경과 실질적으로 동일한 것을 특징으로 하는 중간 접속 구조. - 제1항에 있어서,
상기 O-링은 상기 제1 도체 또는 상기 제2 도체의 재료와 동일하게 형성되는 것을 특징으로 하는 중간 접속 구조. - 제5항에 있어서,
상기 제2 도체가 구리로 이루어진 경우, 상기 O-링은 구리 또는 구리 합금으로 이루어지며,
상기 제2 도체가 알루미늄으로 이루어진 경우, 상기 O-링은 알루미늄 또는 알루미늄 합금으로 이루어지는 것을 특징으로 하는 중간 접속 구조. - 제1항에 있어서,
상기 제1 도체의 단면과 상기 제2 측부의 단 각각이 상기 제2 도체의 단면과 용융되어 접합되는 것을 특징으로 하는 중간 접속 구조. - 제7항에 있어서,
저항용접에 의해 상기 제1 도체의 단면과 상기 제2 측부의 단면 각각이 상기 제2 도체의 단면에 접합되는 것을 특징으로 하는 중간 접속 구조. - 도체의 직경이 서로 상이한 한 쌍의 전력케이블을 서로 접합하는 방법에 있어서,
제1 도체를 갖는 제1 전력케이블과, 상기 제1 도체보다 직경이 더 큰 제2 도체를 갖는 제2 전력케이블에서 상기 제1 도체와 상기 제2 도체를 노출시키는 단계;
기 제1 도체가 삽입될 수 있는 관통공 및 상기 제2 전력케이블을 향하는 제2 측부에서 상기 제1 전력케이블을 향하는 제1 측부로 테이퍼진(tapered) 외측면을 갖는 O-링을 준비하는 단계;
제1 도체를 상기 관통공에 관통시키는 단계; 및
상기 제1 도체의 단면과 상기 제2 측부의 단면을 상기 제2 도체의 단면에 맞대어 접합하는 단계; 를 구비하는 이경 도체 전력케이블 접합 방법. - 제9항에 있어서,
상기 제1 도체의 단면과 상기 제2 측부의 단면을 상기 제2 도체의 단면에 저항 용접에 의해 접합하는 것을 특징으로 하는 이경 도체 전력케이블 접합 방법. - 제9항에 있어서,
상기 O-링의 상기 제1 측부의 직경은 상기 제1 도체의 직경과 실질적으로 동일한 것을 특징으로 하는 이경 도체 전력케이블 접합 방법. - 제9항에 있어서,
상기 O-링의 상기 제2 측부의 직경은 상기 제2 도체의 직경과 실질적으로 동일한 것을 특징으로 하는 이경 도체 전력케이블 접합 방법. - 제9항에 있어서,
상기 관통공의 내경은 상기 제1 도체의 직경과 실질적으로 동일한 것을 특징으로 하는 이경 도체 전력케이블 접합 방법. - 제9항에 있어서,
상기 O-링은 상기 제1 도체 또는 상기 제2 도체의 재료와 동일하게 형성되는 것을 특징으로 하는 이경 도체 전력케이블 접합 방법. - 제14항에 있어서,
상기 제2 도체가 구리로 이루어진 경우, 상기 O-링은 구리 또는 구리 합금으로 이루어지며,
상기 제2 도체가 알루미늄으로 이루어진 경우, 상기 O-링은 알루미늄 또는 알루미늄 합금으로 이루어지는 것을 특징으로 하는 이경 도체 전력케이블 접합 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160049508A KR102625958B1 (ko) | 2016-04-22 | 2016-04-22 | 이경 도체 접합 케이블의 중간 접속 구조 및 그 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160049508A KR102625958B1 (ko) | 2016-04-22 | 2016-04-22 | 이경 도체 접합 케이블의 중간 접속 구조 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170120936A true KR20170120936A (ko) | 2017-11-01 |
| KR102625958B1 KR102625958B1 (ko) | 2024-01-16 |
Family
ID=60382967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160049508A Active KR102625958B1 (ko) | 2016-04-22 | 2016-04-22 | 이경 도체 접합 케이블의 중간 접속 구조 및 그 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102625958B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230134941A (ko) | 2022-03-15 | 2023-09-22 | 대한전선 주식회사 | 초고압 이경 케이블 접속을 위한 이경 pmj 및 이경 고무 유니트 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110123906A (ko) * | 2010-05-10 | 2011-11-16 | 대한전선 주식회사 | 이종의 전력 케이블을 접속하기 위한 도체 슬리브 및 코로나 쉴드의 구조, 이를 포함한 프리몰드 접속함, 및 이종의 전력 케이블의 접속 방법 |
| KR20120004111A (ko) * | 2010-07-06 | 2012-01-12 | 대한전선 주식회사 | 이종 도체를 구비한 전력 케이블 접속용 도체 슬리브, 알루미늄 도체를 구비한 전력 케이블 접속용 도체 슬리브, 그 제조 방법, 및 이를 구비한 접속함 |
| KR20140001320A (ko) * | 2012-06-26 | 2014-01-07 | 대한전선 주식회사 | 초고압 전력케이블 pmj의 프리몰드 유니트 삽입용 테프론 콘 |
-
2016
- 2016-04-22 KR KR1020160049508A patent/KR102625958B1/ko active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110123906A (ko) * | 2010-05-10 | 2011-11-16 | 대한전선 주식회사 | 이종의 전력 케이블을 접속하기 위한 도체 슬리브 및 코로나 쉴드의 구조, 이를 포함한 프리몰드 접속함, 및 이종의 전력 케이블의 접속 방법 |
| KR20120004111A (ko) * | 2010-07-06 | 2012-01-12 | 대한전선 주식회사 | 이종 도체를 구비한 전력 케이블 접속용 도체 슬리브, 알루미늄 도체를 구비한 전력 케이블 접속용 도체 슬리브, 그 제조 방법, 및 이를 구비한 접속함 |
| KR20140001320A (ko) * | 2012-06-26 | 2014-01-07 | 대한전선 주식회사 | 초고압 전력케이블 pmj의 프리몰드 유니트 삽입용 테프론 콘 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230134941A (ko) | 2022-03-15 | 2023-09-22 | 대한전선 주식회사 | 초고압 이경 케이블 접속을 위한 이경 pmj 및 이경 고무 유니트 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102625958B1 (ko) | 2024-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10257967B2 (en) | Electromagnetic interference splice shield | |
| KR102625952B1 (ko) | 이종 도체 접합부를 포함하는 전력케이블, 이종 도체 접합방법 및 이종 도체 전력케이블 중간접속함 | |
| JPH02246724A (ja) | 電気ケーブルの成端及び接続 | |
| JP7659647B2 (ja) | ケーブルアセンブリ及びケーブルアセンブリの製造方法 | |
| JP7685607B2 (ja) | シールド接続アセンブリ、ケーブルアセンブリ及びケーブルアセンブリの製造方法 | |
| JP2017535934A (ja) | 接合された電力ケーブルおよび接合された電力ケーブルの製造方法 | |
| KR20160088780A (ko) | 조인트슬리브 및 중간접속구조 | |
| TWI731316B (zh) | 用於連接不同導體的連接導體和電力電纜的連接結構 | |
| CN115315868A (zh) | 用于电缆接合的装置和方法 | |
| KR20170120936A (ko) | 이경 도체 접합 케이블의 중간 접속 구조 및 그 제조방법 | |
| US12014843B2 (en) | Joining structure of different kinds of conductors, joining method of different kinds of conductors, and joint of power cables | |
| US10903639B2 (en) | Joint for high voltage direct current cables | |
| US4855536A (en) | Power cable having sectionalized screen and method of making same | |
| US12136504B2 (en) | Moisture resistant seal for electrical cable assemblies | |
| KR20200101857A (ko) | 전력케이블의 중간접속구조 | |
| KR20190106532A (ko) | 전력 케이블 도체 접속구조 및 전력 케이블 도체 접속장치 | |
| KR102625957B1 (ko) | 이종 도체 접합을 위한 연결도체, 연결도체 제조방법 및 전력 케이블 중간접속장치 | |
| KR20170105246A (ko) | 케이블 접속함용 조인트 슬리브 및 조인트 슬리브를 구비한 케이블 | |
| JP3036643B2 (ja) | ケーブル接続部 | |
| KR20190098609A (ko) | 전력 케이블의 도체 접속구조, 전력 케이블의 도체 접속방법 및 전력 케이블 도체 접속장치 | |
| CN101965618B (zh) | 在变压器上的导体连接端 | |
| KR20240111191A (ko) | 고장복구용 중간접속함 | |
| RU70415U1 (ru) | Соединительная муфта для силового кабеля | |
| CN110447154A (zh) | 将保护套管热收缩到电连接部上的方法 | |
| JPS5928825A (ja) | ケ−ブル接続部 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160422 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210311 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20160422 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20221213 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230621 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20231228 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20240112 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20240112 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |